压力容器开孔划线质量检验卡
压力容器开孔划线质量检验卡
压力容器下料质量检验卡年月日检验-01压力容器开孔划线质量检验卡年月日检验-02压力容器封头质量检验卡年月日检验-03焊缝外瞧检查记录锻件检验报告检验-05检验-06简体纵(环)缝组对质量检验卡检验-08压力试验检验报告□水压□气压□气密性检验-09 产品编号:压力容器外瞧及几何尺寸检验报告产品编号:检验-10不良品回用单年月日检验-11废品报告单年月日检验-12压力容器用法兰质量检验卡检验-13 年月日检验:审核:试验托付单焊接-01托付单位:年月日托付编号:托付人:同意人:焊接-02 表B2焊接工艺评定报告表B1焊接工艺指导书焊接-03焊接-03表B1〔完〕〔单位名称〕焊接工艺规程规程编号产品编号名目用户位号图号名称编制审核焊接-04 表B1接头编号表注:如产品结构复杂,可另作一页不含表格的接头编号示意图。
焊接-05表B2焊接材料汇总表焊接-06表B3接头焊接工艺卡第页共页焊工操作记录卡班组:焊接-08日期:年月日产品施焊焊工分布表填表:确认:压力容器焊后热处理报告无损检验托付单年月日焊接-11焊缝返修焊接工艺卡编制:审批:质保工程师:监检员:日期:日期:日期:日期:热处理托付单无损检测报告检验工程:检验人:审核:检验日期:射线照相检验透照工艺卡超声波封头测厚报告探伤-02焊缝射线检测报告探伤-03焊缝射线检测底片评定表探伤-04焊缝超声检测报告探伤-05超声检测评定表探伤-06钢板、锻件超声检测报告探伤-07磁粉检测报告探伤-08渗透检测报告探伤-09锅炉压力容器无损探伤部位图探伤-10焊缝返修通知单探伤-11材料谋划单材料-01材料代用申请单材料-02交检单材料-03材料检验托付单材料-04产品要紧受压元件使用材料一览表材料-05焊材烘干预告单材料-06年月日焊材烘干预告单材料-06年月日进库单材料-09Ⅰ焊材保管环境条件记录表材料-08。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器开孔划线质量检验卡

压力容器开孔划线质量检验卡一、引言压力容器在工业生产中扮演着重要的角色,其中开孔划线是生产过程中不可或缺的环节。
对于压力容器开孔划线的质量检验至关重要,不仅关乎产品的安全性和稳定性,也直接影响着整个生产过程的效率和质量。
因此,建立完善的开孔划线质量检验卡制度对于保障压力容器质量具有重要意义。
二、检验项目1. 开孔位置•开孔位置是否符合设计要求•开孔位置是否在容器结构强度允许范围内2. 开孔尺寸•开孔直径是否满足设计要求•开孔尺寸公差是否在合理范围内3. 划线精度•划线的平直度、直线性与容器表面的垂直度•划线的宽度与粗细是否符合要求三、检验方法1. 目测检查由专业人员通过肉眼观察,对开孔和划线进行初步检查,检查是否存在明显的问题,如偏位、尺寸不符等。
2. 量具检测使用适当的量具进行精确测量,包括测量开孔位置、尺寸和划线精度,确保符合设计与加工要求。
3. 光学显微检测采用显微镜等光学设备对开孔和划线进行显微观察,以检测微小缺陷或不符合要求的地方。
四、检验记录在每次检验过程中,应建立详细的检验记录,包括检验项目、检验方法、检验结果等信息。
检验记录应经过相关人员签字确认,确保检验的完整性和真实性。
五、检验结果判定根据检验记录和检验结果,对开孔划线质量进行综合评定,确定是否符合设计要求。
如果存在不合格情况,应及时进行整改与处理,确保产品质量。
六、结论压力容器开孔划线质量检验卡是保障产品质量的重要一环,通过严格的检验流程和规范的记录管理,可以有效提高压力容器生产过程中开孔划线质量的稳定性和可靠性。
只有实施严格的质量检验,才能生产出高质量、安全可靠的压力容器产品。
以上是关于压力容器开孔划线质量检验卡的简要介绍,希望对压力容器生产企业在检验工作中提供参考和帮助。
压力容器开孔划线质量检验卡

压力容器开孔划线质量检验卡压力容器属于一种危险品,因此在设计、制造以及使用过程中,必须进行严格的质量检验。
其中,压力容器开孔划线质量检验卡是非常重要的一步,旨在确保容器的开口尺寸和位置符合设计要求,以保证其安全可靠使用。
本文将介绍压力容器开孔划线质量检验卡的相关内容。
一、检验卡的作用压力容器开孔划线质量检验卡是用于记录压力容器开口的位置、尺寸、用途和质量的一张纸质或电子文件。
该检验卡对于后续的生产和检验工作同样具有重要的作用,并且能够保证容器生产和使用的安全性。
检验卡需要在容器制造前填写并确认,然后经过多个部门的检查和审核方可继续进行下一步工作。
二、检验卡的内容1、容器编号:每个容器都有一个唯一的编号,检验卡用于标识该容器的编号。
2、孔位置及数量:检验卡需要注明容器孔的位置,可以采用图示的方式来记录。
这些位置需要在容器制造过程中精确地加工和确认,并且在使用过程中不得更改。
孔的数量也需要记录下来,一般需要在容器制造前进行设计和确认。
3、孔尺寸和形状:检验卡需要记录孔的尺寸和形状,以保证容器开孔的尺寸符合设计要求。
此外,孔的类型也需要记录下来,例如是否是圆形、方形或者异形孔等。
4、孔用途:检验卡需要注明每个孔的用途,例如用于插入管子、安装阀门、放置液位计等。
这有助于在容器制造阶段和使用阶段中对孔进行正确的定位和使用。
5、检验记录:检验卡需要记录工艺质量检验过程,包括孔的开切是否精准、位置和尺寸是否符合要求等。
这些记录需要由容器的生产管理部门和相关工程师共同确认。
三、检验卡的流程1、开展前提:有关部门需要确认容器是否通过了安全设计审查,并且识别出容器的性质和管理要求。
2、检验卡的制作:检验卡由容器生产管理部门制作并填写。
3、检查审核:容器生产管理部门需要对填写的检验卡进行审核并进行记录。
4、质量验收:在检验卡审核过关之后,需进行质量验收,并由主管部门评定验收结果。
5、填写时限:检验卡需要在容器生产前进行填写。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器开孔划线质量检验卡

压力容器下料质量检验卡年月日检验-01压力容器开孔划线质量检验卡年月日检验-02压力容器封头质量检验卡年月日检验-03焊缝外观检查记录锻件检验报告检验-05检验-06简体纵(环)缝组对质量检验卡检验-08压力试验检验报告□水压□气压□气密性检验-09 产品编号:压力容器外观及几何尺寸检验报告产品编号: 检验-10不良品回用单年月日检验-11废品报告单年月日检验-12压力容器用法兰质量检验卡检验-13年月日检验: 审核:试验委托单焊接-01委托单位: 年月日委托编号:委托人: 接受人:表B2 焊接工艺评定报告表 B2(续)焊接-02 表B2 (完)表B1 焊接工艺指导书焊接-03焊接-03 表 B1 (完)(单位名称)焊接工艺规程规程编号产品编号项目用户位号图号名称编制审核焊接 -04表B1 接头编号表注:如产品结构复杂,可另作一页不含表格的接头编号示意图。
焊接 -05 表B2 焊接材料汇总表焊接 -06 表B3 接头焊接工艺卡第页共页焊工操作记录卡班组:焊接 -08日期:年月日产品施焊焊工分布表填表: 确认:压力容器焊后热处理报告无损检验委托单焊缝返修焊接工艺卡编制: 审批: 质保工程师: 监检员: 日期: 日期: 日期: 日期:热处理委托单无损检测报告检验项目: 检验人: 审核: 检验日期:射线照相检验透照工艺卡超声波封头测厚报告探伤 -02焊缝射线检测报告探伤 -03焊缝射线检测底片评定表探伤 -04产品名称: 产品编号:焊缝超声检测报告探伤 -05 产品名称: 产品编号:超声检测评定表探伤 -06钢板、锻件超声检测报告探伤 -07 产品名称: 产品编号:磁粉检测报告探伤 -08渗透检测报告探伤 -09锅炉压力容器无损探伤部位图探伤 -10焊缝返修通知单探伤 -11材料计划单材料 -01材料代用申请单材料 -02交检单材料 -03材料检验委托单材料 -04产品主要受压元件使用材料一览表材料 -05焊材烘干预报单材料 -06年月日用料单位:开单编号:预报人:烘干员:审核:焊材烘干预报单材料 -06年月日用料单位:开单编号:预报人:烘干员:审核:入 库 单 材料-09Ⅰ焊材保管环境条件记录表材料 -08。
压力容器质量控制点一览表

一、压力容器生产过程停止点
二、设计质量控制系统
(一个环节、一个控制点)共7页第2页
三、工艺质量控制系统
(一个停止点、二个环节、六个控制点)
四、采购和材料质量控制系统
(一个停止点、六个环节、十三个控制点) 共7页第3页
“▲"为控制点,“★”为停止点
五、焊接质量控制系统
(一个停止点、五个环节、十四个控制点)共7页第4页
“▲”为控制点,“★”为停止点
六、无损检测质量控制系统
(四个环节、七个控制点)共7页第5页
七、检验质量控制系统
(三个停止点、三个环节、十九个控制点)共7页第6页
“▲”为控制点,“★"为停止点
八、计量质量控制系统
(一个环节、二个控制点) 共7页第7页
“▲"为控制点,“★”为停止点。
(整理)容器焊缝外观质量检验记录卡

本容器焊缝外观质量检验记录卡.................卧式矩形压力容器质量检验记录卡..................................灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除!!!谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友……无论什么形式,都寄托着人们对生活的无限热爱和对美好生活的向往。
中秋是中华瑰宝之一,有着深厚的文化底蕴。
中国人特别讲究亲情,特别珍视团圆,中秋节尤为甚。
中秋,是一个飘溢亲情的节日;中秋,是一个弥漫团圆的时节。
这个时节,感受亲情、释放亲情、增进亲情;这个时节,盼望团圆、追求团圆、享受团圆……这些,都已成为人们生活的主旋律。
同学们,一定能背诵出许多关于中秋的千古佳句,比如“举头望明月,低头思故乡”、“但愿人长久,千里共婵娟”、“海上生明月,天涯共此时”……这些佳句之所以能穿透历史的时空流传至今,不正是因为我们人类有着的共同信念吗。
中秋最美是亲情。
一家人团聚在一起,讲不完的话,叙不完的情,诉说着人们同一个心声:亲情是黑暗中的灯塔,是荒漠中的甘泉,是雨后的彩虹……中秋最美是思念。
月亮最美,美不过思念;月亮最高,高不过想念。
中秋圆月会把我们的目光和思念传递给我们想念的人和我们牵挂的人,祝他们没有忧愁,永远幸福,没有烦恼,永远快乐!一、活动主题:游名校、赏名花,促交流,增感情二、活动背景:又到了阳春三月,阳光明媚,微风吹拂,正是踏青春游的好时节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□符合□不符合
□合格□不合格
17
角焊缝质量
符合图样及标准
□符合□不符合
□合格□不合格
18
端盖开合及联锁
符合图样及标准
19
法兰面垂直于接管或筒体
符合图样及标准
□符合□不符合
□合格□不合格
20
法兰密封面质量
无径向贯穿伤痕
□符合□不符合
□合格□不合格
21
法兰螺栓孔与设备主轴中心线位置
□对中□跨中
27
铭牌安装位置及拓印图
符合图样及标准
□符合□不符合
□合格□不合格
28
标志油漆包装
符合图样及标准
□符合□不符合
□合格□不合格
结论:
检验责任师:
检验员:
年 月 日
不
良品回用单
年 月 日
检验-11
产品名称
施工单位
检验员
产品原因
及部位
处理意见
相关部门会签
审批
废品报告单
产品名称
施工单位
报告人
报废原因
处理意见
相关部门会签
审 批
检验-12
年 月 日
年 月曰
法兰规格型号
材质
法兰外径
(D)
法兰内径
(B)
法兰厚度
(C)
法兰高度
(H)
螺栓孔直径数
量1Xn
螺栓孔中心
距(K)
突面直径咼
度dxfl
法兰颈
(N)
坡口宽度
(b)
结
论
标准
实测
标准
实测
标准
实测
标准
实测
标准
实测
标准
实测
标准
实测
标准
实测
标准
实测
审核:
检验:
试 验 委 托 单
PA
试验介质
介质温度(C)
MPa
MPa
min
试验压力 设计压力
保压时间
minI保压时间i
>T
'MPa
;1
\
MPa(
/
■
1
■
■
:
min
■
min3
■
保压时间
:
保压时间j
■
■
>T
试验压力 设计压力
Mpa试验,无涌漏,无可见的异常变形,无异常响声,试验结论合格.
监检员:
检验责任师:
检查员:
产品编号:
序
号
检查项目
4
5
深度
总长
内
外
内
外
内
外
内
外
内
外
内
外
内
外
内
外
内
外
内
外
内
外
内
外
备注:
X不合格
M埋弧焊
S手工焊
Ws手工钨及氩弧焊
锻件编号
材料牌号
材料炉罐号
锻造比
锻造温度
热处理状态
锻件用钢化学成分
c
Mn
Si
s
P
Cr
Ni
Mo
Fi
Cu
锻件力学性能
ao b (Moa)
S5
(%)
冲击试验
硬度
(HB)
试验温 度
「C)
Akv
(J)
标准规定
筒体直线度
简体直线度
组对间隙
组对间隙
对口错边量
对口错边量
组对梭角度
组对梭角度
圆度
圆度
筒体直线度
简体直线度
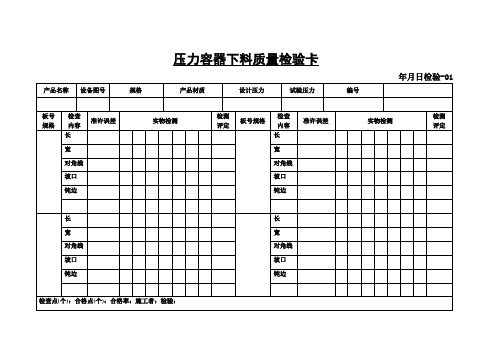
检查点(个):
合格点(个):
合格率:
施工者:
检验员:
审核:
容器配管及附件位置尺寸检验记录卡
产品名称
图号
产品 编号
接管简图:
接管号
件号
附件高度
法兰面倾斜度
接管间距
方位
允许
结果
允许
结果
允许
结果
允许
结果
标准规定
实测结果
检查结论
1
产品□总长□总高mm
□合格□不合格
2
壳体内径mm
□合格□不合格
3
壳体长度mm
□合格□不合格
4
壳体直线度mm
□合格□不合格
5
壳体圆度mm
□合格□不合格
6
冷卷筒节投料的钢材厚度mm
□合格□不合格
7
封头成型后最小厚度mm
□合格□不合格
8
封头内表面形状偏差mm
□合格□不合格
9
封头直边纵向皱折深度mm
2)不能按丰边交货
外圆周长
直径
最大
检查结论:
最小
总咼度
制 造
质检员
焊缝外观检查记录
检验-04
产品名称
产品编号
检查依据
GB150-1998《焊接工艺规程》
焊缝代号
检查结果
焊缝宽度
焊缝高度
焊角高度
焊缝总长
咬边
裂
纹
气
孔
弧
坑
夹
渣
焊接
方法
焊工
代号
母材
厚度
评定
结论
检验
i=r
员早
检查
日期
1
2
3
4
5
1
2
3
4
5
1
2
3
备注
检查员: 审核:
记录:
施工班组:
合计:
共检查
点,其中合格
点,合格率
%
日期:
年 月 日
简体纵
年 月 日
产品名称
设计图号
规格
材质
设计压力
试验压力
编号
筒节及
编号
检杳内容
允许
误差
实物检测
检测 评定
筒节及
编号
检杳内容
允许
误差
实物检测
检测 评定
组对间隙
组对间隙
对口错边量
对口错边量
缝对梭角度
组对梭角度
圆度
圆度
实验结果
检查结论
无肉眼可见的裂纹、夹层、折叠、夹渣
修磨部位圆滑过渡,清除深度符合要求
形状、尺寸和表面质量满足订货图样要求
数量
数量
外 观 质
量
序号
规格
规 格
检验结论:
备注:锻件热处理及超声检测表样格式,按本规程附件三。
检验责任师:
容器内部构件检查记录
产品名称 图号1产品编号
图纸件号
名称
允许偏差
检验结果
允许偏差
实物检测
检验评定
检验签字
施工者签字
施工日期
检验日期
A
B
C
D
C
F
H
I
J
K
L
M
N
O
压力容器圭寸头质量检验卡
年 月 日 检验-03
产品名称
产品编号
设计图号
封头规格
元件编号
检杳内容
标准要求
实测结果
表面质量
表面形状偏差
外凸
内凹
A
直边高度
直边倾斜度
外倾
Di
1
1
P
内倾
1
P
►
直边纵向 褶皱深度
说明:1)执行标准JB/T4746-2002
与类,组别号: 相焊
厚度:
保护气体:
直径:
气体混合比流量(l/min)
其他:
保护气体:
尾部保护气:
检查员: 审核: 记录: 施工班组:
合计: 共检查 点,其中合格 点,合格率%
日期
年 月 日
产品编号:
试压部位
压力试验检验报告
□水压□气压□气密性
压力表精度等级
压力表编号
氯离子含量
*mg/L)
设计要求
压力试验
压力试验
结论
本产品经
试验日期
工艺过程卡编号
压力表量程
压力表检定日期
年 月曰
压力表表盘直径
环节温度「C)
□合格□不合格
10
A类焊缝最大梭角度mm
□合格□不合格
11
B类焊缝最大梭角度mm
□合格□不合格
12
A类焊缝最大错边量mm
□合格□不合格
13
B类焊缝最大错边量mm
□合格□不合格
14
焊缝最大咬边深度长度/连续长度mm
□合格□不合格
15
焊缝余高
单面坡口mm
□合格□不合格
双面坡口mm
□合格□不合格
16
焊缝外观质量
压力容器下料
料质量检验卡
检验-01
产品名称
设备图号
产品材质
设计压力
试验压力
板号
规格
检查 内容
允许误差
实物检测
检测
评定
板号规格
检查 内容
允许误差
实物检测
检测
评定
长
长
宽
宽
对角线
对角线
坡口
坡口
钝边
钝边
长
长
宽
宽
对角线
对角线
坡口
坡口
钝边
钝边
检验-02
产品名称
设计图号
规格
设备材质
设计压力
试验压力
编号
符号