栓钉焊焊接工艺评定报告
焊接工艺评定报告

焊接工艺评定报告焊接工艺评定报告一、评定目的本报告旨在对焊接工艺进行评定,确定其可行性及优劣势,为实施焊接工作提供决策依据。
二、评定依据1.相关规范标准:按照国家标准GB/T 8110-2008《焊接工艺评定规范》进行评定。
2.焊接材料:焊接材料为XX型钢。
3.焊接设备:使用XX焊接设备。
4.焊接工艺文件:参考XX焊接工艺文件。
三、评定内容1.焊接试样制备:根据焊接工艺文件的要求,制备焊接试样。
2.焊接过程评定:对焊接试样进行焊接,评定焊接过程中的焊接质量,包括焊缝形状、焊缝质量等。
3.力学性能评定:对焊接试样进行力学性能测试,包括拉伸强度、屈服强度、冲击韧性等。
4.金属组织评定:对焊接试样进行金属组织观察和分析,确定焊接区、热影响区的组织状态。
四、评定结果根据评定内容,对焊接工艺进行评定如下:1.焊接过程评定:焊接过程中,焊缝形状和质量良好,焊接接头牢固可靠,满足设计要求。
2.力学性能评定:焊接试样的拉伸强度为XXXMPa,屈服强度为XXXMPa,冲击韧性为XXXJ,满足设计要求。
3.金属组织评定:焊接区的金属组织均匀细密,热影响区的金属组织有一定的晶粒粗化,但仍满足设计要求。
五、评定结论根据评定结果,可以得出以下结论:本次评定的焊接工艺能够满足设计要求,焊接接头的质量良好,力学性能满足标准要求,金属组织均匀细密。
因此,建议采用该焊接工艺进行实际生产。
六、评定改进措施根据本次评定结果,还可以提出以下改进措施以进一步提高焊接质量:1.优化焊接参数:通过调整焊接参数,如焊接电流、焊接速度等,进一步改善焊接质量。
2.优化焊接材料选择:选择更适合的焊接材料,以提高焊接接头的强度和韧性。
3.加强质量管理:加强焊接工艺的质量管理,进行及时的检测和跟踪,确保焊接质量稳定可靠。
七、附录1.焊接工艺文件2.焊接试样照片3.力学性能测试报告4.金属组织观察照片。
焊接工艺评定报告格式
焊接工艺评定报告格式
1.报告封面:报告标题、单位名称、报告作者、日期等基本信息。
3.摘要:简要概述整个报告的内容,包括评定目的、方法、结果和结
论等。
4.引言:介绍报告的背景和目的,解释评定的意义和价值。
5.材料和方法:详细描述所采用的评定工艺和方法,包括实验设备、
试件准备、评定过程等。
6.具体结果和数据分析:根据实际评定结果,列出关键的数据和观察
结果,并进行相应的分析和解释。
请注意,报告中所陈述的结果必须客观、准确、具备可重复性。
7.结论:在对实验结果进行充分分析的基础上,给出您的结论和建议。
重点强调评定结果对相关工程和产品的意义和影响。
8.讨论与建议:进一步讨论实验结果和结论的合理性,提出合理化建
议或改进方案。
10.附录:包括实验中使用的图表、图纸、图片等,以及其他相关资料。
栓钉焊焊接工艺评定报告-陕西省建筑工程施工质量验收技术资料统一用表

年月日
年月日
陕西省建筑工程施工质量验收技术资料统一用表 施工记录资料
06.栓钉焊焊接工艺评定报告
C5-75
工程(产品)名称
委托单位
项目负责人
试样焊接单位
焊工
施焊材料
牌号
焊接材料
母材
穿透焊板材
焊钉
瓷环
焊接方法
焊接工艺参数
焊接设备型号
备注:
资格代号 型号或材质
焊接位置
评定报告编号
工艺指导书Байду номын сангаас号
依据标准
施焊日期
规格
级别
热处理或表面 状态
共
页第
页
年月日
烘干制度 (℃×h)
备注
接头形式 电源及极性
评定结论:
本评定按照
的规定,根据工程情况编制工艺评定指导书、焊接
试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定
年月日
检测评定单位:
(签章)
审核
年月日
技术负责
焊接工艺评定报告范例怎么写
焊接工艺评定报告范例怎么写全文共四篇示例,供读者参考第一篇示例:焊接工艺评定是对焊接工艺进行质量评定和认证的重要环节,通过对焊接过程中的焊接参数、焊接工艺、焊接技术等方面进行评定,可以有效保证焊接接头的质量和可靠性。
下面将结合实际案例,介绍一份关于焊接工艺评定报告的范例及写作要点。
一、报告内容及格式1. 报告封面:包括报告名称、评定单位、评定时间等基本信息,以简洁明了的形式呈现。
2. 报告概况:对焊接工艺评定的目的和意义进行简要介绍,说明评定的范围和对象。
3. 评定依据:列出评定所依据的相关标准、规范和要求,明确评定的基础。
4. 评定方法:介绍评定所采用的方法和过程,包括实验、检测、评估等步骤。
5. 评定结果:详细描述对焊接工艺的评定结果,包括合格、不合格等评定结论。
6. 评定结论:对评定结果进行总结和分析,给出评定结论和建议。
7. 评定附录:包括实验数据、图片、图表等相关文档资料,以支撑评定结论。
二、报告范例报告名称:焊接工艺评定报告评定单位:XXX焊接技术中心评定时间:2021年5月评定对象:XXXX焊接工艺评定依据:GB/T XXXX-XXXX《焊接工艺评定规范》评定方法:采用实验室模拟焊接工艺,进行焊接接头的质量评定和验收。
评定结果:经过实验测试,对XXXX焊接工艺的焊接接头进行了质量评定,结论如下:1. 焊接工艺参数:XXX焊接工艺的焊接电流、焊接电压、焊接速度等参数均符合要求,具备稳定性和可控性。
2. 焊接接头质量:焊接接头表面光洁,无气孔、夹渣等质量缺陷,焊缝形态良好,未出现焊接质量问题。
3. 焊接技术水平:焊接人员具备一定的焊接技术水平,焊接操作规范,操作技术熟练,保证了焊接接头的质量。
评定结论:根据以上评定结果,XXX焊接工艺经过评定合格,符合相关标准和规范要求,具有良好的可靠性和稳定性。
建议在实际生产中继续保持良好的焊接质量水平,加强焊接工艺管理和质量控制。
评定附录:实验数据、焊接接头图示、测试报告等相关资料见附表。
免于评定的栓钉焊焊接工艺报告
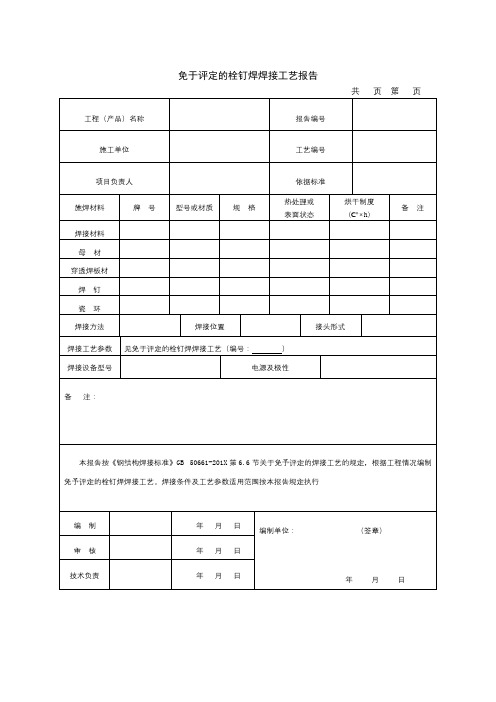
共页第页
工程(产品)名称
报告编号
施工单位
工艺编号
项目负责人
依据标准
施焊材料
牌号
型号或材质
规格
热处理或
表面状态
烘干制度
(℃×h)
备注
焊接材料
母材
穿透焊位置
接头形式
焊接工艺参数
见免于评定的栓钉焊焊接工艺(编号:)
焊接设备型号
电源及极性
备注:
本报告按《钢结构焊接标准》GB 50661-201X第6.6节关于免予评定的焊接工艺的规定,根据工程情况编制免予评定的栓钉焊焊接工艺。焊接条件及工艺参数适用范围按本报告规定执行
编制
年月日
编制单位:(签章)
年月日
审核
年月日
技术负责
年月日
焊接工艺评定报告
焊接工艺评定报告一、引言焊接是制造业中一项非常重要的技术,它在许多行业中都有广泛的应用,包括航空航天、汽车制造、电子产品和建筑等。
为了确保焊接工艺的质量,需要进行焊接工艺评定。
本报告旨在评定焊接工艺的可行性和稳定性,并对其中的关键步骤进行分析和总结。
二、实施方法1. 样品准备在评定焊接工艺之前,首先需要准备焊接样品。
样品的选择应符合实际应用的要求,并代表了所评定的焊接工艺所涉及的材料和结构。
样品的尺寸和形状应与实际应用环境相似,以保证评定结果的可靠性。
2. 设备和工艺参数评定焊接工艺时,需要使用适当的焊接设备和工具。
合适的设备应具有足够的功率,并且能够提供所需的电流和电压。
工艺参数包括焊接电流、焊接速度、焊接角度等,这些参数的选择应基于所评定的焊接材料和结构的特性。
3. 焊接实验使用所选定的设备和工艺参数,进行焊接实验。
焊接实验时应注意操作规程和安全措施。
根据焊接实验的结果,评估焊接工艺的效果和可行性。
实验中还应注意焊接工艺的稳定性,判断焊接接头的强度和密封性。
4. 焊接工艺分析针对焊接实验的结果,进行详细的工艺分析。
分析内容包括焊接接头的形态和质量、焊接温度和焊接时间的控制等。
通过分析,可以发现潜在的问题并提出改进措施,以提高焊接工艺的可靠性和稳定性。
三、结果与讨论通过对焊接工艺的评定,可以得到以下结论:1. 焊接工艺的可行性:根据焊接实验的结果,评估了所评定的焊接工艺的可行性。
如果实验结果符合预期,并且焊接接头的质量达到要求,则可以认为该焊接工艺是可行的。
2. 焊接工艺的稳定性:焊接工艺的稳定性是评定焊接工艺的重要指标之一。
通过焊接实验和工艺分析,可以判断焊接工艺是否稳定。
如果焊接接头在不同条件下(如不同温度、湿度和压力)下的质量保持一致,则可以认为该焊接工艺具有较好的稳定性。
四、结论基于对焊接工艺的评定和分析,我们得出以下结论:1. 所评定的焊接工艺在样品准备和实施方法上是可行的,并且具有较好的稳定性。
焊接工艺评定报告
焊接工艺评定报告焊接工艺评定报告一、背景作为一种重要的加工方式,焊接广泛应用于制造业、建筑业和汽车工业等领域中。
在生产过程中,为了确保焊接质量和安全性,必须对焊接工艺进行评定,以确定最优的焊接参数和工艺流程。
本报告旨在对某焊接工艺进行评定,并提出优化建议,以提高焊接质量和生产效率。
二、评定过程1.实验设备本次实验使用的焊接设备为焊接机、焊接钳和焊接材料等。
其中焊接机型号为AC220V+10% 50HZ,最大输出电流为50A-250A。
焊接材料为钢筋,焊接方式为手动电弧焊。
2.评定指标根据焊接工艺的特点和要求,本次评定主要考察以下指标:(1)焊接质量:焊缝密实,焊缝无裂缝、气孔等缺陷。
(2)焊接强度:焊接后的钢筋牢固,符合相应标准的强度要求。
(3)焊接效率:焊接速度较快,能够满足各个施工阶段的需求。
(4)经济性:焊接工艺合理,材料和设备利用率高,能够达到节约成本的效果。
3.实验操作首先,对焊接机进行检查和调试,保证其正常工作。
然后,将钢筋定位在焊接台上,在焊接面上铺一层焊剂,然后使用焊接钳对其进行焊接。
每10厘米焊接一次,并根据焊接面的情况进行必要的调整。
最后,对焊接质量和焊接强度进行测试和评估。
4.实验结果通过实验,得出了以下结果:(1)焊接质量较高,焊缝密实无缺陷。
(2)焊接强度达到了预期的标准值。
(3)焊接效率较高,焊接速度稳定。
(4)经济性良好,材料和设备利用率高。
5.优化建议为了提高焊接的质量和效率,建议采取以下措施:(1)优化焊接工艺,采用焊接机自动焊接,提高焊接质量和效率。
(2)调整焊接电流,采用更佳的焊接电流参数,提高焊接效率和节约能源。
(3)优化焊接材料,选择更优质的焊接材料,提高焊接质量和强度。
(4)加强操作培训,提高焊工技术水平,确保焊接质量和强度。
三、结论通过本次焊接工艺评定,确认了该焊接工艺的焊接质量和强度符合要求,并提出了优化建议,以进一步提高焊接质量和效率。
建议生产部门根据实际情况,选用适合的优化方案,不断完善焊接工艺,提高生产效率和产品质量。
焊接工艺评定报告全套
焊接工艺评定报告全套一、引言焊接工艺评定报告是对焊接工艺的合格性进行评估的文件,主要用于验证焊接工艺的适用性和可靠性。
本报告对其中一种特定的焊接工艺进行评定,并提供详细的测试结果和评估报告。
通过本次评定,可以确定焊接工艺的合格等级,确保焊接过程的安全可靠性并提高焊接质量。
二、焊接工艺描述1.焊接方法:采用手工弧焊2.焊接设备和材料:焊机型号为XXX,焊接电极为XXX,焊接材料为XXX钢板3.焊接规程:按照XXX标准进行焊接,包括焊接参数、焊接顺序等详细要求三、评定方法和测试结果1.焊接工艺参数的评定:通过对焊接设备进行校验,确认焊接电流和电压的准确性,并根据焊接规程要求进行调整。
测试结果显示焊接设备的参数满足规范要求。
2.焊接接头的力学性能测试:通过对焊接接头进行拉伸试验、冲击试验等力学性能测试,获得焊接接头的抗拉强度、冲击韧性等性能指标。
测试结果表明焊接接头的力学性能满足要求。
3.焊接接头的无损检测:采用超声波无损检测方法对焊接接头进行检测,评估焊接接头的质量和完整性。
检测结果显示焊接接头无裂纹、疏松等质量问题。
4.焊接接头的金相组织分析:通过金相显微镜对焊接接头进行金相组织分析,了解焊接接头的晶粒大小、晶格结构等性质。
分析结果显示焊接接头的金相组织符合要求。
四、评定结论根据上述测试结果和分析,本次焊接工艺评定的结论如下:1.焊接工艺参数满足规范要求,能够实现焊接接头的均匀熔深和良好的焊缝形态。
2.焊接接头的力学性能满足要求,具有足够的强度和韧性。
3.焊接接头的无损检测结果良好,无质量缺陷。
4.焊接接头的金相组织符合要求,晶粒结构均匀、致密。
基于以上评定结论,认定该焊接工艺具有合格性,可以在实际焊接过程中使用,但需要定期进行检测和评估,确保焊接质量。
五、建议和改进措施根据本次评定的结果,提出以下建议和改进措施:1.定期对焊接设备进行检修和校验,确保焊接参数的准确性和稳定性。
2.加强焊工的培训和技能提升,提高焊接过程的操作水平和质量控制能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程(产品)名 称
委托单位
项目负责人
试样焊接单位 焊工
施焊材料 母材钢号 穿透焊板材 焊钉钢号 瓷环钢号 焊接方法 焊接工艺参数 见焊接工艺指导书 焊接设备型号 备注:
资 页
工艺指导书编号
规格
依据标准
施焊日期
年月日
级别
热处理或表面状态
备注
烘干制度 (℃×h)
接头形式
电源及极性
评定结论:
本评定 按
规定,根据工程情况编制工艺评定指导
书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果 为:
。焊接条件及工艺参数适用范围应按本评定指导书规定执行。
评定 审核 技术负责
年月日 年月日 年月日
评定单位:
年月日
(盖章)