伺服驱动器控制实训
伺服实习报告

一、实习背景随着我国工业自动化技术的快速发展,伺服系统在工业自动化领域得到了广泛的应用。
为了更好地了解伺服系统的工作原理和应用,提高自己的实践操作能力,我参加了为期一个月的伺服实习。
二、实习目的1. 了解伺服系统的工作原理和组成;2. 掌握伺服系统的调试与维护方法;3. 提高自己的动手操作能力和团队协作能力;4. 将所学理论知识与实际应用相结合。
三、实习内容1. 伺服系统基础知识在实习初期,我学习了伺服系统的基础知识,包括伺服系统的组成、工作原理、控制方式等。
通过学习,我了解到伺服系统主要由伺服驱动器、伺服电机、编码器、控制器等组成,它们协同工作,实现对机械运动的精确控制。
2. 伺服系统调试在实习过程中,我参与了伺服系统的调试工作。
首先,根据实际需求,选择合适的伺服驱动器和伺服电机;然后,连接好各部件,进行硬件调试;最后,编写程序,实现运动控制。
在调试过程中,我学会了如何调整伺服参数,使系统达到最佳运行状态。
3. 伺服系统维护在实习期间,我还学习了伺服系统的维护方法。
包括定期检查各部件的运行状态、清洁伺服系统、更换损坏的部件等。
通过学习,我了解到维护工作对伺服系统稳定运行的重要性。
4. 伺服系统应用案例为了更好地理解伺服系统的应用,我参与了几个实际案例的实践。
例如,在自动化生产线中,伺服系统用于控制机械臂进行取料、放置等操作;在数控机床中,伺服系统用于实现高精度的加工。
四、实习体会与收获1. 理论与实践相结合通过本次实习,我深刻体会到理论与实践相结合的重要性。
在实习过程中,我将所学理论知识应用于实际操作中,提高了自己的动手能力。
2. 团队协作在实习过程中,我与同学们相互配合,共同完成各项任务。
这使我认识到团队协作在完成工作过程中的重要性。
3. 严谨的工作态度在实习过程中,我学会了如何对待工作,始终保持严谨的态度。
这对我今后的学习和工作都具有积极的意义。
4. 拓宽知识面通过实习,我对伺服系统有了更深入的了解,拓宽了自己的知识面。
实验1 交流伺服电机控制实验
实验一交流伺服电机控制实验一、实验目的和要求1、熟悉三菱伺服驱动器的接线及伺服电机的驱动控制方法;2、熟悉AMPCI数据采集卡的使用方法;3、提升计算机编程能力;4、熟悉计算机键盘按键控制外部设备的方法;5、学习微秒级延时方法;二、实验设备与材料准备1、AMPCI9102数据采集卡及相关配件;2、PC机及外围配件;3、三菱伺服驱动雕铣工作台;4、导线若干;三、实验原理及步骤1、实验基本原理通过VB编程控制AMPCI9102数据采集卡向伺服驱动器输出方向电平和脉冲信号,从而控制伺服电机的转向。
举例:欲让X轴电机正转一个脉冲,我们只要先向X轴电机发一个方向电平,现假定高电平1为反转,那么正转就应该发低电平0;然后发一个脉冲即可实现。
若需电机连续转动,则应在脉冲间安插一个延时,建议50毫秒左右。
AMPCI9102数据采集卡相关命令:1)打开AMPCI设备:函数:void _stdcall AM9102_Open(HANDLE *phPLX9052, WORD nCardNum)功能:打开AMPCI-9102卡入口有效参数:nCardNum = 0,1,2,3...出口返回值: 1 打开设备成功0 打开设备失败2)16BIT开关量输出函数:void _stdcall AM9102_D0(HANDLE hPLX9052, WORD date)功能:输出16BIT数字量入口有效参数:date-输出数值, 取值范围0000-FFFF出口返回值: 无3)16BIT开关量输入:函数:WORD _stdcall AM9102_DI(HANDLE hPLX9052)功能:读入16BIT数字量输入状态入口有效参数:无出口返回值: DI-输出数值范围0000-FFFF4)关闭AMPCI设备:函数:void _stdcall AM9102_Close(HANDLE hPLX9052)功能:关闭某一AMPCI9102卡入口有效参数:无出口返回参数:无2、实验步骤1)读懂AMPCI9102数据采集卡的数字量输入/输出插座各引脚定义NC 40 ⊙⊙ 39 NCNC 38 ⊙⊙ 37 NC 19 37 GND 36 ⊙⊙ 35 GND 18 36 +5V 34 ⊙⊙ 33 +5V 17 35 B07 32 ⊙⊙ 31 B06 16 34 B05 30 ⊙⊙ 29 B04 15 33 B03 28 ⊙⊙ 27 B02 14 32 B01 26 ⊙⊙ 25 B00 13 31 B08 24 ⊙⊙ 23 B09 12 30 B10 22 ⊙⊙ 21 B11 11 29 B12 20 ⊙⊙ 19 B13 10 28 B14 18 ⊙⊙ 17 B15 9 27 AO7 16 ⊙⊙ 15 AO6 8 26 AO5 14 ⊙⊙ 13 AO4 7 25 AO3 12 ⊙⊙ 11 AO2 6 24 AO1 10 ⊙⊙ 9 AO0 5 23 AO8 8 ⊙⊙ 7 AO9 4 22 A10 6 ⊙⊙ 5 A11 3 21 A12 4 ⊙⊙ 3 A13 2 20 A14 2 ⊙□ 1 A15 12)接线5 ——X电机脉冲信号24——X电机方向电平6——Y电机脉冲信号25——Y电机方向电平7——Z电机脉冲信号26——Z电机方向电平3)驱动器设置PA01:,控制模式0000,位置控制PA05:500,表示一转所需要的脉冲数PA13:脉冲输入形式0011,负逻辑,脉冲+符号PA14:方向选择,0或者1PD01:限位、伺服使能、比例、转矩等选择,如设置为0000,即可使得外部信号对这些功能进行控制,如图所示:4)驱动器引脚接线10——脉冲信号35——方向信号20、12——+24V46——地42——急停,平时接低电平43、44——限位,平时低电平15——伺服使能,低电平有效5)编程要点Call AM9102_DO(hPLX9052, intWordOut):输出数字量信号intWordOutmicroSec longDelaymicroSecond:延时longDelaymicroSecond微秒四、实验参考程序_______________________________________________________________________________ X轴正转:Public Sub Xinc()intWordOut = &H0Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &H1Call AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd SubX轴反转:Public Sub Xdec()intWordOut = &H2Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &H3Call AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd SubY轴正转:Public Sub Yinc()intWordOut = &H0Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &H4Call AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd SubY轴反转:Public Sub Ydec()intWordOut = &H8Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &HCCall AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd SubZ轴正转:Public Sub Zinc()intWordOut = &H0Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &H10Call AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd SubZ轴反转:Public Sub Zdec()intWordOut = &H20Call AM9102_DO(hPLX9052, intWordOut)intWordOut = &H30Call AM9102_DO(hPLX9052, intWordOut)microSec longDelaymicroSecondEnd Sub_______________________________________________________________________________五、实验思考题1、为什么需要延时?2、测试longDelaymicroSecond取不同的数值,对伺服电机运行的影响。
机械电气与伺服控制综合实训总结报告

机械电气与伺服控制综合实训总结报告
一、PLC控制系统
在PLC控制系统的实训中,我们学习了PLC的工作原理、梯形图程序设计以及PLC与机械手的联动控制等内容。
通过编写梯形图程序,我们实现了机械手的基本运动。
同时,我们学习了PLC与人机界面的配合使用,实现了对机械手的手动控制和自动控制的切换,
二、伺服控制系统
伺服控制系统的实训中,我们学习了伺服电机的原理、编码器的使用以及伺服控制器的参数调节等内容。
通过对伺服电机的控制,我们实现了机械手的精确运动,提高了机械手的运动精度。
同时,我们掌握了伺服控制系统的调试方法,对问题进行了逐一排查和解决。
三、机械设计及加工
在机械设计及加工的实训中,我们学习了机械设计的基本原理、机械加工工艺以及机械加工中的注意事项等内容。
通过实际制作机械结构部件,我们深入了解了机械设计的实际操作过程,掌握了机械制作的常见工具及装置的使用方法。
同时,我们也学会了如何进行机械结构部件的加工和装配。
综上所述,通过本次实训,我不仅学习了PLC控制系统、伺服控制系统和机械设计及加工等知识,更重要的是,我掌握了实践操作的技能,提高了自己的动手能力和解决问题的能力。
这对我今后的学习和工作都有着重要的意义。
伺服运动控制---实验2+实验4指导书
实验二 步进电机控制实验[实验目的]1.掌握使用步进电机驱动器控制步进电机的系统设计方法;2.熟悉步进电机驱动器的用法;3.掌握基于步进驱动器的步进电机单轴控制方法。
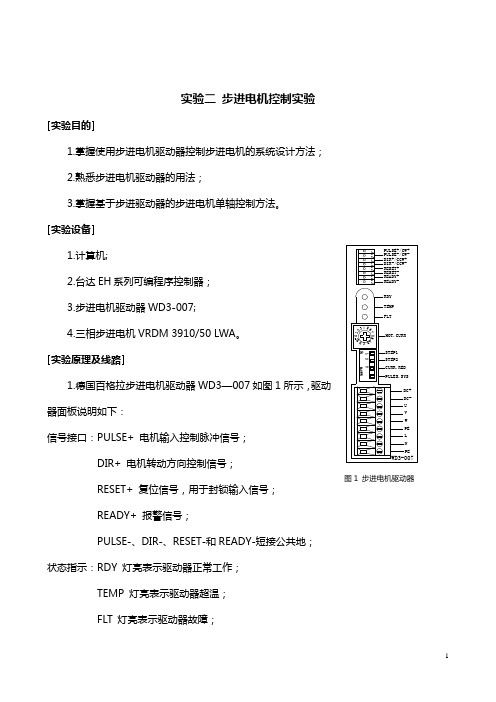
[实验设备] 1.计算机; 2.台达EH 系列可编程序控制器; 3.步进电机驱动器WD3-007;4.三相步进电机VRDM 3910/50 LWA 。
[实验原理及线路] 1.德国百格拉步进电机驱动器WD3—007如图1所示,驱动器面板说明如下:信号接口:PULSE+ 电机输入控制脉冲信号;DIR+ 电机转动方向控制信号;RESET+ 复位信号,用于封锁输入信号; READY+ 报警信号;PULSE-、DIR-、RESET-和READY-短接公共地;状态指示:RDY 灯亮表示驱动器正常工作;TEMP 灯亮表示驱动器超温; FLT 灯亮表示驱动器故障; 功能选择:MOT.CURR 设置电机相电流;STEP1、STEP2 设置电机每转的步数; CURR.RED 设定半流功能PULSE.SYS 可设置成“脉冲和方向”控制方式; 也可以设置成“正转和反转”控制方式; 功率接口:DC+和DC-接制动电容;U 、V 、W 接电机动力线,PE 是地;L 、N 、PE 接驱动器电源,电源电压是220VAC 输入时,最大电流是3A 。
电源线横截面≥1.5平方毫米,尽量短。
驱动器的L 端和N 端接供电电源,同时要串接一个6.3A 保险丝;PE 为接地。
信号说明:(1)PULSE :脉冲信号输入端,每一个脉冲的上升沿使电机转动一步。
(2)DIR :方向信号输入端,如“DIR ”为低电平,电机按顺时针方向旋转;“DIR ”为高电平电机按逆时针方向旋转。
(3)CW :正转信号,每个脉冲使电机正向转动一步。
(4)CCW :反转信号,每个脉冲使电机反向转动一步。
(5)RESET :复位信号,如复位信号为低电平时,输入脉冲信号起作用,如果复位信号为高电平时就禁止任何有效的脉冲,输入信号无效,电机无保持扭矩。
实训项目二 伺服系统的速度控制模式运行
实训项目二伺服系统的速度控制模式运行信息来源:发表日期:08-03-08 20:11:07一、实训目的:伺服控制系统的功能很广,有速度控制模式,转矩控制模式,位置控制模式以及这三种模式的组合模式,本项目练习速度控制模式,通过实训理解速度控制模式下的伺服电机的运行特点。
二、实训任务。
在速度控制模式下,能完成7段调速以及电位器调速。
三、相关知识。
1、理解伺服电机和伺服驱动器的控制原理。
2、理解伺服驱动器的参数设置要求,和每调参数对系统运行情况的影响。
3、速度控制模式的使用场合。
以及速度控制模式的特点。
四、实训设备。
由伺服驱动器MR-J2S-10A、伺服电机HC-MFS13B、DC24V电源、接触器、中间继电器、按钮等组成的实训板。
万用表、螺丝刀等。
五、实训步骤。
1、画出控制系统的原理图并接线。
(1)系统控制主电路(如图2-1)。
(2)系统控制回路(如图2-2).2.设置参数.首先将设置参数 NO.19=000E,然后再设置下表2-1中的参数,设置完毕后,把系统断电,重新启动,则参数有效。
表2-1 速度控制模式要设置的参数图2-1 系统控制主电路图2-2 速度控制模式下控制回路3、开始运行。
通过控制SP1、SP2、SP3、或者电位器VC的电压调整电机运行的速度如表2-2所示。
ST1、ST2控制电机运行的方向及启动和停止。
运行方向如表2-3所示。
表2-2 电机运行速度表表2-3 电机运行方向六、注意事项:1、由于实训设备不够,要分组进行,所以第一组接好线后,后面的不要重新接线,只是检查线是否接对,但运行速度可以改变。
2、由于没有成套设备,要现场接线,因此可能线比较乱,所以每组进行时要注意用电安全。
3、在运行过程中,如听到电机有异常声音,要极时停机检查原因。
对于一些备用参数不允许设置。
七、评分标准八、思考题。
有一控制现场,当接收到一个启动信号时,要求电机以尽量高的速度旋转,但只能转一周,而且都停在一个固定位置上。
伺服控制综合实训报告
一、实训背景与目的随着自动化技术的不断发展,伺服控制系统在现代工业中的应用日益广泛。
为了深入了解伺服控制系统的原理、组成及实际应用,提高自身的实践操作能力,我们进行了为期两周的伺服控制综合实训。
本次实训旨在通过实际操作,使学生掌握伺服控制系统的基本原理、安装调试方法以及故障排除技巧,培养学生的动手能力和团队协作精神。
二、实训内容与过程1. 伺服控制系统概述实训开始,我们首先学习了伺服控制系统的基本概念、分类及工作原理。
伺服控制系统主要由伺服驱动器、伺服电机、位置传感器、控制器等组成。
通过学习,我们了解到伺服控制系统具有响应速度快、精度高、稳定性好等特点。
2. 伺服驱动器与伺服电机在了解了伺服控制系统的基础知识后,我们开始学习伺服驱动器和伺服电机的原理及选用方法。
实训过程中,我们实际操作了多种伺服驱动器和伺服电机,掌握了它们的安装、接线、调试方法。
3. 位置传感器位置传感器是伺服控制系统中的重要组成部分,用于检测伺服电机的位置信息。
实训中,我们学习了各种位置传感器的原理及特点,并实际操作了编码器、磁电传感器等。
4. 控制器控制器是伺服控制系统的核心,负责接收来自传感器的信号,并根据预设的控制策略进行运算,最终输出控制信号给伺服驱动器。
实训中,我们学习了PLC、单片机等控制器的编程及应用。
5. 伺服控制系统应用在掌握了伺服控制系统的基本原理和操作方法后,我们进行了伺服控制系统应用实训。
实训项目包括:伺服电机正反转控制伺服电机位置控制伺服电机速度控制伺服电机多轴联动控制通过实际操作,我们掌握了伺服控制系统的应用方法,并解决了实际问题。
三、实训收获与体会通过本次实训,我们收获颇丰:1. 理论知识与实践操作相结合:在实训过程中,我们不仅学习了伺服控制系统的理论知识,还通过实际操作加深了对理论知识的理解。
2. 提高了动手能力:在实训过程中,我们学会了如何安装、调试和维修伺服控制系统,提高了自己的动手能力。
3. 培养了团队协作精神:实训过程中,我们分工合作,共同解决问题,培养了团队协作精神。
【实训】 学会伺服电机的使用
变频器的应用——伺服电机应用班级:自动化21091姓名:胥兴兴马沛文学号:********** **********【实训】学会伺服电机的使用一.实训的要求要求:使用信捷变软实现伺服电机正转5圈后再反转5圈,最后停止(其中要求伺服驱动器中设置脉冲列位置模式)二.伺服电机与驱动器之间的接线图按图接线,伺服设置为上电运行(P5-10=N.0010),伺服接收到脉冲就可以转动,伺服驱动输出的两个信号为默认的定位结束(/COIN)和报警输出信号(/LARM)。
三.设备选型表设备产品型号数量信捷PLC XC5系列PLC 1伺服电机信捷伺服电机 1伺服驱动器DS2-AS伺服驱动 1四.参数设定一.空载试运行空载试运行是指,在电机没有机械连接的情况下,进行的试运行操作,其主要目的是为了确定驱动器及电机无故障,同时检验接线的正确性,具体操作如下:进入参数F-01,将参数设置为1,按住ENTER确认。
观察电机是否正常运行?如果正常,进入参数F1-02进行电动操作。
二.参数设置在上述确定伺服电机及其外设正常时,设定如下参数:脉冲列位置模式参数设定参数序号设定值含义P0-01 6(默认值)工作模式设置:脉冲列位置模式P2-00 2(默认值)脉冲指令形态:脉冲+方向P5-10 n0.0010 使能(S-ON)方式:伺服内部使能五.电子齿轮比设定电子齿轮的设定方法按照以下1~6的顺序,计算“电子齿轮比(B/A)”,并在参数“P2-02,P2-03”中设定该值。
1. 确认机械规格。
与电子齿轮相关的要素如下所示:·减速比·滚珠丝杠节距·滑轮直径等2. 确认伺服电机的编码器脉冲数。
3. 决定指令单位。
指令单位是指移动负载的位置数据的最小单位。
( 上级装置指令的最小单位)·0.01mm,0.001mm,0.1°,0.01 英寸输入1 脉冲的指令,移动1 指令单位。
·指令单位为1μm 时输入50000 脉冲的指令脉冲后,移动50000×1μm = 50mm。
交流伺服实习报告
一、实习背景随着我国工业自动化程度的不断提高,伺服系统在各个行业中的应用越来越广泛。
为了更好地了解伺服系统的工作原理和应用,提高自己的实际操作能力,我于近期参加了某知名企业的交流伺服实习。
二、实习目的1. 了解交流伺服系统的基本原理和组成;2. 掌握交流伺服系统的安装、调试和维护方法;3. 培养实际操作能力,提高自己在工业自动化领域的综合素质。
三、实习内容1. 交流伺服系统基本原理及组成(1)交流伺服系统概述交流伺服系统是一种以交流电机为执行机构的自动控制系统,它将交流电源转换为电机所需的旋转动力,通过控制器实现对电机转速、转矩和位置的控制。
交流伺服系统广泛应用于工业自动化、数控机床、机器人等领域。
(2)交流伺服系统组成交流伺服系统主要由以下几部分组成:①交流伺服电机:作为执行机构,将电能转换为机械能;②伺服驱动器:将控制信号转换为电机所需的电流和电压,实现对电机的控制;③位置反馈环节:通过编码器、磁栅等传感器获取电机位置信息,反馈给控制器;④控制器:根据设定目标值和反馈值,计算出控制信号,发送给伺服驱动器;⑤电源:为系统提供稳定的电源。
2. 交流伺服系统的安装与调试(1)安装①根据设备要求,选择合适的交流伺服电机和伺服驱动器;②按照设备说明书,将电机和驱动器安装在设备上;③连接电机和驱动器之间的电缆,确保连接牢固;④连接控制器和驱动器之间的通信线,确保通信正常。
(2)调试①根据设备要求,设置控制器参数;②通过示波器、万用表等工具检测电机和驱动器的工作状态;③调整控制器参数,使电机达到预期性能;④进行负载实验,验证系统的稳定性和可靠性。
3. 交流伺服系统的维护与保养(1)定期检查电机、驱动器和控制器的运行状态,确保设备正常运行;(2)检查电缆连接是否牢固,如有松动,及时紧固;(3)定期清理设备上的灰尘和杂物,保持设备清洁;(4)定期更换易损件,如轴承、密封件等;(5)根据设备说明书,进行定期维护保养。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章SB15伺服驱动器实训模块介绍 (2)一、产品概述 (2)二、产品特点 (2)三、技术性能 (2)第二章交流伺服电机及驱动器的使用 (3)一、交流伺服电机及驱动器介绍 (3)二、交流伺服电机驱动器及伺服电机的选型 (4)三、交流伺服电机及驱动器的接线 (4)四、控制模式 (6)五、I/O信号说明 (6)六、参数表 (9)七、显示和操作 (9)八、故障处理及报警处理方法 (10)第三章实训项目 (14)实训一交流伺服电机驱动器的参数设置 (14)实训二PLC控制伺服电机的转向和速度 (15)实训三小车综合运行控制 (16)实训四三菱伺服软件控制伺服运行 (20)实训五小车位置控制 (24)第一章 SB15伺服驱动器实训模块介绍一、产品概述“SB15伺服驱动器实训模块”是根据《机电一体化技术》、《可编程控制器及其应用》等课程实训教学的需求而研制的,该实训模型由运动小车、滚珠丝杆传动机构、三菱MR-E系列交流伺服电机及伺服驱动器、检测传感器等组成,适合机电一体化、电气工程、自动化等专业实训教学。
二、产品特点“SB15伺服驱动器实训模块”为电机控制及电气实训课程的教学平台,可完成传动控制、键值优化比较行走控制、定向控制、定位控制、加减速控制、点动控制、位置控制等实训内容。
该系统为学生提供一个具有高度完整性、开放性、安全性的实训平台。
通过实际动手操作,加深对伺服电机原理及性能的深入理解,可以使学生对自动控制系统形成一定的认知。
三、技术性能1.输入电源:单相三线AC220V±10% 50Hz2.工作环境:温度-10℃~40℃相对湿度≤85%(25℃)海拔<4000m3.装置容量:<1.0kVA4.外形尺寸:680*300*150mm第二章交流伺服电机及驱动器的使用一、交流伺服电机及驱动器介绍交流伺服电动机的结构主要可分为两部分,即定子部分和转子部分。
交流伺服电机的转子有笼型和杯型两种,它的转子电阻都做得比较大,其目的是使转子在转动时产生制动转矩,使其控制绕组不加电压时,能及时制动,防止自转。
两个定子的结构完全相同,并在空间相差90°。
其中一组为励磁绕组,另一组为控制绕组,交流伺服电动机一种两相的交流电动机。
通入励磁绕组及控制绕组的电流在电机内产生一个旋转磁场,旋转磁场的转向决定了电机的转向,当任意一个绕组上所加的电压反相时,旋转磁场的方向就发生改变,电机的方向也发生改变。
交流伺服电机的控制方式分为幅值控制、相位控制和幅相控制三种。
三种控制方式中相位控制方式特性最好,幅相控制线路最简单。
与普通亮相异步电机相比,伺服电机具有以下特点:1.伺服电机应有较宽的调速范围;2.当励磁电压不为零,控制电压为零时其转速也为零;3.机械特性应为线性并且动态特性要好4.伺服电机的转子电阻应当大,转动惯量应当小三菱通用AC伺服MR-E系列是在MR-J2-Super系列的基础上开发啊,保持了高性能但是限定了功能的AC伺服系列。
控制模式有位置控制、速度控制2种模式,而且能够切换位置控制和速度控制进行运行。
因此它适用于以加工机床和一般加工设备的高密度定位和平稳的速度控制为主的范围宽广的各种领域。
它载有实时自动调谐功能,能机械的按照伺服增益进行自动调整。
MR-E系列伺服电机的编码器采用10000脉冲/转分辨率的增量位置编码器,可进行高密度定位。
二、交流伺服电机驱动器及伺服电机的选型我们这套小车控制系统实训模型选用的是MR-E-20A-KH003的伺服驱动器和HF-KN23JK-S100的伺服电机三、交流伺服电机及驱动器的接线1.功能框图(见下图)四、控制模式1、位置控制模式2、速度控制模式五、I/O信号说明1.信号排列2. CN1的信号功能3. 符号说明六、参数表七、显示和操作1.显示流程通过伺服放大器前面的5段7位LED显示器,可进行状态显示和参数设定。
显示器可用以设定运行参数、故障诊断及确认运行状态。
按一次“MODE”、“UP”、“DOWN”开关,将显示以下画面。
扩展参数的读写可通过参数No.19使读出和写入生效。
2.状态显示运行时,可通过5位7段LED显示器伺服的状态,并可用UP/DOWN按钮可以任意改变显示内容。
选择了现实内容后,就会出现相应的符号,这时按SET按钮,数据就会显示出来。
八、故障处理及报警处理方法1.位置控制模式2.速度控制模式3.报警及警告代码运行中发生故障时会产生报警或警告信息。
发生报警时ALM-SG之间即被切断。
参数No.49设定为□□□1时能够输出报警代码,报警代码是通过各针脚与SG直接按ON/OFF状态来输出。
正常时刻输出报警代码设定前的信号:(CN1B-19:ZSP,CN1A-18:INP和SA,CN1A-19:RD)。
报警输出代码表: 见MR-J2S-20A“伺服放大器技术资料集”P10-5页。
4.报警的处理方法发生报警,故障信号(ALM)处于OFF状态,同时动态制动器开始动作,显示器将显示报警代码报警代码内容及处理方法,见MR-J2S-20A“伺服放大器技术资料集”P10-6--- P10-11页。
5.警告的处理方法在发生过载警告的场合如果还继续运行,根据负载情况,可能会发生报警,使伺服不能正常运行。
警告(AL.E6和AL.EA)发生后,伺服变为OFF状态。
消除报警原因, 见MR-J2S-20A“伺服放大器技术资料集”P10-12页。
第三章实训项目实训一交流伺服电机驱动器的参数设置一、实训目的1.通过实验理解交流伺服电动机的参数设置。
2.增强实际操作的能力。
序号名称型号与规格数量备注1 实训装置THPFXC-2B 1台三、实训原理根据交流伺服放大器的速度运行控制方式,在设定好电机内部参数后通过改变外部接线实现速度控制。
四、实训内容与步骤1.用实验导线将EMG-SON-GND之间连接起来接到主机的COM端子,+24V-OPC连接起来接三菱主机上的24V端子,按“MODE”键切换模式,显示进入诊断模式,此时显示 RD-OF ,再按上、下箭头键,直到显示 TEST1 时按SET键二秒以上,此时数字显示 d-01 并且最后位小数点闪动。
2.按上、下键,可控制电机做正转或者反转运动。
至此确认电机编码线和电机线连接无误。
3.重新设置,进入参数模式,按照下图所示,分别修改相关参数。
引脚功能设定速度指令P00 1002 PO8 1 五、实训报告1.写出在测试模式时参数的设置和运行电机的方法。
实训二 PLC控制伺服电机的转向和速度一、实训目的1、学习编写PLC控制伺服电机程序2、学会运用PLC控制伺服电机的转向三、控制要求1.“手动/自动”开关拨向手动端电机反转转运行一段距离,“启动/停止”开关拨向启动端电机正转转运行一段距离,同时拨动两个开关电机停止运行。
2.运行到行程开关处时,电机停止运行。
四、端口分配2.伺服参数设置P0设为1000五、实训步骤1.根据端子分配表接线,用实验导线将EMG-SON-GND之间连接起来接到主机的COM端子,+24V-OPC连接起来接三菱主机上的24V端子。
2.所有连线检查无误后方可上电。
3.按照“伺服参数设置”正确设置伺服驱动器的参数。
(设置操作参见伺服驱动器使用说明)4.按照控制要求、端子分配表编写控制程序。
编写完成程序,根据提示信息修改程序,直至无误。
5.用SC-90电缆连接PLC编程口和计算机串口,打开PLC主机电源,将程序下载至PLC中,下载完成后将PLC的“RUN/STOP”开关拨至“RUN”状态。
6.按照控制要求,拨动“启动/停止”、“手动/自动”开关,观察系统的动作情况是否符合控制要求。
适当修改程序直至完全符合控制要求中的事项。
实训三小车综合运行控制一、实验目的1.了解和认识现代直线运动控制系统的组成;2.学习子程序在编程中的应用;3.掌握可编程控制器在实际小车综合运行控制系统中的应用。
二、实验设备1.SB15 伺服驱动器实训模块一套2.可编程控制器(含数字量8入/8出以上)一台3.安装有PLC编程软件的计算机一台4.SC-90编程电缆一根5.实验导线若干三、控制要求1.当选择“手动运行”时,系统调用“手动子程序”,进入手动运行状态,小车按手动方式运行;2.当选择“自动运行”时,系统调用“自动子程序”,进入自动运行状态,小车按自动方式运行;3.位置显示单元实时显示当前小车所处位置。
四、主程序流程图五、手动\自动子程序流程图手动子程序流程图自动子程序流程图1.按照端口分配表接线,用实验导线将EMG-SON-GND之间连接起来接到主机的COM端子,+24V-OPC连接起来接三菱主机上的24V端子。
连接PLC与小车运动实物模型;2.将“启动/停止”拨至“启动”状态,将“手动/自动”开关首先拨至“自动”状态,观察小车运行状态,记录小车运行规律;3.将“手动/自动”开关首先拨至“手动”状态,点击“1、2、3、”键值按钮,观察小车运动状态;八、实例程序(参见配套光盘)实训四三菱伺服软件控制伺服运行一、实训目的1.熟悉三菱伺服软件的安装及使用。
2.通过伺服软件设置伺服驱动器的运行参数。
3.通过伺服软件的使用来控制伺服电机的运行。
序号名称型号与规格数量备注1 实训装置THPFXC-2B 1套2 三菱伺服通信线MR-CPCATCBL3M 1根3 计算机(带伺服软件)1台自备三、控制要求1.通过伺服软件的参数设置及控制伺服电机的运行时要注意外围设备的位置,以防发生碰撞损坏设备。
2.在设定的参数中,若伺服发生报警,应按照报警代码来排除报警。
3.错误的设定可能导致无法预期的运行,应该参照资料进行设定。
4.在实训时要把电脑与三菱伺服驱动器的通信连接线连接好。
5.用实验导线将EMG-SON-GND之间连接起来接到主机的COM端子,+24V-OPC连接起来接三菱主机上的24V端子。
四、实训步骤1.系统安装默认安装Disk1文件夹下的Stup.exe。
2.软件使用(1)软件安装完成,打开“开始”→“程序”→“MELSERVO”→“SETUP S_W”→“SETUP154C”,或打开桌面的快捷方式。
弹出以下窗口:(2)在弹出窗口选择菜单“参数”(3)在下拉窗口中选择“参数设定”:(4)在弹出窗口中选择“批量读取”,读出伺服驱动器内的读写参数。
(5)选择要设置的参数,鼠标选中,在窗口下方输入需要设置的参数,输入的参数应在“设定范围”允许的范围内。
正确输入参数后回车确认输入结果。
(6)选择“批量写入”下载设置参数。
注:在对伺服进行参数读写时,将伺服至于停止状态。
(7)参数下载完成后,伺服驱动器需重新上电后,参数才能生效。
3.伺服软件控制伺服电机的运行(1)打开“开始”→“程序”→“MELSERVO”→“SETUP S_W”→“SETUP154C”。