滚压直螺纹套筒标准几何尺寸.
国标钢筋机械连接套筒尺寸表
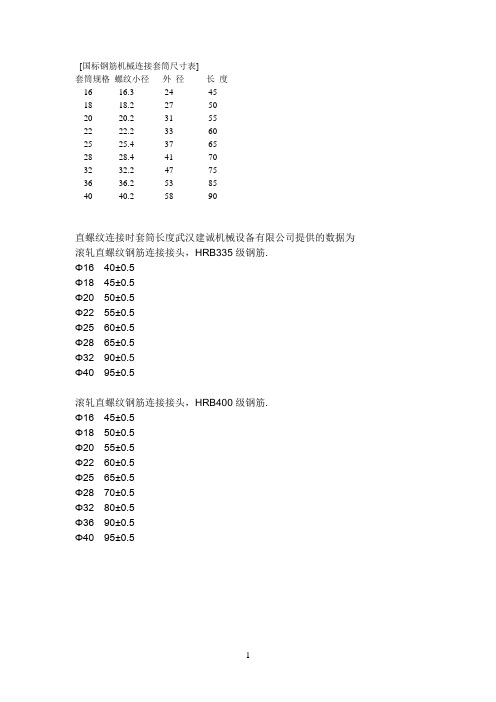
[国标钢筋机械连接套筒尺寸表]
套筒规格螺纹小径外径长度
16 16.3 24 45
18 18.2 222.2 33 60
25 25.4 37 65
国标套筒Φ16 40*24
国标套筒Φ18 45*27
国标套筒Φ20 50×31
国标套筒Φ22 54*33
国标套筒Φ25 60*37
国标套筒Φ28 67*41
国标套筒Φ32 75*47
国标套筒Φ36 84*53
国标套筒Φ40 85*58
28 28.4 41 70
32 32.2 47 75
36 36.2 53 85
40 40.2 58 90
直螺纹连接时套筒长度武汉建诚机械设备有限公司提供的数据为
滚轧直螺纹钢筋连接接头,HRB335级钢筋.
Φ16 40±0.5
Φ18 45±0.5
Φ20 50±0.5
Φ22 55±0.5
Φ25 60±0.5
Φ28 65±0.5
Φ32 90±0.5
Φ40 95±0.5
滚轧直螺纹钢筋连接接头,HRB400级钢筋.
Φ16 45±0.5
Φ18 50±0.5
Φ20 55±0.5
Φ22 60±0.5
Φ25 65±0.5
Φ28 70±0.5
Φ32 80±0.5
Φ36 90±0.5
Φ40 95±0.5
名称规格尺寸(mm)
钢筋直螺纹连接施工及注意事项

钢筋直螺纹连接施工及注意事项一、定义:钢筋直螺纹连接头将钢筋端部用滚轧工艺加工成直螺纹,并用相应的连接套筒将两根钢筋相互连接的钢筋接头。
1、螺纹术语示意图2、螺纹的基本尺寸螺纹中径和小径的计算公式,计算数值需圆整到小数点第三位。
常用钢筋基本尺寸表二、钢筋直螺纹连接头形式及使用范围1、套筒形式1)标准型2)正反丝扣型(F)3)异径型(Y)4)扩口型(K)5)加锁母型(S)2、标准型套筒的几何尺寸mm三、直螺纹连接施工1、丝头加工钢筋端面平头—滚压直螺纹丝头加工—丝头质量检验—带帽保护—丝头质量抽检—存放待用。
2、钢筋滚丝长度及牙数见表:3、钢筋连接钢筋就位-取下钢筋保护措施—接头拧紧—作标记—施工检验。
3、常用连接方法标准型和异径型接头:先用工作扳手将连接套与一端钢筋拧到位,再将另一端钢筋拧到位。
正反丝扣型接头:先对两端钢筋向连接套方向加力,使连接套与两端钢筋丝头挂上扣,然后旋转连接套,并到位拧紧。
标准型和异径型接头连接正反丝扣型接头连接4、钢筋笼直螺纹连接方法钢筋笼的直螺纹套筒连接,为一端全丝一端半丝连接.钢筋笼加工前,根据桩长计算钢筋笼长度,分好节段,并编制钢筋下料表.根据钢筋下料表,从第一节段钢筋下料开始制作。
先将需要对接的第一、二节段的两根单根钢筋用直螺纹套筒按“标准型”连接方法依次连接好,按规定拧紧力矩值拧紧接头,再在加筋箍上焊接牢固。
待整个钢筋笼焊接成型后,选两根对接钢筋作好标记,将钢筋笼从套筒对接处松开,以便钢筋吊装时恢复连接;第三节钢筋制作时,以第二节已制作好的钢筋笼为样本,将已下好料的第三节的单根钢筋逐根与第二节钢筋笼以套筒连接到位,拧紧接头,边焊加筋箍。
第三节笼成型后,选两根对接筋作标记,松开连接套筒,按此方法依次加工其它节段钢筋笼。
钢筋笼吊装时,采取一个节段两段三点起吊法,即一端一点,另一端两点.两点位置在钢筋笼的上端,一点位于钢筋笼下端,起吊时,整个钢筋笼起吊离地,在空中水平翻转成垂直状态,严禁钢筋笼在地上拖行,防止钢筋变形或损伤丝扣,避免钢筋笼对接时困难。
直螺纹套筒规范全文

直螺纹套筒规范一、施工准备1、材料准备:钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设计要求。
连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。
套筒在运输、储存过程中,要防止锈蚀和沾污,套筒的尺寸偏差及精度要求见表1。
表1:套筒尺寸偏差及精度要求套筒直径D 外径允许偏差长度允许偏差螺纹精度≤50 ±0.5 ±0.5 6H/GB197-81>50 ±0.01D ±0.5 6H/GB197-81套筒出场质量检验要求见表2表2:套筒出厂质量检验要求序号检验项目量具名称检验要求1外观质量目测表面应无裂纹和影响接头质量的其它缺陷2外型尺寸卡尺或专用量规长度及外径应满足图纸要求3螺纹尺寸通端螺纹赛规能顺利连接套筒并达到旋合长度止端螺纹赛规赛规允许从套筒两端部分旋合,旋入量不应超过3P常用连接套筒有四种形式,分别是标准型套筒、正反丝扣型套筒、变径型套筒、可调型套筒。
标准型套筒主要用于相同直径可转动钢筋的连接;正反丝扣型套筒用于两端钢筋不能转动但至少有一根钢筋可以轴向移动的钢筋连接,如拐铁钢筋的施工;变径型套筒用于不同直径钢筋的连接;可调型套筒用于两端不能转动的钢筋连接,也可用于拐铁处钢筋连接。
当两端钢筋轴向位臵不能移动时,只能使用此种拉头形式,如在两个预制大型混凝土结构连接施工中2.2技术准备:在进行钢筋翻样时,应综合考虑以下几个问题:1)滚压直螺纹接头的混凝土保护层厚度应满足现行国家标准《混凝土结构设计规范》中受力钢筋保护层最小厚度的要求,且不得小于15nmm。
2)受力钢筋滚压直螺纹接头位臵应相互错开。
在任一接头中心至长度为钢筋直径的35倍的区段内,有接头的受力钢筋截面面积占钢筋总截面面积的百分率,应符合下列规定:a、受拉区的受力钢筋接头百分率不宜超过50%,b、接头宜避开有抗震设防要求的框架的梁端和柱端的箍筋加密区;当无法避开时,接头的百分率不应超过50%。
直螺纹套筒连接套丝标准90659

表C2-2技术、安全交底记录损。
滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合要求。
扭力扳手的精度为±5%。
经拧紧后的滚压直螺纹接头应做出标记,单边外露丝扣长度不应超过2P。
根据待接钢筋所在部位及转动难易情况,选用不同的套筒类型,采取不同的安装方法。
标准型接头安装正反丝扣型接头安装接头质量检验由项目部试验员在同一施工条件下采用同一批材料的同等级、同型式、同规格接头以500个为一个验收批进行见证取样并送已选定的试验室检验滚压直螺纹接头的单向拉伸强度试验。
滚压直螺纹接头的单向拉伸试验破坏形式有三种:钢筋母材拉断、套筒拉断、钢筋从套筒中滑脱,只要满足强度要求,任何破坏形式均可判断为合格。
技术负责交底人接交人:剥肋滚丝头加工尺寸(mm)规格剥肋直径螺纹尺寸丝头长度完整丝扣圈数16 15.1±0.2 M16.5×2 22.5 ≥818 16.9±0.2 M19×2.5 27.5 ≥720 18.8±0.2 M21×2.5 30 ≥822 20.8±0.2 M23×2.5 32.5 ≥925 23.7±0.2 M26×3 35 ≥928 26.6±0.2 M29×3 40 ≥10标准型套筒的几何尺寸规格螺纹直径套筒外径套筒长度16 M16.5×2 25 4518 M19×2.5 29 5520 M21×2.5 31 6022 M23×2.5 33 6525 M26×3 39 7028 M29×3 44 80现场连接施工要求连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合要求。
直螺纹钢筋接头拧紧力矩值表

直螺纹钢筋接头拧紧力矩值表9-74标准型套筒的几何尺寸表9-77常用变径型套筒几何尺寸表9-78可调型套筒几何尺寸表表9-79注:表中“增加长度”为可调型套筒比普通套筒加长的长度,施工配筋时应将钢筋的长度按此数进行缩短。
9-6-5-4 接头质量检验1.工程中应用滚压直螺纹接头时,技术提供单位应提交有效的型式检验报告。
2.钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验。
工艺检验应符合下列要求:(1)每种规格钢筋的接头试件不应少于3根;(2)接头试件的钢筋母材应进行抗拉强度试验;(3)3根接头试件的抗拉强度均不应小于该级别钢筋抗拉强度的标准值,同时尚应不小于倍钢筋母材的实际抗拉强度。
3.现场检验应进行拧紧力矩检验和单向拉伸强度试验。
对接头有特殊要求的结构,应在设计图纸中另行注明相应的检验项目。
4.用扭力扳手按表9-74规定的接头拧紧力矩值抽检接头的施工质量。
抽检数量为:梁、柱构件按接头数的15%,且每个构件的接头抽检数不得少于一个接头,基础、墙、板构件每100个接头作为一个验收批,不足100个也作为一个验收批,每批抽检3个接头。
抽检的接头应全部合格;如有一个接头不合格,则该验收批接头应逐个检查并拧紧。
5.滚压直螺纹接头的单向拉伸强度试验按验收批进行。
同一施工条件下采用同一批材料的同等级、同型式、同规格接头,以500个为一个验收批进行检验。
在现场连续检验十个验收批,其全部单向拉伸试验一次抽样合格时,验收批接头数量可扩大为1000个。
6.对每一验收批,应在工程结构中随机抽取3个试件做单向拉伸试验。
当3个试件抗拉强度均不小于A级接头的强度要求时,该验收批判为合格。
如有一个试件的抗拉强度不符合要求,则应加倍取样复验。
滚压直螺纹接头的单向拉伸试验破坏形式有三种:钢筋母材拉断、套筒拉断、钢筋从套筒中滑脱,只要满足强度要求,任何破坏形式均可判断为合理。
9-6-5-3 现场连接施工1.连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
直螺纹套筒的规格1

精心整理
套筒表面应刻印清晰、持久性标志。标志应包括符合 4.3 规定的标记和厂 家代号、可追溯原材料性能的生产批号。厂家代号可以是字符或图案。生 产批号代号可以是数字或数字与符号组合。
2.排列
套筒表面的标志可单排也可双排排列。当双排排列时,名称代号、特性代 号、主参数代号应列为一排。
3.标志示例
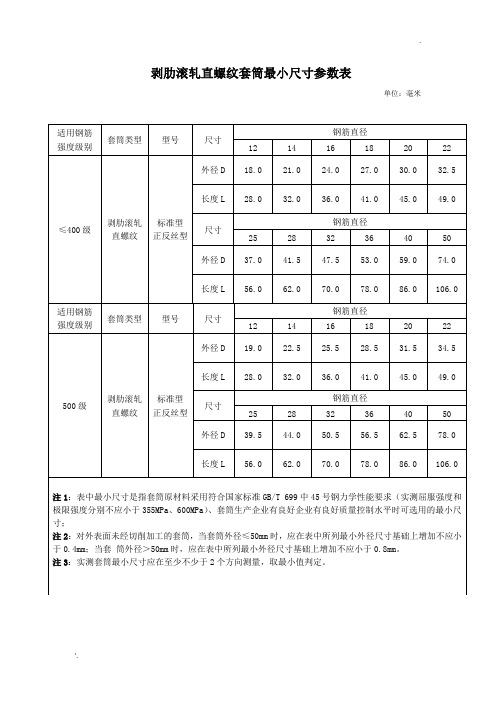
注 2:对外表面未经切割加工的套筒,当套筒井径≤50mrn 时,应在表中所列最小原外材径料尺
寸基础上增加不应小于
采用符
0.4mm;当套筒外径>50mm 时,应在表中所列最小外径尺寸基础上增加不应小于 0.8合mm。 GBlT699
注 3:实测套筒最小尺寸应在至少不少于 2 个方向测量,取最小值判定。中 45 号
D>50,±0.8
±1.0
表 8 套筒成品检验项目
套筒类型 套筒类型
外观
标记
外径
检验项目 长度 壁厚
螺纹 中径
螺纹 小径
大端螺 纹中径
精心整理
直螺纹套筒
锥螺纹套筒
挤压套筒 注:-表示应检验项目。
钢筋直径/mm 12~16118~20122~25 28~32
36-40150
拧紧扭矩 直螺纹
100[200[250
适用钢筋
18
20
22
29.5 36.0
32.5 36.O 40.0 44.0
28.5 46.0
ห้องสมุดไป่ตู้
31.5 50.0
34.5 500 级 54.0
29.0 46.0
32.0 35.0 50.0 54.O
适用钢筋
36
40
50
57.5 63.5
钢筋直螺纹连接技术要求
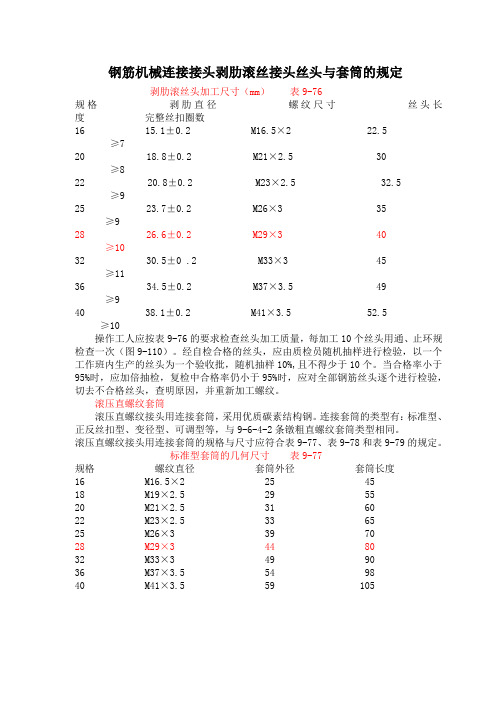
钢筋机械连接接头剥肋滚丝接头丝头与套筒的规定剥肋滚丝头加工尺寸(mm)表9-76规格剥肋直径螺纹尺寸丝头长度完整丝扣圈数16 15.1±0.2M16.5×2 22.5≥720 18.8±0.2M21×2.5 30≥822 20.8±0.2 M23×2.5 32.5≥925 23.7±0.2M26×3 35≥928 26.6±0.2M29×3 40≥1032 30.5±0 .2M33×3 45≥1136 34.5±0.2M37×3.5 49≥940 38.1±0.2M41×3.5 52.5≥10操作工人应按表9-76的要求检查丝头加工质量,每加工10个丝头用通、止环规检查一次(图9-110)。
经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽样10%,且不得少于10个。
当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,切去不合格丝头,查明原因,并重新加工螺纹。
滚压直螺纹套筒滚压直螺纹接头用连接套筒,采用优质碳素结构钢。
连接套筒的类型有:标准型、正反丝扣型、变径型、可调型等,与9-6-4-2条镦粗直螺纹套筒类型相同。
滚压直螺纹接头用连接套筒的规格与尺寸应符合表9-77、表9-78和表9-79的规定。
标准型套筒的几何尺寸表9-77规格螺纹直径套筒外径套筒长度16 M16.5×2 25 4518 M19×2.5 29 5520 M21×2.5 31 6022 M23×2.5 33 6525 M26×3 39 7028 M29×3 44 8032 M33×3 49 9036 M37×3.5 54 9840 M41×3.5 59 105。
剥肋滚轧直螺纹套筒最小尺寸参数表
钢筋直径
25
28
32
36
40
50
外径D
39.5
44.0
50.5
56.5
62.5
78.0
长度L
56.0
62.0
70.0
78.0
86.0
106.0
注1:表中最小尺寸是指套筒原材料采用符合国家标准GB/T 699中45号钢力学性能要求(实测屈服强度和极限强度分别不应小于355MPa、600MPa)、套筒生产企业有良好企业有良好质量控制水平时可选用的最小尺寸;
41.5
47.5
53.0
59.0
74.0
长度L
56.0
62.0
70.0
78.0
86.0
106.0
适用钢筋
强度级别
套筒类型
型号
尺寸
钢筋直径
12
14
16
18
20
22
500级
剥肋滚轧直螺纹
标准型
正反丝型
外径D
19.0
22.5
25.5
28.5
31.5
34.5
长度L
28.0
32.0
36.0
41.0
45.0
49.0
剥肋滚轧直螺纹套筒最小尺寸参数表
单位:毫米
适用钢筋
强度级别
套筒类型
型号
尺寸
钢筋直径
12
14
16
18
20
22
≤400级
剥肋滚轧直螺纹
标准型
正反丝型
外径D
18.0
21.0
24.0
27.0
30.0
32.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚压直螺纹套筒标准几何尺寸
滚压直螺纹接头用连接套筒,采用优质碳素结构钢。
连接套筒的类型有:标准型、正反丝扣型、变径型、可调型等。
滚压直螺纹接头用连接套筒的规格与尺寸应符合表1、表2和表 3 的规定。
标准型套筒的几何尺寸表1
规格螺纹直径套筒外径套筒长度
16 M16.5 送25 45
18 M19 >2.5 29 55
20 M21 >2.5 31 60
22 M23>2.5 33 65
25 M26>3 39 70
28 M29>3 44 80
32 M33>3 49 90
36 M37>3.5 54 98
40 M41 >3.5 59 105
常用变径型套筒几何尺寸表2
套筒规格外径小端螺纹大端螺纹套筒总长
可调型套筒几何尺寸表表3
规格螺纹直径套筒总长旋出后长度增加长度
16 M16.5
送
注:表中增加长度”为可调型套筒比普通套筒加长的长度,施工配筋时应将钢筋的长度按此数进行缩短。
剥肋滚丝头加工尺寸应符合表4的规定。
丝头加工长度为标准型套筒长度的1/2,其公差为+2P(P为螺距。
剥肋滚丝头加工尺寸(mm表4。