Al_Cu异种有色金属的真空钎焊工艺
《2024年异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接问题越来越受到关注。
其中,铝、铜和钨作为重要的金属材料,在航空航天、电子工程和能源等领域有着广泛的应用。
然而,由于它们各自具有不同的物理和化学性质,实现这些金属的有效连接成为了一个挑战。
真空扩散焊作为一种可靠的焊接方法,因其能够实现在无氧、无污染的环境下进行焊接而备受关注。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接过程及其性能。
二、研究内容1. 材料与设备本实验所使用的材料为铝、铜和钨。
采用真空扩散焊机进行焊接实验,设备主要包括真空室、加热系统、冷却系统和控制系统等。
2. 焊接工艺(1)预处理:对铝、铜和钨进行表面清洗,去除油污和氧化层,以提高焊接质量。
(2)装配:将清洗后的金属按照预设的顺序进行装配,确保各金属之间紧密接触。
(3)真空焊接:将装配好的金属放入真空室,进行真空处理,然后进行加热、保温和冷却等工艺,完成焊接过程。
3. 实验方法本实验采用扩散焊接的方法,通过改变焊接温度、时间和压力等参数,研究铝、铜和钨的真空扩散焊接性能。
采用金相显微镜、扫描电镜等手段对焊接接头的微观结构和性能进行分析。
三、结果与讨论1. 焊接接头的微观结构通过金相显微镜和扫描电镜观察发现,铝、铜和钨在真空扩散焊接过程中形成了良好的冶金结合。
接头处无明显缺陷,如气孔、裂纹等。
同时,各金属之间形成了固溶体和金属间化合物等结构,提高了接头的强度和硬度。
2. 焊接温度对焊接性能的影响实验结果表明,随着焊接温度的提高,铝、铜和钨之间的扩散速度加快,接头强度逐渐提高。
然而,过高的温度可能导致接头处出现晶粒长大和过烧等现象,降低接头性能。
因此,存在一个最佳的焊接温度范围。
3. 焊接压力对焊接性能的影响适当的焊接压力有助于提高铝、铜和钨之间的接触面积和紧密度,从而提高接头强度。
然而,过大的压力可能导致金属发生塑性变形或产生残余应力,影响接头性能。
铜铝异种金属钎焊接头的电化学腐蚀性能研究

铜铝异种金属钎焊接头的电化学腐蚀性能研究【摘要】通过电化学Tafel曲线的测试,在室温3.5%氯化钠溶液中,对铜铝异种金属钎焊接头的电化学腐蚀性能进行了研究。
结果表明:在钎焊过程中,施加一定压力,在一定的保温温度下,延长保温时间,可以提高接头的耐腐蚀性能。
【关键词】异种金属;焊接接头;腐蚀;电化学The Research on Corrosion of Dissimilar Metal Connections of Copper and AlloyZHU Xiao-ou WANG Xiao-li LU Peng-cheng LUO Chang(School of Materials Science and Engineering,Jiangsu University of Science and Technology,Zhenjiang Jiangsu,212003,China)【Abstract】The electrochemical corrosion properties of welded joints of Dissimilar Metal Connections of Copper and Alloy were studied by measuring Tafel polarization curves. The results shows that the corrosion resistance of welded joint is better if imposed appropriate pressure and if made it in the longer holding time under the certain temperature.【Key words】Dissimilar metal;Welded joint;Electrochemical corrosion随着异种金属连接技术的发展,铝铜钎焊接头由于具有优良的力学性能和导电性能,被广泛地用于电气工程,制冷和供暖设备,以及其他需要铝铜连接的各个领域。
采用Al-Cu-Si-Ni钎料钎焊5A06合金接头组织与性能

采用A l -C u -S i -N i钎料钎焊5A06合金接头组织与性能元琳琳1唐超2黄晓猛2金凯1(!北京有色金属与稀土应用研究所,北京100012; 2.北京市电子信息用新型钎焊材料工程技术研究中心,北京100012)摘要采用Al -Cu -8-G 钎料在不同钎焊工艺参数下对5A 06铝合金进行真空钎焊试验,研究钎焊温度与保温时间对接头微观组织与力学性能的影响。
利用扫描电镜(SEM )和能谱仪(EDS )对接头的微观结构和 行分析, 室温拉伸试验及显微硬度测试 接头力学性能的演变。
结果表明,接头 结合 形成多种金合物,如Mg 2S :i ,C U Al 2等。
550丈钎焊时,接头剪切强度明显高于540 i 焊的接头,且随着钎焊保温时间的延 ,接头剪切强度逐步提高。
在550 i 焊30 mm 时接头剪切强度可达74 M P +。
钎料合金 [10]。
文中采用自制A l -Cu -Si -N i 钎料对5A 06合金进行焊以获得高强度5A 06铝合金接头。
为焊工艺参数,对不同钎焊条件下的接头微观组织演变 及力学性能进行研究。
1试验材料及试验方法试验采用A l -30S i 合金、A l -50C u 合金、99. 99% (质 量分数)高 及纯镍作为原料在 制备A l -Cu -Si -N i 钎料合金,前行去 膜,熔炼时高纯度氩气,金。
为使钎料合金成分均勻,合金需 3次。
为300 mmX 200 mmX 30 m m 的铸键经多道次轧制为0. 1 m m 厚。
冷轧态5A 06铝合金母材与A l -Cu -Si -N i 钎料合金成分 见表1及表2。
利用差热分析法确定A l -Cu -Si -N i 钎料 的固液相温度,结果见表3。
表1 5A 06铝合金化学成分(质量分数,%)S i C u Mn M g Zn Ti B e F e Al!0.4!0. 10.5 -0.8 5.8 -6.8!0.20.02 -0. 10!0.005!0.4余量关键词:铝合金钎焊微观结构力学性能 中图分类号:TG 4540 前言镁合金不可热 合金,度和高,兼具良好的、导电、可加工性及焊接性,因此用、、电子、船舶、汽车等行业[1_3]。
铜-铝异种金属管路钎焊工艺参考资料

抗拉强度(Rm)/ MPa ≥60
断裂位置 试样拉伸断裂位置应在铝管一侧,且距外部焊缝10mm以上
钎焊方法 火焰钎焊
感应钎焊
表3 常用钎焊加热方法及设备的选择
钎焊设备
特点
氧乙炔及焊枪加热成套设备,手工操作,需将火焰调为 1.设备简单、成本低,操作方便灵活;
还原性火焰,先加热铜管,然后加热铝管(双层部分), 2.适于小批量、接头形式复杂的铜铝管路。
表 4 常用钎料的熔化温度范围和钎焊温度范围
型号
固相线
熔化温度/℃
液相线
Zn98Al
384
399
Zn95Al
384
388
Zn85Al
384
438
Zn80Al
405
485
Zn82AlAg
405
460
Zn86AlAg
393
445
Zn85AlSi
399
455
Zn98AlCu
387
422
钎焊温度应比钎料液相线高30℃~50℃。
表5 铜铝异种金属管路钎焊工艺记录卡
□火焰钎焊 □感应钎焊
数量(只)
检验
总计 操作人/日期
合格数: (只)
铜-铝异种金属管路钎焊工艺参考资料
型号 Zn98Al Zn95Al Zn85Al Zn80Al Zn82AlAg Zn86AlAg Zn85AlSi Zn98AlCu
表1 铜/铝异种金属管路钎焊推荐用锌铝钎料
化学成分(质量分数)/%
钎焊方式
Zn
Al
Ag
Cu
Si
RE 其他元素
余量
1.5~2.5
≤0.3
≤0.8
铝/黄铜异种金属TIG填丝熔钎焊工艺

2 0 1 6年 1 2月
焊 接 学 报
T RA NS A C T I ONS OF T HE C HI N A WEL D I NG I N S IT T U T I ON
V o 1 . 3 7 N o . 1 2
焊 接速 度为 2 m m / s 、 送 丝速度 成 钎 焊接头 , 焊 接 过 程 可 以添 加 或 者 不 添 加 填 充 材 护 .焊接 工艺 参数 为 : . 8 m / m i n , 焊接 电流 为 9 0—1 3 0 A . 料.北京 工业 大学 激光 工程 研究 院的董 鹏 等 人 采 为 0 。 用激 光深熔 钎 焊 的方 法对 厚度 为 3 m m的 1 0 6 0铝 合 金和 , I 2紫铜 进 行 对 接 , 所 得 铝/ 铜 异 种 金 属 焊 缝 内 晶粒 较为 细小 , 但焊 缝 内含有脆 硬 的 C u , A l 和C u A 1 :
表1 5 0 5 2铝 合 金 化 学 成 分 ( 质 量分 数 , %) 及 力 学 性 能
Ta b l e 1 Ch e mi c a l c o mp o s i t i o n s a n d me c h a n i c al p r o p e r -
t i e s o f 5 0 5 2 a l u mi n u m a l l o y
搭接 宽度 为 1 0 m m, 令 焊 枪 与 板 面成 9 0 。 并 偏 向 熔 钎焊 利用 异 种 金 属 熔 点 差 异 大 的 特 点 , 在低 下 , mm, 钨极高度 为 5 m m, 采 用 纯 氩 气 保 熔 点材 料侧 形 成熔 化 焊 接 头 , 而 在 高 熔 点 材 料 侧形 铜母 材侧 1
作业指导书真空铝钎焊工艺规程

真空铝钎焊工艺规范编制日期:2015年12月1日修订日期:编制:审核:批准:日期:日期:日期:1 主题内容与适用范围本工艺规定了用铝真空钎焊炉设备,用铝基钎料作为填充金属在真空状态下对铝合金零件进行真空钎焊的一般工艺方法和过程控制内容。
本工艺适用于铝锰合金(3A21),及锻铝合金(6061、6063)波导元件及其它铝件的真空钎焊2 引用文件QJ1675-91 变形铝合金过烧金试验方法QJ2844-96 铝及铝合金硬钎焊技术条件GL/C2-01-07 过程确认管理办法3 设备及工具. 铝真空钎焊炉(ZHS150型)炉体(抚顺荣盛)真空系统(德国莱宝)水冷系统(无锡禹兵)控制系统. 料车、轨道及限位装置. 装配工作台,专用的装配及钎焊胎夹具、通用夹具. 全套焊前和焊后清洗用的带抽气装置的酸槽、碱槽和水槽. 电热恒温干燥箱(温度0-250℃)4 材料铝基钎料各种钎料的化学成分见表1活化剂镁屑其它材料碳酸钠(工业纯)氢氟酸(工业纯)硝酸(工业纯)金属常温清洗剂5 钎焊零件和装配间隙的要求对于复杂的精度高的钎焊组件,零件在钎焊前应已消除应力。
使用箔状钎料,间隙值应按箔状钎料的厚度而定,保证待钎焊处的母材与箔状钎料压紧。
6 工艺过程准备6.1.1 图纸中规定了钎料的形状及牌号时,按图纸齐套零件及钎料,按图纸核对零件材料,确保与图纸要求一致6.1.2 图纸中未规定钎料钎料的形状及牌号时,工艺文件中应规定钎料的牌号、形状及制备方法。
6.1.3 根据待焊组件的结构和形状,准备通用工装或设计专用焊接工装。
工装的平面度、平行度均要求在0.05mm以内、粗糙度以上6.1.4 检查设备、仪表是否完好,填写设备点检表;6.1.5 清洁焊接平板,再用无水酒精擦拭干净,检查焊接平板的平面度,保证在0.1mm以内预装组件在钎焊前必须进行预装和修正,严格保证所有待钎接缝都贴合良好。
焊前清洗6.3.1 用金属常温清洗剂清除零件表面的油污(也可加热零件去除油污)6.3.2 在60-80℃的3-5%的碳酸钠水溶液中浸蚀2-3分钟。
《2024年度异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
其中,真空扩散焊作为一种可靠的焊接方法,被广泛应用于异种金属的连接。
本文着重研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性,为实际应用提供理论依据。
二、实验材料与方法1. 实验材料本实验采用纯度较高的铝、铜和钨作为研究对象。
其中,铝具有良好的塑性和延展性;铜具有良好的导电性和导热性;钨具有高熔点和优良的抗腐蚀性能。
这三种金属在许多领域都有广泛的应用。
2. 实验方法本实验采用真空扩散焊方法,将铝、铜和钨进行焊接。
首先,将待焊金属表面进行清洗,以去除油污和杂质;然后,将清洗后的金属放置在真空扩散焊机中,进行真空处理,以排除空气中的氧气和水分;最后,进行焊接。
三、实验过程与结果分析1. 焊接过程在真空环境下,加热铝、铜和钨至一定温度,使金属原子发生扩散,从而实现焊接。
在此过程中,需要控制加热速度、保温时间和冷却速度等参数,以保证焊接质量。
2. 结果分析通过观察焊接接头的微观结构,发现铝、铜和钨在真空扩散焊过程中形成了良好的冶金结合。
接头处金属原子相互扩散,形成了连续的晶界,实现了良好的冶金结合。
同时,通过对焊接接头的力学性能进行测试,发现其强度和硬度均达到了较高水平。
四、讨论1. 真空扩散焊的优点真空扩散焊具有许多优点,如焊接接头质量高、焊接过程无污染、可实现异种金属的可靠连接等。
在铝、铜和钨的焊接过程中,真空扩散焊方法能够实现这三种异种金属的冶金结合,具有良好的应用前景。
2. 焊接参数的影响焊接过程中的加热速度、保温时间和冷却速度等参数对焊接接头的质量具有重要影响。
在铝、铜和钨的真空扩散焊过程中,需要合理控制这些参数,以获得高质量的焊接接头。
此外,还需要考虑金属的物理和化学性质对焊接过程的影响。
五、结论本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性。
通过实验发现,真空扩散焊方法能够实现这三种金属的冶金结合,获得高质量的焊接接头。
异种金属的焊接
异种金属的焊接本文分析了异种金属焊接的研究现状、应用和发展趋势,旨在为异种金属焊接研究提供帮助。
焊接是现代工业生产中的重要金属加工工艺方法,广泛应用于造船、航空、航天、汽车工业和机械制造等领域。
随着科学技术的发展,异种金属的焊接技术发展越来越快,质量要求也越来越高。
因此,研究异种金属的焊接工艺技术已成为焊接领域的一种发展趋势。
1.异种金属的焊接研究现状1.1 铝钢异种金属焊接研究现状近年来,汽车工业为了节约燃料、保护环境、不断努力减轻汽车重量,对汽车材料提出了更高的要求。
增加铝材的使用量是其中的重要措施之一。
因此,在汽车工业生产中,采用“钢+铝”双金属焊接结构成为汽车轻量化的首选方案,这必然涉及到铝和钢两种材料之间的连接。
目前,应用于铝和钢连接的焊接方法主要有压焊、钎焊、熔焊、扩散焊、电弧焊、激光焊和磁脉冲焊等。
铝钢之间的焊接一直是焊接领域的难点和热点问题,其中脆性金属间化合物的生成是影响接头性能的主要因素。
压力焊和钎焊由于基体可以在焊接过程中保持固态,同时焊接热输入容易控制,因此接头的性能一般不受限于金属间化合物的厚度,比较适于铝钢之间的焊接。
但是这种焊接方法效率较低,对工件的尺寸和形状有特殊的要求,不适于大批量生产。
熔焊方法比较灵活,效率较高,但是金属间化合物又成为不可避免的附加产物。
虽然采用熔钎结合的方法已经获得了很好的效果,但是对于金属间化合物的生长动力学以及如何促进铝合金熔体润湿钢板表面等方面还没有系统研究,因此,解决上述问题对于促进高效的焊接方法在铝钢焊接中的应用具有重要的意义。
1.2 铜钢异种金属焊接研究现状采用钢和铜复合零部件因在性能与经济上优势互补,具有广阔的应用前景。
世界各国的研究者对铜和钢的焊接进行了实验和理论分析,目前常用的焊接方法有熔焊、压焊、钎焊和熔焊-钎焊等。
不需要删除明显有问题的段落。
每种焊接方法都有其独特的特点和适用范围。
其中,冷金属过渡焊接是一种相对较新的焊接方法,具有广阔的应用前景。
铜铝异种金属钎焊问题及其对策
铜铝异种金属钎焊问题及其对策闫飞;徐道荣【摘要】铜铝异种金属在钎焊过程中会出现缺陷,如焊缝中生成金属间化合物,母材出现溶蚀以及焊缝的腐蚀等,这与钎焊工艺参数的选择密切相关.钎焊温度过高和保温时间过长都会引起焊缝中生成脆性相(CuAl2),并造成母材溶蚀;钎料和钎剂选择不当则会导致焊缝严重腐蚀,因此,在铜铝异种金属的钎焊过程中,选择合适的钎焊工艺参数对于获得良好的焊缝质量具有重要的作用.概括了铜铝异种金属钎焊过程中可能会出现的缺陷,详细介绍了其形成机理,针对这些缺陷提出了应对措施,并就铜铝异种金属钎焊今后的发展作出了展望.【期刊名称】《电焊机》【年(卷),期】2009(039)007【总页数】4页(P62-65)【关键词】镁铜铝;脆性相;溶蚀;腐蚀;工艺参数【作者】闫飞;徐道荣【作者单位】合肥工业大学,材料科学与工程学院,安徽,合肥,230009;合肥工业大学,材料科学与工程学院,安徽,合肥,230009【正文语种】中文【中图分类】工业技术第 39 卷第 7 期2009 年 7 月雹珲俄 ElectricWelding MachineV01.39No.7JuL2009铜铝异种金属钎焊问题及其对策闰飞,徐道荣(A 肥工业大学材料科学与工程学院,安徽合肥 230009) Shortcomingsandmeasuresin thebrazingprocessof aluminumandcopper YANFei,XUDao-rong (MaterialScienceandEngineeringCollge,HefeiUniversityofTechnology,Hefei230009,China) Abstract:The shortcomingsin the brazingprocessof the Al/Cudissimilar metalsarebrittlephases,thecorrosionof basemetal,thedissolution of theweldingandsoon.Theyaremainlycausedhythe inappropriatechoiceof brazing technical parameters.Thehigherbrazingtemperatureandthe longerholdingtimecanresult in brittlephases(CuAl2),aswell asthe dissolution of the materials.Theimproper selectionof solders andfluxes will lead tomoresenouscorrosionof the welding.Tochoosethe best technologyparameters for thegoodquality of theweldingin thebrazingprocessof copperandaluminumis becomingextremelyimportant.Thisarticleoutlined the defects mayoccurin the brazing processofcopperandaluminum,desc.ribeditsformationmechanismin detail,andmadea number of responsemeasuresin viewof these shortcomings.Atlast,italso madethe future developmentprospectaboutcopperand aluminum brazing dissimilar metals. Key words :aluminumcopperalloy;brittlephases ;corrosion;dissolution ;technical parameLers O 前言铜和铝都是制造导电体的材料,铜的价格相对铝来说较为昂贵,并且铝的密度是铜的三分之一。
铝合金6061、3A21材料交替真空钎焊工艺方法探究
铝合金6061、3A21材料交替真空钎焊工艺方法探究作者:乔平王朝罗锡王戎王婷来源:《科技风》2021年第04期摘要:本文从3A21材料铝合金真空钎焊机箱缺陷分析入手,通过分析真空钎焊机制、6061和3A21材料特点、钎焊特点、工艺过程等方面,结合生产经验,优化了真空钎焊工艺过程,解决了铝合金机箱焊缝开裂问题,为后续生产提供依据。
关键词:铝合金;真空钎焊;内部缺陷1 绪论随着航电系统的发展,对机载电子设备的要求越来越高,要求机载电子设备机箱的结构复杂紧凑,导电导热能力强,热传导效率高,能适应复杂电磁状况、高温湿热等环境条件。
在这种要求下,铝合金真空钎焊机箱及模块得到了广泛的应用。
铝合金机箱真空钎焊后,焊接精度高,对于精密焊件可以加工較少的余量,达到产品的精密要求[1]。
2 6061、3A21材料交替真空钎焊问题由于生产资源有限,在实际生产中同一个真空钎焊炉会焊接不同材料的箱体。
当一个真空钎焊炉连续焊接6061材料,再用该真空钎焊炉焊接3A21材料,发现3A21材料一次性焊接成功率只有75%,未焊接成功的箱体出现了不同程度的焊缝开裂,如图1所示。
在箱体精加工后,箱体焊缝处发现焊缝开裂,这些缺陷基本存在于钎缝内部,经机械加工后会暴露在钎缝表面。
这些钎焊缺陷的存在会降低箱体的气密性、水密性和接头强度。
缺陷产生的原因有很多,可能是钎焊件表面清洗不到位,钎焊接头间隙不合适,钎料与母材的熔化温度不匹配,钎焊过程中母材或钎料析出气体等等。
3 6061、3A21材料特点3A21材料是Al-Mn系铝合金,属于热处理不可强化的铝合金,不能通过淬火时效使其强化。
3A21材料的塑性及压力加工性能佳,抗腐蚀性能强,焊接性能良好[2]。
3A21材料化学成分见表1。
6061材料是Al-Mg-Si-Cu系铝合金,属于热处理可强化的铝合金,6061材料具有中等强度,良好的塑性、可焊性和抗蚀性,热状态下有高的塑性,易于锻造,材料可通过淬火时效强化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
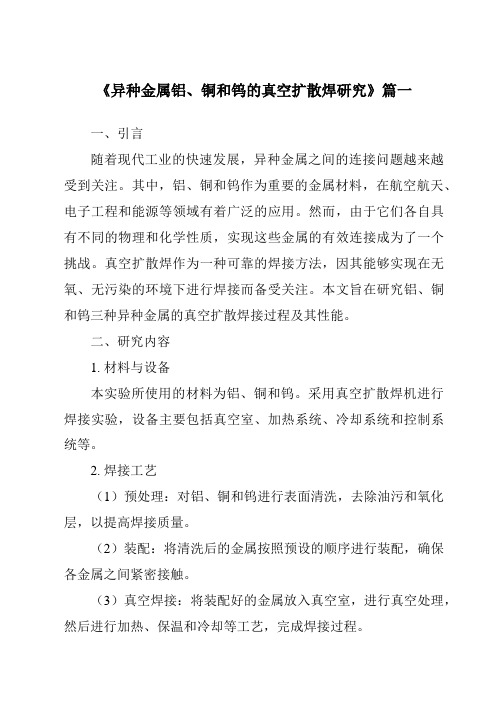
铜板 垫片
钎料 铝板
图1 Al/Cu真空钎焊接头的装配示意图
通过采用垫片 ( 垫片厚度为7.3 ̄7.4 mm) 来控制铝铜钎缝 的间隙, 使钎缝间隙保持在0.2 ̄0.3 mm之间, 在此间隙值范围 内, 铝铜钎焊接头具有最大的结合强度。这是由于0.2 ̄0.3 mm 的间隙值范围保证了钎料充分而致密地填缝、母材对钎料良好 的合金化作用以及母材对钎缝合金层足够支撑作用。间隙过大 或过小都将影响钎缝的致密性及接头强度。间隙过小时钎料填 缝变得困难, 间隙内的气体较难排出, 容易造成未钎透、气孔 等缺陷。间隙过大时毛细作用减弱, 也使钎料不能填满间隙, 母材对钎料中心区的合金化作用消失, 钎缝结晶生成柱状组织 和 枝 晶 偏 析 以 及 母 材 对 钎 缝 合 金 层 的 支 撑 作 用 减 弱 [6]。 2.2.2 钎焊工艺要点
实际上, Mg蒸汽并没有将铝母材表面的氧化膜还原去 除 , 而是渗入膜下母材表层与扩散的Si一起形成低熔点的Al- Si- Mg 合金, 钎焊时, Al- Si- Mg合金熔化从而破坏了氧化膜与母材的 结合, 使熔化的钎料得以润湿母材, 在膜下母材上铺展, 并将 表 面 膜 浮 起而去除[8]。Mg蒸汽渗入母材是一种明显的传质过程, 可以降低Al- Si钎料与母材间的界面张力, 有利于提高钎料的流 动性及钎料对母材的润湿能力。如图2所示, 随着Mg含量增加, Al- Si钎料的流动系数K增加 ( 流 动 系 数K是 表 征 钎 料 润 湿 性 的 物 理 量 , 流 动 系 数 越 大 , 钎 料 的 润 湿 性 越 好 ) 。 但 Mg含 量 过
为获得良好的钎焊接头, 要求钎料具有适宜的熔点、 良 好 的 润 湿 性 和 流 动 性 及 较 强 的 抗 腐 蚀 性 。 由 于 纯 铜C11000的 钎焊性较好, 因此对铝铜钎焊钎料的选择主要考虑铝的钎焊 性 。 铝 硅 镁 ( Al- Si- Mg) 钎 料 的 熔 化 温 度 范 围 为540 ̄582 ℃, 是一种高温钎料, 属于Al- Si系钎料。Al- Si系钎料主要以Al- Si 共晶成分为基体, 也包括亚共晶、过共晶以及添加元素不高于 5%的Al- Si合金。表2为Al- Si系钎料的基本数据。
表2 Al- Si系钎料的基本数据
牌号
合金元素 ( 质量分数) ( %)
熔化温度/ ℃
Si
Cu
Zn 其他元素总量 Al 固相线 液相线
4043 4.5 ̄6.0 0.30 0.1
≤1
余量 577
629
4343 6.8 ̄8.2 0.25 0.2
≤1
余量 577
613
4045 9.0 ̄11.0 0.30 0.1
≤1
余量 577
590
4145 9.3 ̄11.7 3.3 ̄4.7 0.2
≤1
余量 521
585
4047 11.0 ̄13.0 0.30 0.2
≤1
余量 577
582
Al- Si系钎料为共晶合金系, 其共晶温度577 ℃。共晶组织 中的Si相在铸态呈现卷曲的片状, 金相截面呈线状, 力学性能 不佳。但接受Na, Sr, La等微量元素的变质处理后, Si相 变 为 树枝状, 金相截面呈蠕虫状, 再经过一定的保温处理Si相能进 一步变成粒状, 使钎缝的强度大大提高[7]。
铝及铝合金暴露在空气中会很快形成一种黏着力强且耐热 的Al2O3氧 化 膜 。 该 氧 化 物 薄 膜 很 容 易 吸 收 水 分 , 不 仅 妨 碍 钎 缝的良好结合, 而且还是生成气孔和夹渣的根源。为了保证钎 焊质量, 焊前应采取严格的清理措施, 彻底清除母材和钎料表 面的氧化膜和油污。化学清洗工艺为: 首先, 用w( NaOH) 10% 的溶液浸蚀铝材15 min、钎料10 min, 溶液温度应为40 ̄60 ℃; 其次, 在硝酸+氢氟酸溶液中浸蚀铝材10 min、钎料5 min; 溶 液 配 比 为 w( HNO3) 58% ̄62%的 溶 液 15 L, w( HF) 48% 的 溶 液 0.6 L。 在 进 行 化 学 清 洗 过 程 中 , 加 热 温 度 与 溶 液 浓 度 不 能 过
38 ·工艺与新技术·
焊接技术 第 36 卷第 1 期 2007 年 2 月
高 , 钎 料 易 流 失 而 损 害 焊 件 表 面 , 故Al- Si钎 料 中w( Mg) 以1%  ̄1.5%为 宜 。
1.0
另外, 钎料用量较大时将为母材的溶解提供更大的空间, 因 此必须严格控制钎料用量, 特别是对于薄件的真空钎焊尤为 重要。
流动系数
0.8
3 结论
0.6
铝铜异种有色金属真空钎焊前应对母材及钎料表面进行化
0.4
学清洗, 钎缝间隙控制在0.2 ̄0.3 mm之间, 钎焊加热温度590 ̄
0.2
0.5
1.0 1.5 2.0
2.5
w( Mg) ( %)
图2 铝硅钎料流动系数与镁含量的关系
615 ℃; 升 温 速 度 约15 ̄20 ℃/min; 保 温 时 间 不 超 过5 min; 真 空 度 应 维 持 在1×10-3 Pa以 上 。Mg作 为 活 化 剂 加 入 到Al- Si钎 料 中, 有利于铝母材表面氧化膜的去除。加热温度过高、保温时
铝铜钎焊主要存在2个问题: 一是需使用腐蚀性强的钎剂 去除铝表面的氧化膜, 但钎剂残渣吸潮后形成电解液, 构成强 烈的腐蚀剂腐蚀接头; 二是铝、铜原子扩散较快, 容易在接头 区形成易熔的脆性Al- CuAl2共晶, 导致接头强度降低[4, 5]。真空钎 焊不需要使用钎剂, 不存在残余钎剂腐蚀铝铜接头的问题, 再 采用合理的钎焊工艺减少铝铜接头中的脆性相, 就能获得性能 稳 定 的 铝 铜 接 头 。 但Al/Cu真 空 钎 焊 仍 存 在 铝 表 面 氧 化 膜 的 去 除 及工艺不当造成的接头溶蚀问题。为此, 笔者从钎料选择和界 面结合特点等方面对Al/Cu真空钎焊工艺进行了研究, 分析了Mg 作为活化剂去除铝表面氧化膜的机理及造成接头溶蚀的原因。
铝铜焊接的方法很多, 从工艺和材料等不同方面入手, 可 以 采 用 压 焊 、 熔 焊 、 钎 焊 和 真 空 扩 散 焊 等 方 法[1 ̄3]。 铝 铜 焊 接 的主要问题是接头的腐蚀, 腐蚀由铝和铜之间的电极电位差引 起。此外, 铝铜焊接过程中焊缝易出现铝铜脆性化合物, 当接 头长期工作于高温环境时, 还会导致铝铜原子扩散形成金属间 化合物层并不断加厚, 使接头的冲击韧性下降, 电阻增大。
伸长率 ( %) 32 ̄40 32 ̄40 30 ̄36 14 ̄60
耐蚀性
优良 优良 优良 优良
工业纯铝具有高的可塑性、耐蚀性、导电性和导热性, 但 强度低、热处理不能强化, 易承受压力加工和拉伸、弯曲, 适 用 于 各 种 焊 接 方 法 , 钎 焊 性 优 良 。 防 锈 铝3A21属 铝 锰 系 防 锈 铝合金, 是应用最广的一种防锈铝合金, 其强度稍高于工业纯 铝, 不能热处理强化, 故采用冷加工方法来提高其力学性能, 在退火状态下有高的塑性, 耐蚀性好, 可切削性不良, 钎焊性 良 好 。 纯 铜C11000是w( Cu) ≥99.5%的 工 业 纯 铜 。 在 纯 铜 表 面 可能形成2种氧化物: Cu2O和CuO。这2种氧化物容易被还原性 气体还原, 因此钎焊性良好。 2.2 真空钎焊工艺 2.2.1 焊前清理及装配
名 称 牌号
纯铝
1035 1200
防锈铝 3A21
纯铜 C11000
表1 母材的力学性能
熔化温度 /℃
抗拉强度 屈服强度
/MPa
/MPa
646 ̄657
80 ̄110 50 ̄80
646 ̄657
80 ̄110 50 ̄80
643 ̄654
98 ̄147 40 ̄70
1 065 ̄1 083 209 ̄344 33 ̄90
摘要: 针对铝和铜异种有色金属钎焊工艺, 从钎料选择、焊前清理、接头装配和钎焊工艺要点等方面对Al/Cu真空钎焊的去膜机理和界
面结合特点等进行了研究, 分析了真空钎焊加热温度、升温速度、保温时间和真空度等工艺参数对钎焊接头性能的影响。结果表明,
Al- Si钎料中加入1% ̄1.5%的Mg作为活化剂, 有利于铝母材表面氧化膜的去除; 加热温度、保温时间及钎料用量对母材溶蚀的产生具有
重要影响。
关键词: Al/Cu真空钎焊; 去膜机理; Al- Si钎料; 溶蚀
中图分类号: TG454
文献标识码: B
1 引言 铝铜异种有色金属接头广泛应用于电力、化工、制冷和航
空航天工业中, 具有广泛的实际应用价值。铝和铜都是导电性 能优良的材料, 但铜的密度大、价格高, 因而在很多应用场合 用铝代替铜可以降低生产成本。焊接是实现铝铜连接并满足铝 铜接头导电性能的可靠方法。
铝铜真空钎焊时, 由于铝表面的氧化膜十分稳定, 单纯靠 真空条件难以达到去膜的目的, 必须同时借助于某些金属活化 剂 的 作 用 。Mg的 蒸 汽 压 较 高 , 在 真 空 中 容 易 挥 发 , 有 利 于 去 除氧化膜, 因此向Al- Si钎料中加入少量Mg作为去膜活性金属。 Mg与真空中残留的O2和H2O反应, 消除了它们对铝钎焊时的有 害作用; 此外, Mg 蒸 汽 与 铝 母 材 表 面 的 氧 化 膜 发 生 还 原 反 应 而 去 膜 [7]。
Welding Technology Vol.36 No.1 Feb. 2007
高, 否则化学反应过分剧烈会在试样表面形成一层白色薄膜, 影响焊接质量。化学清洗后, 试样上残留的溶液必须用水冲洗 干净, 否则会造成局部点状腐蚀, 降低焊件的使用寿命。母材 和钎料经过清理后最好能及时钎焊, 否则在存放过程中又会重 新生成氧化膜, 所以应尽量缩短清理完毕到焊前的时间间隔, 最多不要超过12 h, 否则需要重新清理。