数控210车床-MACH+中文说明书
大地车床系统用户手册

第一章概要97T/210T/230T/350T车床数控系统第一章概要97T/210T/230T/350T是一款带全数字伺服或三相混合式步进电机的普及型数控系统。
控制电路采用16位高速微处理器,超大规模可编程逻辑器件和表贴元件、多层印刷线路板,整个系统紧凑可靠。
1.1系统技术指标1.1.1脉冲当量:X:0.001mm(直径量),Z:0.001mm。
真正的μ级控制,精度更高,运行更平稳。
1.1.2控制/联动轴数:2轴控制,任意两轴联动,是车床及两轴机械的理想控制系统。
1.1.3编程范围:-99999.999~+99999.999mm,满足一切机械之行程。
1.1.4最大快进速度:步进:10000mm/min,伺服:30000mm/min最大工进速度:步进:9000mm/min,伺服:20000mm/min客户可在“移动轴”参数的驱动类型栏选择伺服或步进。
1.1.5程序容量:2MB电子盘,共252个程序。
海量存储,参数及程序十年不丢失。
1.1.6显示:7英寸彩色LCD(液晶屏),显示无雪花。
480*234点阵,全中文显示。
各窗口实时显示当前机床运行及所处状态。
1.1.7I/O口:输入36个,经光电隔离。
输出16个,可直接驱动24V直流继电器。
每个输出口均带有自恢复熔丝,由于误接线而损坏接口电路的情况可以避免。
1.1.8其他:标准手轮接口,X1、X10和X100三档倍率,X、Y、Z和第4轴选择。
0~+10V模拟量输出。
能与各种变频器方便连接。
USB接口、标准RS232C异步串行口。
数控系统之间或数控系统与PC机之间能互传程序。
也可用U盘或串行口进行软件升级。
1-1第一章概要97T/210T/230T/350T车床数控系统1.2坐标系数控车床上加工零件时,希望刀具按零件的轮廓移动,输给数控系统希望的刀具位置,刀具可以运动到这个位置。
刀具位置是用坐标系中的坐标值表示的。
数控机床的坐标和运动方向均已标准化了(JB3052—82)。
GSK210M系统说明书

GSK218MC系列加工中心系统产品简介:*GSK 218MC系列是一款中高档加工中心系统,全新设计的人机界面,加工效率与光洁度媲美进口中端系统;标配GSK-LINK以太网总线,绝对式电机(机械式记忆编码器,不用担心电池没电数据丢失),连接方便。
产品特点:*五轴五联动功能拥有五轴RTCP(刀具中心点控制)和非RTCP功能、倾斜面(3+2定位)(4+1和纯五轴)加工等五轴控制功能;五轴联动高速高精插补功能,可实现复杂曲面的高速度高精度加工保证加工精度和表面质量的同时,提高加工效率,加工工件表面纹路清晰,拐角处过度平稳,棱角特征清晰、无钝化、过切和欠切等缺陷现象。
*高速高精功能采用高速插补技术,复杂曲面加工有效速度8m/min ,最佳加工速度4m/min ,预处理段数高达1000段,具有前瞻功能,速度快,精度高,光洁度好。
*便捷的调试方式总线配置在线刚性等级调试功能,进一步提升机床加工性能的机床刚性调节及参数优化功;不需要再单独一个个调试驱动的参数,简单化;具有优化功能,系统自己优化一组参数得以保持机床的高刚性。
总线配置在线圆度测试分析功能,圆度测试可模拟圆周切削运动圆并以此采集电机码盘位置信息来判断机床各伺服轴响应的同步性和响应速度。
*便捷的扩展功能I/O卡——扩展I/O点主轴卡——多主轴扩展,4路模拟电压,4路刚性攻丝伺服卡——多进给轴扩展,总线转脉冲采集卡——连接光栅等测量反馈装置模拟卡——可接收多路模拟输入、输出多路模拟电压*双驱校准、光栅检测功能具备读取光栅功能:光栅尺检测并调节横梁的水平度,保证加工时的水平精度具备精确停止插补及拐角平滑处理功能,有效防止拐角处发生过切现象具备自动校准双驱功能:通过从各电机的反馈,可以检测出2台电机间的同步误差,并进行同步误差补偿。
当同步误差超过设定值时报警,停止轴的移动,对同步误差值进行检查*适配自动对刀分中仪器,实现自动对刀分中功能进一步提升机床整体的自动化实用性,不需要再单独进行每把刀长度的校对,提高对工件分中的精确性,可增加自动对刀仪器,来实现自动对刀分中,从而提高整体的效率。
FANUC 21i 210i 系统 操作说明书手册B-63614-2

SAFETY PRECAUTIONS
B–63614EN/01
1 DEFINITION OF WARNING, CAUTION, AND NOTE
This manual includes safety precautions for protecting the user and preventing damage to the machine. Precautions are classified into Warning ቤተ መጻሕፍቲ ባይዱnd Caution according to their bearing on safety. Also, supplementary information is described as a Note. Read the Warning, Caution, and Note thoroughly before attempting to use the machine.
In this manual we have tried as much as possible to describe all the various matters. However, we cannot describe all the matters which must not be done, or which cannot be done, because there are so many possibilities. Therefore, matters which are not especially described as possible in this manual should be regarded as ”impossible”.
Contents 1. DEFINITION OF WARNING, CAUTION, AND NOTE . . . . . . . . . . . . . . . . . . . . . . . s–2 2. GENERAL WARNINGS AND CAUTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . s–3 3. WARNINGS AND CAUTIONS RELATED TO PROGRAMMING . . . . . . . . . . . . . s–5 4. WARNINGS AND CAUTIONS RELATED TO HANDLING . . . . . . . . . . . . . . . . . . . s–7 5. WARNINGS RELATED TO DAILY MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . s–9
CNC 机床说明书及维护手册
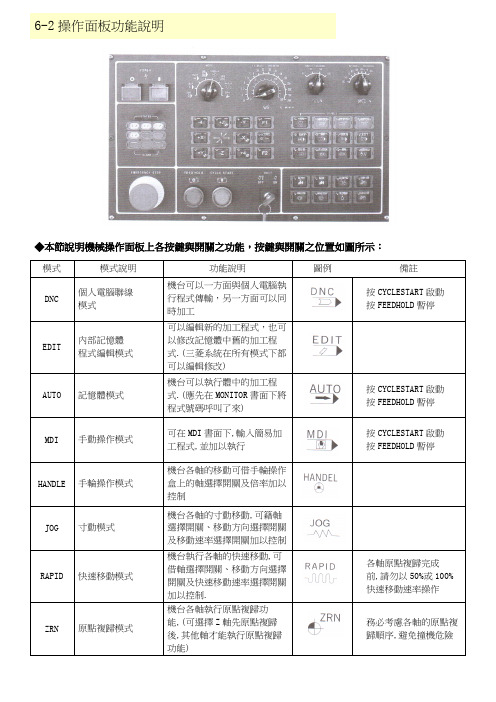
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:◆軸的移動方向移動速率選擇◆軸的移動方向移動速率選擇◆主軸控制功能◆自動操作功能◆自動操作功能◆手輪(MPG)操作說明圖例◆特殊功能(OPTION)◆特殊功能(OPTION)圖例6-3操作面板功能單項說明手動模式(Manual Pulse Generator mode)1.在本模式下,可用手輪(MPG)作手動進給,移動各軸.2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇.3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定.1.In this mode,can use the MPG(manual pulse generator)tk movement all axes.2.In the MPG box,you can select the axis direction to movement the axis.3.All axes move speed,you can select handle feed rate rotation switch of the MPG box.慢速進給模式(JOG mode):1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率.2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min ~10000mm/min.3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動.1.In this mode,if want to move whichever axis.Please press the axis directionpush button and select jog feed rate.2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min ~10000mm/min.3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement.快進給模式(RAPID mode):當按此鍵,軸向移動是屬於快速進給速度.Press this push button,the axis can be moved at rapid speed.機械原點複歸模式(ZRN mode):1.本模式為進給軸機械原點手動複歸時使用.2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作.3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制 1.The mode is use for machine return to reference point.2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to reference point.3.The feed rate control by the rapid feed rate override(F0%,F25%,F50%,F100%).手動資料輸入(Manual date input mode):此模式為程式暫時性執行及輸入,可作單一動作執行.The mode is manual data input mode,can do M code for single block.自動模式(AUTO mode):此模式為程式自動執行模式,當程式編輯完成後,切至此模式,再配合"程式啟動"鍵來使用. The mode is auto.mode,when the program edit complete.Turn then press"cycle start"button.連續運行模式(Internet DNC mode):此模式為程式運行模式,當程式編輯完成後,切至此模式,再配合"電腦傳輸"來使用.The mode is dnc.mode,when the program edit complete.Turn to the mode then press "computer tansmit".編輯模式(EDIT mode):此模式為"程式編輯"時使用的模式.The mode is program edit mode.手動絕對值(Manual absolute signal):1.本功能鍵燈亮時,此功能有效,程式座標不會因手動操作而改變,操作時有效.2.本功能鍵燈不亮時,此功能無效,程式座標會隨手動操作而改變,易產生撞機.1.If this button LED"ON",the function is effective.The program coordingation will not be manual operator for vary.When the manual operator,the push button must be opened.2.If this button LED"OFF",the function is ineffective.The program coordingation will be manual operator for vary.It is very damage for the machine.單節跳躍(Block skip):當程式自動執行時,程式中有"/"符號,此開關被打開後,則此單節跳過不執行,若開關沒有打開時,則照常執行.When the block skip button be opened,the program run to"/".this blockwill be skipped.If it is not opened the program is still running.選擇性停止(Optional stop)當此按鍵被打開時,則程式中遇到(M01)時程式會停止在此單節,若此按鍵沒有打開,時,則繼續執行When the optional stop button be opened,the program run to"M01"will stop atsingle block.If it is not opened,the program is still running.Z軸鎖定模式(Z axis lock mode):當此按鍵被打開時,機械Z軸不能移動,但在自動程式執行時,程式仍繼續執行,僅是Z軸沒有移動When this button be opened,the axes Z will be prohibited,but the program isstill running,the axes Z be prohibited only.機械鎖定(Machine lock):當此按鍵被打開時,機械各軸都不能移動,但在自動程式執行時,程式仍繼續執行,僅是機械沒有移動. When this button be opened,the axes motion will be prohibited,but the program isstill running,the axes be prohibited only.程式空跑(DRY run):當此按鍵被打開,則程式中的(F)碼,改由手動選擇進給切削倍率值取代.When this button be opened,the "F"code depend on the feed rate override inthe program.輔助功能鎖定(Auxiliary function lock):當此按鍵被打開時,則程式中凡遇到M,S,T碼都會忽略不執行.When this button be opened,the Program running,the M,S,T code will de skipped.單節執行(Single block):當此按鍵被按下後,程式自動執行到一個單節結束就會停止,欲繼續執行下一個單節,必頇再按下"程式啟動"鍵,所以程式是以一個單節一個單節執行.When this button be opened,the program will be run at single block.If you wantto run next block,have to push"the cycle start"button.門鎖開關(Door SW ingore):當此鍵按下後,門會自動開或關上When this button be pushed,the door will be open or close.主軸定位鎖定(Spindle lock):當按下此按鍵後,主軸被定位到指定的角度,一般用在刀庫自動換刀When this button be pushed,the spindle is locked to angle,it is useto the magazine auto turn.工作燈故動按鍵(Work light push button):當按此鍵工作燈打開,再按一次此鍵工作燈開關Press this push button the work light"ON",press again the work light"OFF".刀庫正轉按鍵(The magazine clockwise push button):1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
21TB操作说明(1)
s–6
B-63604CM/01
安全预防措施
注
意
1. 绝对/增量方式 如果用绝对值编写的程序在增量方式下执行,或者用增量值编写的程序在绝对方式下执 行,会导致机床预想不到的操作。 2. 平面选择 对圆弧插补/螺旋插补/固定循环,如果指定的平面不正确,会导致机床预想不到的操作。 详情请参阅各自的功能描述。 3. 扭矩极限跳跃 在试图进行扭矩极限跳跃之前,务须将扭矩极限设为有效。如果在扭矩跳跃失效的状态 下指定扭矩极限跳跃,将执行移动命令而不产生跳跃动作。 4. 可编程镜像 注意:当可编程镜像被设为有效时,之后的程序动作将会发生很大的变化。 5. 补偿功能 如果在补偿功能方式下指定机床坐标系的命令或与参考位置返回相关的命令,则会暂时 取消补偿,从而导致机床预想不到的操作。 因此,在发出上述任何命令之前,先取消补偿功能方式。
s–7
安全预防措施
B-63604CM/014警与操作有关的警告和注意
本节描述与操作机床有关的为确保安全的主要注意事项。 在操作机床时,请认真阅读操作说明书或编程说明书,充分理解说明书中的内容。
告
1. 手动操作 手动操作机床时,要决定刀具和机床的当前位置,还要充分确认移动轴、移动方向和进 刀速度的选择没有错误。操作不正确会损坏刀具、机床和工件,或导致操作人员受伤。 2. 手动参考位置返回 对于需要进行手动参考位置返回的机床,在接通电源后,务须进行手动参考位置返回。 如果不首先进行手动参考位置返回就操作机床,会导致机床预想不到的操作。另外,在 进行手动参考位置返回之前,冲程检查失效。 这种情况会损坏刀具、机床和工件,或导致操作人员受伤。 3. 手动数值命令 当发出一个数值命令时,要决定刀具和工件的当前位置,并充分确认移动轴、移动方向 和命令的选择以及输入的数值没有错误。 在错误的命令下操作机床,会损坏刀具、机床和工件,或导致操作人员受伤。 4. 手动手柄进刀 手动手柄进刀时,若选择 100 倍等较大的倍率旋转手柄,会使刀具和转台的移动速度加 快。因此,操作时如果不加注意,就会损坏刀具、机床和工件,或导致操作人员受伤。
新代车床程式说明材料-正文
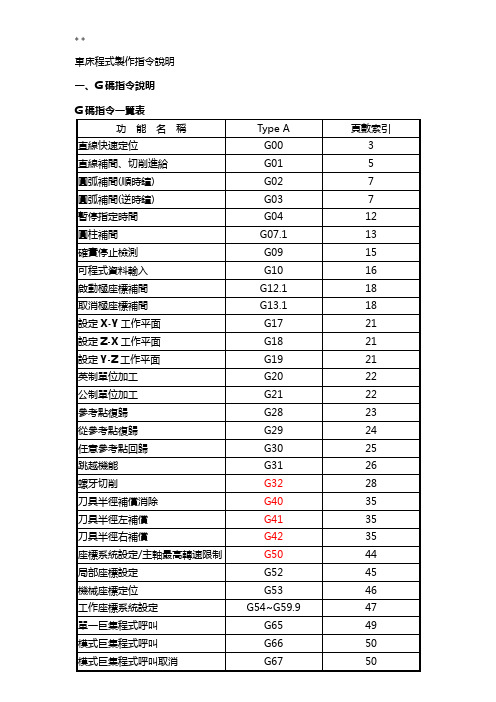
車床程式製作指令說明一、G碼指令說明G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0; // A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev 系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
数控车床说明书[1]2
![数控车床说明书[1]2](https://img.taocdn.com/s3/m/a84945d8580216fc710afdae.png)
1 概述1.1 本说明书的适用范围与目的本说明书是为指导用户正确使用我公司生产的非标机床而编写的,请用户认真阅读。
在本说明书的第2部分,提供了操作机床的安全须知,操作者可以把它作为日常工作的检查条目。
在本说明书的第3部分“吊运与安装”中提供了安装本机床的方法和应注意的事项。
在本说明书的第4部分“技术参数”和第5部分“机床结构”中介绍了操作本机床预先应该理解的内容。
第6部分“机床的使用和安全防护”介绍了机床操作中安全方面的防护情况。
第7部分“检查与维修”中为操作者提供了操作和维修本机床所需要的知识和方法。
如果出现本说明书未能涵盖的情况,请与我公司售后服务部门或技术部门联系。
1.2 产品的主要用途本机床主要用于加工泵体、钢体,钻孔攻牙,铣面,镗孔等。
适合于水暖器材、阀门、电器、仪表、汽车、摩托车、轴承等行业零件的加工。
具有高速、高效、高可靠性,加工零件一致性好、受人为因素影响小等的优点。
1.3 机床的精度根据图纸要求验收1.4 机床的使用环境本机床适合在下述规定的环境和条件下运行:■环境空气温度:5℃~40℃范围内。
■湿度:最高温度40℃下,相对湿度不得超过50%的的范围内,且温度变化的原则是不能引起冷凝。
■海拔高度:1000米以下。
■大气污染:没有过分的粉尘、酸气等腐蚀性气体和盐分。
■辐射:避免阳光直射或其他热辐射引起环境温度的变化。
■安装位置应远离振动源和易燃易爆物品,远离电磁干扰区。
1.5 机床对环境的影响本机床空运转时噪声声压级不大于83dB,无有害气体或液体排放,因此对环境无不良影响。
2 安全防护须知本机床带有一些必要的安全设备和警示标牌,请操作者在开机前仔细阅读说明书,完全了解机床使用方法,清楚警示标牌含义后再上机操作,以防止出现操作人员伤害或设备损伤的事故。
2.1 对上机操作、维修人员的要求■使用本机床的操作人员应该是经过培训且具有操作本机床资格的人员。
操作人员上机前,应仔细阅读本《使用说明书》,并完全理解使用说明书中的内容,具备操作本机床的能力后方可操作。
绕线机说明书CNC-210EXD

绕线机说明书CNC-210EXDCNC-210EXD使用手冊 F-6681版本DOC NO:010503 Page 1 of 15 目錄1.2.3.4.5.6.7.8.9.前言 (2)主要特性 (2)面板說明 (3)編輯繞線資料.............................................................4 繞線方式選擇.............................................................6 執行繞線功能.............................................................8 裝機設定....................................................................9 安裝與接線...............................................................12 簡易保養及故障排除 (14)1. 前言CNC-210S 是本公司所發展出的㆒系列繞線機控制器,由於控制機能完整,廣為繞線業界所愛用,因此CNC-210S幾乎已成為繞線機的標準配備。
本公司為追求 CNC-210S 控制器機能的更加提升,特別針對各方客戶的不同須求及寶貴意見,開發完成新的CNC-210EXD外接驅動器專用機型,以取代原有之外接型控制器。
此新機型採用更精密且功能更強大的單晶片微處理器,不但保留了與原機型相容之操作方式及所有功能,更提升了控制器之運轉效率及介面擴充能力,可依不同運用場合及客戶之需求提供更有彈性的功能修改,使用範圍更為廣泛。
CNC-210EXD 系列依內部驅動迴路的有無分為 CNC-210EXD1 外接㆒型, CNC-210EXD2 外接㆓型等機種,以供不同使用場合選用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC 数控车床使用说明书型号KC4-MACH使用之前请仔细阅读说明书目录一、安全须知二、机床功能及参数三、随机附件四、安装调试五、机床维护六、故障分析七、特殊附件八、零件爆炸图及目录表一、安全须知安全注意事项:在安装,通电,运行,维护检查之前,必须熟悉本说明中条款,和一切有关安全和注意事项,以保证正确使用。
警告使用本产品必须使用防护眼镜保护眼睛,防止铁削等溅伤,不可带手套操作,建议戴防护面罩,防止吸入粉尘。
勿让小孩接近,擅动加工工具,以免造成伤害。
否则可能引起重大事故。
警告请确认地面的强度。
不能让水,纱头,木片,尘土,金属等异物掉入电控箱内。
否则可能引起火警或发生事故。
搬运时请握持床身。
否则可能引起人身伤害或设备损坏事故。
产品零件受损或带有缺陷时要及时,请勿投入安装和运行。
确保机器安装牢靠,工作位置正确。
否则可能引起人身伤害或设备损坏事故。
注意!当搬运产品时,请使用正确的升降工具以防止损伤。
包装箱堆叠层数不要高于限定的以上。
请不要使本产品跌落,或受到强烈冲击。
请保证机械的通风口顺畅。
警告必须安装本体后再插上电源线和接插件。
否则可能发生电击或伤害事故。
必须确认电源开关断开后才可插上电源线。
配线操作必须由专业电工进行。
否则可能发生电击事故。
必须连接地线,接地电阻小于10Ω。
否则可能发生电击或火灾事故。
警告机器运转前检查各紧固螺钉是否紧固可靠。
机器运转时卡盘钥匙不可插在卡盘上。
刀具,加工零件必须夹紧。
操作人员请远离机器回转范围。
否则可能发生人身伤害事故保持工作区域和手部整洁和干燥。
在设备输入电源后请不要打开电控箱。
请在开机后回机床原点。
否则可能发生人身伤害或电击事故。
注意!在机器运转前请确认刀具与加工零件之间的距离,和切削深度。
不要在通电状态下插拔任何连接线。
短时间内不可连续操作电源开关。
否则可能发生设备损坏。
警告对机器做任何调整之前,要关闭电源,机器停止转动。
在对电气部分检查维护时,必须由专业电工进行。
维修前请断开外部输入电源。
主轴驱动部分的电气部分检查维护必须在断开电源5分钟以上。
否则可能发生人身伤害或电击事故。
注意!1. 防护装置要安装到位。
2. 请使用正确的工具对机器进行调整,并在调整后仔细地检查是否已调整到位。
3. 保持清洁的工作场所,混乱的工作场所容易造成意外事故。
4. 工作场所严禁堆放易燃易爆物品,保证工作场所有足够亮的灯光。
5. 小孩及他人必须与工作场所保持一定的距离。
6. 在您离开工作场所时,请锁好门窗,拉掉总开关,带走开机钥匙,以防小孩及他人擅自进入工作场所。
二、机床功能及参数本机床型号为KC4-MACH小型数控车床,根据区域不同有110V 50/60Hz和230V 50/60Hz两种不同配置,该机床是一种小型家用经济型数控机床。
由电脑做为人机对话窗口来对机床进行操作的模式。
能加工黑色金属45号钢,有色金属铜、铝及塑料和木头等不同材质工件;具有圆柱面、端面、螺纹(45钢最大可加工M16×1.5mm)和球体加工功能。
输入总功率900W。
加工范围和技术指标见下表:三、随机附件机床所配标准附件见下表:四、安装调试1、打开包装箱,拆卸木箱底板上4个固定螺钉,用铲车或用绳子起吊机床,把机床与箱底木板脱离(在附件箱中有4个机床调整底脚)装上4个调整底脚。
见图12、开箱后应立即检查机床的外部状况,并按(装箱单)清查附件和工具。
3、用煤油清洗机床各部件红色防锈油。
4、用水平仪对机床进行水平调整,4个调整底脚可供调整水平。
见图25、拉动手动油泵,对机床进行润滑6、第一步:机床连接设置,当机床整理完毕后,把附件中的光盘插到PC 机里安装MACH 软件,光盘里有MACH 软件、车床使用说明书和.XML 文件,当软件安装完毕,先把. Xml 文件拷贝到程序安装目录下的mach3文件夹的根目录下面,然后重新启动计算机,用附件中的一根并口连接线把机床和PC 连上,(见图3机床上的接口)先打开mach 软件再打开机床的电源,注意在打开电源开关之后由于每个电脑的频率稳定性不一样可能出现主轴轻微转动几下,此时只要点击图1 图2 图3一下mach 软件上的复位按钮就可以消除。
机床里的参数都在.xml 文件里设置好了,客户也可以根据下图进行设置。
图4是主轴针脚的定义,Dir low可以通过打×和打√来切换进给轴的运行方向图4图5是机床主轴最大转速和最低转速的设置,也可通过选中Reversed 来切换主轴的正反转图5图6是主轴模拟量输出调整的脉宽值Step Pulse有可能根据每个电脑稳定频率不同其主轴输出的模拟量的信号的最大值不同,我们的.xml 文件里是设置是5,该设置栏可能根据接口板和电脑的区别有所不同,我们会在该说明书的最后一页手工填上这台机床该栏的设置。
图6图7限位开关的设置,如果进给轴被限位复位之后退不出来,请把相应轴的限位开关先禁用,把该轴退出之后再进去启用,注意,再限位开关禁用后退出进给轴时要注意退出的方向,因此时限位开关已被禁用了。
图77、开机,第一步,检查电源和机床标牌上的电源规格是否相符;第二步,打开机床电源开关;第三步,启动安装在电脑上的上位机软件,如电脑设置有问题或机床没有得电,将不能启动该软件。
8、动作调试,第一步,急停按钮,无论机床处于什么状态下按下该按钮机床都将处于停止状态,软件上显示急停标志,需右旋该按钮退出锁住状态后,在软件上点击复位将清除急停;第二步,主轴,主轴为受系统控制无级调速,具有正反转功能;第三步,进给轴运动方向,以刀具运动方向定义。
见图8图8 五、机床维护1、本机床配有手动润滑系统,机床在运行的过程当中每隔1到2小时手动拉一下润滑泵就可以了。
推荐使用符合ISO VG 46(GB/T3141 N46)精度的精制矿油。
见图92、当加工完毕后机床的铁削等杂物必须马上清理,并在导轨等裸露面加上防锈油,加工垃圾全部清扫到床身下面的漏斗里面,然后机床后面有一个抽屉拿出来清理掉就可以。
见图10图9 图10 图11 3、 机床长期不用时,需套塑料袋进行防尘。
4、 Z 轴塞铁为双头一顶一推装置,靠主轴端逆时针松,靠尾座端顺时针旋转调整螺钉,则可调小压板间隙,二端均受力。
见图11 六、故障分析1、通讯连不上,1)、连接线没有插好2)、电脑的并口没有设置好,要设置成03783)、MACH软件没有装好4)、控制盒损坏,更换控制盒;2、机床运行不流畅,1)、PC机系统不是处于标准模式3、程序代码运行报警,对照编程手册上系统能接受得代码,不能使用手册上没有得代码,需删除或按手册上得代码根改。
4、机床出现异常尖叫声音,1)、干摩擦,加油孔加油;2)、机床工作台松动,调整塞铁螺钉;5、坐标移动,机床不移动,1)、驱动器损坏,正常时驱动器上有两个绿色得指示灯,当给轴输入信号时该轴驱动器上有一个指示灯会闪烁。
2)、连轴器松动,锁紧连轴器。
七、特殊附件本机床可选配下列附件八、零件爆炸图及目录表序号代号名称数量1 25636 直角接头 42 22507 绞接接头 23 B1061C 双锥卡套74 15326C 油管接头75 22541 护套头86 AJB 22961-27 计量件组件 47 管路3 18 管路6 19 22561 油塞 110 管路4 111 管路2 112 20348J-6 6通分油块 113 GB 70-85 - M6 x 20 内六角圆柱头螺钉 214 管路1 管路1 115 25195-2 手动润滑泵 116 GB 70-85 - M6 x 10 内六角圆柱头螺钉 217 GB 810-88 - M27x1.5 开槽圆螺母 118 KC40209 螺母 119 KC40208 主轴同步带轮Ⅱ 120 KC41504 同步带轮 121 GB 70-85 - M4 x 16 内六角圆柱头螺钉 322 KC40207 后轴承厚垫圈 123 KC40206 主轴同步带轮Ⅰ 124 HTD-3M-531 同步带 125 KC40205 后轴承垫圈Ⅰ 126 GB 97.1-85 - 8 垫圈727 GB 70-85 - M8 x 25 内六角圆柱头螺钉 428 KC40204 主轴箱体 129 KC40203 油封圈 230 GB1096-79 6×60 普通平键 131 GB/T 292-94 - 7006C 角接触滚珠轴承 232 KC40202 前油封圈 133 GB 819-85 - M4x10 十字槽沉头螺钉 H 434 GB 41-86 - M 8 六角螺母 335 KC40201 主轴 136 GB 79-85 - M8 x 40 开槽无头紧定螺钉 - 圆柱端 337 500W 138 GB 70-85 - M5 x 12 内六角圆柱头螺钉 439 GB 859-87 - 5 弹簧垫圈 440 KC41501 主电机支撑板 141 GB 97.1-85 - 6 垫圈 242 GB 70-85 - M6 x 16 内六角圆柱头螺钉 343 GB1096-79 5×16 键 144 KC41503 电机同步带轮 145 KC41505 垫圈 146 GB 859-87 - 6 弹簧垫圈 147 ZSP3.806 148 GB 97.1-85 - 4 垫圈 249 KC41502 编码器支架 150 GB 819-85 - M3x12 十字槽沉头螺钉 H 351 KC41506 紧固圈 152 HTD-3M-300 同步带 153 Z向步进电机 154 LK8-C20-φ8Xφ8 Z向连轴器 155 GB 810-88 - M10x1 开槽圆螺母 256 KC40103 轴承压盖 157 KC40102 厚垫圈 158 GB/T 292-94 - 7000C 角接触滚珠轴承 259 KC40101 X向步进电机支架 160 GB 70-85 - M4 x 30 内六角圆柱头螺钉 361 GB 859-87 - 4 弹簧垫圈 462 GB 70-85 - M4 x 12 内六角圆柱头螺钉 463 KC40105 滚珠丝杆副 164 GB 70-85 - M4 x 16 内六角圆柱头螺钉1065 GB 70-85 - M5 x 16 内六角圆柱头螺钉 466 GB 118-86 - 6 x 24 内螺纹圆锥销 267 KC40106 轴套 168 KC40107 长丝杆右托架 169 KC40108 堵头 170 GB1155-89 6 压配式压注油杯 171 GB 70-85 - M5 x 20 内六角圆柱头螺钉 272 GB 118-86 - 6 x 20 内螺纹圆锥销 273 GB 818-85 - M4 x 6 十字槽小盘头螺钉型式 H 374 KC40109 丝杆护罩 175 KC41700 罩壳 176 GB 5783-86 - M8 x 20 六角头螺栓 277 KC40104 床身 178 GB 6172-86 - M5 六角螺母 179 GB 70-85 - M5 x 30 内六角圆柱头螺钉 180 管路5 181 19453 直通接头 182 KC40601 溜板座 183 GB 70-85 - M4 x 12 内六角圆柱头螺钉1384 KC40519 前压板 185 GB 70-85 - M8 x 20 内六角圆柱头螺钉 286 KC40530 挡油毡2 287 KC40526 刮油板(二) 288 KC40528 后压板镶条 189 GB 818-85 - M3 x 8 十字槽小盘头螺钉型式 H 890 KC40514 镶条螺钉 291 KC40523 刮油板(一) 292 KC40529 挡油毡1 293 KC40515 床鞍 194 KC40527 后压板 195 GB 117-86 - A 4 x 14 圆锥销 296 HTD-3D-174 同步带 197 GB 97.1-85 - 4 垫圈 498 GB 70-85 - M4 x 16 内六角圆柱头螺钉 499 KC40510 步进电机带轮 1 100 KC40512 夹紧圈 1 101 GB 859-87 - 4 弹簧垫圈 4 102 步进电机 1 103 KC40513 小圆螺母 1 104 GB 119-86 - A 3 x 8 圆柱销 1 105 GB 810-88 - M10x1 开槽圆螺母 1 106 KC60514 压环 1 107 KTR150 胀紧环 1 108 KC40511 Y向步进电机支架 1 109 KC40509 丝杆出轴同步带轮 1 110 KC40508 垫圈 1 111 GB/T 292-94 - 7000C 角接触滚珠轴承 2 112 KC40507 轴承支架 1 113 KC40516 垫圈 1 114 KC40506 滚珠丝杆副 1 115 GB 819-85 - M4x10 十字槽沉头螺钉 H 2 116 KC40503 导轨盖板 1 117 KC40504 挡削垫 1 118 KC40520 镶条螺钉1 1 119 KC40521 镶条螺钉2 1 120 GB 70-85 - M4 x 10 内六角圆柱头螺钉 4 121 KC40502 床鞍滑板 1 122 GB 818-85 - M4 x 6 十字槽小盘头螺钉型式 H 2 123 KC40501 中拖板后罩壳 1 124 KC40522 塞铁 1 125 LD4-CK0610 电动刀架 1 126 GB 70-85 - M6 x 40 内六角圆柱头螺钉 4 127 KC40517 垫块 1 128 KC40307 手轮螺钉 1 129 KC40308 手轮把手 1 130 KC40310 手轮螺母 1 131 KC40306 手轮 1 132 KC40316 分度环 1 133 KC40303 尾座端盖 1 134 CSN02 4730-511 00-10 x 24 x 9 推力滚珠轴承 1 135 KC40313 尾座丝杆 1 136 GB 77-85 - M8 x 30 内六角紧定螺钉 - 平端 1 137 KC40318 底座 1 138 GB 6172-86 - M8 六角螺母 1139 KC40305 尾座压板 1 140 GB 5781-86 - M8x30 六角头螺栓 1 141 GB 77-85 - M8 x 20 内六角紧定螺钉 - 平端 2 142 KC40311 长手柄组 1 143 KC40302 偏心轴 1 144 KC40315 尾座连接块 1 145 KC40309 阻挡螺钉 1 146 KC40301 尾座体 1 147 KC40317 锁紧套 1 148 KC40314 夹紧螺栓 1 149 KC40312 锁紧手柄 1 150 GB 79-85 - M5 x 6 开槽无头紧定螺钉 - 圆柱端 2 151 6GB1155 油杯 1 152 KC40304 套筒 1 153 键 4X10 GB 1096-1979 键 1 154 GB 70-85 - M4 x 12 内六角圆柱头螺钉 4 155 KC40319 弹簧片 1134567910121314111516171819202121222324252627282930313233342635363738394041423244454642474849505152535455555657585859606665636467686970717274737576778078798182838485868788899089911149293113111112831111101091071061051041031028310183100999897969594126125124123122121120119118117116115127616210843128129130131132133134135136137138139140142143144145141146147148149150151141152153154155150。