喷枪类产品QA检验报告
质检中心关于12月份喷枪和氧压表计划申报数量多情况分析报告

质检中心关于12月份喷枪和氧压表计划申
报数量多情况分析报告
设备处:
12月3日我单位在报计划时,PQ-2型喷枪报了100个,原因是:1、这次计划走的是3各月计划,而且备件的人员转告以后计划来的慢,所以就有可能是4个月或更多。
2、按照以往几个月使用情况看,最多时一个月使用多达30多个。
3、根据现场使用情况看,因为这个喷枪是里面盛的是钛白粉和玻璃水的混合物,玻璃水粘、脆,易腐蚀吸管使之断裂,一旦液体到达拧扣处导致扣扣不紧,盖盖不上,使之封闭不严,而且钛白粉和玻璃水很难泡干净,不好维修,但使用者也会简单维修后使用。
4、根据使用频率看,一个连铸配备一个喷枪,共7个连铸7个喷枪,出一根钢坯就得打一个号,使用频繁。
5、有时进的喷枪质量有问题,用不住,但得保证生产,使用就费。
所以就在不知道质量如何时尽量多报一些。
YY1107-2003型氧压表报了30个,原因:1、这次计划走的是3各月计划,而且备件的人员转告以后计划来的慢,所以就有可能是4个月或更多。
2、有时进的氧压表质量有问题时,在备件会上反映多次但未给解决,但得保证生产,使用就费。
所以就在不知道质量如何时尽量多报一些。
特此报告。
质检中心
2010年12月8日。
151喷涂首件测试报告
151喷涂首件测试报告
一、测试目的
本次测试旨在验证151喷涂产品在首次使用时的性能和质量,并评估其满足产品设计要求的情况。
二、测试方法
1.准备测试样品:从生产线上随机抽样一批151喷涂产品作为测试样品。
2.测试环境:在通风良好的实验室中进行测试。
3.测试设备:测试喷涂设备、电子秤、显微镜等。
4.测试步骤:
①将测试样品放置在测试喷涂设备中,按照产品说明书中的喷涂要求进行操作。
②测试完毕后,使用显微镜检查喷涂面的质量,记录任何缺陷或不良现象。
③用电子秤测量每个样品的重量,并与产品设计要求进行比较。
④根据测试结果进行评估和分析。
三、测试结果
1.喷涂效果:经过测试,151喷涂产品喷涂效果均匀,无明显喷漏或梗塞现象。
2.质量检查:经过显微镜检查,样品表面光滑,无明显缺陷或杂质。
3.重量测量:所有样品的重量均与产品设计要求相符。
四、测试结论
根据本次测试的结果评估,151喷涂产品在首次使用时的性能和质量符合产品设计要求。
喷涂效果均匀,无明显缺陷或不良现象。
样品重量符合产品设计要求。
五、测试建议
1.针对151喷涂产品的生产线,建议加强对喷涂设备的维护和保养,确保设备正常运行以保证喷涂效果的一致性。
2.继续定期对151喷涂产品进行质量检查和重量测量,确保产品的稳定性和一致性。
六、测试附件
1.151喷涂首件测试样品照片
2.权威认证机构颁发的质量检测报告
七、测试人员
姓名:XXX
职位:质量测试员
日期:XXXX年XX月XX日。
喷漆件检测报告(二)2024
喷漆件检测报告(二)引言概述:本文档是对喷漆件的检测结果进行详细报告的第二部分,旨在提供关于喷漆件质量的全面分析及评估。
该报告将按照以下五个大点进行阐述,每个大点包含5-9个小点,从多个角度对喷漆件进行全面检测与分析。
正文:一、外观检测1. 检查喷漆件表面是否平整2. 分析是否存在凹凸不平的缺陷3. 检测表面光洁度,评估是否有粗糙或表面不均匀的问题4. 观察喷漆件颜色是否一致5. 检查表面是否存在涂布剥离或剥落的情况二、涂层厚度测量1. 使用专业工具测量喷漆件涂层的厚度2. 检查涂层厚度是否符合规定要求3. 分析涂层厚度的均匀性和一致性4. 对涂层厚度不合格的喷漆件进行记录和分析5. 提出相应的改进措施以提高涂层厚度的一致性三、附着力测试1. 采用合适的试验方法进行附着力测试2. 评估附着力的强度和一致性3. 对附着力不合格的喷漆件进行记录和分析4. 提出改进建议以提高附着力的质量5. 检测附着力与喷漆件表面处理之间的关系四、耐候性测试1. 进行人工老化试验,模拟喷漆件在不同环境下的使用情况2. 评估喷漆件在不同耐候条件下的质量表现3. 分析喷漆件在不同耐候条件下的变化和破坏4. 检测喷漆件的色差、褪色和表面龟裂情况5. 提出改进建议以提高喷漆件的耐候性能五、标识与包装1. 检查喷漆件的标识是否清晰2. 评估标识的持久性和耐磨性3. 检测包装的完整性和防护性能4. 对标识或包装存在问题的喷漆件进行记录和分析5. 提出相关建议以提升标识与包装的质量表现总结:本文档对喷漆件的外观检测、涂层厚度测量、附着力测试、耐候性测试以及标识与包装进行了全面的检测与分析。
通过以上测试,我们能够综合评估喷漆件的质量情况,并提出相应的改进建议,以提高产品的质量稳定性和客户满意度。
我们相信,通过不断优化和改进,喷漆件的质量将得到进一步提升。
表面喷涂产品可靠性测试报告32

表面喷涂产品可靠性测试报告
客户 订单 序号 序号
1
品名 测试日期 试验项目 试验项目
盐雾试验
生产日期 检查员 试验条件 试验条件 判定标准 判定标准
测试数量 审核 测试结果 测试结果 判定
6 7
铅笔硬度测试 酒精擦拭试验
表单编号:FM-QA-32a
2
汗液试验
3
高温试验
4
试验样品水平放置于耐磨仪上,以175g的力磨擦样品表面,磨擦300圈, 纸带磨擦试验 亚光(3分光以下)磨擦200圈。丝印在UV表面丝印(和科,大四喜) 要求175g力摩擦表面,150圈不掉。橡胶油50圈。
不能露底材
5
百格试验
用百格刀在测试样板表面划100个小网格(1MM*1MM),每划一条线 整块油漆脱落的网格数要求小于5 应深及表面涂层的底层。用32M650胶纸牢牢粘着测试小网格,注意胶 块,网格边缘的油漆脱落的网格数 粘处不留气泡,待静置约2min后,抓住胶纸两端,以垂直方向迅速扯下 要求小于15块 胶纸。 验证手机外壳的硬度性能。常温下用2H的铅笔以45° 的棱角在试验表面 划痕。 用无尘布蘸无水酒精(酒精度≥99%),以0.5Kg的力在丝印及喷涂表 面擦200次. 手机表面不能有划痕 丝印不能出现模糊,脱落现象。
将试验品暴露在盐雾腐蚀试验箱内,试验箱内温度设定为35° C.饱合器 样品不能出现生锈,腐蚀,氧化, 温度设置为45° C采取周期喷雾(隔60S喷雾5S)的方式喷含Nacl为5% 变色,脱落等不良现象。 的水溶液24H。试验结束后,将试验品取出,在正常大气下放置2H。 样品表面不能出现腐蚀,生锈,氧 将样品放放置在浸透人工汗的无尘布上,在55℃的温度下放置48H,每 化,变色现象,允许出现可用无尘 4个小时用注射器在无尘布上补充一次人工汗 布擦去的斑点。 将试验样品(针对锌合金电镀样品)放入烤箱内,打开热源使箱内温度 样品不能出现腐蚀,氧化,变色, 达到150℃,待温度稳定后,恒温30分钟,30分钟后,将样品拿出,讯 脱落等不良现象。 速放入25℃的水中。
喷漆件检测报告(一)2024
喷漆件检测报告(一)引言概述:喷漆件检测报告(一)旨在对喷漆件进行全面的检测和评估,以确保其质量和符合相关标准和要求。
本报告将对喷漆件检测的过程、方法和结果进行详细描述,以及可能存在的问题和改进方案。
正文:一、检测前准备1. 确定喷漆件的检测范围和目标。
2. 配置必要的检测设备和仪器,如喷漆件检测仪、紫外线灯等。
3. 检查检测设备和仪器的正常工作状态,确保其准确性和可靠性。
4. 制定检测计划和流程,明确各项任务和责任。
二、外观检测1. 对喷漆件的表面进行全面的视觉检查,包括颜色、光泽度、平整度等参数。
2. 使用评估仪器检测涂层的厚度和均匀性。
3. 检查涂层是否存在麻点、气孔、起泡等缺陷。
4. 利用紫外线灯检查是否存在漏涂和不均匀涂层现象。
5. 对涂层进行耐候性测试,以评估其长期使用的稳定性。
三、物理性能测试1. 对涂层的硬度进行测试,评估其抗划伤和耐磨性。
2. 使用冲击测试仪评估涂层的耐撞击性能。
3. 检测涂层的附着力,以确定其与基材的结合力是否牢固。
4. 对涂层进行高温和低温性能测试,以评估其在极端环境下的性能。
5. 使用化学试剂对涂层进行耐腐蚀性能测试,确定其在腐蚀介质中的稳定性。
四、环境友好性评估1. 检测涂层中是否含有有害物质,如铅、汞等。
2. 评估涂层的挥发性和挥发性有机物(VOC)排放量,以确定其对环境的影响程度。
3. 检查涂层降解和废弃处理的方式和方法,以确保符合环保要求。
4. 研究和推广环保型涂料,以减少对环境的负面影响。
5. 建立环保涂料的评估和认证机制,促进绿色制造和可持续发展。
五、问题分析和改进措施1. 对喷漆件检测过程中可能存在的问题进行分析和评估,如误差和损失等。
2. 提出相应的改进措施,如优化检测流程、提高设备精度、提升人员技能等。
3. 制定纠正措施和预防措施,以防止类似问题的再次发生。
4. 定期进行检验和检测设备的维护、校准和更新,以确保其准确性和可靠性。
5. 不断追踪和研究喷漆技术和检测方法的最新进展,以保持自身的竞争力和创新性。
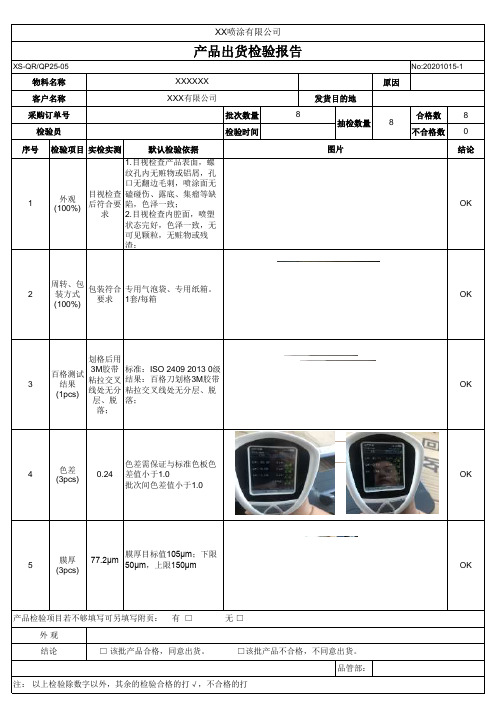
喷塑厂产品出货检验报告
原因
批次数量合格数8检验时间
不合格数
0序号
检验项目实检实测
默认检验依据
结论
1
外观
(100%)
目视检查后符合要求 1.目视检查产品表面,螺纹孔内无赃物或铝屑,孔口无翻边毛刺,喷涂面无
磕碰伤、露底、集瘤等缺
陷,色泽一致;
2.目视检查内腔面,喷塑
状态完好,色泽一致,无可见颗粒,无赃物或残渣;
OK
2
周转、包
装方式
(100%)
包装符合要求专用气泡袋、专用纸箱。
1套/每箱
OK
3
百格测试
结果
(1pcs)
划格后用3M 胶带
粘拉交叉
线处无分
层、脱落;
标准:ISO 2409 2013 0级结果:百格刀划格3M 胶带粘拉交叉线处无分层、脱落;
OK
4
色差(3pcs)
0.24
色差需保证与标准色板色差值小于1.0
批次间色差值小于1.0
OK
5
膜厚(3pcs)
77.2μm
膜厚目标值105μm ;下限50μm ,上限150μm
OK
品管部:
XX 喷涂有限公司
产品出货检验报告
XS-QR/QP25-05
No:20201015-1
物料名称客户名称XXX 有限公司
发货目的地
采购订单号抽检数量8
检验员XXXXXX
图片
8注: 以上检验除数字以外,其余的检验合格的打√,不合格的打×
产品检验项目若不够填写可另填写附页: 有 □ 无 □
外 观结论
□ 该批产品合格,同意出货。
□该批产品不合格,不同意出货。
喷涂首件确认检验报告
喷涂首件确认检验报告一、报告背景据悉,XX公司的XX产品需要进行喷涂工艺的处理,为了保证产品的质量和外观效果,特进行喷涂首件确认检验。
本报告旨在对喷涂首件的相关检验结果进行详细记录和分析,以便对后续喷涂生产工艺进行调整和改进。
二、检验目的1.验证喷涂工艺的可行性和稳定性;2.确保喷涂后的产品满足相关质量标准;3.发现和解决喷涂过程中可能存在的问题。
三、检验内容1.喷涂前准备工作:对喷涂前的产品进行清洁处理,并确保产品表面无尘、无油污、无杂质等;2.喷涂操作参数:记录喷涂操作中的参数,如喷涂压力、喷涂速度、喷涂距离等;3.喷涂质量评估:对喷涂后的产品进行质量评估,包括颜色均匀性、喷涂层厚度、喷涂附着力等;4.外观检验:对喷涂后的产品进行外观检验,如漆膜光泽度、漆面平整度、无气泡、无划伤等;5.温度和湿度控制:记录喷涂过程中的环境温度和湿度,并评估其对喷涂效果的影响;6.检验结果分析和总结。
四、检验结果经过对喷涂首件的全面检验,我们得到了以下结论:1.喷涂工艺的可行性和稳定性得到验证,喷涂操作参数的设定相对合理;2.喷涂后的产品颜色均匀性好、喷涂层厚度符合要求、喷涂附着力良好;3.产品的外观质量达到预期目标,漆膜光泽度高、漆面平整度好,无气泡、无划伤;4.温度和湿度对喷涂效果的影响较小,当前环境条件可满足喷涂要求。
五、问题分析和改进方案在检验过程中,我们也发现了一些问题,并提出了改进方案:1.喷涂层厚度不够均匀:可能是喷枪操作不到位导致的问题,建议加强操作培训,并对操作人员进行技能评估;2.喷涂后出现少量气泡:可能是环境湿度较高导致的问题,可以通过调整环境湿度和增加喷涂前的干燥处理来改善;3.喷涂附着力不稳定:可能是喷涂前产品表面处理不完整导致的问题,建议加强清洁和处理工作,确保产品表面无油污和杂质。
六、结论与建议本次喷涂首件确认检验表明,当前的喷涂工艺和操作参数较为合理,并且喷涂后的产品质量满足预期目标。
喷漆检验报告范文
喷漆检验报告范文一、报告目的本报告旨在对喷漆工艺进行检验,验证其合格性,并提供相关检验数据和分析结果,以满足品质控制要求。
二、检验对象喷漆工艺所涂覆的产品,包括原料、工艺设备和涂装工序。
三、检验原则1.检验依据:依据相关标准和规范进行检验。
2.检验方法:采用可靠、科学的检验方法,如目测、比色法、化学分析法等。
3.检验条件:在适宜的环境条件下进行检验,确保结果的准确性。
四、检验内容1.喷漆涂层的外观检验:包括颜色、光泽度、平整度、粗糙度等方面的评估。
2.涂层附着力检验:使用刮削法、粘帖法等方法对涂层进行附着力测试,评估其抗刮削性能。
3.涂层硬度测试:采用硬度计等设备测量涂层的硬度,评估其耐磨性和抗划伤性能。
4.涂层耐腐蚀性能检验:通过盐雾试验、湿热试验等方法评估涂层的耐腐蚀性能。
5.涂层厚度检验:使用涂层厚度计等设备对涂层进行厚度测量,确保涂层厚度符合要求。
六、检验结果与分析1.外观检验结果:经过外观检验,涂层颜色一致,光泽度好,表面平整度较高,粗糙度符合要求。
2.附着力检验结果:刮削法和粘帖法测试结果符合标准要求,涂层附着力良好。
3.硬度测试结果:涂层硬度值符合标准要求,具有一定的耐磨性和抗划伤性能。
4.耐腐蚀性能检验结果:经盐雾试验和湿热试验,涂层表现出良好的耐腐蚀性能,未出现明显的锈蚀和起泡。
5.涂层厚度检验结果:涂层厚度均匀一致,符合规范要求。
七、结论与建议1.检验结果显示,喷漆工艺涂层的质量良好,具有较好的外观、附着力、硬度和耐腐蚀性能。
2.鉴于检验结果良好,建议继续采用喷漆工艺,并维持或优化工艺流程,以确保产品质量和客户满意度。
3.对可能存在的不足之处和潜在问题,建议在生产过程中加强质量控制,以提高涂层质量和性能。
喷涂出货检验报告(出货检验报告单)(一)2024
喷涂出货检验报告(出货检验报告单)(一)引言概述:本文档是关于喷涂出货检验报告(出货检验报告单)的一部分,旨在对喷涂产品进行质量检验并记录检验结果。
本文档将对喷涂出货检验的流程和标准进行介绍,并详细列出了五个主要检验点,每个检验点包含多个小点。
正文内容:1. 出货检验流程1.1 准备相应检验设备和工具1.2 检查货物数量和完整性1.3 进行外观检验1.4 进行物理性能检验1.5 进行化学性能检验2. 检验点一:外观检验2.1 检查涂层表面平整度2.2 检查是否有明显划痕或凹陷2.3 检查涂层颜色是否一致2.4 检查涂层是否有明显的起泡或脱落2.5 检查喷涂产品是否符合相关标识要求3. 检验点二:物理性能检验3.1 检测涂层硬度是否达标3.2 测试涂层的耐磨性3.3 检查涂层的耐腐蚀性能3.4 测试涂层的附着力3.5 检测涂层的耐温度性能4. 检验点三:化学性能检验4.1 进行涂层的化学成分分析4.2 检测涂层是否含有有害物质4.3 测试涂层的耐化学品性能4.4 检查涂层是否具有防火性能4.5 检测涂层的耐光性能5. 检验点四:包装和标识检验5.1 检查产品包装是否完好5.2 检查包装标识是否清晰可读5.3 检查包装是否符合运输要求5.4 检查包装和标识是否与订单信息一致5.5 检查是否有缺漏或损坏6. 检验点五:其他特殊要求检验6.1 根据客户要求进行特殊尺寸检验6.2 检查是否满足特殊环境要求6.3 验证产品符合相关行业标准6.4 进行特殊性能测试6.5 检查是否符合其他特殊要求总结:本文档针对喷涂出货的检验工作进行了详细的阐述,包括检验流程、五个主要检验点以及每个检验点的具体要点。
通过对喷涂产品的外观、物理性能、化学性能、包装和标识以及其他特殊要求的检验,可以确保产品的质量符合标准,并为客户提供满意的产品。
喷头喷嘴检测报告
喷头喷嘴检测报告1. 引言本报告旨在对喷头喷嘴进行全面的检测分析,以确保其性能和质量符合预期要求。
喷头喷嘴是一种常见的工业设备,用于将液体或气体以喷射方式释放出来。
其有效性和稳定性对于液体和气体传输的效率和准确性至关重要。
2. 检测目的喷头喷嘴的检测目的是评估其性能、流量和均匀度等关键指标,以确保其正常工作并满足生产和质量控制要求。
本次检测报告将包含以下内容:•喷头喷嘴的尺寸和外观检测•喷头喷嘴的流量和压力测试•喷头喷嘴的喷雾效果评估3. 检测方法3.1 尺寸和外观检测通过目视检查和使用量具,对喷头喷嘴的尺寸和外观进行检测。
主要检查以下指标:•喷嘴孔径的直径是否符合规定尺寸•喷头喷嘴的表面是否平整和光滑•喷头喷嘴的连接部件是否完好3.2 流量和压力测试使用流量计和压力计等专业设备,对喷头喷嘴的流量和压力进行测试。
主要测量以下指标:•喷头喷嘴的流量输出是否稳定•喷头喷嘴的流量是否符合生产要求•喷头喷嘴的喷射压力是否达到预期值3.3 喷雾效果评估利用高速摄影仪和相关软件,对喷头喷嘴的喷雾效果进行评估。
主要评估以下指标:•喷头喷嘴的喷雾均匀度•喷头喷嘴的喷雾粒径分布•喷头喷嘴的喷雾覆盖面积4. 检测结果4.1 尺寸和外观检测结果经过尺寸和外观检测,喷头喷嘴的尺寸和外观都符合要求。
喷头喷嘴的孔径直径为X毫米,表面平整光滑,连接部件完好无损。
4.2 流量和压力测试结果流量和压力测试结果显示,喷头喷嘴的流量输出稳定且符合生产要求。
喷头喷嘴的流量达到X立方米/小时,喷射压力为X巴。
4.3 喷雾效果评估结果喷雾效果评估结果显示,喷头喷嘴的喷雾均匀度良好,喷雾粒径分布均匀且符合要求。
喷头喷嘴的喷雾覆盖面积为X平方米。
5. 结论根据尺寸和外观检测、流量和压力测试以及喷雾效果评估的结果,可以得出以下结论:•喷头喷嘴的尺寸和外观符合要求,无明显缺陷•喷头喷嘴的流量输出稳定且符合生产要求•喷头喷嘴的喷雾均匀度良好,粒径分布均匀且覆盖面积符合要求综上所述,喷头喷嘴经过全面检测后达到预期要求,可以正常使用于生产和质量控制过程中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气密性检验
□气量调节失效(调节过程气量无明显变化,螺旋式结构离气流喷嘴10mm处有肌感,90°旋钮式结构离气流喷嘴150mm(小枪类100mm)处有肌感);
□气阀常通(枪头漏气);
□气道接头处、气量调节处、气阀杆处、幅度调节处漏气;
6
液体密封性检验
□料罐与枪体连接处漏液;□料喷嘴、针塞密封螺钉处漏液;
□静置2小时料喷嘴、针塞密封螺钉处漏液(按1%抽检);
QD-QR-COP-8.3-003-5〈0〉保存期限不少于5年
□刻字、印刷标记不清晰、位置错误、有重印、漏刻、刻错等现象;□贴标位置不正确、错误,贴纸有皱纹、翘角;
□包装配件表面有锈斑、损伤
2
外部结构
□有缺件、错件、部件断裂;□配置与要求不符(依生产单要求);□0形圈外露或破裂;□连接件松动;
□罐盖与罐体配合不良;□料罐与枪体配合不良;□定位圈旋入枪体困难;
□定位圈密封圈装配变形;
□扣动扳机有干涉、异响,复位不畅;□左、右摆动大,内壁与枪体有刮擦;□气阀杆、针塞有干涉,复位缓慢;
□幅度调节、针塞调节和气量调节装置用徒手不能有效调节、调节不顺畅;
□气流喷嘴不能周向转动、转动时不顺畅;
□针塞旋钮锁死,扳动扳机针塞有位移;□在扳机尾部加50N推力针塞座有位移(按1%抽检);□针塞与针塞座不同心,不能徒手从枪体内抽出;
喷枪类产品QA检验报告
□出货检验□批量检验□样机□试产品流水号:____________
客户名称
产品名称
型号
判断标准
生产单号
生产线
生产日期
致命缺陷
主要缺陷
次要缺陷
数量
抽样数
Ac
Re
Ac
Re
Ac
Re
抽样标准:
喷嘴□径(mm):;耗气量(Scfm):;涂料流量(ml/min):;喷幅长度(mm):;
序号
3
接头螺纹
接头螺纹及接头符合生产单要求:□G1/4□NPS1/4□NPT1/4□G3/8□其他
4
间隙
□针塞凸出料喷嘴配合超差;□料喷嘴凸出气流喷嘴配合超差;□料喷嘴与气流喷嘴配合周隙不均;
□一段距离超差;□二段距离超差;
□各调节旋钮锁到极限位置,旋钮与调节座间隙2±0.5mm;(与技术标准不同的以技术标准为准)
项目
检验内容
AQL判定
不
良
数判Βιβλιοθήκη 定CR0MA1
.0
MI
4.0
1
外观
□变形破损;□电镀、喷塑不良;□明显色差;□抛光不良;□外露件表面有硬性划伤、碰伤、毛刺;□料喷嘴、雾化组件内部、枪头有毛刺、碰伤及明显加工痕迹
□零件(枪体、扳机)表面有划手毛刺
□表面有油渍污垢;□流道、料罐内部有杂物,测试油没吹、擦干净;