纱线纺制方法鉴别
竹节纱纺制方法

竹节纱纺制方法竹节纱,作为一种具有独特外观和优良性能的纱线,近年来在纺织品市场上备受欢迎。
竹节纱的特点在于其表面呈现出类似竹子纹理的节状结构,不仅具有较强的视觉效果,还具有优良的透气性、吸湿性和抗拉伸性能。
接下来,我们将详细介绍竹节纱的纺制方法。
一、竹节纱的概念与特点竹节纱是一种具有特殊外观和性能的纱线,通过在纱线表面形成竹节状结构,使其呈现出独特的风格。
竹节纱的主要特点是强度高、透气性好、吸湿性强、抗拉伸性能优良,广泛应用于各种纺织品加工领域。
二、竹节纱纺制的方法与步骤1.原料选择与处理:竹节纱的原料主要为天然纤维和化学纤维。
在选择原料时,要充分考虑纤维的性能对竹节纱品质的影响。
接下来,对纤维进行预处理,如开松、梳理、混合等,为纺纱做好准备。
2.纺纱设备与工艺:采用常规的纺纱设备,如环锭纺、紧密纺、喷气纺等,根据所选纤维的性能和竹节纱的要求,调整纺纱工艺参数,如纺纱速度、纱线密度、牵伸倍数等。
3.竹节纱的形成与调控:在纺纱过程中,通过改变纺纱设备的部件或添加特殊装置,使纱线表面形成竹节状结构。
调控方法包括改变喂入速度、调整皮辊压力、变更纱线间距等。
4.后整理工艺:竹节纱制成后,需进行后整理,以提高纱线的品质。
后整理工艺包括定形、染色、抗起球处理等,根据产品需求进行调整。
三、竹节纱的应用领域与发展前景竹节纱在纺织品领域具有广泛的应用,如家纺、服饰、装饰等领域。
其独特的外观和优良的性能使竹节纱产品具有较高的附加值,市场前景广阔。
随着纺纱技术的不断发展和创新,竹节纱的应用领域将进一步拓宽,市场需求将持续增长。
总之,竹节纱作为一种具有独特风格和优良性能的纱线,其纺制方法日益成熟。
纱线走锭纺,精纺,半精纺有啥区别?

纱线⾛锭纺,精纺,半精纺有啥区别?
纱线⾛锭纺,精纺,半精纺有啥区别?纱线⾛锭纺,精纺,半精纺有啥区别?这是近期知乎⽹友问我的⼀个问题,我在回答了这个问题之后,就想着整理成⽂字
让更多⼈来了解。
⾛锭纺是⼀种纺纱过程中的细纱⽅式之⼀,还有⼀种是环锭纺。
我先讲⼀下环锭纺纱机,环锭纺是最常见的⽑纺⾏业的细纱⼯艺,
它的占地⾯积相对⼩,运⾏速度快,在纺纱交期紧急状态下,这个环节的快慢也直接影响整个纺纱过程的进度。
⾛锭纺纱机占地⾯积⼴,并且细纱过
程耗时长,不太适⽤于⼯业化快节奏的产业,但是对于那些要求⽐较⾼的设计师来说就⽐较喜欢⾛锭纺,因为慢⼯出细活⼉。
精纺、半精纺同粗纺
都属于纺纱⼯艺,精纺的⽑感较后两者少,⼿感更柔软细腻爽滑,抗起球更好,所⽤原料要求更⾼。
精纺要求原料纤维长度在55mm-75mm之
间,并且⼀旦短绒率过⾼,直接影响制成率。
半精纺居于精纺和粗纺之间,既有少许绒感,抗起球⼜⽐粗纺好,并且价格同粗纺接近。
通俗来讲,精
纺就像头发的离⼦烫,半精纺就是只上了药⽔没有过夹板,这个男⼠的话可以回家问问⾃⼰媳妇⼉,她会更容易理解。
早些年想要做精纺纱线都要通
过进⼝来实现,现在随着国内纺织⾏业的技术不断提升,国内拥有这种技术的企业也初露锋芒,但是,拥有精纺、半精纺的设备的⼯⼚在国内屈指可
数,更别说拥有质控体系的⼯⼚了。
精纺纱⽀⼀般在48⽀以上,当然可以根据客户要求来定制。
精纺产品不单单对纺纱⼯艺要求严格,织造⼯艺也
不例外,如果织造技术不成熟,很容易造成鸡⽖痕。
这也是我⼀直在强调的:再优秀的种⼦也需要肥沃的⼟壤来⽀持,才能结出好的果⼦。
内部培训教材-纱线知识

双包覆纱: 以一根长纤维为芯,外面包覆两层长纤维,缠绕方向相反,所以捻度较小,
甚至没有。一般用在袜子罗覆方式。通常芯纱为氨纶,皮纱为棉、毛等
是氨纶或其它纤维与另一种纤维加捻成纱。
包覆纱与包芯纱的区别在于表纱,包覆纱是长纤维,包芯纱是短纤维。 包覆纱与包芯纱的区别在于表纱,包覆纱是长纤维,包芯纱是短纤维。
合捻纱
第一节 包纱
产品类型(自给自足):
按照包纱工艺可将纱线分为:包覆纱、包芯纱和包(加)捻纱。我们公司包纱车间主要合成的 是包覆纱(含单包覆纱和双包覆纱)。包芯纱以采购为主。
单包覆纱: 以一根弹力长纤维为芯丝(里纱),另一根非弹性长纤维(表纱)呈单向螺
旋缠绕其外。丝芯里纱为氨纶,表纱为锦纶、涤纶等即锦纶包氨纶、锦纶包涤纶。 丝袜车间常用:2030型、2040型、2050型、2070型、7030型。 其中2030型由20D的氨纶和30D的锦纶组成,其他类型产品组成形式类同; 棉袜车间常用:3075型,它是由30D的氨纶和75D的涤纶组成。
羊仔毛纱 真丝系列纱线 白厂丝 双宫丝 柞蚕丝 绢丝 柞绢丝 柚丝 真丝线
Lambswool Yarns Silk Yarn Series White Steam Filature Yarns Duppion Silk Yarns Tussah Silk Yarns Spun Silk Yarns Tussah Spun Silk Yarns Silk Noil Yarns Silk Threads
全羊毛纱 毛晴纱 毛涤纱 毛粘纱 毛/丝纱 羊毛/其他 兔毛纱 雪兰毛线 牦牛毛纱
Wool (100%) Yarns Wool/Acrylic Yarns Wool/Polyester Yarns Wool/Viscose Yarns Wool/Silk Yarnss Wool/Other Yarns Angora Yarns Shetland Yarns Yak Hair Yarns
纱线分类、工艺过程及作用
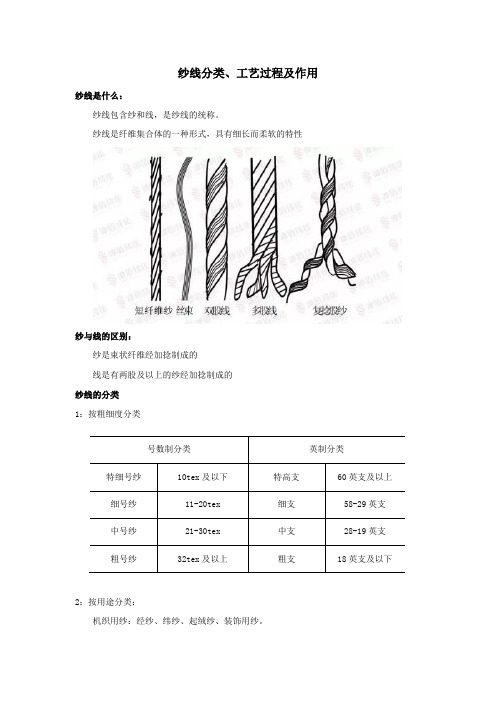
纱线分类、工艺过程及作用纱线是什么:纱线包含纱和线,是纱线的统称。
纱线是纤维集合体的一种形式,具有细长而柔软的特性纱与线的区别:纱是束状纤维经加捻制成的线是有两股及以上的纱经加捻制成的纱线的分类1:按粗细度分类号数制分类英制分类特细号纱10tex及以下特高支60英支及以上细号纱11-20tex 细支58-29英支中号纱21-30tex 中支28-19英支粗号纱32tex及以上粗支18英支及以下2:按用途分类:机织用纱:经纱、纬纱、起绒纱、装饰用纱。
针织用纱:纬编用纱、经编用纱、起绒纱、装饰用纱、毛巾用纱、缝纫线用纱、绣花线用纱,民用线用纱、特种纱线、功能性纱线。
3:按纤维种类分:纯纺用纱:棉纱、麻纱、短纤维、长丝纱线、毛纱、绢纺纱、混纺纱。
4:按纺纱制度分:普梳纱、精梳纱、粗纺纱、精纺纱等。
5:按外形和结构分:单纱、股线、单丝、复丝、膨体纱、变形纱、包芯纱、花式纱线、竹节纱、无捻纱、包缠纱等。
6:按纺纱方法分:环锭纱:普通环锭纱、紧密纺纱、赛络纺纱。
自由端纺纱:气流纺纱、喷气纺纱、尘笼纺、静电纺、自捻纺纱、复合纺纱等等。
纺纱工艺过程及作用一:配棉的目的。
1.满足纱线质量的要求。
2.保持生产相对稳定。
3.充分利用各种原料的特性。
4.合理降低成本。
二:混棉方法1.人工混棉目前已淘汰左右约小量混棉堆吨约棉堆混棉⎭⎬⎫⎩⎨⎧KG 25:/5.0: 2.棉包混棉⎩⎨⎧往复式抓棉盘吨回转式抓棉,约/2 3.棉条混棉三:开清棉及作用1.开:开松,将压紧成块状的纤维原料松解成较小的块状或束状纤维(几毫克至几十毫克/块)。
2.清:清除纤维原料中较大的杂质和疵点(约60%左右)。
3.混:混合,将不同规格,性能的纤维进行初步的混合。
4.均匀:制成具有一定均匀度的适合下工序加工要求的半制品(纤维卷或纤维流)。
*纤维卷长度在34.2~43.2m 之间,重量16~20kg 。
纤维卷干定量:粗号纱 420~450g/m 中号纱 390~420g/m细号纱 360~390g/m 特细号纱 320~360g/m四:梳棉及作用1.梳:梳理,对上工序转来的纤维块或束进行细致梳理,使其成为单纤维状态。
如何区分棉纱的精梳和普梳

⑵静电纱: 静电纱是利用静电场对纤维进行凝聚并加捻制得的纱。纱线结构同气流纱,用途也与气流纱相似。
⑶涡流纱: 涡流纱是用固定不动的涡流纺纱管,代替高速回转的纺纱杯所纺制的纱。纱上弯曲纤维较多、强力低、条干均匀度较差,但染色、耐磨性能较好。此类纱多用于起绒织物,如绒衣、运动衣等。
⑷尘笼纱: 尘笼纱也称摩擦纺纱,是利用一对尘笼对纤维进行凝聚和加捻纺制的纱。纱线呈分层结构,纱芯捻度大、手感硬,外层捻度小、手感较柔软。此类纱主要用于工业纺织品、装饰织物,也可用在外衣(如工作服、防护服)上。
按纱线结构分
1.单纱: 单纱是指只有一股纤维束捻合的纱。可以由一种原料纺成纯纺纱,由此构成纯纺织物,也可以由两种或两种以上原料构成混纺纱,由此构成混纺织物。
2.股线: 股线是由两根或两根以上的单纱捻合而成的线。其强力、耐磨好于单纱。同时,股线还可按一定方式进行合股并合加捻,得到复捻股线,如双股线、三股线和多股线。主要用于缝纫线、编织线或中厚结实织物。
3.废纺纱 废纺纱是指用纺织下脚料(废棉)或混入低级原料纺成的纱。纱线品质差、松软、条干不匀、含杂多、色泽差,一般只用来织粗棉毯、厚绒布和包装布等低级的织品。
按纺纱方法分
1.环锭纱 环锭纱是指在环锭细纱机上,用传统的纺纱方法加捻制成的纱线。纱中纤维内外缠绕联结,纱线结构紧密,强力高,但由于同时靠一套机构来完成加捻和卷绕工作,因而生产效率受到限制。此类纱线用途广泛,可用于各类织物、编结物、绳带中。
1.机织用纱: 机织用纱指加工机织物所用纱线,分经纱和纬纱两种。经纱用作织物纵向纱线,具有捻度较大、强力较高、耐磨较好的特点;纬纱用作织物横向纱线,具有捻度较小、强力较低、但柔软的特点。
2.针织用纱: 针织用纱为针织物所用纱线。纱线质量要求较高,捻度较小,强度适中。
第二章 服装用纱线
第一节 纱线的分类及其特征 一、纱线的分类
“纱线”,是“纱”和“线”的统称。
在服装材料学中定义如下: 纱:将许多短纤维或长丝排列成近似平行状态,并 沿轴向旋转加捻,组成具有一定强力和线密度的细 长物体。 线:由两根或两根以上的单纱捻合而成的股线。
二、纱线的发展历程
• 手工纺
单丝:由一根纤维长丝所构成的。由长丝织成的织物 很有限,用于袜子、连裤袜、头巾和轻薄而透明的夏 装、泳装中; 复丝:由若干根单丝所组成的长丝。有许多丝织物品 种是由复丝织造而成的,如素软缎和电力纺等, 用 于礼服、里料和内衣等; 复合捻丝:指复丝经加捻而成的长丝。如用来织造绉 织物或工业用丝,通常根据用途采用不同的捻度。
c 公支与旦数的换算 Nm=9000/Nden
第二节 复杂纱线 一、花式纱线 (一)花式纱线的分类 1)花色线:按一定比例将彩色纤维混入基纱的纤维中, 使纱上呈现鲜明的大小不一的彩段彩点的纱线,如彩点 线彩虹线等。 2)花式线:利用超喂原理得到的具有各种外观特征的 纱线,如圈圈线、竹节线、螺旋线、结子线等。此类纱 线织成的织物手感蓬松、柔软、保暖性好,外观风格别 致,立体感强。 3)特殊花式线:特殊花式线主要是指金银丝、雪尼尔 线等。
1、精梳棉纱与普通梳棉纱 精梳棉纱是指棉纤维在棉纺纱系统普通梳理加工的基础 上又经过精梳加工过程的棉纱。 纱中纤维平行伸直度高,条干均匀、光洁,纱支较高, 但成本较高。 精梳棉纱常用于纺制高档府绸、T恤、汗衫 和缝纫线等。 2、精梳毛纱和粗梳毛纱 精梳毛纱所用纤维是以较细、较长且均匀的优质羊毛作 原料,并按加工工序复杂的精梳毛纺纱过程纺织而成。纱 条中纤维平行顺直,条干均匀、光洁,毛纱用于华达呢 、 凡立丁和派力司等精纺毛织物。
(三)花式纱线的特征 1、圈圈线
(完整版)不同纺纱方法的成纱结构和特性

不同纺纱方法的成纱结构和特性当前棉纺领域有5种实用的、倍受关注的纺纱方法,即传统环锭纺、转杯纺、喷气纺、涡流纺和改进环锭纺——紧密纺。
环锭纺纱方法已有逾一个半世纪的历史,而后四者是在近几十年甚至是近几年发展起来的,统称为新型纺纱方法。
不同的纺纱方法无论在产量、质量方面,还是在成纱结构和特性方面,都有各自非常独特之处。
1 成纱机理1.1 传统环锭纺环锭纺纱是将牵伸、加捻和卷绕同时进行的一种纺纱方法,粗纱在牵伸系统中被牵伸至所要求纱支的须条,再经钢领、钢丝圈的加捻和卷绕形成一根纱线。
由于牵伸作用,主牵伸区中的须条宽度是所纺纱线直径的数倍,此时各根纤维抵达前钳口线时呈自由状态。
当这些纤维离开前钳口线后即被捻合在一起,这样就形成了一个纺纱加捻三角区。
此纺纱加捻三角区阻止了边缘纤维完全进入纱体,部分边缘纤维脱离主体形成飞花,较多的边缘纤维则是一端被捻入纱体,而另一端形成毛羽。
这些纤维不但对纱线的均匀度、弹性等性能起消极作用,且对纱线的强力极其不利。
另外,在加捻时处于三角区外侧的纤维受到的张力最大,而在中心的纤维受到的张力最小,故成纱时这些纤维的初始张力不等,从而影响成纱的强力。
这些都是传统环锭纺纺纱三角区造成的缺陷。
1.2 转杯纺转杯纺又称气流纺,属于自由端纺纱方法。
直接喂入纺纱器的棉条经分梳辊分梳成了单纤维状,纤维靠分梳辊的离心力和纺杯内负压气流的作用脱离分梳辊表面经输棉管道而进入纺杯,并在凝聚槽中形成一个完整的纤维环,纤维环随着纺杯高速旋转,在接头纱的作用下,随着捻度不断的传递和连续剥离纤维束而成纱。
1.3 喷气纺喷气纺纱以日本村田公司制造的MJS(Murata Jet Spinner)机型为代表。
棉条直接喂入牵伸装置,经牵伸后的须条进入喷嘴,两个方向相反的高速旋转气流对纱条进行假捻并包缠成纱,纱条引出后经电子清纱器去除疵点后被卷绕在筒子上。
1.4 涡流纺涡流纺纱是继MJS之后,村田公司推出的新一代的喷气纺纱技术MVS(Murata Vortex Spinning)。
纺纱方式介绍
环锭纺环锭纺纱是现时市场上用量最多,最通用之纺纱方法,条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱.广泛应用于各种短纤维的纺纱工程.如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转.进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕.纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:清花间--梳棉--预并条--条并卷--精梳--头道并条--二道并条--粗纱--细纱--络筒环锭纺(普梳)流程:清花间--梳棉--头道并条--二道并条--粗纱--细纱--络筒气流纺气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。
分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。
纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。
这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。
气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。
而气流纺则是由气流方式输送纤维,由一端握持加捻。
一般来说,环锭纱毛羽较少,强度较高,品质较好。
气流纺工序短,原料短绒较多,纱线毛,支数和拈度不能很高,价格也较低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环锭纺与气流纺的鉴别
环锭纺世在细纱机上纺制而得到的,而纺纱的捻向都是Z捻,所以用S捻进行退捻,纤维能分离。
气流纺世通过气流回旋形成涡流,因此纱线表面的纤维相互纠缠,而内部的纤维有一定的捻度,但由于表面纤维相互纠缠,所以不管用Z捻还是S捻解捻,都不能使纤维分离。
因此通过以上方法就能把两者区分开来,且同样纱支的纱线,环锭纺的强力好于气流纺,毛羽、条干气流纺好于环锭纺。
喷气纺与涡流纺的鉴别
喷气纱结构分纱芯和外包纤维两部分,纱芯平行且有捻度,结构较紧密,外包纤维松散且无规则缠绕在纱芯外面,故喷气纱结构较蓬松,外观较丰满。
而涡流纱结构也分纱芯和外包纤维,芯纤维呈平行排列、无捻度,外包纤维呈规则螺旋包缠在纱芯表面,且外层规则螺旋包缠纤维比例较高,占总纤维的60%左右,以致于内部未加捻的纤维几乎被完全覆盖,克服了喷气纱露芯问题,表面纤维排列则更接近于传统环锭纺,结构较紧密。
因此只要剥离外层纤维,看里层纤维是否加捻与外层包缠纤维是否有规则就能将两者区别出来。
且喷气纺主要是纺制化纤与棉的混纺、纯化纤纱及其混纺纱,全棉没有喷气纺。
精梳棉与紧密纺纱的鉴别
紧密纺纱只要看整个布面的纱线很少有棉结,纱线的条干也很均匀,布面很光洁。
另外也可以看拆出来的纱线,如果是紧密纺,那么整根纱线毛羽很少,而且也很光洁,强力也比精梳棉要好。
整个布面摸起来比精梳棉要薄一些。
因此从以上三个方面我们就能把他们区别开来。
紧密纺纱与赛络紧密纺纱的鉴别
紧密纺纱与赛络纺纱的相似之处是都是在传统环锭纺的加捻三角区增加了
隔栅板与吸风凝聚装置,因此纱线的条干均匀,强力增加,丝线的毛羽少。
不同之处紧密纺是在细纱机上是单根喂入而赛络纺是在细纱机上喂入两个保持一定间距的粗纱,经牵伸后,由前罗拉输出这两根单纱须条,并由于捻度的传递而使单纱须条上带有少量的捻度,拼合后被进一步加捻成类似合股的纱线,卷绕在筒管上。
环锭纺双股线与赛络纺的鉴别
环锭纺是在细纱机上纺制而得到的,而单纱纺纱的捻向都是Z捻,两根单纱并和采用S捻进行并捻。
而赛络纺由两根有一定间距的须条喂入细纱牵伸区,分别牵伸后加捻成纱,且两个纱线都是Z捻,加捻成纱后其捻向还是Z捻。
因此看一下纱线的并和捻向,就能把两者区分开来。