栓钉焊焊接工艺评定记录表.doc
工程施工焊接工艺评定汇总记录表
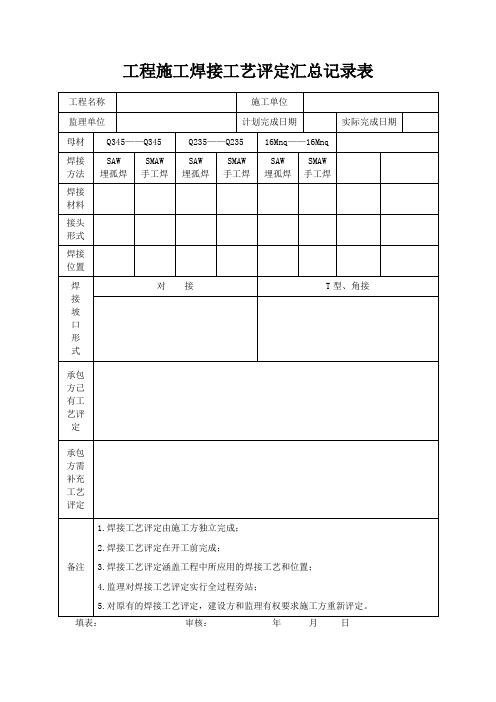
备注
1.焊接工艺评定由施工方独立完成;
2.焊接工艺评定在开工前完成;
3.焊接工艺评定涵盖工程中所应用的焊接工艺和位置;
4.监理对焊接工艺评定实行全过程旁站;
5.对原有的焊接工艺评定,建设方和监理有权要求施工方重新评定。
填表: 审核: 年 月 日
工程施工焊接工艺评定汇总记录表
工程名称施工单位监来自单位计划完成日期实际完成日期
母材
Q345——Q345
Q235——Q235
16Mnq——16Mnq
焊接
方法
SAW
埋孤焊
SMAW
手工焊
SAW
埋孤焊
SMAW
手工焊
SAW
埋孤焊
SMAW
手工焊
焊接
材料
接头
形式
焊接
位置
焊
接
坡
口
形
式
对 接
T型、角接
承包方己有工艺评定
焊钉(栓钉)焊接工程检验批质量验收记录表

(建设单位项目专业技术负责人)
年 月 日
号ห้องสมุดไป่ตู้
质量验收规范的规定
施工单位检查评定记录
监理(建设)
单位验收记录
主控
项目
1
焊接材料的品种、
规格、性能等☆
应符合现行国家产品标准和设计要求
2
重要钢结构
采用的焊接材料
就进行抽样复验,复验结果应符合现行国家产品标志和设计要求
3
焊钉和钢材焊接
的焊接工艺评定
应符合设计要求和国家现行有关标准的规定:瓷环就进行烘焙
4
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
一般
项目
1
焊钉及焊接瓷环的
规格、尺寸及偏差
应符合现行有关标准的规定
2
焊缝
应均匀,不应有局部未熔合或不足360°的焊脚
施工单位
检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:
2007年7月6日
监理(建设)
单位验收结论
焊钉(栓钉)焊接工程检验批质量验收记录表
DL/T5210.1-2005/表5.11.2
单位(子单位)工程名称
分部(子分部)工程名称
分项工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
电力建设施工质量验收及评定规程-第1部分-土建工程-DL/T5210.1-2005
检控
项目
序
工程栓钉焊焊接工艺评定报告表
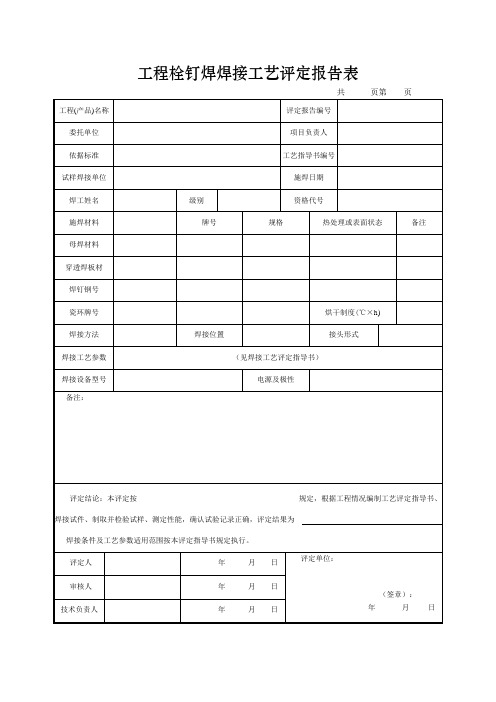
共页第页
工程(产品)名称
评定报告编号
委托单位
项目负责人
依据标准
工艺指导书编号
试样焊接单位
施焊日期
焊工姓名
级别
资格代号
施焊材料
牌号
规格
热处理或表面状态
备注
母焊材料
穿透焊板材
焊钉钢号
瓷环牌号
烘干制度(℃×h)
焊接方法
焊接位置
接头形式
焊接工艺参数
(见焊接工艺评定指导书)
焊接设备型号
电源及极性
备注:
评定结论:本评定按规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定人年月日ຫໍສະໝຸດ 评定单位:(签章):
年月日
审核人
年月日
技术负责人
年月日
焊钉(栓钉)焊接工程检验批质量验收记录表模板

主控项目
1
焊接材料品种规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条4焊来自弯曲试验第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
焊钉(栓钉)焊接工程检验批质量验收记录表
焊钉( 栓钉) 焊接工程检验批质量验收记录表
GB50205-
( Ⅱ)
010901
020401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
2019304栓钉焊接工艺标准.doc.doc

栓钉焊施工工艺标准(Ⅲ-304)1、适用范围1.0.1 为在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经济合理、技术先进、确保质量,制定本规程。
1.0.2 本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧焊焊接方法焊接的栓钉焊接质量控制及验收。
1.0.3 栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。
1.0.4 栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。
2、施工准备2.1 材料(栓钉)2.1.1 栓钉成品应符合现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 10433及本规程的相关规定。
栓钉原材的材质、栓钉成品的力学性能应符合表4.1.1-1及表4.1.1-2的规定。
当设计要求采用其它类型的材料时,其性能应满足相应标准的规定。
点、相同直径、采用相同瓷环的栓钉焊接端的评定,具体要求如下:1 试样制备将代表不同直径的栓钉按照生产商推荐的最佳焊接规范连续焊接30个试样,栓钉试样中钢板的规格为80×80mm,厚度应不小于16mm,可采用《碳素结构钢》GB700中规定的Q235钢或《低合金高强度结构钢》GB1591中规定的Q345钢。
试样的制备及尺寸可参见图5.3.1。
2 试验1)拉伸试验取10个按本规程制备的栓钉试样进行拉伸试验,如果所有拉伸试样的抗拉载荷等于或大于表2.1.2规定的最小值,并且断裂位置位于焊缝及热影响区以外,则认为拉伸试验合格。
取20个按本规程制备的栓钉试样进行弯曲试验,用手锤打击或使用套管,使其正反方向交替弯曲30°,直至损坏为止。
对于所有弯曲试件,如果试验都是断裂在钢板母材或栓钉上而不是在焊缝或热影响区中,则认为弯曲试验合格。
使用套管时,套管下端距焊肉上端的距离约为栓钉的直径,当环境温度低于10℃时,不得使用锤击进行弯曲试验。
3)复验如果在弯曲试验中,焊缝或热影响区发生断裂;或者在拉伸试验中,抗拉载荷小于规定的最低值时,则必须重新制备一组试样进行试验,如仍不满足要求,则栓钉焊接端评定不合格。
最新整理焊钉焊接工程检验批质量验收记录表.doc

焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条
4
焊后弯曲试验
第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长项目专业质量检查员年月日监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人):年月日
焊钉(栓钉)焊接工程检验批质量验收记录表
GB50205-20xx
(Ⅱ)
010901
020xx1
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
焊接材料品种规格
第4.3.1条
焊钉焊接工程检验批质量验收记录表 1页

页(doc 1记录表.
焊钉(栓钉)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)010
901 020 401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理)(建设单位验收记录
主控项目
1
料接材品焊种规格
第4.3.1条
2
焊接复材料验
第4.3.2条
3
评艺工焊接定
第5.3.1条.
4
焊后弯曲试验
第5.3.2条
一般项目
1
环瓷焊钉和尺寸
第4.3.3条
2
质缝外观焊量
第5.3.3条
施工单位检查评定结果
工专业长(施工员)
施工班组长项目专业质量检来自员:年月日监理(建设)单
位验收结论
专业监理工程师:
:(建设单位项目专业技术负责人).
年月日
0260.9.栓钉焊焊接工艺评定记录表GD2301071-8

GD2301071-8 共 工程名称 焊接方法 设备型号 母材钢号 类别 指导书编号 焊接位置 电源及极性 厚度(mm) 生产厂 施焊材料 牌号 穿 透 焊 钢 材 生产厂 表面镀层 规格(mm) 焊 钉 牌号 生产厂 牌号 瓷 环 生产厂 烘干温度℃及时间(min) 序号 电流(A) 电压(V) 时间(S) 伸出长度(mm) 提升高度(mm) 环境温度 (℃) 相对湿度(%) 备注 规格(mm) 规格(mm) 页 第
接 头 及 试 件 形 式
焊前母材清理 技 术 措 施
技 术 措 施
其它:
焊工姓名 编制
资格代号 日期 年 月级别源自日 审核施焊日期 日期年 年
月 月
日 日
页
备注
年 年
月 月
日 日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
栓钉焊焊接工艺评定记录表
0 1
共页第工程名称指导书编号
焊接方法焊接位置
设备型号电源及极性
母材钢号类别厚度 (mm) 生产厂
施焊材料
牌号
穿
透生产厂
焊
接钢表面镀层
头材
及规格 (mm)
试
件
焊牌号规格 (mm)
形
钉
式生产厂
牌号规格 (mm)
瓷
生产厂
环
烘干温度℃及时间 (min)
序号电流 (A) 电压 (V) 时间 (S) 伸出长度 (mm) 提升高度 (mm) 环境温度
备注
相对湿度 (%)
( ℃)
焊前母材清理
技
术
措
施
术
措
其它:
施
焊工姓名资格代号级别施焊日期年月日
编制
年月
审核日期年月日日期
日
页注
日日。