钢筋锥螺纹连接工程
钢筋锥螺纹连接
钢筋锥螺纹联接作业指导书1.适用范围适用于一、二级抗震设防的一般工业与民用建(构)筑物的现浇钢筋混凝土结构, II-III级钢筋,∮16-∮4同径或异径联接。
2.引用标准《上海市标准钢筋锥螺纹联接技术规程》(GB08-209-93)《混凝土结构设计规范》(GBJ10-89)《建筑工程质量检验评定标准》(GBJ301-88)3.施工准备3.1 材料3.1.1 钢筋:钢筋材质应符合钢筋混凝土用钢筋(GBI499-91)标准,并应有出厂质量保证书或试验报告。
3.1.2 锥螺纹连接套;材质为II级钢筋用30号-45号;III级钢筋用45号钢。
3.2 机具3.2.1 钢筋锥螺纹套丝机:有SZ一50A型,能套制∮l6-∮50钢筋;(II-III级)3.2.2 量规(牙形规、卡规、锥螺纹塞规)等。
3.2.3 力矩扳手:有PW360(管钳型)力矩值为100一N·m3.2.4 辅助机具:有砂轮锯,角向磨光机、台式砂轮各一台。
3.3 作业条件3.3.1 接头连接套规格必须与钢筋规格一致。
3.3.2 锥螺纹连接接头不能用于预应力钢筋,经常承受反复动荷载及承受高压应力疲劳荷载的结构构件。
3.3.3 当锥螺纹接头设置在构件受拉区段时,同一截面连接接头数量不宜超过钢筋总数的50%。
3.3.4 当锥螺纹接头设置在构件受压区段时,同二截面连接接头数量可不受限制。
3.3.5 受拉区段内错开布置的螺纹接头,其错开距离应大于500CM。
3.3.6 锥螺纹接头处的混凝土保护层的厚度可比现行混凝土结构设计规范规定的最小厚度小5mm,但不得小于15mm。
3.3.7 采用锥螺纹接头处的钢筋与钢筋之间的净距应满足测力扳手的操作要求,也不得小于50mm。
4.操作工艺锥螺纹钢筋接头是先在施工现场或钢筋加工厂,用锥螺纹钢筋接头用套丝机,把钢筋连接端头加工成锥螺方,然后,通过锥螺纹连接套,用测力扳手按规定的力矩值,把钢筋和连接套拧紧在一起。
3.钢筋直螺纹连接工程技术标准
天龙房地产有限公司钢筋电渣压力焊工程技术标准标准第四册:混凝土工程部分3.钢筋直螺纹连接工程技术标准整理编写:王永才胡亚林2010年12月钢筋接头直螺纹连接施工工艺标准1 基本规定1.1 采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。
钢筋机械连接区段长度应按35d计算(d为被连接钢筋中的较大直径)。
在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下简称百分率),应符合下列规定:(1)接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不应大于50%;Ⅰ级接头的接头百分率可不受限制。
(2)接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法避开时,应采用Ⅰ级或Ⅱ级接头,且接头百分率不应大于50%。
(3)受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。
(4)对直接承受力荷载的结构构件,接头百分率不应大于50%。
1.2 接头端头距钢筋弯曲点不得小于钢筋直径的10倍。
1.3 不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。
2 施工准备2.1 技术准备(1)凡参与接头施工的操作人员必须参加技术培训,经考核合格后持证上岗。
(2)核对有编号的钢筋加工单与成品数量;(3)做好技术交底。
2.2 材料准备(1)材料的品种规格:套筒的规格、型号以及钢筋的品种、规格必须符合设计要求。
(2)质量要求:1)钢筋质量要求:①钢筋应符合国家标准《钢筋混凝土用热轧带肋钢筋》(GB 1499)《钢筋混凝土用余热处理钢筋》(GB 13014)的要求,有原材质、复试报告和出厂合格证;②钢筋应先调直再下料,并宜用切断机和砂轮片切断,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。
2)套筒与锁母材料质量要求:①套筒与锁母材料采用优质碳素结构钢或合金结构钢,其材质应GB 699规定;②成品螺纹连接套应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。
工程施工钢筋搭接规范

一、概述钢筋搭接是建筑施工中常见的一种施工方法,主要用于连接两根钢筋,使其在受力时能够共同承担荷载。
为确保施工质量和结构安全,以下是对工程施工钢筋搭接的规范要求。
二、钢筋搭接方式1. 机械连接:优先采用机械连接,如直螺纹连接、锥螺纹连接、套筒挤压连接等。
2. 绑扎搭接:当机械连接无法满足要求时,可采用绑扎搭接。
3. 焊接搭接:在特定情况下,如焊接连接更为合适时,可采用焊接搭接。
三、钢筋搭接要求1. 钢筋规格:搭接钢筋的规格应符合设计要求,不得随意更换。
2. 搭接长度:搭接长度应满足以下要求:(1)HRB335钢筋搭接长度为27分米;(2)HPB400钢筋搭接长度为33分米;(3)钢带搭接时,中间和两端共绑扎三处,并且必须分别绑扎后,再用交叉绑扎。
3. 搭接位置:(1)搭接位置应避开构件最大弯矩位置;(2)在受拉区,一级钢筋的端部要作弯钩,二级、三级的钢筋可以不作弯钩;(3)1级压力钢筋的端部,其直径小于12毫米时,可不作弯钩,但其搭接长度不得少于钢筋直径的35倍。
4. 钢筋搭接间距:(1)搭接长度的端部和钢筋的弯角间距不能少于10倍;(2)接头末端至钢筋弯起点的距离不应小于钢筋公称直径的10倍。
5. 钢筋搭接固定:(1)钢筋搭接时,中间和末端要用钢丝固定;(2)受力钢筋的连接部位要彼此错开。
6. 钢筋搭接质量:(1)焊接接头当设计有要求时,应采用双面焊缝,无特殊要求时可采用单面焊缝;(2)级钢筋搭接焊或帮条焊的焊缝长度应不小于8d,级钢筋的焊接长度应不小于10d,帮条焊接的焊缝长度应不小于10d,第二级和第三级钢筋的焊缝长度应不小于10d。
四、总结在建筑施工过程中,钢筋搭接是保证结构安全的重要环节。
施工单位应严格按照以上规范要求进行钢筋搭接施工,确保工程质量。
同时,监理单位也应加强对钢筋搭接施工的监督检查,确保施工质量符合要求。
钢筋锥螺纹连接技术要求
本适用于工业与民用建筑现浇钢筋混凝土结构中直径18-40mm的热轧HRB335、HRB400级同级钢筋的同径或异径钢筋的连接。
所连接钢筋直径之差不宜超过9mm。
采用锥螺纹钢筋接头应经设计人员同意。
17.2 施工准备17.2.1 主要材料与质量与要求17.2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书、进场复试报告及见证取样。
17.2.1.2 连接套应符合以下要求。
17.2.1.2.1 有产品合格证。
17.2.1.2.2 有明显的规格标记。
17.2.1.2.3 锥孔有塑料密封盖封住。
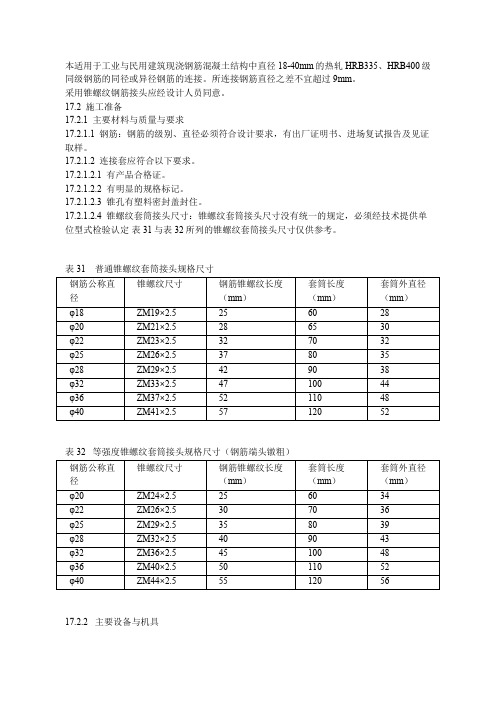
17.2.1.2.4 锥螺纹套筒接头尺寸:锥螺纹套筒接头尺寸没有统一的规定,必须经技术提供单位型式检验认定表31与表32所列的锥螺纹套筒接头尺寸仅供参考。
表31 普通锥螺纹套筒接头规格尺寸表32 等强度锥螺纹套筒接头规格尺寸(钢筋端头镦粗)17.2.2 主要设备与机具17.2.2.1 钢筋预压机或镦粗机:钢筋预压机用于加工GK型等强度锥螺纹接头,是以超高压泵站为动力源,配以与钢筋规格相对应的模具,实现直径16mm-40mm钢筋端部的径向预压。
GK40型径向预压机的推力为1780KN,工作时间为20-60S,重量为80㎏.YTDB型超高压泵站的压力为70Mpa,流量为3L/min,电机功率为3KW,重量为105㎏.径向预压模具的材质为CrMWn(锻件),淬火硬度HRC=55-60.钢筋镦粗机可采用液压冷锻压床,用于钢筋端头的镦粗。
17.2.2.2 钢筋套丝机;钢筋套丝机是加工钢筋连接端的锥型螺纹用的一种专用设备。
型号:SZ-50A、GZL-40等。
17.2.2.3 扭力扳手:扭力扳手是保证钢筋连接质量的测力扳手。
它可以按照钢筋直径大小规定的力矩值,把钢筋与连接套筒拧紧,并发出声响信号。
其型号;PW360(管钳型),性能100-360N.m;HL-02型,性能70-350N.m。
17.2.2.4 量规:量规包括牙规、卡规和锥螺纹塞规。
钢筋锥螺纹接头技术标准
1、总则1.0.1 为了在混凝土结构中采用钢筋锥螺纹接头(简称接头)做到经济合理,确保质量,制定本规程。
1.0.2 本规程适用于工业与民用建筑的混凝土结构中,钢筋直径为16~40mm的Ⅱ、Ⅲ级钢筋连接。
1.0.3 用钢筋锥螺纹接头连接的钢筋,应符合现行国家标准《钢筋混凝土用热轧带肋钢筋》GB1499及《钢筋混凝土用余热处理钢筋》GB13014的要求。
执行本规程时,尚应符合国家现行标准的有关规定。
2、术语2.0.1 钢筋锥螺纹接头(Taper threaded splices of rebar)把钢筋的连接端加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋,按规定的力矩值连接成一体的钢筋接头。
2.0.2力矩板手(Forque wrench)连接和检查钢筋接头紧固程度的扭力扳手。
2.0.3完整丝扣(One complete screwthread)连续一圈的标准牙形。
3、接头性能等级3.0.1 锥螺纹连接套的材料宜用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
锥螺纹连接套的受拉承载力不应小于被连接钢筋的受拉承载力标准值的 1.10倍。
3.0.2 接头应根据静力单向拉伸性能以及高应力和大变形条件下反复拉、压性能的差异划分为A、B两个性能等级。
3.0.3 A、B级接头的性能应符合现行行业标准《钢筋机械连接通用技术规程》JGJ 107表3.0.6的规定。
3.0.4 对直接承受动力荷载的结构,其接头应满足设计要求的抗疲劳性能。
当无专门要求时,其疲劳性能应符合现行行业标准《钢筋机械连接通用技术规程》JGJ 107第3.0.6条的规定。
4、接头应用4.0.1 钢筋锥螺纹接头性能等级的选用应符合下列规定:4.0.1.1 混凝土结构中要求充分发挥钢筋强度或对接头延性要求较高的部位应采用A级接头。
4.0.1.2 混凝土结构中钢筋受力较小对接头延性要求不高的部位可采用B级接头。
4.0.2 设置在同一构件内同一截面受力钢筋的接头位置应相互错开。
主体结构工程质量检验

主体结构工程质量检验4.1 钢筋工程质量检验钢筋工程质量检验包括钢筋进场检验、钢筋加工、钢筋连接、钢筋安装等一系列检验。
施工过程中应重点检查:原材料进场合格证和复试报告、成型加工质量、钢筋连接试验报告及操作者上岗合格证。
钢筋安装质量包括纵向、横向钢筋的品种、规格、数量、位置、连接方式、锚固和接头位置、接头数量、接头面积百分率、搭接长度、几何尺寸、间距、保护层厚度,预埋件的规格、数量、位置及锚固长度,箍筋间距、数量及其弯钩角度和平直段长度。
验收合格并按有关规定检查或填写有关质量验收记录文件。
4.1.1 钢筋原材料及加工质量检验1.钢筋原材料的质量检验(1)对进场的钢筋原材料应按批次进行检查验收,检查内容包括:检查产品合格证、出厂检验报告、进场复检报告;钢筋的品种、规格、型号、化学成分、力学性能等,并且必须满足设计要求,符合有关现行国家标准的规定。
当用户有特别要求时,还应列出某些专门的检验数据。
(2)对进场的钢筋按进场的批次和产品的抽样检验方案确定抽样复验,钢筋复试报告结果应符合现行国家标准。
进场复试报告是判断材料能否在工程中应用的依据。
进场的每捆(盘)钢筋均应有标牌(标明生产厂、生产日期、钢号、炉罐号、钢筋级别、直径等标记),应按炉罐号、批次及直径分批验收,分别堆放整齐,严防混料,并应对其检验状态进行标识,防止混用。
(3)检查现场复试报告时,对于有抗震设防要求的框架结构,其纵向受力钢筋的强度应满足设计要求;当设计无具体要求时,对一、二级抗震等级,检验所得的强度实测值应符合下列规定:①钢筋的抗拉强度实测值与屈服强度实测值的比值不应小于1.25。
②钢筋的屈服强度实测值与强度标准值的比值不应大于1.3。
(4)钢筋进场或存放了较长一段时间后,在使用前应全数检查其外观质量。
钢筋外表应平直、无损伤,弯折后的钢筋不得敲直后作为受力钢筋使用。
钢筋表面不应有影响钢筋强度和锚固性能的锈蚀和污染,即表面不得有裂纹、油污、颗粒状或片状老锈。
钢筋锥螺纹连接技术浅述
钢筋锥螺纹连接技术浅述锥螺纹钢筋连接是通过锥螺纹连接套,用专用的力矩板手,在达到一定的力矩时把所需连接的钢筋连接成一体。
这种接头是一种既能承受拉力,又能承受压力的机械连接接头,自锁性能好,能很好地传递轴向力和水平力。
钢筋的连接端套筒采用预制件,不仅加快了钢筋连接速度,且节省了用量,有效地降低了工程成本。
本文就根据目前常用的锥螺纹连接技术进行简单的探讨,希望对这项技术的推广起到抛砖引玉的作用。
1.钢筋锥螺纹连接的特点1.1技术性中国建筑抗震设计规范指出“地震作用下的弹性变形直接依赖于实际的屈服强度、规范的承载力是强度的设计值”;《钢筋机械连接通用技术规程》规定“锥螺纹接头的抗拉强度要达到或超过母材抗拉强度标准值,接头的抗拉强度要达到或超过母材屈服强度标准值的1.35倍”。
因此,施工人员只要按照相关技术标准进行施工,就能保证连接接头的足够强度,又能保证结构达到了屈服强度而不出现脆性破坏,可见钢筋锥螺纹接头具有一定的技术性,能保证抗震性能安全可靠。
1.2实用性錐螺纹连接技术由于具有很强的技术性,能够在高层建筑、隧道、桥梁等各类构筑物现浇混凝土结构中使用,在现场施工中,具有如下优点:(1)施工操作简单。
锥螺纹连接过程中施工速度快、连接效果好、质量高、安全性好。
(2)适应性强。
这种钢筋锥螺纹连接可以在竖向、斜向、水平钢筋中使用,并且不同直径的钢筋连接可以通过变径连接套进行连接。
(3)施工条件不限。
这种施工技术具有很强的环境适应能力,不受施工用电、氧气、乙炔气等其他物质条件的限制,也不会受到天气的影响,在下雨、大风天气下能够正常使用,减小环境影响工期的因素。
(4)连接速度快、生产效率高。
钢筋套管生产可以预制,不必在施工现场临时制作,加工一个螺纹只需要短短的一分钟、比电弧焊效率高,并且能保证质量。
(5)不会产生有害气体。
在电焊施工过程中,会在高温下产生一些有害气体,对施工人员的人身健康产生一定的影响,采用锥螺纹连接技术,就不会产生有害气体。
钢筋套丝连接
一,锥螺纹钢筋接头技术锥螺纹钢筋接头技术就是利用专用套丝机,把钢筋的连接部分加工成锥螺纹,通过连接套按规定的力矩把钢筋拧紧连成一体的钢筋机械接头技术,它属于机械连接。
锥螺纹钢筋接头连接施工分为两步,即:先在现场加工钢筋螺纹,然后连接。
1 适用范围该技术的适用范围如下:(1) 适用于工业与民用建筑的混凝土结构中,钢筋直径为16mm~40mm的Ⅰ、Ⅱ级钢筋的同径和异径钢筋的连接。
(2) 该接头属于机械接头,特别适宜于地震区的工程。
(3) 该接头不得用于预应力钢筋,经常承受反复动荷载及高应力疲劳荷载的结构构件,也不宜使用这种接头,如果使用必须做接头的疲劳试验。
2 工作程序及技术标准2.1 钢筋下料钢筋应先调直再下料,切口端面应与钢筋轴线垂直,不得出现马蹄形或挠曲,使用钢筋切断机或砂轮锯下料,不得随意使用气割下料。
2.2 钢筋套丝此工序是锥螺纹连接的关键工序,因此,施工人员均须参加专门技术培训,持证上岗。
套丝中应先明确连接套的锥度、牙形、螺距,加工中要逐个用牙形规、卡规、塞规进行检测,要求锥螺纹必须与牙形规吻合,小端直径的误差必须在卡规的允许范围内,锥螺纹的完整牙数不小于表1的规定,同时,加工时要用水溶性切削润滑液,当气温低于0℃时,应掺入15%~20%的亚硝酸钠。
表1 钢筋锥螺纹须具有的完整牙数钢筋直径(mm) 16~18 20~22 25~28 32 36 48完整牙数 5 7 8 10 11 122.3 套丝后的保管与运输丝头检查合格后,要立即将其一端拧上相同规格的塑料保护帽,另一端按规定的力矩值,和专用扭力扳手,把与钢筋规格相同的连接套拧紧,按规格分类堆放并做标识。
运输时要轻装轻卸,严防碰撞损坏丝头。
对订购的连接套的尺寸要严格检查,检查标准见表2。
表2 连接套的允许制造误差(mm)钢筋直径外径长度钢筋直径外径长度16 >25 >65 28 >39 >10518 >28 >75 32 >44 >11520 >30 >85 36 >48 >12522 >32 >95 40 >52 >13525 >35 >952.4 接头试件拉伸试验每种规格的接头以300个为一批(少于300个也按一批算),每批抽3个试件,试件从施工现场截取不少于300mm的钢筋段,制作成锥螺纹接头,连接后的长度不少于600mm。