焊缝检验尺的使用方法修订稿
焊缝检查尺的使用
焊缝检查尺的使用1.首先,确保焊缝检查尺是完整的,表面光滑无任何划痕或损坏。
使用前要清洁,并检查刻度是否清晰可读。
2.根据需要,选择合适的尺寸和形状的检查尺,以便测量焊缝的各种参数。
常用的焊缝检查尺有直角尺、牙形尺、V型尺、U型尺等。
3.将焊缝检查尺对准待测的焊缝,确保其与焊缝平行或垂直。
4.使用检查尺的边缘或刻度直接与焊缝接触,确保测量的准确性和可重复性。
检查尺的刻度应与焊缝的位置对准,以便测量结果的准确性。
5.注意检查尺的稳定性,尽量避免移动或晃动,以免影响测量结果的准确性。
6.根据需要,可以使用检查尺的刻度测量焊缝的宽度、高度、间隙、凸度、厚度等参数。
7.对于焊缝的直线度、平面度等检测,可以使用检查尺的直角边来进行。
将直角边对准与焊缝平行或垂直的两个线段,比较焊缝与直角边的垂直程度或平行度。
8.使用检查尺测量后,可以根据测量结果来评估焊缝的质量,并据此进行相应的调整和改进。
1.确保焊缝检查尺的精度和准确性,定期进行校验和维护,以确保测量结果的准确性。
2.在使用时要保持焊缝检查尺的平稳和稳定,避免因晃动和移动而影响测量结果。
可以使用辅助固定夹具等工具来增加测量的稳定性。
3.注意安全操作,避免尺刃或刻度损坏,并避免尺刃伤到手指。
4.必要时,可以使用放大镜或显微镜来观察检查尺和焊缝的接触情况,以提高测量的准确性。
总结起来,焊缝检查尺是一种重要的焊接质量检验工具,能够帮助焊工和质检人员准确评估焊接工艺和操作,并据此进行相应调整和改进。
在使用时需要注意检查尺的精度、稳定性和安全操作,以确保测量结果的准确性和可靠性。
焊缝检验尺的使用方法
焊缝检验尺的使用方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用 0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸 1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度 0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊缝检验尺使用规范Word编辑
一、焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
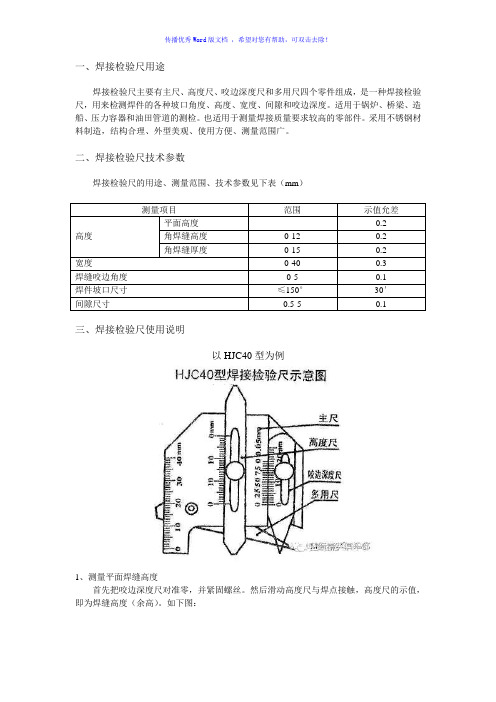
二、焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表(mm)测量项目范围示值允差高度平面高度0.2 角焊缝高度0-12 0.2 角焊缝厚度0-15 0.2宽度0-40 0.3焊缝咬边角度0-5 0.1焊件坡口尺寸≤150°30′间隙尺寸0.5-5 0.1三、焊接检验尺使用说明以HJC40型为例1、测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:2、测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:3、测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:4、测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:5、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:6、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:7、测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:四、保养方法:1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位3.多用尺上的间隙尺,不能当工具用。
焊缝检验尺的使用方法
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊接检验尺的使用方法
焊接检验尺的使用方法
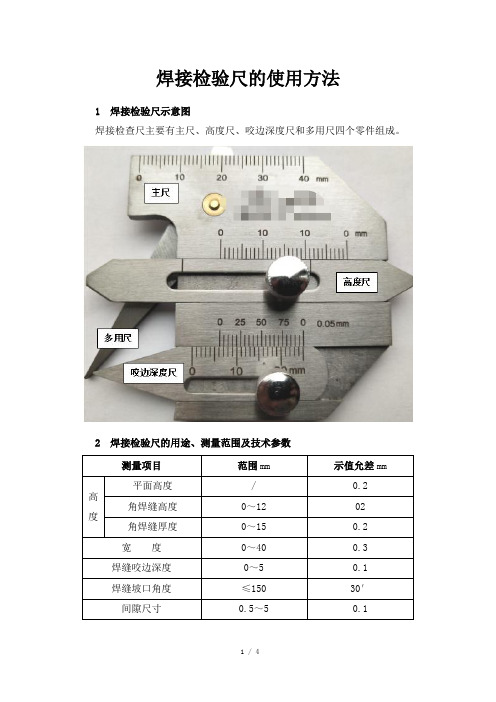
1 焊接检验尺示意图
焊接检查尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
2 焊接检验尺的用途、测量范围及技术参数
测量项目范围mm示值允差mm
高度
平面高度/ 0.2 角焊缝高度0~12 02 角焊缝厚度0~15 0.2 宽度0~40 0.3 焊缝咬边深度0~5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5~5 0.1
3 焊接检验尺的使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
测量角焊高度:用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
4 焊接检验尺的保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
焊缝检验尺使用方法
焊缝检验尺使用方法
一、熔焊缝检验尺使用方法
1. 准备工具:准备好熔焊缝检验尺;
2. 将熔焊缝检验尺放置在熔焊缝的上表面。
3. 用手触摸检验尺的前端,调节熔焊缝的深度。
4. 将检验尺(扣座)移动到次熔焊缝的上表面,继续调节熔焊缝的深度。
5. 使检验尺的后端安全地放��在板材的表面上,确保熔焊缝与检验尺的前端重合。
6. 重复4-5,直到所有熔焊缝断面都被检验完毕。
二、注意事项
1. 对于厚度超过检验尺规格的熔焊缝,要尽量保持它与检验尺的高度一致;
2. 一定要保证检验尺的前端能够完全贴合在该熔焊缝的表面上;
3. 检验时,可以利用检验尺上的等高线,将熔焊缝的深度调节到最合适的状态。
三、安全措施
1. 注意安全操作,检验时不可放置熔焊缝检验尺过高,以免造成安全事故;
2. 检验工作完成后,应及时将检验尺清理干净,并保持检验尺完好;
3. 检验过程中,必须要戴上护目镜,以避免操作过程中生锈、腐蚀以及污染等情况的发生。
焊接检验尺的使用方法
直接检测是指直接用人眼或放大倍数在6倍以下放大镜, 对试件进行检测。一般采用各类检测尺对焊接构件的外形 及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚 度、焊脚尺寸、焊脚不对称等。
一、余高测量
•首先把咬边深度尺对准零位, 并紧固螺钉,然后将滑动高度 尺与焊缝余高接触,高度尺的 示值即为焊缝余高。
二、焊缝宽度
用主体测量角紧贴焊缝一 边,然后旋转多用尺的测量 角紧靠焊缝的另一边,读出 焊缝宽度示值。
三、错边量测量
• 先用主尺紧靠焊缝一边,然后滑动高度尺,使之与焊缝另 一边接触,高度尺示值即为错变量。
四、焊脚高度测量
用尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊 件的另一边接触,高度尺示值即为。
用尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件的另一边接触,高度尺示值即为。 直接检测是指直接用人眼或放大倍数在6倍以下放大镜,对试件进行检测。 七、圆弧面咬边深度测量 直接检测是指直接用人眼或放大倍数在6倍以下放大镜,对试件进行检测。 七、圆弧面咬边深度测量 先用主尺紧靠焊缝一边,然后滑动高度尺,使之与焊缝另一边接触,高度尺示值即为错变量。 用主尺的工作面与焊件紧靠,并滑动高度尺与焊缝接触,高度尺示值即为。 将主尺和多用途尺分别紧靠被测量角的两个面,其示值即为。 一般采用各类检测尺对焊接构件的外形及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚度、焊脚尺寸、焊脚不对称等。 一般采用各类检测尺对焊接构件的外形及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚度、焊脚尺寸、焊脚不对称等。
七、圆弧面咬边ቤተ መጻሕፍቲ ባይዱ度测量
• 先把咬边深度尺对准零位基 准,并紧固螺钉,将三点测 量面与工件接触,注意不要 放在焊缝上,锁紧高度尺, 然后将咬边深度尺松开并放 于测量处,移动咬边深度尺, 其示值即为。
焊接检验尺的使用方法
焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分焊接检验尺的测量范围及技术参数
第三部分焊接检验尺使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度
测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
第四部分焊接检验尺的保养
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
.。
焊缝检验尺的使用方法
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊缝检验尺
焊缝检验尺焊缝检验尺的使用方法焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同, 焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度焊缝检验尺说明书焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160°5°±30间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30垂直焊缝高度(对接、角接) 〈20mm 1mm ± 0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝检验尺的使用方法 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
焊缝检验尺的使用方法
在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,
焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表
测量项目范围示值允差高度
平面高度
角焊缝高度
角焊缝厚度
宽度
焊缝咬边深度
焊件坡口角度
间隙尺寸
焊接检验尺说明书
前言
40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:
此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:
测量名称测量范围读数值示值误差
作钢尺用 0-40mm 1mm ±0.1mm
错口〈20mm 1mm ±0.20mm
或〈30mm 0.05mm ±0.10mm
坡口角度〈160° 5° ±30'
间隙尺寸 1-5mm 0.5mm ±0.20mm
对接组焊缝
X型坡口角角度 60°;70° 60°;70° ±30'
垂直焊缝高度
(对接、角接) 〈20mm 1mm ±0.20mm
角焊缝高度〈20mm 1mm ±0.20mm
焊缝宽度 0-40mm 1mm ±0.20mm
坡口错位〈20mm 1mm ±0.20mm
或〈30mm 0.05mm ±0.10mm
焊缝咬肉深度〈30mm 0.05mm ±0.10mm
三、注意事项:
使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
四、40型焊接检验尺结构图及使用说明:
(一)、结构图:
焊接检验尺正面结构图
焊接检验尺反面结构图
1、作一般钢尺用
2、测量错口
3、测量坡口角度
4、测量间隙尺寸
5、测量对接组焊缝X型坡口角度60度
6、测量对接组焊缝X型坡口角度70度
7、测量垂直焊缝高度(对接)
8、测量垂直焊缝高度(角接)
9、测量角焊缝高度
10、测量焊缝宽度
11、测量坡口错位量
12、测量焊缝咬肉深度数显焊缝检验尺
其功能与焊缝检验尺一样。