栓钉焊焊接工艺评定指导书-陕西省建筑工程施工质量验收技术资料统一用表
陕西省建筑工程施工质量验收配套表格
陕西省建筑工程施工质量shanxishengjianzhugongchengshigongzhiliang 验收配套表格及使用指南(二)陕西省建设厅发布2003陕西省建筑工程施工质量验收配套表格及使用指南(二)陕西省建设厅发布陕西省建设工程质量安全监督总站编2003.3 西安主编:申善强副主编:李玉林参编人员:陈复民朱沈阳张勇于正富杨连李正才吕顺德崔庆怡张普星序言《建筑工程施工质量验收统一标准》等14本建筑工程施工质量系列验收规范已于2002年1月1日至2002年7月1日先后施行。
建设部于2002年8月12日印发了《建设部关于贯彻执行建筑工程勘察设计及施工质量验收规范若干问题的通知》,要求上述新规范于2003年1月1日起全面施行。
陕西省建设厅对此项工作十分重视,为了全面执行新版规范,在转发建设部《关于贯彻执行建筑工程勘察设计及施工质量验收规范若干问题的通知》(陕建发【2002】121号)中,授权省质安监督总站为建筑工程施工质量验收统一标准等14本施工质量系列规范的组织培训机构。
为此,我站从2002年10月份起组织各专业有关专家,按新版规范编制“陕西省建筑工程施工质量验收配套表格及使用指南”,业已组卷成册。
全套共分三册,第一册为陕西省建筑工程施工质量验收技术资料管理整编规定、表格、使用指南和14本系列规范的学习参考资料;第二册为分项工程检验批质量验收统一用表;第三册为施工管理、强制性条文检查、安全和功能检验、材料试验、施工试验、施工记录、见证取样、送样等一系列对工程质量起控制作用的表格。
这些表格基本上覆盖了建筑工程的全过程。
省建设厅已于2003年3月17日印发了“关于统一使用《陕西省建筑工程施工质量验收配套表格及使用指南》的通知”,要求全省建设系统于4月1日起开始使用。
这套表格和指南主要供各建设(监理)施工企业的必有资料,是施工管理人员在施工过程中的必要工具,也是组卷工程技术档案的工作指南。
鉴于14本施工质量系列验收规范涉及的专业较多,与以往旧版规范相比,内容修编变动较大,加之时间较紧,编写人员水平有限,错漏之处,在所难免,故在使用过程中,诚望同行提出宝贵意见和建议,以便修订、补充时参考。
栓钉焊焊接工艺评定报告-陕西省建筑工程施工质量验收技术资料统一用表

年月日
年月日
陕西省建筑工程施工质量验收技术资料统一用表 施工记录资料
06.栓钉焊焊接工艺评定报告
C5-75
工程(产品)名称
委托单位
项目负责人
试样焊接单位
焊工
施焊材料
牌号
焊接材料
母材
穿透焊板材
焊钉
瓷环
焊接方法
焊接工艺参数
焊接设备型号
备注:
资格代号 型号或材质
焊接位置
评定报告编号
工艺指导书Байду номын сангаас号
依据标准
施焊日期
规格
级别
热处理或表面 状态
共
页第
页
年月日
烘干制度 (℃×h)
备注
接头形式 电源及极性
评定结论:
本评定按照
的规定,根据工程情况编制工艺评定指导书、焊接
试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定
年月日
检测评定单位:
(签章)
审核
年月日
技术负责
焊钉(栓钉)焊接工程检验批质量验收记录(主体结构-钢结构)
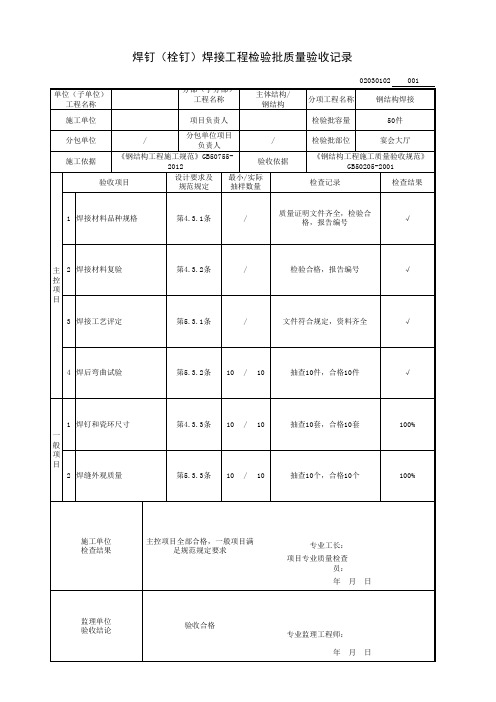
检验批容量
50件
检验批部位
宴会大厅
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
质量证明文件齐全,检验合 格,报告编号
√
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
检验合格,报告编号
√
第5.3.1条
/
文件符合规定,资料齐全
专业工长:结论
验收合格
专业监理工程师: 年月日
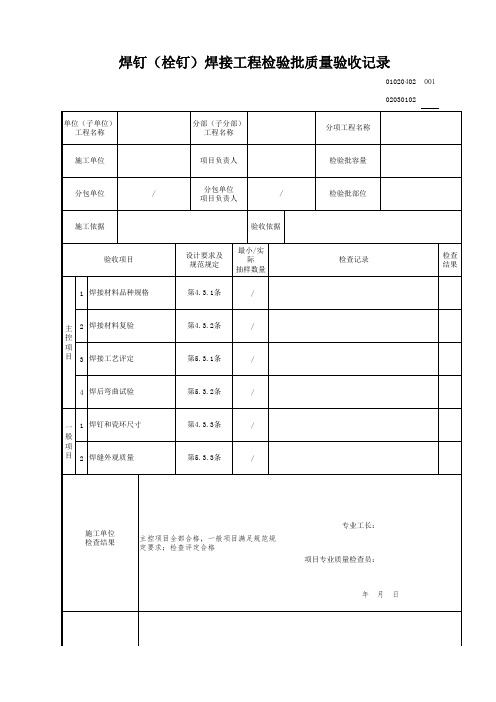
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称
分部(子分部) 工程名称
主体结构/ 钢结构
施工单位
项目负责人
分包单位
/
分包单位项目 负责人
/
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
02030102 001
分项工程名称
钢结构焊接
√
4 焊后弯曲试验
第5.3.2条 10 / 10
抽查10件,合格10件
√
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条 10 / 10
抽查10套,合格10套
100%
第5.3.3条 10 / 10
抽查10个,合格10个
100%
施工单位 检查结果
主控项目全部合格,一般项目满 足规范规定要求
【工程常用表格】钉(栓钉)焊接工程检验批质量验收记录表 (2)

说 明
(Ⅱ)
GD2401063
主控项目:
1. 焊接材料的品种、规格、性能符合产品标准和设计要求。
检查产品质量合格证明文件、中文标志及检验报告。
全数检查。
2. 重要结构用焊接材料抽样复验结果符合产品标准和设计要求。
检查复验报告。
全数检查。
3. 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现 行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查焊接工艺评定报告和烘焙记录。
全数检查。
4. 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10﹪,且不应少于10件;被抽查构件中,每件检查焊钉数量的 1﹪,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目:
1. 焊钉及焊接瓷环的规格、尺寸及偏差应符合《圆柱头焊钉》GB 10433中的规定。
检查数量:按量抽查1﹪,且不应少于10套。
检验方法:用钢尺量和游标卡尺量测。
2. 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
检查数量:按总焊钉数抽查1﹪,且不应少于10个。
检验方法:观察检查。
焊钉(栓钉)焊接工程检验批质量验收记录表模板

主控项目
1
焊接材料品种规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条4焊来自弯曲试验第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
焊钉(栓钉)焊接工程检验批质量验收记录表
焊钉( 栓钉) 焊接工程检验批质量验收记录表
GB50205-
( Ⅱ)
010901
020401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 001 02030102
单位(子单位) 工程名称
分部(子分部) 工程名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
/
分包单位 项目负责人
/
检验批部位
施工依据 验收项目
1 焊接材料品种规格
验收依据
设计要求及 规范规定
最小/实 际
抽样数量
第4.3.1条
年月日
监理单位 验收结论
同意验收Βιβλιοθήκη 监理单位 验收结论同意验收
专业监理工程师: 年月日
/
检查记录
检查 结果
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
主控项目全部合格,一般项目满足规范规 定要求;检查评定合格
专业工长: 项目专业质量检查员:
最新整理焊钉焊接工程检验批质量验收记录表.doc

焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条
4
焊后弯曲试验
第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长项目专业质量检查员年月日监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人):年月日
焊钉(栓钉)焊接工程检验批质量验收记录表
GB50205-20xx
(Ⅱ)
010901
020xx1
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
焊接材料品种规格
第4.3.1条
免于评定的焊接工艺报告-陕西省建筑工程施工质量验收技术资料统一用表

焊丝
焊剂或气体
焊接方法
焊接位置
接头形式
焊接工艺参数
清根工艺
焊接设备型号
电源及极性
预热温度(℃)
道间温度 (℃)
后热温度(℃)及时间 (min)
焊后热处理
评定结论: 本评定按照
第
节关于免于评定的焊接工 艺
的规定,根据情况编制免于评定的焊接工艺报告。焊接条件及工艺参数适用范围按本报告规定执行。
评定
年 月 日 评定单位:
生产厂 Rm(N/mm2) A Z(%)
Akv(J)
标准Байду номын сангаас
合格证
复验
Ceq,Ⅱ C+ Mn + Cr+Mo+V + Cu+Ni =
W(%)
6
5
15
Pcm C+
Si
+ Mn+Cu+Cr +
Ni
+
Mo
+
V
+ 5B =
(%)
30
20
60 15 10
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度 (℃×h)
备注
焊条
陕西省建筑工程施工质量验收技术资料统一用表 施工记录资料
10.免于评定的焊接工艺报告
C5-75
工程(产品) 名称
施工单位
报告编号 工艺编号
共
页第
页
项目负责人
依据标准
母材钢号
板厚或管 径X壁厚
轧制或热处理 状态
化学成分和力学性能
C Mn Si S P Cr Mo V Cu Ni B Reh(Rel) (N/mm2)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厚度(mm)生产厂焊 牌号 接 材 料 生产厂
穿 透 牌号 焊 钢 生产厂 材
牌号 焊 钉
生产厂
施焊材料 型号
规格 (mm)
批号
规格 (mm)
表面 镀层
规格 (mm)
电压(V)
时间(s)
牌号
瓷 环 生产厂
规格 (mm)
烘干温度℃及时间(min)
保护气体流量 伸出长度
(L/min)
(mm) 提升高度(mm)
备注
编制
日期
年月日
审核
日期
年月日
陕西省建筑工程施工质量验收技术资料统一用表 施工记录资料
07.栓钉焊焊接工艺评定指导书
C5-75
共
页第
页
工程名称
指导书编号
焊接方法
焊接位置
设备型号
电源及极性
母材钢号
接 头 及 试 件 形 式
序号 电流(A) 1 2
焊3 接4 工 艺5 参6 数
7 8 9 10 技 焊前母材清理 术 其它: 措 施
类别