冲压模具公差及间隙标准
10不锈钢冲压模具间隙计算公式
10不锈钢冲压模具间隙计算公式
不锈钢冲压模具的间隙计算公式通常是根据实际冲压工艺和加工要求而定,没有固定的公式。
不同的工件材质、形状和尺寸都会影响到冲压模具的间隙计算。
一般来说,冲压模具间隙的计算需要考虑以下几个方面:
1. 工件材料的特性:不同的材料具有不同的强度、硬度和延展性,需要根据工件材料的特性来确定模具间隙。
通常,材料越硬,间隙越小;材料越软,间隙越大。
2. 工件形状和尺寸:工件的形状和尺寸对模具间隙也有影响。
一般来说,对于复杂形状的工件,间隙会比较大;对于大尺寸的工件,间隙也会比较大。
3. 冲压模具的结构和精度:模具的结构和加工精度也会影响到间隙的计算。
模具结构复杂、公差要求高的,间隙一般会比较小;相反,模具结构简单、公差要求低的,间隙可以适当放大。
在实际应用中,通常会根据经验和试验来确定模具的间隙。
可以通过试切样件、试模或者模拟分析等方法来调整间隙,以达到理想的冲压结果。
5_零件加工公差标准

* 一般面 * 修边线 * 定位孔 * 一般孔 * 重要孔 * 定位孔
5
零件加工公差标准
2) 单件公差基准
(1) 接合面加工公差的设定方法 ① 针对零件加工基准,在需要位置保证的接合面上设定公差 ② 对已决定的公差或影响公差决定的部位进行设定
接合类型 接合面
双重接合面
D
D
E
NO
冲压 检查
OK
END
焊装
C
E
检查
NO OK
END
3
零件加工公差标准
5. 公差计算方法 (1) 加工公差适用于单件或分总成的基准是适用分散化法的公差分析方法。
* 分散化法 :
适用于制造检具时产生的精度误差及零件的检测误差的计算方法。
公差 = (A.件)2 + (B.件)2 + (C.件)2
(6) 设定孔公差 1)若需要设定孔的孔径公差,就采用如下孔径公差 ② 间距(Pitch)公差 a. 图纸上标定或者相应零件已设定间距就随指定的公差。 b. 按照公差分解的结果
13
零件加工公差标准
孔种类 螺纹用 焊接螺母用 焊接螺栓 饰件卡扣用
螺栓贯通用
橡胶安装孔 减重用, 工艺孔, 排水用, 线束用
面
位置
± 1.0~1.5
± 0.5~1.5
外侧
(外侧)
+0 - 0.5
接
合 部
外板部
位
2
‘R’
干涉处 'R' 干涉处
+ 0.5 -0
一般部
若焊接及总装件
装配时没有问题时 ± 1.0
: +2.0
-1
DIN6930-2钢材质冲压件一般公差
:: 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N钢材质冲压件一般公差第二部分柏林1000,Burggrafen大道6 Beuth(鲍伊特)出版DIN 6930第二部分 1989年4月,价格等级4社有限责任公司独家销售该标准79年9月合同号 0009平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
平冲压件长度尺寸一般公差表格1说明的极限公差适用于所有的长度尺寸,包括平冲压件直径,倒圆半径除外,倒圆半径在段里已作了特殊的规定。
表格1:除倒圆半径外,平冲压件长度尺寸极限公差平冲压件倒圆半径一般公差表格2:倒圆半径极限公差平冲压件角度尺寸一般公差平冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
表3:平冲压件的角度极限公差平冲压件同心性和对称性一般公差在DIN ISO 1101标准里,已对同心性公差和对称性定义以及图纸的标注作了规定。
同心度就同心度公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的扁平产品上下误差的差可求出额定尺寸。
例子:钻孔垫片内外轮廓的中心结构给定的额定尺寸图3:就同心度公差来说规定的额定尺寸当扁平产品厚度为2mm时,精确到m时,根据表1得出同心度为。
对称性就对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:直角板材面两个穿孔和一个孔的对称排列(参阅插图4)给定的额定尺寸图4:对称公差规定的额定尺寸当扁平产品厚度为1mm,精度为g时,根据表格1得出如下公差:孔的轴纵向对称公差为孔的轴对称公差以及穿孔中间面横向对称公差成形冲压件一般公差通过成形生产的冲压件,在生产过程中,经历了成型过程,比如弯曲成形,深拉延等,因此原因,它们是不平的。
DIN6930_2钢材质冲压件一般公差
DK669.14-411-13:621.96:621.753.1 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
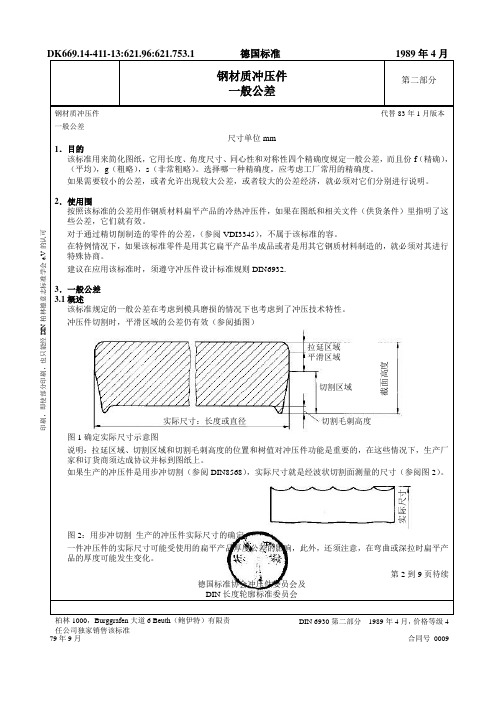
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号 0009截面高度实际尺寸3.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
冲压设计-冲裁间隙
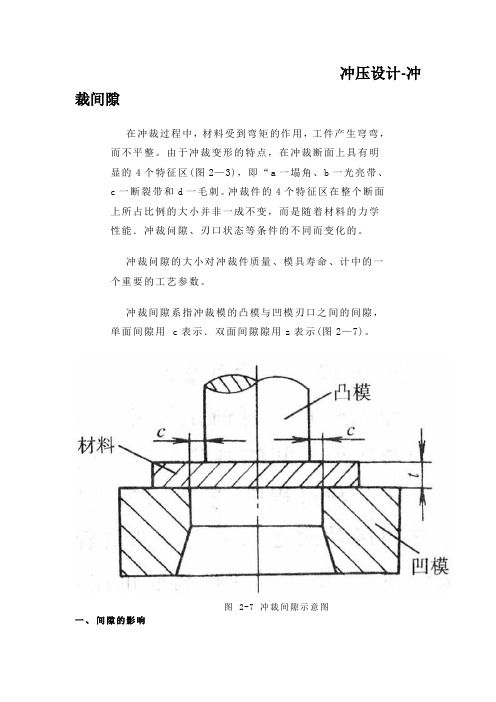
冲压设计-冲裁间隙在冲裁过程中,材料受到弯矩的作用,工件产生穹弯,而不平整。
由于冲裁变形的特点,在冲裁断面上具有明显的4个特征区(图2—3),即“a一塌角、b一光亮带、c一断裂带和d一毛刺。
冲裁件的4个特征区在整个断面上所占比例的大小并非一成不变,而是随着材料的力学性能.冲裁问隙、刃口状态等条件的不同而变化的。
冲裁问隙的大小对冲裁件质量、模具寿命、计中的一个重要的工艺参数。
冲裁间隙系指冲裁模的凸模与凹模刃口之间的间隙,单面间隙用c表示.双面间隙隙用z表示(图2—7)。
图2-7 冲裁间隙示意图一、间隙的影响1.对冲裁质量的影响冲裁什的质量主要是指断面质量、尺寸精度和弯曲度。
(1)对断面质量的影响冲裁断面应平直、光洁、圆角小;光亮带应^有一定的比例,毛刺较小,冲裁件表面应尽可能平整,尺寸应在图样规定的公差范围之内。
影响冲裁件质量的因素有:凸、凹模间隙值大小及其分布的均匀性,模具刃口锋利状态,模具结构与制造精度、材料性能等。
其中。
间隙值大小与分布的均匀程度是主要因素。
冲裁时,间隙合适,可使上下裂纹与最大切应力方向重合,此时产生的冲裁断面比较平直、光洁、毛刺较小,制件的断面质量较好(图2—8b)。
间隙过小或过大将导致上、下裂纹不重合。
间隙过小时,上、下裂纹中间部分被第二次剪切,在断面上产生撕裂面,坪形成第二个光亮带(图2—8a),在端面出现挤长毛刺。
间隙过大.板料所受弯曲与拉伸均变大,断面容易撕裂,使光亮带所占比例减小.产生较大塌角,粗糙的断裂带斜度增大,毛刺大而厚,难于除去.使冲裁断面质量下降(图2 8c)。
图2-8间隙对工件断面质量的影响a) 间隙过小b) 间隙合适c) 间隙过大1—断面带2—光亮带3—圆角带(2)对尺寸精度的影响冲裁件的尺寸精度是指冲裁件实际尺寸与基本尺寸的差值,差值越小,精度越高。
该差值包括两方面的偏差,一是冲裁件相对于凸模或凹模尺寸之偏差,二是模具本身的制造偏差。
冲裁件对于凸模或凹模尺寸的偏差。
模具零件的公差配合形位公差及表面粗糙度要求
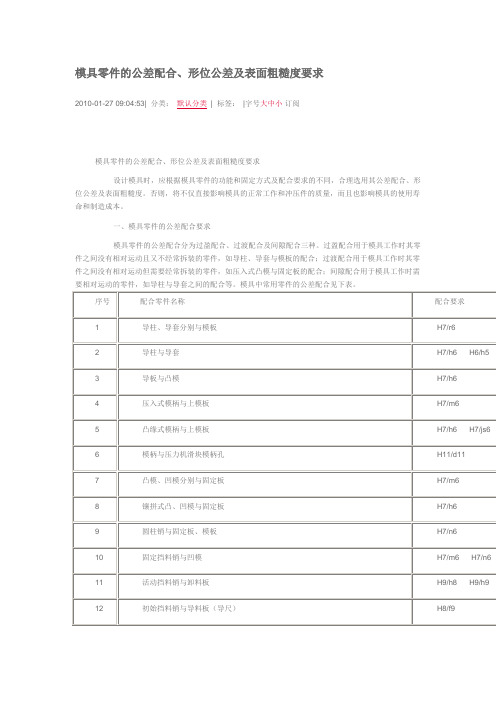
模具零件的公差配合、形位公差及表面粗糙度要求2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。
一、模具零件的公差配合要求模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中常用零件的公差配合见下表。
二、模具零件的形公差形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
>25~40>40~63>63~100>100~160>160~250>250~400公差等级5公差值0.0100.0120.0150.0200.0250.030注:1.基本尺寸是指被测零件的短边长度。
模具(冲压)零件配合选用要求

模具(冲压)零件公差配合要求
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 配合零件名称 导柱、导套分别与模板 导柱与导套 导板与凸模 压入式模柄与上模板 凸缘式模柄与上模板 模柄与压力机滑块模柄孔 凸模、凹模分别与固定板 镶拼式凸、凹模与固定板 圆柱销与固定板、模板 固定挡料销与凹模 活动挡料销与卸料板 初始挡料销与导料板(导尺) 侧压板与导料板(导尺) 固定式导正销与凸模(压入凸模) 固定式导正销与凸模(用螺钉固定于凸模 上) 活动式导正销与凸模或固定板 推(顶)件块与凹模或凸模 弹簧芯柱与固定孔 配合要求 H7/r6 H7/h6;H6/h5 H7/h6 H7/m6 H7/h6;H7/js6 H11/d11 H7/m6 H7/h6 H7/n6 H7/m6;H7/n6 H9/h8;H9/h9 H8/f9 H8/f9 H7/r6;H7/s6 H7/h6 H7/h6 H8/f8 H7/r6;H7/n6 说明
模具零件的公差配合 分为过盈配合、过渡配合 及间隙配合三种。过盈配 合用于模具工作时其零件 之间没有相对运动且又不 经常拆装的零件,如导柱、 导套与模板的配合;过渡 配合用于模具工作时其零 件之间没有相对运工作时 需要相对运动的零件,如 导柱与导套之间的配合等。
冲压模具验收标准

1。
目的对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入使用的物料、部品和模具满足预期的要求。
2。
范围适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品。
3.定义来料检验:外部购买的物料和委外加工部品的检验.过程检验:内部加工的模具零部件、半成品和成品检验。
最终检验:模具总成后的检验,包括模具外观、可成形性、成形产品等的检验.4.职责4.1工程部负责相关检验数据的提供。
4.2质检部负责对物料、部品以及模具实施来料检验、过程检验和最终检验。
4.3仓库对采购物资质量负责,并配合质检部做好来料检验工作。
4.4生产部协助做好过程检验,并确保未经检验或检验不合格的物资不投入使用。
5.检验作业流程5.1来料检验5.1.1作业流程图5.1.2作业流程5.1.2.1仓管员在接收到外来的物料时,对物料种类、供应商、数量等信息进行确认,确认无误后将物料存放在暂放区域,并以“待检品"予以标识同时通知品管。
5.1.2.2质检部接到报检信息后对物料名称、规格、供应商、包装、标识等与相应的采购文件进行核对,无误后进行抽样或全数检查,并将检验结果填入《出/入库检验记录》。
5.1.2.3检验合格的物料贴上“合格”标签,仓管人员办理入库手续。
5.1.2.4检验不合格的物料,质检部会同设计、钳工、数控等相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离。
5.1.2.5采购担当将不合格物料的信息反馈给供应商,无法采用的物品予以退回同时填写《质量异常纠正措施单》。
5.1.2.6如特别采用的物料要修整的,修整后须检验合格方能投入使用。
5.2过程检验5.2.1作业流程图5.2.2作业流程5.2.2.1各工序作业者完工后进行自检;若自检不合格则重新返工,本工序无法返工的按不合格处理. 5.2.2.2 质检部接到报检信息后进行抽样或全数检查,并将检验结果填入《出/入库检验记录》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公差及空隙标准
一模具零件公差及间隙标准
1模板厚度公差要求 :
配合性模板(厚度对入子零件的上下装配关系有较大影响的模板)
厚度尺寸公差取值± 0.03;
非配合性模板厚度公差取值± 0.08.
2零件外形和模板孔的公差及空隙要求 :
详见附表一 : << 模具零件公差及间隙一览表 >>
二冲裁刃口要求及冲裁间隙标准
1冲裁刃口要求
一般冲裁刃口留修(直段)3MM,斜度1?,以下图.
一般3MM以下的
小孔(含3MM),冲裁刃口留修2MM,斜度1?.对于其它标准有明确规定的 , 依照其他标准要求执行 .
产品材料厚度或时,请示上级.
2冲裁间隙标准详见附表二 : << 冲裁间隙一览表 >>
附表一 : << 模具零件公差及空隙一览表 >>
( 不含 0.5)
板件
零件形式
名称
空隙公差空隙公差空隙公差备注:
冲子外形+0 ±+0 0 +0 0 1, 表中
入子外形+0 ±+0 ±+0 ±
入子孔 ± +0 ± +0 0 的 内导柱 ( 导向部分 ) +0 +0
+0 0
“Z ” 导套
内孔 +0 +0 0 +0
外圆 +0
+0 +0 0
是指单
导正销 +0
±
+0
+0
固定销孔 (.01) ±0 +0.01(.01)±0 (双面
(.01)± 边冲裁
固定定位销孔 (.01) ±
间 隙 ,
活动定位销孔
(.04) ±0
与的模具要求相同.
滑块孔
参照冲
滑块 +0 ±
案内消孔
±
裁空隙
冲孔、切边、半剪 +Z ± Z
C+Z
C
C+
要求取
切边部分挡刀直壁 +0
+0 下
导正销逃孔 (.20) ±0 ±
± ±
值 ;
模 ±
( 内导柱孔 ( 不用导 (.01) +0 0
公 模板内导套孔 (.01) ±0 母 下料母模外形 +0
模
)
下料公模外形
-Z
C
冲孔母模外形 +Z
C
冲孔公模外形 +0
一般冲子导向孔
打 内导柱孔 ( 不用导
(.01) ±0
打板内导套孔
(.01) ±0 板
成形模内打外形
冲孔落料复合模不共享内打
冲孔落料复合模共享内打外
冲孔落料复合模不共享-Z+0外打.03 夹 冲子固定孔
导正销固定孔 板
内导柱孔 ( 不用导 (.01) ±0 冲子及导柱消孔 +1(设计定) 打背
内打背外形 -1( 设计定) 下垫 落料孔
+1(设计定) 下模 落料孔
+1.5(设计
±
0 “T ”
±
± 与的模具要求相同.
是指冲 ±
裁的料
±
片 厚 +0 0 0
度.
±
0 ±
±
与的模具要求相同.
2, 未特
±
别注明 ±
+0.01 的 , 都
+0.01 (.01) ±0 ( 双 ± +0 ± 是指单
与的模具要求相同. 边 间 隙.
附 表二 : << 冲 裁间 隙一 览表 >>
I. “ CRS/GI/不 锈 钢 ” 料
料厚 T
T≦0.5<T ≦
材质
CRS 工程模和连续模: 一律取 5%T
工程模: 一律取 7%T 请示上级
GI/ 不锈
7%T
钢
连续模: 一律取 10%T
II.“ 铝” 料
料厚 T
0.5<T<1. 1.5<T<3.
T≦ 1.0 ≦ T≦T≧
0 0
材质
铝请示上级5%T 4%T 3%T 2%T
注: 1. 上表所列间隙值均是指单边冲裁间隙 Z.
2.冲裁间隙 Z 的取值与冲裁的料片材质、厚度及生产条件 ( 模具形式等 )
有关 .
3.未作注明者均不区分模具形式是工程模 / 连续模 .
4.对于 3MM 以下小孔 , 当冲裁的料片材质为 GI 或不锈钢 /CRS/ 铝时 , 单边冲
裁间隙 Z=10%T.
5.冲裁的料片材质上表未列出时 ( 如铜 ), 冲裁空隙请示上级 .。