锻钢通用技术要求
锻件5000-15-2007

返回总目录 返回分目录
后退
1
中国第一重型机械集团公司标准
重型机械通用技术条件
锻钢件无损检测
允月/栽 缘园园园援员缘原2007 摘录 代替 JB/T 缘园园园援员缘原1998
员 范围
JB/T 5000 的本部分规定了锻钢件的超声波、磁粉和渗透检测方法及其质量等级。 本部分适用于重型机械用锻钢件的无损检测。 采用本部分规定的无损检测方法,可能会涉及危害性材料、操作及设备,参加无损检测人员应遵 守有关安全防护和保健规程。 对锻件无损检测的方法、部位及质量等级应在锻件图样、技术文件和订货技术条件中注明。
2
4
8
12
20
5
24
36
50
75
评定框内允许的最大磁痕数量
a 质量等级不适用于单边机械加工余量大于 1 mm 的受检表面。 b 质量等级不适用于单边机械加工余量大于 3 mm 的受检表面。
5
7
10
12
锻压技术标准

GB 4064-83 电气设备安全设计导测
GB 5091-85 压力机的安全装置技术条件
TJ 36/79 工业企业设计卫生标准
GB 2893-82 安全色
GB 2894-1996 安全标志
ZB/J 62006 锻压机械噪声限值
TJ 232(一)(二) 机械设备安装工程施工及验收规范
GB 6441-86 企业职工伤亡事故分类
GB 13318-91 锻造车间安全生产通则
JB/T 6055-92 锻造车间环境保护导则
JB/T 6056-92 冲压车间环境保护导则
GB/T 221-2000 钢铁产品牌号表示方法
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许编差
GB/T 223-1997 钢铁及合金化学分析方法
GB/T 224-1987 钢的脱碳层深度测定法
GB/T 230-2004 金属洛氏硬度试验方法
GB/T 231-2002 金属布氏硬度试验方法
GB/T 4340 金属维氏硬度试验方法
GB/T 4341 金属肖氏硬度试验方法
YB 25-1977 钢中非金属夹杂物显微评级方法
GB/T 4236-1984 钢的硫印检验方法
GB/T 12604.1-90 无损检测术语超声检测
GB/T 1814-1979 钢材断口检验法
GB/T 1979-2001 结构钢低倍组织缺陷评级图
GB/T 2971-80 碳素钢和低合金钢断口检验方法
GB/T 10623-1989 金属力学性能名词解释
GB/T 6394-2002 金属平均晶粒度测定法
锻钢冷轧工作辊通用技术条件

国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明宝钢集团常州轧辊制造公司二○○七年九月中华人民共和国国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明1 修订任务来源根据冶金工业信息标准研究院冶信标院[2003]045号文“关于转发2003年制修订国家标准项目和2002年增补项目计划的函”的要求,国家标准GB/T 13314-1991《锻钢冷轧工作辊通用技术条件》的修订工作由常州宝菱重工机械有限公司(以下简称常州宝菱)承担。
根据宝钢集团内部产品结构调整,今年九月,常州宝菱和宝钢集团常州轧辊制造公司(以下简称常州轧辊)共同商量,报请冶金机电标准化技术委员会同意,标准的修订工作由常州轧辊承担。
国家标准GB/T 13315-1991《锻钢冷轧工作辊超声波探伤方法》的修订工作由中钢集团衡阳重机有限公司(以下简称中钢衡重)承担。
2 修订本标准的重要性由常州冶金机械厂起草的GB/T 13314-1991《锻钢冷轧工作辊通用技术条件》和由衡阳冶金机械厂起草的GB/T 13315-1991《锻钢冷轧工作辊超声波探伤方法》,自1991年发布实施后,在指导锻钢冷轧辊设计、推动锻钢冷轧辊制造技术的发展,提高轧辊及冷轧产品质量起到了积极作用。
近十年来,冷轧机设计性能及装机水平不断提高,冷轧产品的结构、品种不断增加,促进了轧辊的制造技术迅速发展。
2.1 轧机性能的发展变化上世纪九十年代以前,以二辊、四辊单机架不可逆轧制为主,仅宝钢、本钢、攀钢等国有大型钢厂有几套串联式连轧机,近十年特别是进入二十一世纪以来,我国引进或自行设计制造了批量的串联式连轧机组、六辊或四辊可逆机。
轧机自动化控制程度高、轧制速度快、产量高,板形控制能力强。
轧机按板型控制形式分主要有CVC系列、HC系列、UC系列,大量采用冷轧辊在线轴向移动或交叉、弯辊。
为降低工作辊备件消耗,控制轧机生产成本,工作辊的有效使用层深度增加,这对冷轧工作辊的设计及制造质量提出了新的要求。
2007重型机械通用技术条件
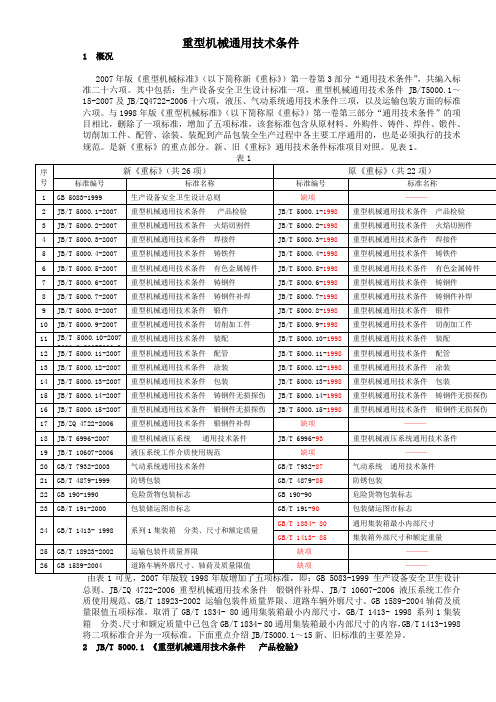
重型机械通用技术条件1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
总则、JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
2.1.5 修改了铸件尺寸公差图样标注的毛坯基本尺寸范围及尺寸公差等级,新、旧标准对比见表2。
锻压、冲压工艺标准精选(最新)

锻压、冲压工艺标准精选(最新)G6402《GB/T 6402-2008 钢锻件超声检测方法》G8176《GB 8176-2012 冲压车间安全生产通则》G8541《GB/T 8541-2012 锻压术语》G12361《GB/T12361-2003 钢质模锻件通用技术条件》G12362《GB/T12362-2003 钢质模锻件公差及机械加工余量》G12363《GB/T 12363-2005 锻件功能分类》G13318《GB13318-2003 锻造生产安全与环保通则》G13320《GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法》G13887《GB 13887-2008 冷冲压安全规程》G13914《GB/T 13914-2013 冲压件尺寸公差》G13915《GB/T 13915-2013 冲压件角度公差》G13916《GB/T 13916-2013 冲压件形状和位置未注公差》G14999.6《GB/T 14999.6-2010 锻制高温合金双重晶粒组织和一次碳化物分布测定方法》G15055《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》G15825.1《GB/T 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标》G15825.2《GB/T 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程》G15825.3《GB/T 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验》G15825.4《GB/T 15825.4-2008 金属薄板成形性能与试验方法第4部分:扩孔试验》G15825.5《GB/T 15825.5-2008 金属薄板成形性能与试验方法第5部分:弯曲试验》G15825.6《GB/T 15825.6-2008 金属薄板成形性能与试验方法第6部分:锥杯试验》G15825.7《GB/T 15825.7-2008 金属薄板成形性能与试验方法第7部分:凸耳试验》G15825.8《GB/T 15825.8-2008 金属薄板成形性能与试验方法第8部分:成形极限图(FLD)测定指南》G15826《GB/T15826.1~9-1995 锤上自由锻自由锻件机械加工余量与公差》G16743《GB/T 16743-2010 冲裁间隙》G17107《GB/T17107-1997 锻件用结构钢牌号和力学性能》G20078《GB/T 20078-2006 铜和铜合金锻件》G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》G21469《GB/T 21469-2008 锤上钢质自由锻件机械加工余量与公差一般要求》G21470《GB/T 21470-2008 锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类》G21471《GB/T 21471-2008 锤上钢质自由锻件机械加工余量与公差轴类》G22131《GB/T 22131-2008 筒形锻件内表面超声波检测方法》G25134《GB/T 25134-2010 锻压制件及其模具三维几何量光学检测规范》G25135《GB/T 25135-2010 锻造工艺质量控制规范》G25136《GB/T 25136-2010 钢质自由锻件检验通用规则》G25137《GB/T 25137-2010 钛及钛合金锻件》G26030《GB/T 26030-2010 镍及镍合金锻件》G26036《GB/T 26036-2010 汽车轮毂用铝合金模锻件》G26637《GB/T 26637-2011 镁合金锻件》G26638《GB/T 26638-2011 液压机上钢质自由锻件复杂程度分类及折合系数》G26639《GB/T 26639-2011 液压机上钢质自由锻件通用技术条件》G29532《GB/T 29532-2013 钢质精密热模锻件通用技术条件》G29533《GB/T 29533-2013 钢质模锻件材料消耗工艺定额编制方法》G29534《GB/T 29534-2013 温锻冷锻联合成形锻件通用技术条件》G29535《GB/T 29535-2013 温锻冷锻联合成形工艺工艺编制原则》G30566《GB/T 30566-2014 GH4169合金棒材、锻件和环形件》G30567《GB/T 30567-2014 钢质精密热模锻件工艺编制原则》G30568《GB/T 30568-2014 锆及锆合金锻件》G30569《GB/T 30569-2014 直齿锥齿轮精密冷锻件结构设计规范》G30570《GB/T 30570-2014 金属冷冲压件结构要素》G30571《GB/T 30571-2014 金属冷冲压件通用技术条件》G30572《GB/T 30572-2014 精密冲裁件工艺编制原则》G30573《GB/T 30573-2014 精密冲裁件通用技术条件》G30895《GB/T 30895-2014 热轧环件》GJ904A《GJB904A-1999 锻造工艺质量控制要求》GJ1057《GJB 1057-1990 铝合金过时效锻件》GJ2351《GJB2351-1995 航空航天用铝合金锻件规范》GJ5154《GJB5154-2002 航空航天用镁合金锻件规范》GJ2744A《GJB2744A-2007 K 航空用钛及钛合金锻件规范》GJ5040《GJB5040-2001 航空用钢锻件规范》GJ5061《GJB 5061-2001 航空航天用超高强度钢锻件规范》GJ5911K《GJB 5911-2006 K 舰艇用15CrNi3MoV钢锻钢规范》HB0-19《HB0-19-2011 开口弯边》HB0-20《HB0-20-2011 皱纹弯边》HB0-22《HB0-22-2008 挤压型材下陷》HB0-35《HB0-35-2011 挤压型材倾斜角度极限值》HB199《HB/Z199-2005 钛合金锻造工艺》H283《HB/Z283-1996钢的锻造工艺》HB5224《HB5224-2011 航空发动机用钛合金盘模锻件规范》H5355《HB5355-1994 锻造工艺质量控制》H5402《HB5402-1997 锻件试制定型规范》HB6077《HB6077-2008 模锻件公差及机械加工余量》HB6587《HB 6587-1992 锤上自由锻件机械加工余量与尺寸公差》H7238《HB7238-1995 钛合金环形锻件》H7726《HB7726-2002 航空发动机用钛合金叶片精锻件规范》HB8401《HB 8401-2013 钣金成形工装设计要求》QJ262《QJ 262-1994 钣金冲压件通用技术条件》QJ502A《QJ 502A-2001 铝合金、铜合金锻件技术条件》QJ2141A《QJ2141A-2011 高温合金锻件规范》WJ2537《WJ2537-1999 兵器用冲压件规范》CB773《CB/T 773-1998 结构钢锻件技术条件》J1266《JB/T 1266-2014 25 MW~200 MW汽轮机轮盘及叶轮锻件技术条件》J1268《JB/T 1268-2014 汽轮发电机Mn18Cr5 系无磁性护环锻件技术条件》J1270《JB/T 1270-2014 水轮机、水轮发电机大轴锻件技术条件》J1271《JB/T 1271-2014 交、直流电机轴锻件技术条件》J1581《JB/T 1581-2014 汽轮机、汽轮发电机转子和主轴锻件超声检测方法》J1582《JB/T 1582-2014 汽轮机叶轮锻件超声检测方法》J3733《JB/T 3733-2006 大型锻造合金钢热轧工作辊》J4120《JB/T 4120-2006 大型锻造合金钢支承辊》J4129《JB/T4129-1999 冲压件毛刺高度》J4201《JB/T4201-1999 直齿锥齿轮精密热锻件技术条件》J4290《JB/T4290-1999 高速工具钢锻件技术条件》J4378《JB/T4378.1~2-1999 金属冷冲压件》J4381《JB/T 4381-2011 冲压剪切下料未注公差尺寸的极限偏差》J4385《JB/T4385.1~2-1999 锤上自由锻件》J5109《JB/T5109-2001 金属板料压弯工艺设计规范》J6052《JB/T 6052-2005 钢质自由锻件加热通用技术条件》J6053《JB/T6053-2004 钢制锻件热锻工艺燃料消耗定额计算方法》J6054《JB/T6054-2001 冷挤压件工艺编制原则》J6056《JB/T 6056-2005 冲压车间环境保护导则》J6395《JB/T 6395-2010 大型齿轮、齿圈锻件技术条件》J6396《JB/T 6396-2006 大型合金结构钢锻件技术条件》J6397《JB/T 6397-2006 大型碳素结构钢锻件技术条件》J6398《JB/T 6398-2006 大型不锈、耐酸、耐热钢锻件》J6402《JB/T 6402-2006 大型低合金钢铸件》J6405《JB/T 6405-2006 大型不锈钢铸件》J6541《JB/T6541-2004 冷挤压件形状和结构要素》J6957《JB/T6957-2007 精密冲裁件工艺编制原则》J6958《JB/T6958-2007 精密冲裁件通用技术条件》J6959《JB/T 6959-2008 金属板料拉深工艺设计规范》J6979《JB/T 6979-1993 大中型钢质锻模模块质量分级》J7023《JB/T 7023-2014 水轮发电机镜板锻件技术条件》J7025《JB/T 7025-2004 25MW以下汽轮机转子体和主轴锻件技术条件》J7026《JB/T 7026-2004 50MW以下汽轮发电机转子锻件技术条件》J7027《JB/T 7027-2002 300MW以上汽轮机转子体锻件技术条件》J7028《JB/T 7028-2004 25MW以下汽轮机转盘及叶轮锻件技术条件》J7029《JB/T 7029-2004 50MW以下汽轮发电机无磁性护环锻件技术条件》J7030《JB/T 7030-2014 汽轮发电机Mn18Cr18N 无磁性护环锻件技术条件》J7032《JB/T7032-2001 大型全纤维曲轴锻件》J7531《JB/T 7531-2005 旋压件设计规范》J7532《JB/T 7532-2005 旋压工艺编制原则》J7535《JB/T7535-1994 锻件工艺质量控制规范》J8421《JB/T8421-1996 钢质自由锻件检验通用规则》J8466《JB/T 8466-2014 锻钢件渗透检测》J8467《JB/T 8467-2014 锻钢件超声检测》J8468《JB/T 8468-2014 锻钢件磁粉检验》J8705《JB/T 8705-2014 50 MW以下汽轮发电机无中心孔转子锻件技术条件》J8706《JB/T 8706-2014 50 MW~200 MW汽轮发电机无中心孔转子锻件技术条件》J8707《JB/T8707-1998 300MW以上汽轮无中心孔转子锻件技术条件》J8708《JB/T 8708-2014 300 MW~600 MW汽轮发电机无中心孔转子锻件技术条件》J8888《JB/T8888-1999 环芯法测量汽轮机,汽轮发电机转子锻件残余应力的试验方法》J8930《JB/T8930-1999 冲压工艺质量控制规范》J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》J9021《JB/T 9021-2010 汽轮机主轴和转子锻件的热稳定性试验方法》J9174《JB/T9174-1999 模锻件材料消耗工艺定额编制方法》J9175.1《JB/T 9175.1-2013 精密冲裁件第1部分:结构工艺性》J9175.2《JB/T 9175.2-2013 精密冲裁件第2部分:质量》J9176《JB/T9176-1999 冲压件材料消耗工艺定额编制方法》J9177《JB/T9177-1999 钢制模锻件结构要素》J9178.1《JB/T9178.1-1999 水压机上自由锻件通用技术条件》J9178.2《JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数》J9179《JB/T9179.1~8-1999 水压机上自由锻件机械加工余量与公差》J9180.1《JB/T 9180.1-2014 钢质冷挤压件第1部分:公差》J9180.2《JB/T 9180.2-2014 钢质冷挤压件第2部分:通用技术条件》J9181《JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范》J10138《JB/T10138-1999 渗碳轴承钢锻件》J10265《JB/T 10265-2014 水轮发电机用上下圆盘锻件技术条件》J10663《JB/T 10663-2006 25MW及25MW以下汽轮机无中心孔转子和主轴锻件技术条件》J10664《JB/T 10664-2006 25MW~200MW汽轮机无中心孔转子和主轴锻件技术条件》J11017《JB/T 11017-2010 1000MW及以上火电机组发电机转子锻件技术条件》J11018《JB/T 11018-2010 超临界及超超临界机组汽轮机用Cr10型不锈钢铸件技术条件》J11019《JB/T 11019-2010 超临界及超超临界机组汽轮机用高中压转子锻件技术条件》J11020《JB/T 11020-2010 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件》J11021《JB/T 11021-2010 大型高铬锻钢支承辊技术条件》J11022《JB/T 11022-2010 大型高铬铸钢热轧工作辊技术条件》J11023《JB/T 11023-2010 大型高铬铸铁热轧工作辊技术条件》J11024《JB/T 11024-2010 大型核电机组汽轮机用焊接转子锻件技术条件》J11026《JB/T 11026-2010 大型核电机组四极汽轮发电机转子锻件技术条件》J11028《JB/T 11028-2010 汽轮发电机集电环锻件技术条件》J11030《JB/T 11030-2010 汽轮机高低压复合转子锻件技术条件》J11032《JB/T 11032-2010 燃气轮机压气机轮盘不锈钢锻件技术条件》J11033《JB/T 11033-2010 燃气轮机压气机轮盘合金钢锻件技术条件》J11760《JB/T 11760-2013 直齿锥齿轮精密冷锻件技术条件》J11761《JB/T 11761-2013 齿轮轴毛坯楔横轧技术条件》J12028《JB/T 12028-2014 涡旋压缩机铝合金精锻涡旋盘通用技术条件》J50196《JB/T50196-2000 3~600MW发电机无磁性护环合金钢锻件质量分等》J50197《JB/T50197-2000 3~600MW汽轮机转子和主轴锻件锻件质量分等》J53485《JB/T53485-2000 50MW以下发电机转子锻件质量分等》J53488《JB/T53488-2000 25MW以下汽轮机转盘及叶轮锻件产品质量分等》J53495《JB/T53495-2000 特大型轴承钢锻件产品质量分等》J53496《JB/T53496-2000 50~600MW发电机转子锻件质量分等》YB091《YB/T 091-2005 锻(轧)钢球》YS479《YS/T 479-2005 一般工业用铝及铝合金锻件》YS686《YS/T 686-2009 活塞裙用铝合金模锻件》TB2944《TB/T 2944-1999 铁道用碳素钢锻件》TB3014《TB/T 3014-2001 铁道用合金钢锻件》SJ10726《SJ/T10726-1996 冲压件一般检验原则》SJ10538《SJ/T10538-1994 冲压生产技术经济指标计算方法》A788《ASTM A788 -2004a 钢锻件通用要求的标准技术条件》(中文版)JB/T4129-1999 冲压件毛刺高度JB/T4201-1999 直齿锥齿轮精密热锻件技术条件JB/T4290-1999 高速工具钢锻件技术条件JB/T4378.1-1999 金属冷冲压件结构要素JB/T4378.2-1999 金属冷冲压件通用技术条件JB/T4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 4385.1-1999 锤上自由锻件通用技术条件JB/T 4385.2-1999 锤上自由锻件复杂程度分类及折合系数JB/T8930-1999 冲压工艺质量控制规范JB/T9174-1999 模锻件材料消耗工艺定额编制方法JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2-1999 精密冲裁件质量JB/T9176-1999 冲压件材料消耗工艺定额编制方法JB/T9177-1999 钢质模锻件结构要素JB/T9178.1-1999 水压机上自由锻件通用技术条件JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数JB/T 9179.1-1999 水压机上自由锻件机械加工余量与公差一般要求JB/T 9179.2-1999 水压机上自由锻件机械加工余量与公差圆轴、方轴和矩形截面类JB/T 9179.3-1999 水压机上自由锻件机械加工余量与公差台阶轴类JB/T 9179.4-1999 水压机上自由锻件机械加工余量与公差圆盘和冲孔类JB/T 9179.5-1999 水压机上自由锻件机械加工余量与公差短圆柱类JB/T 9179.6-1999 水压机上自由锻件机械加工余量与公差模块类JB/T 9179.7-1999 水压机上自由锻件机械加工余量与公差筒体类JB/T 9179.8-1999 水压机上自由锻件机械加工余量与公差圆环类JB/T 9180.1-1999 钢质冷挤压件公差JB/T 9180.2-1999 钢质冷挤压件通用技术条件JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范JB/T9194-1999 辊锻模结构形式及尺JB/T9195-1999 辊锻模通用技术条件JB/T10138-1999 渗碳轴承钢锻件。
(技术规范标准)国家标准锻钢冷轧工作辊通用技术条件修订
(技术规范标准)国家标准锻钢冷轧工作辊通用技术条件修订国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明宝钢集团常州轧辊制造公司二○○七年九月中华人民共和国国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明1修订任务来源根据冶金工业信息标准研究院冶信标院[2003]045号文“关于转发2003年制修订国家标准项目和2002年增补项目计划的函”的要求,国家标准GB/T13314-1991《锻钢冷轧工作辊通用技术条件》的修订工作由常州宝菱重工机械有限公司(以下简称常州宝菱)承担。
根据宝钢集团内部产品结构调整,今年九月,常州宝菱和宝钢集团常州轧辊制造公司(以下简称常州轧辊)共同商量,报请冶金机电标准化技术委员会同意,标准的修订工作由常州轧辊承担。
国家标准GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》的修订工作由中钢集团衡阳重机有限公司(以下简称中钢衡重)承担。
2修订本标准的重要性由常州冶金机械厂起草的GB/T13314-1991《锻钢冷轧工作辊通用技术条件》和由衡阳冶金机械厂起草的GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》,自1991年发布实施后,在指导锻钢冷轧辊设计、推动锻钢冷轧辊制造技术的发展,提高轧辊及冷轧产品质量起到了积极作用。
近十年来,冷轧机设计性能及装机水平不断提高,冷轧产品的结构、品种不断增加,促进了轧辊的制造技术迅速发展。
2.1轧机性能的发展变化上世纪九十年代以前,以二辊、四辊单机架不可逆轧制为主,仅宝钢、本钢、攀钢等国有大型钢厂有几套串联式连轧机,近十年特别是进入二十一世纪以来,我国引进或自行设计制造了批量的串联式连轧机组、六辊或四辊可逆机。
轧机自动化控制程度高、轧制速度快、产量高,板形控制能力强。
轧机按板型控制形式分主要有CVC系列、HC系列、UC系列,大量采用冷轧辊在线轴向移动或交叉、弯辊。
为降低工作辊备件消耗,控制轧机生产成本,工作辊的有效使用层深度增加,这对冷轧工作辊的设计及制造质量提出了新的要求。
BS EN 10083-1:2006 淬火和回火钢 第1部分:通用技术交货条件
4 分类和名称 ....................................................................................................................................................... 9
EN 10083-1:2006(E)
英国标准
BS EN 10083-1:2006
淬火和回火钢
第一部分 通用技术交货条件
欧洲标准 EN 10083-1:2006 具有英国标准的地位
ICS 77.140.10
在没有得到 BSI 允许的情况下不得复制,但版权法许可的除外。
—1—
EN 10083-1:2006(E)
应当以出版相同文本的方式或者以签字承认的方式给予本欧洲标准以国家标准的地位,时间不得晚于 2007 年 2 月,同时,与此有抵触的国家标准应当取消,时间也不得晚于 2007 年 2 月。
与本标准的第二部分和第三部分一起,本第一部分是以下欧洲标准的修订版本: EN 10083-1:1991 +A1:1996,淬火回火钢 – 第一部分:特殊钢的技术交付条件 EN 10083-2:1991 +A1:1996,淬火回火钢 – 第二部分:非合金质量钢的技术交付条件 EN 10083-3:1995,淬火回火钢 – 第三部分:硼钢的技术交付条件,以及 EURONORM86:1970,火焰和感应淬硬钢 – 质量规范 淬火回火钢的特殊要求在以下部分中给出: 第二部分:非合金钢的技术交付条件 第三部分:合金钢的技术交付条件 按照 CEN/CENELEC 内部章程,以下各国的国家标准化组织必须实行此修正案:奥地利,比利时,塞 浦路斯,捷克斯洛伐克,丹麦,爱沙尼亚,芬兰,法国,德国,希腊,匈牙利,冰岛,爱尔兰,意大利, 拉脱维亚,立陶宛,卢森堡,马耳他,荷兰,挪威,波兰,葡萄牙,罗马尼亚,斯洛伐克,西班牙,瑞典, 瑞士,英国。
JBT 4385.1-1999 锤上自由锻件 通用技术条件
IC S 25. 020J 32JB/T4385.1-1999锤上自由锻件通用技术条件General specifications for op en d ie forgings o n hammer1999-06-24 发布2000-01-01 实施国家机械工业局发布JB/T4385.1-1999前言本标准是对JB 4385—87《锤上自由锻件通用技术条件》的修订。
本标准与JB 4385—87相比,主要技术内容改变如下:1)按有关规定增加了前言和引用标准。
2)章条编号作了调整。
3)取消了对锻造比的具体要求,改为要求锻件应有足够的变形量,以保证锻件的质量。
4)“机械性能”改称“力学性能”,并增加引用标准;“用户”改称“需方”,“制造单位”改称“制造厂”或“供方”。
5)关于锻件的级别,按GB/T 12363—1990《锻件功能分类》的规定分类,按新规定将原以Ⅴ级为重要件改为以Ⅰ级为重要件。
6)关于锻件检验的有关规定,按JB/T 8421—1996《钢质自由锻件检验通用规则》的规定进行了修改。
本标准自实施之日起代替JB 4385—87。
本标准由全国锻压标准化技术委员会提出并归口。
本标准起草单位:机械工业部第一设计研究院。
本标准主要起草人:练武、李保谦。
I11 范围本标准适用于普通碳素钢、优质碳素钢和合金结构钢在锤上自由锻造的一般用途的锻件(包括胎模锻件)。
某些专门用途和有特殊要求的锻件,应采用有关的专用标准;无专用标准的,可参照本标准,但具体事项须由供需双方共同商定并签订合同。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 222—1984钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223.1~223.77—1981~1994 钢铁及合金化学分析方法 GB/T 226—1991 钢的低倍组织及缺陷酸蚀检验法 GB/T 228—1987 金属拉伸试验法GB/T 229—1994 金属夏比缺口冲击试验方法 GB/T 231—1984 金属布氏硬度试验方法 GB/T 1814—1979 钢材断口检验法GB/T 1979—1980 结构钢低倍组织缺陷评级图 GB/T 2971—1982 碳素钢和低合金钢断口检验方法 GB/T 4236—1984 钢的硫印检验方法GB/T 10561—1989 钢中非金属夹杂物显微评定方法 GB/T 12363—1990 锻件功能分类GB/T 13298—1991 金属显微组织检验方法 GB/T 13299—1991 钢的显微组织评定方法 GB/T 14452—1993金属弯曲力学性能试验方法GB/T 15826.1~15826.9—1995 锤上钢质自由锻件机械加工余量与公差 JB/T 8421—1996 钢质自由锻件 检验通用规则 JB/T 8467—1996 锻钢件 超声波探伤方法 YB/T 5148—1993 金属平均晶粒度测定方法3 技术要素 3. 1 订货条件国家机械工业局 1999-06-24 批准中华人民共和国机械行业标准锤上自由锻件 通用技术条件General spec ifications for open die forgings on hamm erJB/T 4385.1-1999代替J B 4385—872000-01-01 实施3. 1. 1需方应在咨询卡或订货合同上向制造厂提供锻件生产所必须的原始资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本工业标准(JIS G 0306)1.适用范围这份日本工业标准详细拟定了应用于生产制造、试验、检验的锻钢件的通用技术要求。
注:在本标准中,{}中所给出的单位和数值采用国际标准单位制,这里仅做说明。
标准中的传统单位和数值应该被换算为1991年1月1日以后实行的国际标准制单位。
2.定义及分类标准中主要条款的定义分类如下:(1)钢锻件:钢锭以及通过锻造、轧制或锻压等方法生产出来的钢材,采用冲压、锤击、锻轧、环形轧制等热加工工艺进行加工之后,通常再进行热处理以获取特定的机械性能。
(2)轴类件:这类物体可以被加工成轴,比如直轴、台阶轴、法兰轴以及带轴的齿轮等,这些都有着圆形的截面,并且轴向长度大于其外径。
(3)筒形件:这类物体都是圆筒状,轴向长度大于其外径。
筒状锻件都是中空的,但是这种中空不是由冲孔和机加工工艺做出。
(4)环形件:这类锻件都是环形,并且轴向长度小于或等于其外径。
环状锻件都需要经过锻造扩孔工艺,不是由冲孔和机加工工艺做出。
(5)饼状件:这类锻件包括规则形状和不规则形状板件,并且轴向长度不大于其外径。
这种板状锻件的最后工序都是墩粗,不是由剪切轴类材料的工艺做出。
3.加工方法3.1 钢锭钢锭是由充分消除了内部缩孔和成分偏析的镇静钢加工而成。
3.2 锻造采用压力、锤击、锻轧、环形轧制等热加工工艺对钢锭进行加工的方法。
经过锻造、轧制或锻轧的钢材可以代替钢锭使用。
热加工工艺和锻造比的选定标准如下:(1)热加工热加工应该作用到锻件的每一部分,并且逐渐均匀过渡到材料的芯部。
通过热加工获得最终的形状和尺寸,并获得尽可能与锻件使用过程中出现的应力相适应的金属流线方向。
(2)锻造比(1)锻件锻造比的确定应该遵照以下标准:(a)对于轴类和筒状锻件,当只采用锻造加工时,主体截面部分大于3S,其它部分大于1.5S,当采用锻轧时,主体截面部分应该大于5S,其它部分大于3S。
(b)对于环形锻件,当采用压力、锻锤以及环形轧机进行锻造扩孔处理时锻造比应该大于3S。
(c)对于饼状锻件,仅采用铸锭墩粗工艺时,应该大于1/3U,如果还采用了除上述以外的其它工艺,锻造比也应该大于1/3U。
(d)当锻造比没有采用上述标准时,应该与供货方协商经过其同意。
注(1)参见JIS G 0701。
3.3 热处理热处理工艺应该遵照相应标准中的详细说明。
当材料在经过热处理之后又进行锻造时,应当按照规定对这种锻件重新进行热处理。
3.4 焊接修补当在检验中发现锻件存在缺陷时,可与供货方协商采用焊接修补的方法。
4 试验方法4.1 化学分析4.1.1 化学成分锻件的化学成分除特别注明外,一般应该依照熔炼分析的结果。
如果购买方有要求,可以采用成品成分分析代替。
元素含量的分析方法应符合相应标准中的详细说明。
4.1.2 取样取样应遵照以下标准(1)用来做熔炼成分分析的取样通常在钢液整个浇注过程的中期,从每一炉料中取出足够数量的样品。
(2)用来成品化学成分分析的取样应该符合JIS G 0321-3中的标准。
做机械性能测试断裂剩余下来的试样也可以用来做化学成分分析。
4.1.3 分析方法和分析数值分析方法应该符合各个标准中的详细说明。
分析数值应该采用百分数表示,有效位数后面估读出来的一位的保留和舍入应该依照JIS Z 8401中的标准。
当测定碳含量时,依照相应标准中的公式计算出来的总的含碳量,其有效位数的取舍遵照JIS Z 8401。
4.2 机械性能试验4.2.1 试验种类试验种类应符合相应标准中的说明。
4.2.2 取样方法和试材、试样的数量以及试验方法取样方法和试料、试样的数量以及试验方法应符合以下(1)、(2)中的规定。
(1) 压力容器用锻件(1.1) 选取试料试料应该取自锻件的主体部分,或是锻件的余块部分。
在和供货方协商一致后,如果认为采用以下a~d中的取样标准能够满足试验要求,则单独锻造的试料可以用于试验检测。
(a)试料应该取自来自同一炉料中的铸锭,轧坯,钢锭做成的锻件,并且采取相近条件的热处理工艺。
(b)它们的最大锻造比不应超过锻件的最小锻造比。
(c)它们应该在同一热处理设备中同时进行热处理。
(d)它们的厚度和直径不应小于锻件的最大厚度和直径。
(1.2) 选取试样试样的选取应依照以下规定(1.2.1) 试样的取样方向应该平行于锻件主要的金属流线方向。
(1.2.2) 从经过退火、正火或正火加回火的钢锻件或奥氏体不锈钢锻件上选取的试样,其中心部位距离锻件表面不小于1/4T。
T指锻件或单独锻造的试料热处理时的最大厚度或直径。
见图1:1/4T试样取样要点示例(1.2.3) 经过正火快冷处理后又采用回火或淬火加回火工艺处理的锻件,其取样原则如下。
(a)试样的中心部位距离第一个热处理表面不小于1/4T,距离第二个热处理表面不小于T。
见图2:1/4TxT试样取样要点示例(b)当从一个形状复杂的锻件上取样时,并且这个锻件在热处理之前已经被加工成接近最终形状。
试样应取在靠近锻件的上表面并且其中心部位和热处理表面之间的距离不小于锻件应力集中点到热处理表面之间的最大距离t max,距离第二个热处理表面不小于2t max;并且保证试样的中心部位距离第一个热处理表面必须大于20mm,距离第二个热处理表面必须大于40mm。
见图3:试样取样要点示例(c)当一个碳钢或低合金钢锻件需要焊接一个尺寸为TxTx3T的热缓冲环进行热处理时,热处理之前,在锻件的一个端面进行取样。
热处理之后,在焊接的热缓冲环与基体连接面的中间部位,取缓冲带1/3长度的一根试料,试样则取自这根试料。
试样的中心部位距离缓冲带连接面不小于15mm,距离热处理表面不小于1/4T。
见图4:取样要点示例(d)当从单独锻造的试料上取样时,试样的位置距离第一个热处理表面不小于1/4T,距离第二个热处理表面不小于T(试料的尺寸至少为TxTx2T)。
见图5:取样要点示例(1.2.4)除非特殊说明,否则不能对从锻件上取下的试料进行任何会影响其机械性能的加工。
(1.2.5)抗拉试样应依照JIS Z 2201中的标准采用NO.14A型试样。
(1.2.6)冲击试样应依照JIS Z 2202中的标准采用NO.4A型试样。
(1.2.7)抗拉试样的剩余部分可以用来做硬度试验。
(1.3)试料和试样数量试料和试样的数量应该符合a~c的规定。
如果很多锻件连接起来进行锻造和热处理,则把这些连接起来的锻件视作一个锻件。
热处理时所测的锻件的重量、全长和轴向的长度,不应包括其余块部分。
一组试样包括一根抗拉试样,三根冲击试样和一根硬度试样。
如果对硬度和冲击试验没做特殊说明,可以不取这两种试样。
(a)从碳钢锻件上取样应符合表1注:如果在锻件的同一端取两组试样,则这两组试样必须位于完全相对的位置;如果分别在两端取样,则必须取在对角线位置。
(b)合金钢锻件试料取样应符合表2,试样的数量应符合表3。
表2:压力容器用合金钢锻件的试料取样数量注:如果在锻件的同一端取两组试样,则这两组试样必须位于完全相对的位置;如果分别在两端取样,则必须取在对角线位置。
(c)不锈钢锻件的取样数量应符合表4(1.4) 抗拉试验方法抗拉试验方法应依照JIS Z 2241。
对奥氏体不锈钢锻件进行抗拉试验时,试验温度应保持在20±5℃。
拉伸速度应符合如下标准:(a) 测试屈服极限时,拉伸速度在达到规定速度的一半以前时,速度可以适当的增加;超过中点以后,拉伸速度的平均增加应该保持在1~3kgf/mm2/s{9.8~29N/mm2/s}的范围内,直到锻件达到屈服极限。
抗拉试验中的这种1~3kgf/mm2/s{9.8~29N/mm2/s}的平均增速,到1991年1月1日之后,将会修订为10~30 N/mm2/s。
(b) 抗拉强度试验时,拉伸速度的调整应该保证平行于试样的线应变增加速度保持在40~80%/min的范围内。
(1.5) 冲击试验方法冲击试验方法应符合JIS Z 2242。
(1.6) 硬度试验方法硬度试验方法应符合JIS Z 2243或2245。
(2) 压力容器以外的锻钢件(2.1) 试料和试样的选取试料应该取自锻件的主体部分或余块部分,对于轴类合金钢锻件,当试样沿着轴向时,应取自锻件的一端;对于筒形锻件,当沿着切向时,应取自锻件的端面。
从同一批次单独锻造出来的试料,经与供货方协商达成一致后可用于试验。
试样选取标准应符合a~e中的规定。
当(2.1)、(2.2)、(2.3)、(2.4)中的规定不能满足取样要求和试样数量时,应和供货方协商解决。
(a)根据锻件的类型形状,试样的取样方向应符合表9、10、11、12、13。
对于轴类合金钢锻件,同一位置的轴向试样可以从切向取样,这种试样的机械性能应该参照相应的切向性能值进行转换。
试样的取样要点示例分别见图6、7、8、9。
(b)试样应该取自靠近锻件表面的部分。
当取样位置在相应标准中做了详细说明时,应遵照其说明。
(c)除非特别说明,从锻件上选取下来的试样不允许进行任何加工处理,这会使试样的机械性能发生变化。
(d)抗拉试样应采用在JIS Z 2201中做了详细说明的NO.14.A型试样。
(e)冲击试验应采用在JIS Z 2202 中做了详细说明的NO.3型试样。
见图6轴类锻件的取样要点示例注:图中虚线表示锻件余块部分见图7 筒形锻件的取样要点示例注:图中虚线表示锻件余块部分见图8环形锻件的取样要点示例注:图中虚线表示锻件余块部分见图9 饼状锻件的取样要点示例注:图中虚线表示锻件余块部分(2.2) 试料数量取样数量应根据锻件形状采用a~c中的标准,当很多尺寸相近的锻件被相互连接在一起进行热处理时,则视作一个锻件。
热处理时的单件重量不包括锻件余块部分的重量。
(a)碳钢锻件的试验项目和取样数量应符合表5。
表5 碳钢锻件的试验项目和取样数量注(2):当相应标准中没做特别说明时,可以不作冲击试验。
当同一批次的锻件数量少于取样标准中的数量要求时,则应对全部锻件进行取样。
(b)合金钢锻件试验项目和取样数量应符合表6表6 合金钢锻件试验项目和取样数量注:当同一批次的锻件数量少于取样标准中的数量要求时,则应对全部锻件进行取样。
(c)不锈钢锻件试验项目和取样数量当属于奥氏体、奥氏体-铁素体、沉淀硬化不锈钢时,应符合表7;当属于铁素体和马氏体不锈钢时,应符合表8。
购买方可以预先指定表5、6、7、8中材料的等级,如无指定,则采用表中的A-2、B-2、C-2或D-2等级。
当相应标准中有详细说明时,则应依照其说明实行。
在a~c中已做详细说明的以外的钢材种类和试验项目,应和供货方协商一致后再进行。
表7 奥氏体、奥氏体-铁素体、沉淀硬化不锈钢的试验项目和取样数量注(3):等级2中的抗拉试样应依照2.1中的规定取自单独锻造的试材。