MSA-GRR数据生成工具(原始表格)---副本备课讲稿
MSA-GRR数据自动生成工具(已经解密)

使用本表前请阅读可调储存格的批注,%R&R达到预期要求时立即复制数据, 选择粘贴数值的方式粘贴到新表。 参数规格下限 规格上限 数据结果 测量偏差 规格偏差 小数位
10.15 10.8
10.475 0.13 系数 系数
数
0.02
0.2
2
GR&R=
11.7%
量具重复性和再现性数据表
零件 评价人/试验 1 2. 3. 4. Average均值 5. Range极差 6. B 7. 8 9. Average均值 10. Range极差 11. C 12. 13. 14. Average均值 15. Range极差 16. Part Average Xbar/p零件均值 (Xp) A 1 1. 10.53 2. 10.53 3. 10.54 10.5333 0.0100 1. 10.53 2. 10.55 3. 10.55 10.5433 0.0200 1. 10.54 2. 10.55 3. 10.53 10.5400 0.0200 2 10.55 10.56 10.57 3 10.37 10.38 10.38 4 10.42 10.42 10.42 5 10.45 10.45 10.46 10.4533 0.0100 10.47 10.47 10.45 10.4633 0.0200 10.45 10.45 10.46 10.4533 0.0100 6 10.51 10.53 10.52 7 10.39 10.39 10.39 8 10.44 10.44 10.45 9 10.43 10.43 10.45 10 10.56 10.57 10.57 Average均值 10.465 10.470 10.475 10.470 .011 10.476 10.477 10.475 10.476 .012 10.474 10.476 10.473 10.474 .010
MSA讲义(GRR)

稳定性分析
1)取一个样本并建立相对于可溯源标准的基准值。如果 该样品不可获得,选择一个落在生产测量范围中间的生 产零件 ,指定其为稳定性分析的标准样本。具备预期 测量的最低值,最高值和间位置的标准样本是较理想的。 建议对每个标准样本分别做测量与控制图。 2)定期(天,周)测量标准样本3~5次,样本容量和频率应该 基于对测量系统的了解。因素可以包括重新校准的频次、 要求的修理,测量系统的使用频率,作业条件的好坏。 应在不同的时间读数以代表测量系统的实际使用情况, 以说明在一天中预热、周围环境和其他因素发生的变化。 3)将数据按时间顺序画在Xbar&R或Xbar&S控制图上。
i 1 10
值VT为0.8mm,零件之制程变异为0.70mm. 则Bias=VA-VT=0.75-0.80=-0.05 %Bias=100( Bias /制程变异) =100(0.05/0.70)=7.1%(标准是5%以下)
线性分析
MSA-GRR 全自动数据生成

MSA(MeasurementSystemAnalysis)使用数理统计和图表的方法对测量系统的分
R&R是指量具(gage)的重复性(Repeatability)和再现性(reproducibility)。
R&R数值 > 30% 表示该量具系统不能接受,须予以改进。
R&R=开根号(EV平方+ AV平方)
EV(Equipment Variation)是重复性-设备变差
AV(Appraiser Variation)是再现性-评价人变差
当R&R的值大于30%的时候,表面设备变差和评价人变差超过了标准允许的范围,量具的重复性
对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量roducibility)。
准允许的范围,量具的重复性和再现性结果不可接受,必须改进!
数来说是否合适,并确定测量系统误差的主要成分。
MSA---GR&R
MSA
Accuracy vs Precision 准确和精密
假定参考材料的硬度的“真值”是5.0
方法1得到的读数为: 3.8, 4.4, 4.2, 4.0 方法2得到的读数为: 6.5, 4.0, 3.2, 6.3
哪种方法更准确? 哪种方法更精密? 你倾向哪种方法?为什么?
MSA
准确度 – 偏倚
Date of study: Reported by: Name of product: Misc:
Within Appraiser
100
Appraiser vs Standard
100
[ , ] 95.0% CI
90 90 80
Percent
பைடு நூலகம்
Percent
Percent
1 2 3
80
70 60 50
测量系统分析
记数型 MSA
计量型MSA
问题引入
No two things are exactly alike, but even if they were, we would still get different values when we measure them.
没有两个东西是完全相同的, 但是即使是, 我们测量 时仍然会得到不同的值。 D. J. Wheeler
MSA
Accuracy vs Precision 准确和精密
准确度是...
真值 真值 平均值
平均值
偏离
准确性好
准确性不好
真值
精密性是...
真值
精密性好
精密性不好
MSA
Accuracy vs Precision 准确和精密
精密度(Precision)
MSA-GRR数据生成工具(原始表格) - 副本
13.7311
14.5811 14.4911 13.4900 14.4578 14.5522 X-barbar=
14.137
Rp= 17. [Ra= ] + [Rb= ] + [Rc= ] / [ 评价人数量 = 18.[Max X = ] - [Min X = ] = XDIFF 19.[R = ] × [D4 = ]※ = UCLR 20.[R = ] × [D3 = ]※ = UCLR UCL/R= LCR/R= ]= R =
13.7467 13.6800 14.0533 0.0100 13.75 13.76 13.74 0.0200 13.68 13.69 13.67 0.0100 14.06 14.05 14.04
14.5800 14.4933 13.4933 14.4567 14.5567 X-bar/B= 0.0200 14.59 14.58 14.58 0.0100 14.49 14.49 14.48 0.0100 13.5 13.48 13.5 0.0200 14.46 14.46 14.46 0.0100 14.56 14.55 14.55 R-bar/B=
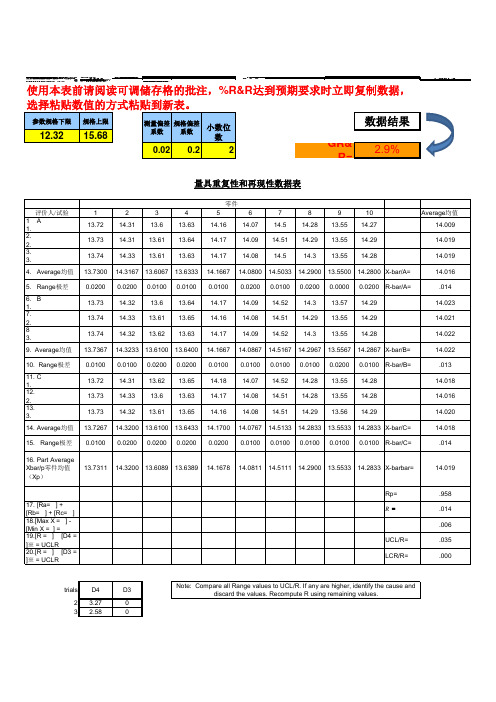
使用本表前请阅读可调储存格的批注,%R&R达到预期要求时立即复制数据, 选择粘贴数值的方式粘贴到新表。 参数规格下限 规格上限 数据结果 测量偏差 规格偏差 小数位
12.32 15.68
14 0.672 系数 系数
数
0.02
0.2
2
GR&R=
2.4%
量具重复性和再现性数据表
零件 评价人/试验 1 2. 3. 4. Average均值 5. Range极差 6. B 7. 8 9. Average均值 10. Range极差 11. C 12. 13. 14. Average均值 15. Range极差 16. Part Average Xbar/p零件均值 (Xp) A 1 1. 14.58 2. 14.59 3. 14.58 14.5833 0.0100 1. 14.59 2. 14.6 3. 14.59 14.5933 0.0100 1. 14.59 2. 14.59 3. 14.59 14.5900 0.0000 2 13.74 13.76 13.74 3 13.67 13.68 13.68 4 14.04 14.04 14.05 5 13.72 13.74 13.73 13.7300 0.0200 13.74 13.74 13.73 13.7367 0.0100 13.73 13.72 13.73 13.7267 0.0100 6 14.57 14.59 14.58 7 14.48 14.5 14.5 8 13.48 13.49 13.48 9 14.45 14.46 14.46 10 14.54 14.56 14.54 Average均值 14.127 14.141 14.134 14.134 .015 14.136 14.143 14.138 14.139 .013 14.141 14.137 14.134 14.137 .012
MSA-GRR数据资料表
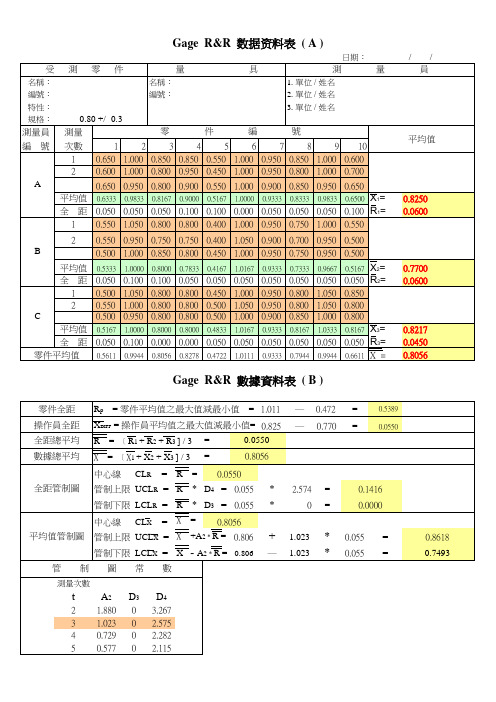
管制圖常數
* 2.574 =
*
0=
+ 1.023 * ─ 1.023 *
0.1416 0.0000
0.055 = 0.055 =
測量次數
t
A2 D3 D4
2 1.880 0 3.267
3 1.023 0 2.575
4 0.729 0 2.282
1.0167
0.050 1.000 1.050 1.000
1.0167
0.050
1.0111
0.9333
0.050 0.950 0.950 0.900
0.9333
0.050
0.9333
0.7333
0.050 0.800 0.800 0.850
0.8167
0.050
0.7944
0.9667
0.050 1.050 1.050 1.000
0.8730 2)
量測次數
2 3 4 5
操作員人數
2 3 4 5
零件數
2 3 4 5 6 7 8 9
K1 %EV = 100 ( EV / TV )
4.56
= 100 ( 0.1672
0.9007 )
3.04
= 18.56 %
2.50 %EV = 100 ( EV / TΒιβλιοθήκη lerance )2.21
1.0000
0.100
0.9944
0.8000
0.100 0.800 0.800 0.800
0.8000
0.000
0.8056
0.7833
0.050 0.800 0.800 0.800
GRR表格MSA第四版
设备名称:目标尺寸:测量人数:3%EV 值:14.48%评估日期:尺寸编号:上限尺寸:实验次数:3%AV值:9.24%统计人员:工件机种:下限尺寸:样品数量:10%GR&R 值:17.18%评定结果:0.600.5514.48%9.24%n=样品数量r=实验次数17.18%98.51%8.09ndc ≥5可接受1) Values for D3, D4 and K1 are selected dependent on the number of trials 2) Value for K2 is dependent on the number of operators 常数D4K1K23) Value for K3 is dependent on the number of parts2 3.270.88620.70714) Identify root cause for any ranges above UCL, repeat measurements with same3 2.580.59080.5231operator and parts or discard those results and reaverage, then recalculate results.45) AV defaults to zero if a negative is calculated under the square root sign.56) The ndc is the number of distinct categories67) ndc<2 (Not acceptable), ndc =2 to 4 (Attribute Data), ndc>=5 (Acceptable)78) Interpretation of R&R results shown below:8Percentage GRR Result Action 9Under 10%Acceptable None 1010~30%May be acceptable ReviewOver 30%Not acceptableReject重复性—设备变差%GRR=100[GRR/TV]GRR=0.0031零件变异%EV=100[EV/TV]EV=0.0026再现性—设备变差%AV=100[AV/TV]AV=0.0017重复性和再现性0.3146ndc=1.41(PV/GRR)TV=0.0180K30.70710.52310.44670.40300.37420.35340.33750.3249%PV=100[PV/TV]PV=0.0177总变差0.0020.0040.0060.0080.010.01212345678910极差图A B C UCL0.5000.5500.600 0.6500.700 12345678910均值图A B C UCL LCL1K R EV ⨯=))/(()(222nr EV K X AV DIFF -⨯=22AV EV GRR +=3K R PV P ⨯=22PV GRR TV +=。
MSA-GRR测量系统分析报告表格
% R&R = 100(R&R/TV) K3 3.65 0.7071 0.5231 0.4467 0.3742 0.3534 0.3375 0.3249 0.3146 ndc= 1.41(
PV
= #DIV/0! = #DIV/0!
2 3 4 5 6 7
2
% PV = 100(PV/TV) = #DIV/0! = #DIV/0!
%R&R<30%,
ndc≥5
此测量系统可以接受 This measurement system can be accepted. 此测量系统不可接受 This measurement system can‘t be accepted.
B21-06
= 0.0000 总变差 Total Variation (TV) TV = R&R + PV = #DIV/0!
2
8 9 10
/GRR) = #DIV/0!
The Number of Distinct Categories
= #DIV/0! 接受准则: Acceptance Criteria: 结论: Conclusion:
3
评价人数A: Appraisers No.: R double bar = #DIV/0!
量具名称: Gauge Name.: 量具编号: Gauge No.: 特性: Characteristic : 评价人: 0.000 Appraisers : 零件数n: 3 Parts No.: XbarDIFF = 0.00000
10
RP = 0.000
测量单元分析 Measurement Unit Analysis 重复性—设备变差 Equipment Variation(EV) 试验次数 EIV/0! 2 3
MSA-GRR数据自动生成工具演示教学
零特规NMRNdRPT=eoVaueoeeE件性范ftrmptp=aaanteeresu编:lV:tboAaauelVedtatt号raaruternhirbbcoamev和ieaiftgabllieito名ttaliiryynluoRnittaine称-&yvEAPlseRK-VV:===1 R确0R-.b0pa认00S3rx2.b03qQ4Ka:0RS3Rr37402qtRxT(84..3(=R(6E0R820tV0.&8.(^0.(58R52X0699)^-720b+48a+8(rAPDVV0I^F.^20F2)1)Ax2Xp6K-bp72ar)ar^bi2sa-eT(rrE=Krs23iaV2l^s2/(n量r1)30)具P)..857K1a名 号 类2345678938900r1t4607:s52816 计 x-0B0量.5743.aK432047531r30376431724596 T%o%Tl.nAor=E====tVVa%=l%=R=P&V04R.=0=制05 Num日 完be期 成r : 人o(fRP9EA:2020pt&9Vr..Vai.418052Ra9r//6908tlTRN/7sT%%oV%/oV=opl.l=)of ((VTVTooaallrreeiiaarreettiioonnnncc1ee))03)) .1<<90<<6<<8<<
.012 13.835 13.836 13.834 13.835
15. Range极差 0.0100 0.0100 0.0100 0.0200 0.0200 0.0100 0.0200 0.0100 0.0100 0.0200 R-bar/C=
.014
MSA-测量系统分析-GRRppt课件
最新课件
27
3、 “好的”测量系统的基本特性有:
1> 足够的分辨率和灵敏度。
为了测量的目的,相对于过程变差的规范控制限,测量的增量应该很小。
2> 测量系统应该是统计受控制的。
这意味着在可重复条件下,测量系统的变差只能是由于普通原因而不是 特殊原因造成。
3> 对于产品控制,测量系统的变异性与公差相比必须小。
最新课件
3
1、什么是测量系统
测量系统: 是用来对被测特性定量测量或定性评价的仪器或量具、
标准、操作、方法、夹具、软件、人员、环境和假设的 集合;用来获得测量结果的整个过程。
根据定义,一个测量过程可以看成是一个制造过程, 它产生数值(数据)作为输出。这样看待测量系统是有 用的,因为这可以使用权我们运用那些早已在统计过程 控制领域证明了有效性的所有概念、原理和工具。
测量系统分析
Measurement System Analysis
Prepared by : Department:
最新课件
1
内容
一、 测量系统的定义 二、 认识误差 三、 GR&R 四、 稳定性 五、 不确定度 六、 测量系统分析
最新课件
2
内容
一、 测量系统的定义 二、 认识误差 三、 GR&R 四、 稳定性 五、 不确定度 六、 测量系统分析
最新课件
32
思考题 2
如果让你来评估本公司的一套测量系统(板测或终 测的自动测试),你会选择以下哪些指标:
A. FOR B. CpK C. NFF D. GRR
最新课件
33
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.011 14.154 14.153 14.158 14.155
10. Range极差
11. C 1. 12. 2. 13. 3.
14. Average均值
0.0000 0.0200 0.0100 0.0100 0.0100 0.0200 0.0100 0.0100 0.0100 0.0200 R-bar/B=
13.95 14.62 14.55 14.1
14.08 13.55 13.85 14.35 14.47 14.04
13.95
14.6 14.56 14.1
14.09 13.56 13.85 14.34 14.47 14.03
13.95 14.61 14.57 14.1
14.09 13.54 13.86 14.33 14.49 14.03
日完零测总DPCTR结S开GRGoeaih&ug期成件试偏果始rtsaaRianAeftdurgo人编特差总研接量l:iNalpfl证ierTtincpom号性概究受cs具oater实.aeeolc和s量前&nerdvc人irtfs名具e,oBtdpnri称y必ctcB:eedy=12345678123: 尽 零 使 确 测 相GWoPTpAaMRC>pr3has1eoaeo<可 件 用 保 量 关hep0sr0>angac1etur%-sds>ese能 必 的 测 应a0n3rui>useti-mn%0sil从 须 仪 量 以 材>srntg%eu-gsrms.t V在 RYN证ae&o>测rsR>i实a量>/Tt人>i系ol 7偏 √ 对 基 检Mcp6oreaAoE.差 于 测s-测 量 系lobe查u.fem=量 具 统res
9. Average均值
0.0000 0.0100 0.0200 0.0100 0.0100 0.0100 0.0100 0.0100 0.0100 0.0200 R-bar/A=
13.94 14.61 14.57 14.1
14.08 13.55 13.86 14.33 14.47 14.03
13.94
零特规NMRNdRPT=eoVaueoeeE件性范ftrmptp=aaanteeresu编:lV:tboAaauelVedtatt号raaruternhirbbcoamev和ieaiftgabllieito名ttaliiryynluoRnittaine称-&yvEAPlseRK-VV:===1 R确0R-b.p0a认00S3rx.b203qQKa0:03RSRr37730qtRxT(38..3(=R(82E3R50tV0.&5.(^0.(35R52X069)^-720b+08a+9(rAPDVVI^F0^2F2.)0)Ax1Xp2K-bp2ar)ar^bi2sa-eT(rrE=Krs23iaV2l^s2/(n量r1)40)具P)..1857K1a名 号 类2345678958900r1t4607:s12811 计 x-0B0量.5743.aK432047531r30376431724596 T%o%Tl.nAor=E====tVVa%=l%=R=P&V04R.=0=制05 Num日 完be期 成r : 人o(fRP9EA:2020pt&9Vr..Vai.16021Ra9r//28518tlTRN/8sT%%oV%/oV=opl.l=)of ((VTVTooaallrreeiiaarreettiioonnnncc1ee))03)) 1<<.0<<0<<6<<1
3 14.55
4 14.09
零件
5
6
14.07 13.54
7 13.84
8 14.33
9 14.47
10 14.03
13.94 14.61 14.57 14.1
14.07 13.54 13.85 14.33 14.47 14.05
13.94 14.61 14.56 14.1
14.08 13.55 13.84 14.34 14.48 14.05
13.9500 14.6100 14.5600 14.1000 14.0867 13.5500 13.8533 14.3400 14.4767 14.0333 X-bar/C=
.012 14.156 14.155 14.157 14.156
15. Range极差 0.0000 0.0200 0.0200 0.0000 0.0100 0.0200 0.0100 0.0200 0.0200 0.0100 R-bar/C=
[Min X = ] = 19.[R = ] × [D4 = ]※ = UCLR 20.[R = ] × [D3 = ]※ = UCLR
Rp= R=
UCL/R= LCR/R=
1.061 .012 .005 .031 .000
trials D4
D3
2 3.27
0
3 2.58
0
Note: Compare all Range values to UCL/R. If any are higher, identify the cause and discard the values. Recompute R using remaining values.
选择粘贴数值的方式粘贴到新表。
参数规格下限
12.32
规格上限
15.68
14
测量偏差 规格偏差 小数位
系数
系数
数
0.672 0.02 0.2
2
数据结果
GR& R=
2.2%
CH检E查CK
量具重复性和再现性数据表
评价人/试验 1A 1. 2. 2. 3. 3.
4. Average均值
1 13.94
2 14.6
13.9400 14.6067 14.5600 14.0967 14.0733 13.5433 13.8433 14.3333 14.4733 14.0433 X-bar/A=
Average均值 14.146 14.153 14.155 14.151
5. Range极差
6. B 1. 7. 2. 8 3.
800.205.1.1g部 具ee具eN门 名 类ptN号yat.称 型Dpmo日ea.e::期t:e: 0% R>>P&>>V>>R=>>= JR卡 计W&0尺 量R21=3020.2.0%% 0.18%
使用本表前请阅读可调储存格的批注,%R&R达到预期要求时立即复制数据,
.013
16. Part Average Xbar/p零件均值 (Xp)
13.9433 14.6089 14.5611 14.1000
14.0811
13.5478 13.8500 14.3356 14.4744 14.0389 X-barbar=
14.154
17. [Ra= ] +
[Rb= ] + [Rc= ] 18.[Max X = ] -
14.6 14.56 14.1
14.09 13.54 13.85 14.33 14.48 14.04
13.94 14.62 14.56 14.11 14.08 13.56 13.85 14.34 14.47 14.05
13.9400 14.6100 14.5633 14.1033 14.0833 13.5500 13.8533 14.3333 14.4733 14.0400 X-bar/B=