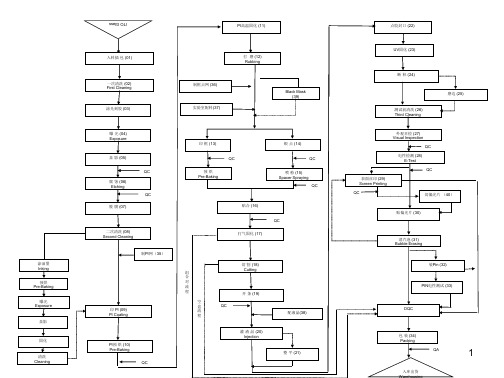
LCD生产工艺流程图
液晶生产流程图

43
贴反光片
用贴POL机将反光片贴于LCD背面。
气压
Feeding time
5±0.5 Kgf/cm²
PE实际调试
压力表
定时器
随时检查
44
外观检查
检查制品的外观是否符合规格要求的工程
角碎,破裂,注射不良,刮痕,气泡,异物,针孔,内污,主体颜色,打磨不良,密封线及封口状况,POL附贴状况,POL品种等
在ITO玻璃膜上涂敷感光膜后,以适当温度实施处理而使感光膜硬化的工程。
7个区间温度
搬运速度
5510℃1005℃
1005℃1005℃
905℃
905℃
7010℃
2.1±0.1cm/min
温度表
速度表
1次/班
操作者
6
曝光
(EXPOSURE)
为在涂好感光膜的ITO玻璃上打印图形,用铬板遮着部分PR膜,使露出的PR膜曝光在紫外线上的工程。
感光剂供应量
白色滚筒与银色滚筒间隔
284滴
STN:2.850.05mm;TN:2.70.05mm
供应量调节器
千分计
1次/班
操作者
4
P/R检查
检查P/R涂敷并进行硬化后感光膜形成的状态。
涂敷状态
针孔
污染(异物)
与制品规格一致
0.15mm以下;
0.15mm以下.
肉眼
首件
2小时/次
操作者
5
感光剂热处理
(HOT PLANE)
空气总压力
冷却水流量
真空压力
5.02.0Kgf/cm²
41L/ min
-4015CMHg
压力表/肉眼
1次/班
LCD工序流程图
2
LCD工序流程图
(2)
• 入料插包 ITO Glass Input • ITO 基板經拆 封後, 阻值、尺寸、厚度 檢查確認無誤,20 pcs 為 一籃,裝入 Cassette中,準備 基板清洗製程.
3
LCD工序流程图
(3)
• 一次清洗
First Cleaning
• PR 前洗淨機之
工程目的在於去 除基板上髒點、 油污、纖維以到 PR塗佈最 佳 效 果。
PI高温固化 (11)
点胶封口 (22)
UV固化 (23) 打 磨 (12) Rubbing 断 粒 (24)
Black Mask (39) 测试前清洗 (26) Third Cleaning
磨边 (25)
外观目检 (27) Visual Inspection 银 点 (14) 电性检测 (28) E-Test QC 表面丝印 (29) Screen Printing QC 切偏光片 (40) QC QC 喷 粉 (15) Spacer Spraying QC
22
LCD工序流程图
(22)
• 切 割 Cutting • 用高精度切割 機將組合片按 照設定的尺寸 切成小單元盒 以便后工序注 液晶.
23
LCD工序流程图
(23)
• 开 条 • 將切割好的組 合片用治具裂 開為長條狀, 插上條 架 注 晶。
24
LCD工序流程图
(24)
• 灌液晶 Injection • 插好架的LCD 用 注液晶機,LCD盒 內抽成相對真空, 利用毛細現象原 理,通過外部 壓 力使LCD盒注 液 晶。
4
LCD工序流程图
(4)
• 涂光刻膠 PR Coating • ITO 基 板 經洗 淨後, 通過光阻 塗佈機,將光阻 均勻塗 佈於ITO 基板上,以便 進 行下一製程。
LCD制作工艺资料

LCD工艺流程简述一、前段工位:ITO玻璃的投入(grading)——玻璃清洗与干燥(CLEANING)——涂光刻胶(PR COAT)——前烘烤(PREBREAK)——曝光(DEVELOP)显影(MAIN CURE)——蚀刻(ETCHING)——去膜(STRIP CLEAN)【属于光科技术,详见百度百科】图检(INSP)清洗干燥(CLEAN)——TOP涂布(TOPCOAT)——UV烘烤(UVCURE)——固化(MAIN CURE)——清洗(CLEAN)——涂取向剂(PI PRINT)——固化(MAIN CURE)——清洗(CLEAN)——丝网印刷(SEAL/SHORT PRINTING)——烘烤(CUPING FURNACE)——喷衬垫料(SPACER SPRAY)——对位压合(ASSEMBLY)——固化(SEAL MAIN CURING)讲解:1. ITO图形的蚀刻:(ITO玻璃的投入到图检完成)A.ITO 玻璃的投入:根据产品的要求,选择合适的ITO 玻璃装入传递篮具中,要求ITO玻璃的规格型号符合产品要求,切记ITO层面一定要向上插入篮具中。
B.玻璃的清洗与干燥:将用清洗剂以及去离子水(DI水)等洗净 ITO 玻璃,并用物理或者化学的方法将ITO表面的杂质和油污洗净,然后把水除去并干燥,保证下道工艺的加工质量。
光刻技术(1.气相成底模2.旋转烘胶3.软烘4.对准和曝光5.曝光后烘焙(PEB)6.显影7.坚膜烘焙8.显影检查)C.涂光刻胶:在ITO玻璃的导电层面上均匀涂上一层光刻胶,涂过光刻胶的玻璃要在一定的温度下作预处理D.前烘:在一定的温度下将涂有光刻胶的玻璃烘烤一段时间,以使光刻胶中的溶剂挥发,增加与玻璃表面的粘附性。
E.曝光:用紫外光(UV)通过预先制作好的电极图形掩模版照射光刻胶表面,使被照光刻胶层发生反应,在涂有光刻胶的玻璃上覆盖光刻掩模版在紫外灯下对光刻胶进行选择性曝光:(如图所示)光致抗蚀羯曝光O 广乃、(以接近式为网】显影弊腰(以正股为例JI IJ图2光复印H艺主要流程F.显影:用显影液处理玻璃表面,将经过光照分解的光刻胶层除去,保留未曝光部分的光刻胶层,用化学方法使受UV光照射部分的光刻胶溶于显影液中,显影后的玻璃要经过一定的温度的坚膜处理G.坚膜:将玻璃再经过一次高温处理,使光刻胶更加坚固。
液晶显示屏lcd液晶显示模块lcm公司工艺流程展示图
彩色滤光片的精度要求非常高,需要 保证每个像素的位置和大小精确无误。
制作彩色滤பைடு நூலகம்片需要使用光刻技术和 染料扩散技术,将红、绿、蓝三种滤 光片分别制作在玻璃基板上。
彩色滤光片的品质直接影响 LCD/LCM产品的色彩表现和画质。
。
05 LCD/LCM工艺流程的未 来发展
高分辨率技术
总结词
随着消费者对显示品质要求的提高, 高分辨率技术已成为液晶显示领域的 重要发展方向。
详细描述
高分辨率技术通过提高像素密度和清 晰度,提供更为逼真的图像效果,满 足用户对高品质视觉体验的需求。此 技术广泛应用于智能手机、平板电脑、 电视等显示设备。
液晶残影问题
总结词
液晶残影是指在液晶显示屏上留下的影像痕迹,影响显示效果。
详细描述
液晶残影问题通常是由于液晶分子长时间处于某一固定位置,导致分子排列发生 变化,形成影像痕迹。为了解决这一问题,可以采用动态驱动技术,定期改变液 晶分子排列,以消除残影。
色彩失真问题
总结词
色彩失真问题是指液晶显示屏显示的色 彩与实际颜色存在偏差,影响显示质量 。
液晶显示屏LCD/液晶显示模块 LCM公司工艺流程展示
contents
目录
• 引言 • LCD/LCM工艺流程简介 • LCD/LCM工艺流程详解 • LCD/LCM工艺流程中的问题与解决方案 • LCD/LCM工艺流程的未来发展 • 结论
01 引言
目的和背景
01
介绍液晶显示屏LCD/液晶显示模 块LCM在电子产品中的重要地位 ,以及其工艺流程的必要性。
03 LCD/LCM工艺流程详解
LCD工艺和生产流程简介
1.基板清洗
噴水
2.光阻塗佈
P/R Coating ITO Glass
刷子
風刀
Array 生产-- ITO 成型工程
3.曝光
P/R Layer ITO Layer
Glass
4.顯影 反應部份光阻劑以顯影液去除
顯影液
UV
反應部份以顯影液除去
Array 生产-- ITO 成型工程
5.ADI (After Developing Inspection) 顯影後觀察(檢查) 检查项目:
一次测试项目
1.测量元件导通电流(ION) 2.测量元件截止电流(IOFF) 3.测量切入(CUT IN)电压VT 4.测量电压电流曲线TV CURVE
电流I
ION
IOFF
切入電壓
电压V
Array 生产– 表面处理工程
表面處理工程 1.中間塗佈(Isolation Layer Coating) 中間絕緣層以轉動方式塗佈
3.某段不亮 【原因】LCD內部或PIN腳ITO線路開路(製程不良或作業疏失引起) 【改善】1.ITO線路蝕刻製程控制
2.操作人員規範作業
4.十字線 【原因】SEG端與COM端線路間存在導電雜質引起絕緣層的破壞 【改善】1.控制液晶純度
2.絕緣層塗佈製程控制
LCD常見的不良現象
5.殘影 【原因】液晶未純化,LC本身作為電容質,其內部離子在長時間通電後,在電極兩端會
Cell生产–COG设备
Cell生产–COG
Cell生产–COG
Cell生产–FOG FOG是英文“FPC On Glass”的缩写。即将FPC通过ACF与邦定好IC玻璃连接导通。
Cell生产–FOG
Cell生产–FOG
LCD前制程i流程.ppt
清洗 塗布
固烤
基板 UV光 光阻 圖案
爆光
顯影
蝕刻
光阻圖案
ITO圖案
ITO圖案
剝膜
圖案檢查
定向處理
T/C
塗布前清洗
無機材塗布
無機材固烤
PI 膜
有機 溶劑
PI 塗布
固烤
UV光
毛輪
UV照射
RUBBING
基板組合
框膠
印框膠 摩擦後清洗
銀點 印銀點
SPACER撒布
基板組合
固烤
LCD前制程各段制程明細
站組 1.投片 2.清洗 3.涂布光阻 4.烘烤 5.曝光 6.顯影 7.烘烤 8.蝕刻 9.圖案檢查 原 物 料 /設 備 ITO玻璃 四點探針 清洗劑/KOH 清洗烘干機 光阻 光阻涂布機 烘干機 曝光機 光罩 顯影機 顯影劑/KOH 烘干機 蝕刻去膜機 脫膜劑 制程管控點 1. ITO玻璃尺寸 2. ITO玻璃阻值 1.清洗濃度、溫度 2.毛刷下壓力 3.超音波頻率、功率 4.烘十溫度 5. 烘 烤時間(傳送速度) 1.膠輥下壓距 2.膠輥轉速 3.光阻滴加速度 4.光阻的粘度 1.烘十溫度 2. 烘烤時間(傳送速度) 1.曝光光量 2.光罩與ITO玻璃之間距 3.UV光之平行度 4.光罩之質量 1.顯影液濃度、溫度 2.顯影時間 1.烘烤溫度 2.烘烤時間(傳送速度) 1.蝕刻液濃度 2.蝕刻液溫度 3.蝕刻時間(傳送速度) 4.毛刷下壓力
10.鐳射修補
11.涂布前清洗 12.無機材涂布 13.PI涂布 14.預烘 15.固烤 16.UV照射 17.RUBBING 18.RUBBING后清 洗 19.印框(導通點) 20.印銀點 21.SPACER撒布 22.基板組合 23.固烤
液晶显示器制造工艺流程液晶显示屏工艺LCD
紫外改质
UV Cure
经过无机材预烤后之 基板,需经过"UV"照 射,使无机材膜预先 固化,防止固烤后表 面空洞产生。
22
TOP主固化
Main Cure
经过无机材印刷并预 烤之ITO基板,需通 过高温烘烤,使基板 上之无机材膜固化。
23
PI前洗净 PI Cleaning
•配向膜前洗净 配向膜前洗净机,彻 底清洗基板表面,脏 点、油污,以达到配 向膜印刷最佳效果。
刻前处理
15
蚀刻 Etching
产品进行显影后,准 备蚀刻制程,此制程 将基板上无光阻部份 之ITO利用蚀刻液去 除,成为需要之图形 。
16
回顾图案段工艺示意图
导电材料 玻璃基版
UV光
掩膜版 光刻胶
玻璃基版
光刻胶 光刻胶
KOH显影液 光刻胶
17
脱膜 Stripping
剥膜制程,目的将其 ITO基板上剩余光阻 清除,使整片基板上 无光阻覆盖,成为有 ITO图形之基板。
18
蚀刻检查 Pattern Inspection
基板剥膜完成后,以 图案检查机确认基板 有无短路& 断路。
19
涂TOP
TOP Coating
利用APR凸版将无机 材图形转印于ITO基 板上之出pin 端或面 内,增加产品可靠性 。
20
预固化
Pre Cure
经过无机材印刷后之 ITO基板需将印刷在 上方之无机材烤过, 让其中的有机溶剂挥 发。
一、液晶显示器制造工艺流程
液晶显示屏 工艺(LCD)
前工序(生 产一部)
后工序(生 产二部)
图形段
定向段
组合段 切割 灌晶
电子行业LCD後制程简介41张幻灯片课件
PI定向層
液晶層
偏光片 玻璃
過渡電极
ITO電极 框膠
ITO電极
玻璃 偏光片 反射板
4 . STN-LCD的顯示原理 液晶顯示器件LCD的顯示原理是﹕在兩片玻璃基板上裝有配
向膜﹐所以液晶會沿著溝槽配向﹐具有偶極矩的液晶棒狀分子 在外加電場的作用下其排列發生變化﹐使得通過液晶顯示器件 的光被調制﹐從而呈現明與暗或透過與不透過的顯示效果。液 晶顯示器件中的每個顯示像素都可以單獨被電場控制﹐不同的 顯示像素按照控制信號的“指揮”便可以在顯示屏上組成不同 的字符、數字及圖形。因此建立顯示所需的電場以及控制顯示 像素的組合就成為液晶顯示驅動器和液晶顯示控制器的功能。
璃上的切割標記在一定的壓力下劃動,在玻璃上形成一條深度
和寬度一致的切口的過程。刀輪運動的軌跡稱為切割線。切割
過程如圖所示:
玻璃 VBiblioteka 刀輪h大對玻璃的每個單模顯示器的四個角都有一個切割標記,
如圖所示:
切割標記
框膠
1.2切割制程 ★ Y切割
Y:370mm
★ X切割 Y:370mm
X:400mm
X:400mm
★ TN-LCD是Twist Nematic Liquid Ctystal Disply的簡 稱﹐即扭曲向列相液晶顯示。這種顯示模式的特點是液晶分子 基本平行于基板排列﹐但上下液晶分子取向呈扭曲排列﹐整體 扭曲角為90°。
★ STN-LCD是Super Twist Nematic Liquid Ctystal Disply的簡稱﹐即超扭曲向列相液晶顯示。 它與TN-LCD的結構 相似﹐不同的是其扭曲角不是90 °﹐而是在180 °~ 270 °之間﹐ 其工作原理也與TN-LCD完全不同。
LCD简介及工艺流程总汇-最新课件
放電。
29
工作環境中靜電大小
活動情形
靜電強度 Volt 10-20%相對濕度 65-95%相對濕度
走過地毯
35000
1500
走過塑膠地板
12000
250
在椅子上工作
6000
100
拿起塑膠文件夾(袋)
層列性 Smectic
向列性 Nematic
膽固醇性
Cholesteric
6
1-3如何使液晶作動?
TFT-LCD工作原理
LCD顯示器的顯像原理,是運用兩個電極夾住一層液晶材料,基本上是於兩 片皆有偏光板與ITO導電膜做電極的玻璃基板間,然後靠電極間電場的驅動,
引起液晶分子扭轉向列的電場效應,以控制光源的透射或遮斷功能。
取放panel時造成 panel與他物碰撞
而放電
環境因素
濕度過低
34
˙防止靜電破壞方法 :
1.電子元件設計上,加上靜電保護電路 2.在工作環境上盡量減少靜電發生機會,下圖為標準作業環境 3.在運送過程上使用防靜電及海綿等等
人體用靜電環
250KΩ - 1MΩ
靜電防護盒
離子風扇
250KΩ - 1MΩ 250KΩ - 1MΩ
7000
600
拿起塑膠袋
20000
1000
工作椅墊磨擦
18000
1500
30
摩擦生電序列表
正電性(+) 負電性 (-)
玻璃 Glass 耐龍 Nylon
毛 Wool 鉛 Lead 鋁 Aluminum 紙張 Paper 棉 Cotton 木材 Wood 鋼鐵 Steel 鎳 Nickel 銅 Copper 橡膠 Rubber 聚酯 Polyester
LCD生产工艺流程
各部門
GBM
3.組裝前框(Assembly Bezel)
前框 Bezel
液晶面板
Panel
組合后 前框是顯示器的”臉面”﹐由ABS塑膠材質制成 根據人們的喜好可以設計出不同的顏色和式樣。近 几年來有纖細化設計的傾向。
各部門 GBM
4.組裝主板(Assembly Main Borad)
主板
Main Board
機台 老化
堆跌 入庫 Storing
機台 包裝 Packing
貼附 銘板
清潔 機台
資料 燒錄 DDC Reading
音頻 檢測 Audio Test
畫面 檢測 Pattern Test
色溫 調整 W/B
功率 測試 HI-POT
高壓 測試 HI-POT Test
FCC Lable Cleaning Paste
各部門
GBM
15.音頻檢測(Audio Test)
針對具有音頻功能的顯示器。 將顯示器與電腦連接﹐打開NOKIA測試程序﹐測試低頻 到高頻 然后再打開168測試程序﹐檢測喇叭是否有聲音﹐左右 喇叭是否反向﹐在最大聲音是喇叭是否有破音等不良
各部門
GBM
16.資料燒錄(DDC Reading)
通過IC通訊協議﹐將有關此顯示器的相關信息如客戶代 碼﹐客戶名稱﹐機種名稱﹐出廠年月﹐刷新頻率等傳輸給 顯示器存儲。
10.機台老化(Burn-in)
老化室
Burn-in Room
每台機器組裝完畢后﹐都要 做在高溫環境下連續開機的實驗 ﹐一是為了檢驗各元氣件的性能 ﹐及其不同組件之間的匹配性能 二是為后續的檢測做預熱。
各部門 GBM
11.高壓測試(Hi-pot