数控转塔冲床系统框图与说明
数控转塔冲床的结构组成详解

数控转塔冲床的结构组成详解数控转塔冲床是带旋转工位、自动换模、12-32工位数、实现批量冲多种孔型的数控冲床。
数控转塔冲床是技术革新的代表性设备,直接带来的优势是提高了工作的安全因素、节省了工人的数量、缩减了多道工序,真真做到了省钱、省力又省时。
广泛用于机械、电器、仪表、筛网、五金、各类金属盘、箱、柜等行业的冲压加工。
数控转塔冲床总的来说由六大部分组成。
青岛科力达机械制造有限公司坐落在青岛胶南市,是集独立研发、设计、制造、销售为一体的企业,公司主要生产闭式、开式、液压、太阳能等多种数控转塔冲床。
下面就跟随公司技术人员详细认识一下数控转塔冲床的六大部分,以及它们的功能。
1、操作面板:操作人员与数控转塔冲床进行信息交流的工具。
采用的是当下最流行windows xp操作系统,实现AutoCAD图形自动转换加工程序,操作灵活方便。
2、控制介质与输入输出设备:控制介质是记录零件加工程序的媒介,输入输出设备是CNC系统与外部设备进行交互装置。
3、CNC装置根据输入的零件加工程序进行相应的处理(如运动轨迹处理、机床输入输出处理等),然后输出控制命令到相应的执行部件(伺服单元、驱动装置和PLC等)CNC装置是CNC系统的核心。
4、伺服单元、驱动装置和测量装置:保证灵敏、准确地跟踪CNC装置指令,包括进给运动指令和主轴运动指令等。
伺服电机、直线导轨、滚珠丝杠、联轴器、气动元件及电器件都采用进口品牌,保证了设备的精度及稳定性;5、PLC、装备I/O电路和装置:接受CNC的M、S、T指令,对其进行译码并转换成对应的控制信号,控制辅助装置完成装备相应的开关动作;接受操作面板和装备侧的I/O信号,送给CNC装置,经其处理后,输出指令控制CNC系统的工作状态和装备的动作。
6、机械装备:数控装备的主体,是实现制造加工的执行部件。
床身整体回火处理然后经振动时效处理,有效的消除内应力;。
数控转塔冲床结构设计概要

数控转塔冲床结构设计概要1.整体结构概述:数控转塔冲床主要由机床床身、工作台、转塔、液压系统、控制系统等组成。
床身为整体式结构,工作台固定在床身上,转塔安装在工作台上,液压系统负责驱动工作台和转塔的移动,控制系统控制整个机床的运行和加工过程。
2.机床床身:机床床身为整体浇铸结构,采用大型龙门式立柱和横梁进行加固,具有良好的刚性和稳定性。
床身表面经过精细处理,确保工作台的平整度和刚性要求。
3.工作台:工作台位于床身上方,在床身上进行左右移动。
工作台表面采用特殊材料制作,具有良好的耐磨性和刚性。
工作台上设置有夹具座,用于夹紧工件。
4.转塔:转塔是数控转塔冲床的核心部件,用于装载冲头,实现冲床的冲击动作。
转塔通过电机驱动,在水平方向上旋转180度,以便实现多个不同冲头的切换。
转塔上设有多个冲头座,每个冲头座可以安装不同形状和规格的冲头。
5.液压系统:6.控制系统:控制系统是数控转塔冲床的核心部件,用于控制整个机床的运行和加工过程。
控制系统由数控系统、伺服系统、编码器、PLC等组成。
数控系统负责接收和处理用户输入的指令,伺服系统负责驱动液压系统的执行器,编码器用于测量和反馈工作台和转塔的位置信息,PLC负责控制机床的各个部件的协调和运行。
综上所述,数控转塔冲床的结构设计概要主要包括机床床身、工作台、转塔、液压系统和控制系统。
机床床身采用整体式浇铸结构,工作台固定在床身上,转塔安装在工作台上,液压系统负责驱动工作台和转塔的移动,控制系统控制整个机床的运行和加工过程。
这种结构设计既注重机床的刚性和稳定性,又满足了转塔冲床多样化的冲头需求。
VT-300数控转塔冲床(FANUC 0I-PC)

VT-300数控转塔冲床(FANUC 0I-PC)电气培训系统的工作方式主要有手动(JOG),回参(REF),半自动(MDI),编辑(EDIT),自动(AUTO)。
手动--指令各个轴的运行、销入、销出等。
回参--各个轴开机后回参考点。
半自动--可以执行单个程序段或其它一些功能,如手冲等。
编辑--可以修正,插入,删除,传输程序。
自动--执行程序冲压工件。
1.开机顺序(1) 合上总电源,使机床母线有电。
(2) 按操作面板上的POWER ON(电源开),等待30秒显示器显示,出现以下报警:1000 参考点未回。
(3) 按油泵电机启动按钮,启动电机,且指示灯亮。
(4) 选择JOG(手动)方式。
(5) 按下手动轴运动按钮–X,–Y,使X,Y轴均离开原点200MM以上。
(6) 把方式选到REF(回参)方式。
(7) 按下手动轴运动按钮+X,+Y,+T,使X,Y,T轴回参考点,指示灯亮,回参完成。
(8) 按下手动轴运动按钮+C,使C轴回参考点,指示灯亮,回参完成。
(9) 用脚踩下脚踏开关,合上夹钳。
(10)在REF(回参)方式下,按夹钳检测键,检测夹钳。
注意:回参的时候只需要按一下方向键即可,机床会连续执行回参动作,在轴到达参考点前,不可按RESET(复位)来停止。
机床检测夹钳时,X轴必须在参考点的坐标位置上,且检测的中途不可按RESET(复位)来停止,机床每次开机的时候都需要检测夹钳。
每次移动后也要检测夹钳,还有紧急停止后也需要检测夹钳.切记!!!2.程序的构造及执行一个程序的顺序一个完整的程序如下格式:O____; 程序名,用户使用程序0---9000G06A__; 输入板厚以确定液压冲头位置G81X__Y__A__B__C__;建立坐标系并根据板长和板宽确定预定位,A,B,C夹钳编程位置G90----------;程序内容* * * M45 冲头抬起到上死点T2; 最后转到2号工位G28; 返回参考点M30; 程序结束执行一个程序的顺序机床无任何报警编辑方式EDIT 输入字母O和相应的数字,然后按O搜索调出程序方式选到"AUTO"上好板材,再启动。
8工位数控转塔冲床机械结构设计

摘要
随着信息技术和制造技术的飞速发展,由自动控制技术、机械制造技术、电子技术、 软件技术、数字技术、精密测量技术和通信技术集聚起来而形成的现代数控机床呈现出明 显的向高速、高精度、高集成度发展的趋势。数控冲床是一种用于钣金成型或分离的数控 加工设备,而转塔型数控冲床是用来对板材进行冲孔和步冲的压力机。当前,转塔型数控 冲床已成为机械、电子、冶金、化工、汽车、军工、航空、航天等重要工业领域不可缺少 的制造装备,其通过数控系统来控制工作台的进给运动和冲头的冲压动作,同时还控制转 塔型数控冲床的润滑排屑、工作和模具的定位加紧,并设计了完善的送料排料机构,以实 现完全自动冲压过程。 本设计配备多工位转塔模具,借助相应的维护窗口可更换市场上的常用标准A型或B型 模具;夹钳带动板料能够根据预先设定的板材运动轨迹实现各种精确轨迹运动;适用不大 于6mm的各种面板冲孔及浅拉伸工艺等更多复杂图形的加工。数控转塔冲床主传动系统由 伺服电机通过曲柄滑块机构实现增力冲压,不仅减小了机床体积也减轻了机床的维护工 作;对数控转塔冲床的送料XY进给机构和转塔机构采用伺服电机带动机构运行,并对主要 零件做了相应的设计选型;用Pro-e软件对整体机床进行了建模,并作出了相应的动作仿 真。 关键词:数控冲床,转塔机构,NCT
8 Position NCT Mechanism Design
Abstract
As information technology and the rapid development of manufacturing technology, from automated control technology, manufacturing technology, electronics technology, software technology, digital technology, precision measurement technology and communications technology cluster together to form the modern CNC machine tools presents the obvious to the high-speed,high precision and high integration C punch press is used for sheet metal forming or separate digital processing equipment, CNC turret punch press which is used to plate for punching and nibbling of the press.Currently, CNC turret punch press has become mechanical, electronic, metallurgy, chemical, automotive, military, aviation, aerospace and other important industrial areas of manufacturing equipment essential, and its numerical control system to control the table by the feed movement and punchpunching action, but also control the CNC turret punch lubrication Chip, work and die positioning step, and design the perfect nesting feeding agencies, in order to achieve fully automatic stamping process. This design is equipped with multi-station turret mold, with the appropriate maintenance window can be used on the replacement market, the standard A-or B-type mold; clamp lead sheet to a pre-set trajectory to achieve a variety of precision sheet metal track movement;not more than 6mm for punching a variety of panels and light stretching process, and more complex graphics C turret punch through the main drive from the servo motor to achieve by force of the crank slider mechanism stamping machine not only reduces the volume but also reduces the machine maintenance; for CNC turret punch press feed XY feed mechanism and turret organizations to adoptservo motor drives the organization to run, and the main parts to do the corresponding design and selection; with Pro-e software, the whole machine is modeled, and made the appropriate action simulation.
数控冲床安全操作培训教程
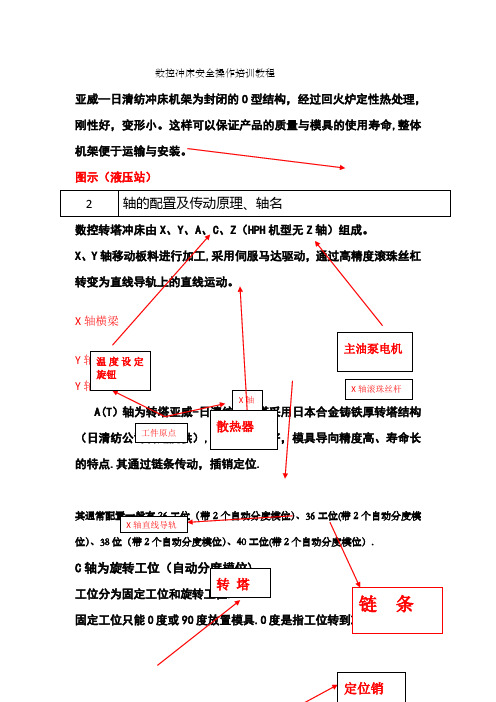
数控冲床安全操作培训教程亚威—日清纺冲床机架为封闭的O 型结构,经过回火炉定性热处理,刚性好,变形小。
这样可以保证产品的质量与模具的使用寿命,整体机架便于运输与安装。
图示(液压站)Z 轴)组成。
X 采用伺服马达驱动,通过高精度滚珠丝杠XY Y 日清纺的转塔采用日本合金铸铁厚转塔结构具有稳定性好,模具导向精度高、寿命长的特点.其通过链条传动,插销定位.、36位)、38位(带2个自动分度模位)、40工位(带2C 工位分为固定工位和旋转工位.固定工位只能0度或90度放置模具.0具长边方向与机床X轴平行,90度是指与X轴垂直。
(102和309两个工位为45度键位)旋转工位则没有角度的限制,可以任意角度的旋转.模具的刃磨(模具刃磨的重要性)定期刃磨模具是冲孔质量一致性的保证。
定期刃磨模具不仅能提高模具的使用寿命而且能提高机器的寿命,要掌握正确的刃磨时间.模具需要刃磨的具体特征对于模具的刃磨,没有一个不严格的打击次数来确定是否需要刃磨。
主要取决于刃口的锋利程度、材料的类型及板材厚度。
模具是否需要刃磨主要由以下三个因素来决定:●检查刃口的圆角,如果圆角半径达到R0.01mm就需要刃磨●检查冲孔质量,是否有较大的毛刺产生●通过机器冲压的噪声来决定是否需要刃磨,如果同一副模具冲压是噪声异常,说明冲头已经钝了,需要刃磨。
模具及时刃磨的重要性1、不正确的刃磨会急速加剧模具刃口的迅速破坏,打击次数小于80000。
00次冲头刃口的圆角就达到R1。
0mm,也就是说模具需要刃磨掉1.0mm。
2、如果正确的刃磨,当冲头的刃口圆角达到0.25mm就刃磨,模具的刃口就损坏较慢,寿命较长.正确的刃磨方法-———少量的刃磨●定期刃磨模具,冲孔的质量和精度可以保持稳定。
刃磨的方法●模具的刃磨有几种方法,许多客户采用专用刃磨机器,而且一些的客户则在平面磨床上实现模具的刃磨。
刃磨的规则:模具刃磨时要考虑下面的因素:●刃口圆角在R0。
1~~0.25mm大小的情况下要看刃口的锋利的程度.●砂轮表面要清理干理。
亚威数控转塔冲床3048操作说明书

亚威数控转塔冲床3048操作说明书1.亚威数控转塔冲床3048作业前的检查和准备1.1 接通压缩空气,检查进机气压,压力应不小于0.6MPa,检查有无漏气部位,排除泄漏。
1.2 接通电源,将电源手柄按顺时针方向转动90度,停在[ON]键状态。
等待NC 画面出现前不要作任何操作。
1.3启动油泵,按下[油泵启动]键,等待[油泵启动1键键盘灯亮前不要做任何操作。
1.4 关闭夹钳,刚开机时,工作台上没有板料,可按[夹钳开闭]键,或踩脚踏开关,先关闭夹钳,退下定位销。
1.5 启动倍率开关,按IFEED STARTI键,等待IFEEDSTARTI键键盘灯亮前不要做任何操作,然后将[FEEDSTART1调整为50%-60%左右。
1.6此时系统上方有报警:700032开机后请在自动方式下启动CS 子程序。
依次按[AUTO1键[CIRCLE STARTI键,等待[CYCLESTOPI 键键盘灯亮前不要做任何操作。
1.7清除机床的无效报警,按[RESET]键,此时系统报警:700034使用旋转工位时必须加M35指令。
2. 实施操作2.1 操作者必须熟悉本机器的性能,经过培训后方可上机操作。
2.2 本机操作分手动、半自动、自动三种形式。
2.3在自动方式下的操作如下:依次按[AUTO1键、IMENU SELECTI 键、「程序]键、[零件程序键,使用[11[,]键将光标移动到想要选择的程序上,按[选择]键,此时系统右侧上方将显示当前程序为所选择的程序,按IINPUTI键,此时系统显示所选择的程序的内容。
2.4检查模具,确认机床上所装模具与程序中一一对应。
2.5 固定工件:依次按[RESET]键、[JOG]键、[回参]键,踩脚踏开关,打开夹钳,提上定位销,将工件贴紧定位销和夹钳挡块,放正后踩脚踏开关,闭合夹钳,退下定位销。
2.6开始加工,依次按[RESET]键、[AUTO1键、[CYCLESTART]键,自动加工开始。
2.7如果要使自动加工过程暂停,按[CYCLESTOP]键,如果要继续加工,按[CYCLE START键。
VT-300数控转塔冲床(FANUC 0I-PC)

电气培训系统的工作方式主要有手动(JOG),回参(REF),半自动(MDI),编辑(EDIT),自动(AUTO)手动-指令各个轴的运行、销入、销出等。
回参-各个轴开机后回参考点半自动-可以执行单个程序段或其它一些功能,如手冲等。
编辑-可以修正,插入,删除,传输程序自动-执行程序冲压工件。
1. 开机顺序.(1).合上总电源,使机床母线有电.(2).按操作面板上的POWER ON(电源开),等待30秒显示器显示,出现以下报警:1000 参考点未回,(3).按油泵电机启动按钮,启动电机,且指示灯亮.(4)选择JOG(手动)方式.(5)按下手动轴运动按钮–X ,–Y ,使X,Y轴均离开原点200MM以上.(6).把方式选到REF(回参)方式.(7). 按下手动轴运动按钮+X,+Y,+T,使X,Y,T轴回参考点,指示灯亮,回参完成.(8). 按下手动轴运动按钮+C, 使C轴回参考点,指示灯亮,回参完成.(9).用脚踩下脚踏开关,合上夹钳.(10).在REF(回参)方式下,按夹钳检测键, 检测夹钳.注意:回参的时候只需要按一下方向键即可,机床会连续执行回参动作,在轴到达参考点前,不可按RESET(复位)来停止.机床检测夹钳时,X轴必须在参考点的坐标位置上,且检测的中途不可按RESET(复位)来停止,机床每次开机的时候都需要检测夹钳.每次移动后也要检测夹钳,还有紧急停止后也需要检测夹钳.切记2. 程序的构造及执行一个程序的顺序.一个完整的程序如下格式:O____; 程序名,用户使用程序0---9000G06A__; 输入板厚以确定液压冲头位置G81X__Y__A__B__C__;建立坐标系并根据板长和板宽确定预定位,A,B,C夹钳编程位置G90----------;程序内容**M45 ; 冲头抬起到上死点T2; 最后转到2号工位G28; 返回参考点M30; 程序结束执行一个程序的顺序.机床无任何报警编辑方式EDIT 输入字母O和相应的数字,然后按O搜索调出程序方式选到"AUTO"上好板材,再启动。
数控转塔冲床结构设计概要

数控转塔冲床结构设计概要数控转塔冲床是一种高精度且自动化程度较高的机械设备,广泛应用于各种金属加工行业。
其基本原理是将原材料通过冲压工艺形成精准的工件,主要适用于大批量生产。
在数控转塔冲床的设计中,需要考虑多个方面的因素,包括结构设计、驱动系统、控制系统等。
本文主要介绍数控转塔冲床的结构设计概要。
一、床身结构床身是数控转塔冲床的主体结构,其高度和长度决定了冲床的加工范围。
一般的,床身是由大型铸造件或焊接结构组成。
床身上安装有冲床座、工作台、转塔、液压系统等多个组件,需要考虑其耐用性、稳定性等因素。
床身结构的稳定性也是衡量一台数控转塔冲床质量的关键因素,如果床身结构不稳定,就会导致机床运转时发生扭曲、移位等问题,从而影响加工精度和生产效率。
因此,床身的设计必须符合一定的结构强度和刚度要求。
二、驱动系统数控转塔冲床的驱动系统主要由伺服电机、齿轮传动机构和链条传动器组成。
其中,伺服电机通过齿轮传动机构和轴承系统,带动链条传动器与冲床底部的凸轮相连,从而实现转塔的旋转和升降。
驱动系统的设计必须考虑速度、功率、精度等多种因素。
三、转塔结构转塔是数控转塔冲床最基本的工具,是一块由多个孔位组成的板,用于装载多种不同的模具。
转塔的逆时针旋转可以使不同的模具顺序进入工作台中,从而实现高效的自动化工作。
转塔的设计要考虑到工件尺寸、孔位安排、转速、空间占据等多种因素。
同时,转塔的准确加工和精准加工是数控转塔冲床加工的关键步骤。
四、液压系统液压系统是数控转塔冲床的核心部分,主要由水泵、液压缸和各种控制阀组成。
液压系统主要工作是为机床提供液压驱动力,实现机床的各种功能。
液压系统的设计需要考虑到液压油的类型和性质、系统压力、系统轻重载的设计、油路布置等因素。
合理的液压系统设计可以大大提高机床的稳定性和工作效率。
综上所述,数控转塔冲床的结构设计是一个非常复杂和细致的工程,需要考虑多种因素。
合理的结构设计可以保证机床的稳定性和加工精度,从而提高生产效率和经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
24V D C
系统说明:
n如数控转塔冲床系统框图所示,包括了冲头直驱伺服电机和5个伺服轴:X轴、Y轴、T轴和两个C轴控制。
冲头为直驱伺服,具有高效、低耗、分辨率高、无中位死区、可靠等优点。
X、Y轴是伺服直线轴,夹带板材横向、纵向运动,用于板材的定位;T轴是伺服旋转轴,带动转塔旋转,以选择不同的模具进行冲压,转塔上有多个工位;C轴是伺服旋转轴,带动模具旋转,以实现同一模具的不同旋转方向的冲压。
n冲床数控系统采用PC工控机的硬件平台,通过17寸显示屏直接进行图像界面显示,通过标准键盘和鼠标进行人机输入,LINUX+V8为数控系统的软件平台,PC机配置为双核2.26G CPU、2G DDR3的内存、30G固态硬盘,最大可以支持5轴联动的数控装置。
基于LINUX+V8的平台有两个层组成,一个是底层内核模块,一个是客户应用层模块,应用层软件包含驱动程序、速度控制、位置控制、KPLC管理、多轴插补计算、内部安全监控等。
底层软件主要提供外部接口设备的底层接口软件,为应用层提供所有数控的底层软件接口,整个系统是开放,实时的。
n实时总线通讯:整个系统采用VBUS实时通讯,每个通讯周期只需要500US,伺服驱动最快的执行时间也是10US,这样能实现快速响应。
冲头运动过程:
数控转塔冲床冲压工件时,主要有冲头冲压运动和工件进给运动,两种运动相互配合、交互进行,通过上死点、预压点、下死点的信号进行运动的切换。
冲头运动位置主要有上死点位置、预压点位置及下死点位置。
冲头位于上死点位置时,允许T轴进行模具转换动作,在自动模式下根据T 指令或者在手动模式下根据按键,进行模具的选择与转换;冲头位于预压点时,允许工件在冲头准备冲压前和完成冲压后进行X/Y轴的进给运动;冲头位于下死点位置时,表示冲头冲压运动已完成,准备回到预压点位置。
工件到达冲压位置时,数控系统通过I/O信号触发冲头从预压点位置往下死点位置运动。
当冲头达到下死点位置时,触发冲头返程信号,进行返回拔出点位置运动。
冲头回到预压点位置时,触发工件允许进给的I/0信号,从而完成一次冲压循环。
冲床特殊功能:
n固定循环冲压功能:本系统通过固定循环指令实现冲床的固定循环冲压功能,输入固定循环指令,系统会根据冲压指令和相应的参数,自动计算出冲压路线和冲压次数,可以大大简化冲压加工G代码程序的编制工作。
n夹钳保护功能:通过安装在X轴上防夹感应开关,准确知道夹钳的位置,通过预设的模具最大保护半径设定夹钳的保护区域,实现夹钳保护功能。
n同时还具有再定位功能:实现过程是,1、再定位杆落下压住板材,达到固定板材位置的目的,然后夹钳打开;2,夹钳沿Y轴后退2mm,防止
夹钳沿x轴移动时与板材侧边摩擦,此时数控系统将工件Y坐标偏移2mm;3,夹钳沿X轴移动一定的距离,此时数控系统将工件的X轴坐标值偏移相应的大小;4,所有的偏移完成后,夹钳闭合夹住板材,然后再定位杆回到原位;5,数控系统根据新的坐标原点,重新计算工件在机床中的位置。
n同时系统也可以提供其他为冲床定制的宏程序,也提供了开发式的G代码编制环境,用户可以使用基本G代码指令编写专用宏程序。
数控系统执行专用的G代码时会自动调用相应的宏程序,达到简化用户编程的目的。
全方位技术支持服务:
n提供上门安装系统服务;
n提供调机全过程现场支持服务;
n如遇其他技术难题可以安排ARADEX德国工程师到现场解决,保证整个冲床系统高品质、高性能要求。