热处理报告-中英对照
热处理报告-中英对照
Quality Inspector
质量检查员:
Operator
操作人:
年(YY)月(MM)日(DD)
Note: Auto record curve & hardness test report for heat treatment should be enclosed hereto.
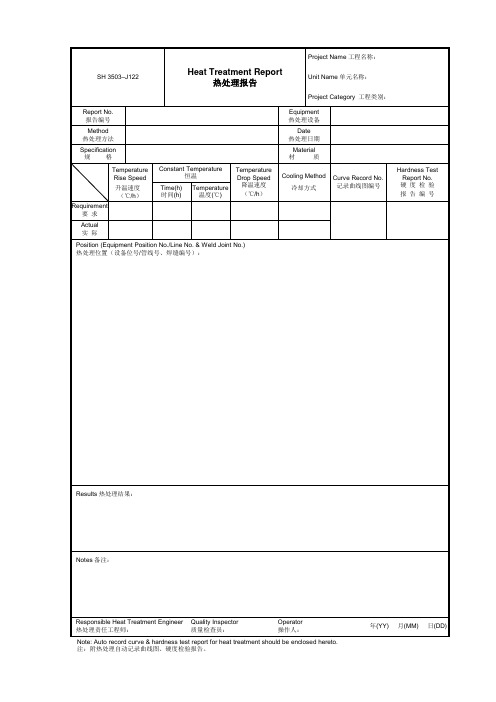
SH 3503–J122
热处理报告
Project Name工程名称:
Unit Name单元名称:
Project Category工程类别:
Report No.Байду номын сангаас
报告编号
Equipment
热处理设备
Method
热处理方法
Date
热处理日期
Specification
规格
Material
材质
Temperature Rise Speed
升温速度
(℃/h)
Constant Temperature
恒温
Temperature
Drop Speed
降温速度
(℃/h)
Cooling Method
冷却方式
Curve Record No.
记录曲线图编号
Hardness Test
Report No.
硬度检验
报告编号
Time(h)
时间(h)
Temperature
注:附热处理自动记录曲线图、硬度检验报告。
温度(℃)
Requirement
要求
Actual
实际
Position (Equipment Position No./Line No. & Weld Joint No.)
CQI-9第三版_热处理评估中英文版(第三版标准)
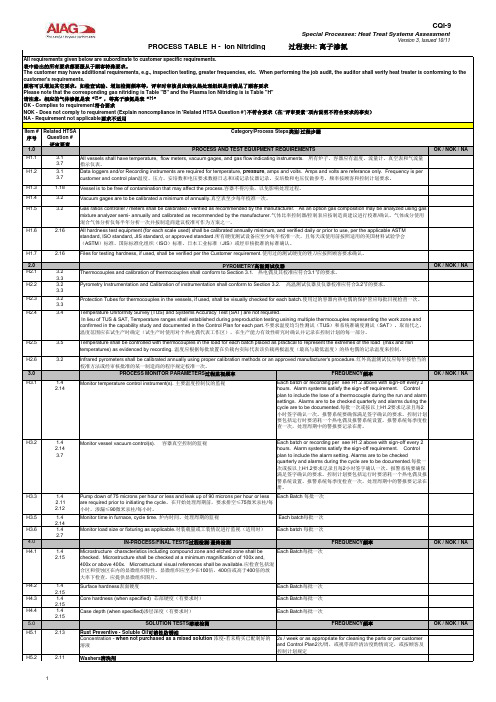
Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11Item #序号Related HTSAQuestion #评审要素1.0OK / NOK / NAH1.1 3.13.7H1.2 3.13.7H1.3 1.18H1.4 3.2H1.53.2H1.6 2.16H1.7 2.162.0OK / NOK / NAH2.1 3.23.3H2.2 3.23.3H2.3 3.23.3H2.43.4H2.5 3.5H2.6 3.23.0OK / NOK / NAH3.11.42.14H3.21.42.143.7H3.31.42.112.12H3.5 1.42.14H3.6 1.42.74.0OK / NOK / NAH4.11.42.15H4.2 1.42.15H4.3 1.42.15H4.4 1.42.155.0OK / NOK / NA2x / week or as appropriate for cleaning the parts or per customer and Control Plan2次/周,或视零部件清洁度酌情而定,或按顾客及控制计划规定Concentration - when not purchased as a mixed solution 浓度-若未购买已配制好的溶液H5.2 2.11H5.12.13Washers 清洗剂Rust Preventive - Soluble Oil 可溶性防锈油Surface hardness 表面硬度Each Batch 每批一次Core hardness (when specified) 芯部硬度(有要求时)Each Batch 每批一次Each Batch 每批一次Pyrometry Instrumentation and Calibration of instrumentation shall conform to Section 3.2. 高温测试仪器及仪器校准应符合3.2节的要求。
热处理报告范本
热处理报告范本1.急求热处理报告格式热处理报告报告编号:YJ/QR8.2.3-03产品名称Productname材料牌号Materialdesignation 热处理方式Heattreatment热处理编号Heattreatmentnumber热处理设备:Heattreatmentequipment热处理工艺要求:Heattreatmentprocess淬火正火回火退火入炉温度加热速度保温温度保温时间冷却方式入炉温度加热速度保温温度保温时间冷却方式温度℃淬火正火温度℃回火退火热处理数量:热处理硬度:(HRC)结论该批次产品热处理,经检测符合技术要求。
检验员:审核:日期:2.热处理工工作总结怎么写强调安全、检查与管理的重要。
没有范文。
以下供参考,主要写一下主要的工作内容,如何努力工作,取得的成绩,最后提出一些合理化的建议或者新的努力方向。
工作总结就是让上级知道你有什么贡献,体现你的工作价值所在。
所以应该写好几点:1、你对岗位和工作上的认识2、具体你做了什么事3、你如何用心工作,哪些事情是你动脑子去解决的。
就算没什么,也要写一些有难度的问题,你如何通过努力解决了4、以后工作中你还需提高哪些能力或充实哪些知识5、上级喜欢主动工作的人。
你分内的事情都要有所准备,即事前准备工作以下供你参考:总结,就是把一个时间段的情况进行一次全面系统的总评价、总分析,分析成绩、不足、经验等。
总结是应用写作的一种,是对已经做过的工作进行理性的思考。
总结的基本要求1.总结必须有情况的概述和叙述,有的比较简单,有的比较详细。
2.成绩和缺点。
这是总结的主要内容。
总结的目的就是要肯定成绩,找出缺点。
成绩有哪些,有多大,表现在哪些方面,是怎样取得的;缺点有多少,表现在哪些方面,是怎样产生的,都应写清楚。
3.经验和教训。
为了便于今后工作,必须对以前的工作经验和教训进行分析、研究、概括,并形成理论知识。
总结的注意事项:1.一定要实事求是,成绩基本不夸大,缺点基本不缩小。
热处理专业术语中英文对照
24. fatigue 疲劳
25. tensile testing 拉伸试验
26. solution 固溶处理
27. 度
29. Rockwell hardness 洛氏硬度
30. Brinell hardness 布氏硬度
austenite 奥斯田体/奥氏体
bainite 贝氏体
banded structure 条纹状组织
barrel plating 滚镀
barrel tumbling 滚筒打光
blackening 染黑法
blue shortness 青熟脆性
bonderizing 磷酸盐皮膜处理
box annealing 箱型退火
corner effect 锐角效应
creeping discharge 蠕缓放电
decarburization 脱碳处理
decarburizing 脱碳退火
depth of hardening 硬化深层
diffusion 扩散
diffusion annealing 扩散退火
electrolytic hardening 电解淬火
embossing 压花
etching 表面蚀刻
ferrite 肥粒铁
first stage annealing 第一段退火
flame hardening 火焰硬化
flame treatment 火焰处理
full annealing 完全退火
straightening annealing 矫直退火
strain ageing 应变老化
texture 咬花
thermal refining 调质处理
金属热处理中英文对照外文翻译文献
中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:Heat treatment of metalThe generally accepted definition for heat treating metals and metal alloys is “heating and cooling a solid metal or alloy in a way so as to obtain specific conditions or properties.” Heating for the sole purpose of hot working (as in forging operations) is excluded from this definition.Likewise,the types of heat treatment that are sometimes used for products such as glass or plastics are also excluded from coverage by this definition.Transformation CurvesThe basis for heat treatment is the time-temperature-transformation curves or TTT curves where,in a single diagram all the three parameters are plotted.Because of the shape of the curves,they are also sometimes called C-curves or S-curves.To plot TTT curves,the particular steel is held at a given temperature and the structure is examined at predetermined intervals to record the amount of transformation taken place.It is known that the eutectoid steel (T80) under equilibrium conditions contains,all austenite above 723℃,whereas below,it is the pearlite.To form pearlite,the carbon atoms should diffuse to form cementite.The diffusion being a rate process,would require sufficient time for complete transformation of austenite to pearlite.From different samples,it is possible to note the amount of the transformation taking place at any temperature.These points are then plotted on a graph with time and temperature as the axes.Through these points,transformation curves can be plotted as shown in Fig.1 for eutectoid steel.The curve at extreme left represents the time required for the transformation of austenite to pearlite to start at any given temperature.Similarly,the curve at extreme right represents the time required for completing the transformation.Between the two curves are the pointsrepresenting partial transformation. The horizontal lines Ms and Mf represent the start and finish of martensitic transformation.Classification of Heat Treating ProcessesIn some instances,heat treatment procedures are clear-cut in terms of technique and application.whereas in other instances,descriptions or simple explanations are insufficient because the same technique frequently may be used to obtain different objectives.For example, stress relieving and tempering are often accomplished with the same equipment and by use of identical time and temperature cycles.The objectives,however,are different for the two processes. The following descriptions of the principal heat treating processes are generally arranged according to their interrelationships.Normalizing consists of heating a ferrous alloy to a suitable temperature (usually 50°F to 100°F or 28℃ to 56℃) above its specific upper transformation temperature.This is followed by cooling in still air to at least some temperature well below its transformation temperature range.For low-carbon steels, the resulting structure and properties are the same as those achieved by full annealing;for most ferrous alloys, normalizing and annealing are not synonymous.Normalizing usually is used as a conditioning treatment, notably for refining the grains of steels that have been subjected to high temperatures for forging or other hot working operations. The normalizing process usually is succeeded by another heat treating operation such as austenitizing for hardening, annealing, or tempering.Annealing is a generic term denoting a heat treatment that consists of heating to and holding at a suitable temperature followed by cooling at a suitable rate. It is used primarily to soften metallicmaterials, but also to simultaneously produce desired changes in other properties or in microstructure. The purpose of such changes may be, but is not confined to, improvement of machinability, facilitation of cold work (known as in-process annealing), improvement of mechanical or electrical properties, or to increase dimensional stability. When applied solely to relive stresses, it commonly is called stress-relief annealing, synonymous with stress relieving.When the term “annealing” is applied to ferrous alloys without qualification, full annealing is applied. This is achieved by heating above the alloy’s transformation temperature, then applying a cooling cycle which provides maximum softness. This cycle may vary widely, depending on composition and characteristics of the specific alloy.Quenching is a rapid cooling of a steel or alloy from the austenitizing temperature by immersing the work piece in a liquid or gaseous medium. Quenching medium commonly used include water, 5% brine, 5% caustic in an aqueous solution, oil, polymer solutions, or gas (usually air or nitrogen).Selection of a quenching medium depends largely on the hardenability of material and the mass of the material being treating (principally section thickness).The cooling capabilities of the above-listed quenching media vary greatly. In selecting a quenching medium, it is best to avoid a solution that has more cooling power than is needed to achieve the results, thus minimizing the possibility of cracking and warp of the parts being treated. Modifications of the term quenching include direct quenching, fog quenching, hot quenching, interrupted quenching, selective quenching, spray quenching, and time quenching.Tempering. In heat treating of ferrous alloys, tempering consists of reheating the austenitized and quench-hardened steel or iron to some preselected temperature that is below the lower transformation temperature (generally below 1300 ℃ or 705 ℃ ). Tempering offers a means of obtaining various combinations of mechanical properties. Tempering temperatures used for hardened steels are often no higher than 300 ℃(150 ℃). The term “tempering” should not be confused with either process annealing or stress relieving. Even though time and temperature cycles for the three processes may be the same, the conditions of the materials being processed and the objectives may be different.Stress relieving. Like tempering, stress relieving is always done by heating to some temperature below the lower transformation temperature for steels and irons. For nonferrous metals, the temperature may vary from slightly above room temperature to several hundred degrees, depending on the alloy and the amount of stress relief that is desired.The primary purpose of stress relieving is to relieve stresses that have been imparted to the workpiece from such processes as forming, rolling, machining or welding. The usual procedure is toheat workpiece to the pre-established temperature long enough to reduce the residual stresses (this is a time-and temperature-dependent operation) to an acceptable level; this is followed by cooling at a relatively slow rate to avoid creation of new stresses.The generally accepted definition for heat treating metals and metal alloys is “heating and cooling a solid metal or alloy in a way so as to obtain specific conditions or properties.” Heating for the sole purpose of hot working (as in forging operations) is excluded from this definition.Likewise,the types of heat treatment that are sometimes used for products such as glass or plastics are also excluded from coverage by this definition.Transformation CurvesThe basis for heat treatment is the time-temperature-transformation curves or TTT curves where,in a single diagram all the three parameters are plotted.Because of the shape of the curves,they are also sometimes called C-curves or S-curves.To plot TTT curves,the particular steel is held at a given temperature and the structure is examined at predetermined intervals to record the amount of transformation taken place.It is known that the eutectoid steel (T80) under equilibrium conditions contains,all austenite above 723℃,whereas below,it is pearlite.To form pearlite,the carbon atoms should diffuse to form cementite.The diffusion being a rate process,would require sufficient time for complete transformation of austenite to pearlite.From different samples,it is possible to note the amount of the transformation taking place at any temperature.These points are then plotted on a graph with time and temperature as the axes.Through these points,transformation curves can be plotted as shown in Fig.1 for eutectoid steel.The curve at extreme left represents the time required for the transformation of austenite to pearlite to start at any given temperature.Similarly,the curve at extreme right represents the time required for completing the transformation.Between the two curves are the points representing partial transformation. The horizontal lines Ms and Mf represent the start and finish of martensitic transformation.Classification of Heat Treating ProcessesIn some instances,heat treatment procedures are clear-cut in terms of technique and application.whereas in other instances,descriptions or simple explanations are insufficient because the same technique frequently may be used to obtain different objectives.For example, stress relieving and tempering are often accomplished with the same equipment and by use of identical time and temperature cycles.The objectives,however,are different for the two processes.The following descriptions of the principal heat treating processes are generally arranged according to their interrelationships.Normalizing consists of heating a ferrous alloy to a suitable temperature (usually 50°F to 100°F or 28℃ to 56℃) above its specific upper transformation temperature.This is followed by cooling in still air to at least some temperature well below its transformation temperature range.For low-carbon steels, the resulting structure and properties are the same as those achieved by full annealing;for most ferrous alloys, normalizing and annealing are not synonymous.Normalizing usually is used as a conditioning treatment, notably for refining the grains of steels that have been subjected to high temperatures for forging or other hot working operations. The normalizing process usually is succeeded by another heat treating operation such as austenitizing for hardening, annealing, or tempering.Annealing is a generic term denoting a heat treatment that consists of heating to and holding at a suitable temperature followed by cooling at a suitable rate. It is used primarily to soften metallic materials, but also to simultaneously produce desired changes in other properties or in microstructure. The purpose of such changes may be, but is not confined to, improvement of machinability, facilitation of cold work (known as in-process annealing), improvement of mechanical or electrical properties, or to increase dimensional stability. When applied solely to relive stresses, it commonly is called stress-relief annealing, synonymous with stress relieving.When the term “annealing” is applied to ferrous alloys without qualification, full annealing is applied. This is achieved by heating above the alloy’s transformation temperature, then applying a cooling cycle which provides maximum softness. This cycle may vary widely, depending on composition and characteristics of the specific alloy.Quenching is a rapid cooling of a steel or alloy from the austenitizing temperature by immersing the workpiece in a liquid or gaseous medium. Quenching medium commonly used include water, 5% brine, 5% caustic in an aqueous solution, oil, polymer solutions, or gas (usually air or nitrogen).Selection of a quenching medium depends largely on the hardenability of material and the mass of the material being treating (principally section thickness).The cooling capabilities of the above-listed quenching media vary greatly. In selecting aquenching medium, it is best to avoid a solution that has more cooling power than is needed to achieve the results, thus minimizing the possibility of cracking and warp of the parts being treated. Modifications of the term quenching include direct quenching, fog quenching, hot quenching, interrupted quenching, selective quenching, spray quenching, and time quenching.Tempering. In heat treating of ferrous alloys, tempering consists of reheating the austenitized and quench-hardened steel or iron to some preselected temperature that is below the lower transformation temperature (generally below 1300 ℃ or 705 ℃). Tempering offers a means of obtaining various combinations of mechanical properties. Tempering temperatures used for hardened steels are often no higher than 300 ℃(150 ℃). The term “tempering” should not be confused with either process annealing or stress relieving. Even though time and temperature cycles for the three processes may be the same, the conditions of the materials being processed and the objectives may be different.Stress relieving. Like tempering, stress relieving is always done by heating to some temperature below the lower transformation temperature for steels and irons. For nonferrous metals, the temperature may vary from slightly above room temperature to several hundred degrees, depending on the alloy and the amount of stress relief that is desired.The primary purpose of stress relieving is to relieve stresses that have been imparted to the workpiece from such processes as forming, rolling, machining or welding. The usual procedure is to heat workpiece to the pre-established temperature long enough to reduce the residual stresses (this is a time-and temperature-dependent operation) to an acceptable level; this is followed by cooling at a relatively slow rate to avoid creation of new stresses.The generally accepted definition for heat treating metals and metal alloys is “heating and cooling a solid metal or alloy in a way so as to obtain specific conditions or properties.” Heating for the sole purpose of hot working (as in forging operations) is excluded from this definition.Likewise,the types of heat treatment that are sometimes used for products such as glass or plastics are also excluded from coverage by this definition.Transformation CurvesThe basis for heat treatment is the time-temperature-transformation curves or TTT curves where,in a single diagram all the three parameters are plotted.Because of the shape of the curves,they are also sometimes called C-curves or S-curves.To plot TTT curves,the particular steel is held at a given temperature and the structure is examined at predetermined intervals to record the amount of transformation taken place.It is known that the eutectoid steel (T80) under equilibrium conditions contains,all austenite above 723℃,whereas below,it is pearlite.To form pearlite,the carbon atoms should diffuse to form cementite.The diffusion being a rate process,would require sufficient time for complete transformation of austenite to pearlite.From different samples,it is possible to note the amount of the transformation taking placeat any temperature.These points are then plotted on a graph with time and temperature as the axes.Through these points,transformation curves can be plotted as shown in Fig.1 for eutectoid steel.The curve at extreme left represents the time required for the transformation of austenite to pearlite to start at any given temperature.Similarly,the curve at extreme right represents the time required for completing the transformation.Between the two curves are the points representing partial transformation. The horizontal lines Ms and Mf represent the start and finish of martensitic transformation.Classification of Heat Treating ProcessesIn some instances,heat treatment procedures are clear-cut in terms of technique and application.whereas in other instances,descriptions or simple explanations are insufficient because the same technique frequently may be used to obtain different objectives.For example, stressrelieving and tempering are often accomplished with the same equipment and by use of identical time and temperature cycles.The objectives,however,are different for the two processes.The following descriptions of the principal heat treating processes are generally arranged according to their interrelationships.Normalizing consists of heating a ferrous alloy to a suitable temperature (usually 50°F to 100°F or 28℃ to 56℃) above its specific upper transformation temperature.This is followed by cooling in still air to at least some temperature well below its transformation temperature range.For low-carbon steels, the resulting structure and properties are the same as those achieved by full annealing;for most ferrous alloys, normalizing and annealing are not synonymous.Normalizing usually is used as a conditioning treatment, notably for refining the grains of steels that have been subjected to high temperatures for forging or other hot working operations. The normalizing process usually is succeeded by another heat treating operation such as austenitizing for hardening, annealing, or tempering.Annealing is a generic term denoting a heat treatment that consists of heating to and holding at a suitable temperature followed by cooling at a suitable rate. It is used primarily to soften metallic materials, but also to simultaneously produce desired changes in other properties or in microstructure. The purpose of such changes may be, but is not confined to, improvement of machinability, facilitation of cold work (known as in-process annealing), improvement of mechanical or electrical properties, or to increase dimensional stability. When applied solely to relive stresses, it commonly is called stress-relief annealing, synonymous with stress relieving.When the term “annealing” is applied to ferrous alloys without qualification, full annealing is applied. This is achieved by heating above the alloy’s transformation temperature, then applying a cooling cycle which provides maximum softness. This cycle may vary widely, depending on composition and characteristics of the specific alloy.Quenching is a rapid cooling of a steel or alloy from the austenitizing temperature by immersing the workpiece in a liquid or gaseous medium. Quenching medium commonly used include water, 5% brine, 5% caustic in an aqueous solution, oil, polymer solutions, or gas (usually air or nitrogen).Selection of a quenching medium depends largely on the hardenability of material and the mass of the material being treating (principally section thickness).The cooling capabilities of the above-listed quenching media vary greatly. In selecting a quenching medium, it is best to avoid a solution that has more cooling power than is needed to achieve the results, thus minimizing the possibility of cracking and warp of the parts being treated. Modifications of the term quenching include direct quenching, fog quenching, hot quenching, interrupted quenching, selective quenching, spray quenching, and time quenching.Tempering. In heat treating of ferrous alloys, tempering consists of reheating the austenitized and quench-hardened steel or iron to some preselected temperature that is below the lower transformation temperature (generally below 1300 ℃ or 705 ℃). Tempering offers a means of obtaining various combinations of mechanical properties. Tempering temperatures used for hardened steels are often no higher than 300 oF (150 ℃). The term “tempering” should not be confused with either process annealing or stress relieving. Even though time and temperature cycles for the three processes may be the same, the conditions of the materials being processed and the objectives may be different.Stress relieving. Like tempering, stress relieving is always done by heating to some temperature below the lower transformation temperature for steels and irons. For nonferrous metals, the temperature may vary from slightly above room temperature to several hundred degrees, depending on the alloy and the amount of stress relief that is desired.The primary purpose of stress relieving is to relieve stresses that have been imparted to the workpiece from such processes as forming, rolling, machining or welding. The usual procedure is to heat workpiece to the pre-established temperature long enough to reduce the residual stresses (this is a time-and temperature-dependent operation) to an acceptable level; this is followed by cooling at a relatively slow rate to avoid creation of new stresses.金属热处理对于热处理金属和金属合金普遍接受的定义是对于热处理金属和金属合金普遍接受的定义是“加热和冷却的方式了坚实的金“加热和冷却的方式了坚实的金属或合金,以获得特定条件或属性为唯一目的。
热处理专业术语中英文对照

热处理专业英语age hardening时效硬化ageing老化处理aw hardening气体硕化air pateiituig 空气韧化annealing 退火anode effect阳极效应anodizing 阳极氧化处理atomloy treatment 阿托木洛伊表jftj austempering奥氏体等温淬火austenite奥斯田体/奥氏体bainite贝氏体banded structure条纹状组织barrel plating 滚镀barrel tiimbling 滚简打光blackening 染黑法blue shortness 青熟脆性bondenzing磷酸盐皮膜处理box annealing箱型退火box carbmizing 封箱渗碳bnght electroplating 辉面电镀bnglit heat tieatment 光辉热处理bypass heat treatment 旁路热处理carbide炭化物carburized case depth 浸碳U更化深层carbuiizing 渗碳cementite炭化铁chemical platmg 化学电镀chemical vapor deposition 化学蒸镀coaisemng结晶粒粗人化coatmg涂布被覆cold shortness 低温脆性comemtite渗碳体controlled atmosphere 人气热处理comer effect锐角效应creeping discharge 蠕缓放电decarburization 脱碳处理decarbunzing脱碳退火depth of haidenmg 硬化決层division 扩散dififtision annealing 扩散退火electrolytic haidening 电解淬火embossing丿卡彳乞etchmg表面蚀刻gaseous cyaiuding 气体氧化法globulai* cementite 球状炭化铁grain size结晶粒度granolite tieatment磷酸溶液热处理graphitizmg 石墨退火haidenability 硬化性hardenability curve 硬化性曲线hardenmg 破化heat tieatnient 热处理hot bath quenchnig 热浴淬火hot dipping 热浸镀induction hardenmg 高周波硬化ion carbomti'iding离子渗碳氮化ion carburizing离子渗碳处理ion plating离子电镀isotlieniial annealing 等温退火liquid honing液体喷砂法low temperatiue annealing 低温退火malleablizing可锻化退火martempering 麻回火处理martensite马氏体/硬化铁炭metallikon金属喷镀法metallizing真空涂膜mtnding氮化处理nitrocarburizing 软氮化nomializing 正常化oil quenching 油淬化overagemg过老化overheating 过热pearlite针尖组织phosphatmg 磷酸盐皮膜处理physical vapor deposition 物理蒸镀plasma mtnding 离子氮化pre-amiealmg 预备退火precipitation 析出precipitation hardening 析出駛化press quenching 加压破化process amiealmg 制程退火quench ageing淬火老化quench haidening 淬火quenching crack 淬火裂痕quenchmg distortion 淬火变形quenchmg stress 淬火应力femte肥粒铁first stage annealing 第一段退火flame hardeiuiig 火焰硬化flame tieatment 火焰处理foil annealing完全退火straightening annealing 矫直退火strain ageing应变老化stress relieving annealing 应力消除退火subzero treatment 生冷处理supercooling 过冷surface haidening表而硕化处理temper bnttleness 回火脆性temper colour回火颜色tempeniig 回火tempemig crack 回火裂痕texture 咬花thennal refiiiuig 调质处理tliennoechanical treatment 加工热处理tune quenching 时间淬火transfonnation 变态tiifftnde process软氮化处理under annealing不完全退火vacuum carbomtndmg 真空碳氮化vaciuim carbiuizing 貞.空渗碳处理vacuum hardening 真空淬火vacuum heat tieatinent 真空热处理vacuum mtiiding 頁空氮化water quenching 水淬火wetout浸润处理1.indication 缺陷2.test specimen 试样3.bar棒材4.stock 原料5.billet方钢,钢方坯6.bloom钢坯,钢锭7.section 型材& steel ingot 钢锭9.blank坯料,半成品10.cast steel 铸钢11.nodular cast iron 球墨铸铁12.ductile cast uon 球墨铸铁13.bronze 青铜14.brass 黄铜15.copper 合金reconditionmg 再调质recrystallization 再结晶red shortness红热脆性residual stiess 残留应力retained austenite 残甜奥rust prevention 防蚀salt bath quencluiig 盐浴淬火sand blast喷砂处理seasonuig时效处理second stage annealing 第二段退火secular distortion 经年变形segregation 偏析selective hardening 部分淬火shot blast喷丸处理shot peeiihig 珠击法smgle stage nitndmg 等温渗氮smtenng烧结处理soaknig均热处理softening软化退火solution treatment 固溶化热处理spheroidizing球状化退火stabilizing tieatment 安定化处理51 molybdenum52.silicon 硅53.sulfer/sulphur 硫54.phosphor/ phosphoms 磷55.mtnded氮化的56 case hardenmg表面破j化,表面淬被57. air cooling 空冷5 & fiunace cooling 炉冷59. oil coolmg 油冷60 electrocladdmg /plating 电镀61.bnttleness 脆性62.stiength 强度63.ngidity刚性,刚度64.creep 蠕变65.deflection 挠度66.elongation 延伸率67.yield strength 屈服强度68.elastoplasticity 弹塑性69.metallographic structxue 金相组织70.metallographic test 金相试验71 caibon content 含碳量72. mcuction hardening 感应淬火16 stainless steel 不锈钢17.decarbuiization 脱碳18.scale氧化皮19.anneal 退火20 process anneal 进行退火21.quenclmig 淬火22.nonualizing 正火23.Charpy impact text 夏比冲击试验24.fatigue 疲劳25.tensile testing 拉伸试验26 solution固溶处理27. aging时效处理2& Vickers hardness 维氏硬度29.Rockwell liaidness 洛氏破度30.Brinell hardness 布氏硬度31.hardness tester 破度计32.descale除污,除氧化皮等33.femte铁素体34.austenite 奥氏体35.martensite 马氏体36.cementite 渗碳体37.iron carbide 渗碳体38.solid solution 固溶体39.sorbite 索氏体40.bainite 贝氏体41.pearlite 珠光体42.nodular fine pearlite/ troostite 屈氏体43.black oxide coating 发黑44.grain 晶粒45.chiomium 俗46 cadmium 镉47. tungsten 鸽4& molybdenum 钳73.unpedance matchmg 感应淬火74.hardening and teinpeiing 调质75.crack 裂纹76 sluuikage缩孔,疏松77.forging 锻(件)78.casting 铸(件)79.rolling 轧(件)80 drawing 拉(件)81.shot blasting 喷丸(处理)82.gilt blasting 喷钢砂(处理)83.sandblasting 喷砂(处理)84.caibiuizing 渗碳85.mtnding 渗氮86.ageing/agmg 时效87.grain size 晶粒度8& pore气孔89.somm 夹砂90.cinder inclusion 夹渣ttice 晶格92.abrasion/abrasive/rub/wear/weanng resistance (property)耐磨性93.spectrum analysis 光谱分析94.heaVthennal treatment 热处理95.inclusion 夹杂物96.segiegation 偏析97.picking酸洗,酸浸9& residual stiess 残余应力99 reinammg stress 残余应力100.relaxation of residual stress 消除残余应力101.stress relief 应力释放。
热处理报告英文模板
热处理报告英文模板AbstractThis report presents the findings of a heat treatment conducted on a specimen made of [mention the material]. The purpose of the heat treatment was to improve the mechanical properties of the material through controlled heating and cooling processes. The specimen was subjected to various heat treatment methods, including annealing, tempering, and quenching. The effects of these methods on the microstructure and mechanical properties of the material were evaluated. The results indicate that the heat treatment significantly influenced the hardness, strength, and ductility of the material.IntroductionHeat treatment is a crucial process in the manufacturing of materials, as it can alter their microstructure and subsequently improve their mechanical properties. The objective of this heat treatment report is to analyze the effects of different heat treatment methods on the material's microstructure andmechanical properties. This knowledge will enable engineers and manufacturers to determine the appropriate heat treatment processes for achieving desired material properties. Experimental Procedures1. Specimen Preparation: A specimen made of [mention the material] was prepared using standard machining techniques. The specimen was in the form of a [mention the shape and dimensions].2. Annealing: The first heat treatment method applied to the specimen was annealing. The specimen was heated in a furnace at a temperature of [mention the temperature] for [mention the duration]. Subsequently, it was cooled slowly inside the furnace to room temperature. The purpose of annealing was to relieve internal stresses and recrystallize the material.3. Tempering: The second heat treatment method performed on the specimen was tempering. After annealing, the specimen was heated to a temperature of [mention the temperature] for [mention the duration] in the furnace. It was then cooled using forced air.Tempering aimed to improve the material's strength and toughness by reducing its hardness.4. Quenching: The final heat treatment method applied to the specimen was quenching. The specimen was heated in the furnace to a temperature of [mention the temperature] for [mention the duration]. It was promptly immersed in a quenching medium, such as water or oil, to rapidly cool it down. Quenching aimed to increase the material's hardness and strength.5. Microstructural Analysis: After each heat treatment method, the specimen was subjected to metallographic preparation. It was ground, polished, and etched using appropriate reagents. The microstructure of the specimen was then examined under an optical microscope to observe any changes induced by the heat treatment methods.6. Mechanical Testing: The mechanical properties of theheat-treated specimen were evaluated using hardness testing and tensile testing. Hardness testing was conducted using a [mention the type of hardness tester] according to [mention the hardnesstesting standard]. Tensile testing was performed using a universal testing machine following [mention the tensile testing standard]. The results obtained from these tests were compared with those of the untreated specimen.Results and DiscussionThe microstructural analysis revealed clear differences in the specimen's microstructure after each heat treatment process.- Annealing: The annealed specimen displayed a refined grain structure, indicating the recrystallization process. The grains appeared more uniform and exhibited less deformation compared to the untreated specimen.- Tempering: The tempered specimen exhibited a slightly coarser grain structure than the annealed specimen. The hardness of the material decreased, indicating improved toughness and reduced brittleness.- Quenching: The quenched specimen exhibited a martensitic microstructure, characterized by a fine needle-like pattern. The material's hardness increased significantly, indicating enhancedstrength and hardness.The mechanical testing results further supported the microstructural observations:- Annealing: The annealed specimen exhibited improved ductility, as evidenced by higher elongation at fracture during tensile testing. However, the hardness remained relatively unchanged.- Tempering: The tempered specimen showed a slight decrease in hardness compared to the annealed specimen. However, it displayed improved toughness, as indicated by increased elongation at fracture.- Quenching: The quenched specimen exhibited a significant increase in hardness and strength. However, its ductility decreased, as evidenced by reduced elongation at fracture.ConclusionThis heat treatment report provides insights into the effects of different heat treatment methods on the microstructure and mechanical properties of a material. The results demonstrated thatannealing improved the material's ductility, while tempering enhanced its toughness. Quenching, on the other hand, significantly increased the material's hardness and strength at the expense of ductility. These findings contribute to the selection of appropriate heat treatment processes for achieving desired material properties, enabling engineers and manufacturers to enhance the performance of their products.。
钢铁热处理中英文对照外文翻译文献
中英文对照外文翻译(文档含英文原文和中文翻译)原文:Heat Treatment of SteelTypes of Heat Treating Operations Five Operations are detailed in this lesson as the basis of heat treatment. Explanations of these operations follow.Full annealing Full annealing is the process of softening steel by a heating and cooling cycle, so that it may be bent or cut easily. In annealing, steel is heated above a transformation temperature and cooled very slowly after it has reached a suitable temperature. The distinguishing characteristics of full annealing are: (a) temperature abovethe critical temperature and (b) very slow cooling, usually in the furnace.Normalizing Normalizing is identical with annealing, except that the steel is air cooled; this is much faster than cooling in a furnace. Steel is normalized to refine grain size, make its structure more uniform, or to improve machinability.Hardening Hardening is carried out y quenching a steel, that is, cooling it rapidly from a temperature above the transformation temperature. Steel is quenched in water or brine for the most rapid cooling, in oil for some alloy steels, and in air for certain higher alloy steels. After steel is quenched, it is usually very hard and brittle; it may even crack if dropped. To make the steel more ductile, it must be tempered.Tempering Tempering consistes of reheating a quenched steel to a suitable temperature below the transformation temperature for an appropriate time and cooling back to room temperature. How this process makes steel tough will be discussed later.Stress relieving Stress relieving is the heating of steel to a temperature below the transformation temperature, as in tempering, but is done primarily to relieve internal stress and thus prevent distortion or cracking during machining.This is sometimes called process annealing.Reasons for Heat Treating Heat treatment of steel is usually intended to accomplish any one of the following objectives:●Remove stresses induced by cold working or toremove stresses set up by nonuniform cooling of hot metalobjects;●Refine the grain structure of hot worked steelswhich may have developed coarse grain size;●Secure the proper grain structure;●Decrease the hardness and increase the ductility;●Increase the hardness so as to increase resistanceto wear or to enable the steel to withstand more serviceconditions;●Increase the toughness; that is, to produce a steelhaving both a high tensile strength and good ductility,enabling it to withstand high impact;●Improve the machinability;●Improve the electrical properties;●Change or modify the magnetic properties of steel.Heat Treatment The hardest condition for any givens steel is obtained by quenching to a fully martensitic structure.Since hardness is directly related to strength, a steel composed of 100% martensite is at its strongest possible condition. However, strength is not the only property that must be considered in the application of steel parts. Ductility may be equally important.Tempering Ductility is the ability of a metal to change shape before it breaks. Fleshly quenched martensite is hard but not ductile; in fact, it is very brittle. Tempering is needed to impart ductility to the martensite, usually at a smell sacrifice in strength. In addition, tempering greatly increases the resistance of martensite to shock loading.The effect of tempering may be illustrated as follows. If the head of a hammer were quenched to a fully martensitic structure, it probably would crack after the first few blows. Tempering during manufacture of the hammer imparts shock resistance with only a slight decrease in hardness. Tempering is accomplished by heating a quenched pert to some point below the transformation temperature, and holding it at this temperature for an hour or more, depending on its size. Most steels are tempered between 205 and 5,950C. As higher temperatures are employed, toughness or shock resistance of the steel is increased, but the hardness and strength decrease.Annealing the two-stage heat treating process of quenching and tempering is designed to produce high strength steel capable of resisting shock and deformation without breaking. On the other hand, the annealing process is intend to make steel easier to deform of machine. In manufacturing steel products, machining and severe bending operations are often employed. Even tempered steel may not cut or bend very easily and annealing is often necessary.Process annealing Process annealing consists of heating steel to a temperature just below the lowest transformation temperature for a short time. This makes the steel easier to form. This heat treatment is commonly applied in the sheet and wire industries, and the temperatures generally used are from 550 to 650o C.Full annealing Process annealing, where steel is heated 50 to 100 o C above the third transformation temperature for hypoeutectoid steels, and above the lowest transformation temperature for hypereutectoid steels, and slow cooled, makes the steel much easier to cut, as well as bend. In full annealing, cooling must take place very slowly so that a coarse pearlite is formed. Show cooling is not essential for process annealing, since any cooling rate from temperatures below the lowesttransformation temperature will result in the same microstructure and hardness.During cold deformation, steel has a tendency to harden in deformed areas, making it more difficult to bend and liable to breakage. Alternate deforming and annealing operations are performed on most manufactured steel products.Normalizing The process of normalizing consists of heating to a temperature above the third transformation temperature and allowing the pert to cool in still air. The actual temperature required for this depends on the composition of the steel, but is usually around 870o C. Actually, the term normalize does not describe the purpose. The process might be more accurately described as a homogenizing or grain-refining treatment. Within any piece of steel, the composition is usually not uniform throughout. That is, one area may have more carbon than the area adjacent to it. These compositional differences affect the way in which the steel will respond t heat treatment. If it is heated to a high temperature, the carbon can readily diffuse throughout, and the result is a reasonably uniform composition from one area to next. The steel is then more homogeneous and will respond to the heat treatment in a more uniform way.Because of characteristics inherent in cast steel, the normalizing treatment is more frequently applied to ingots prior to working, and to steel castings and forgings prior to hardening.Stress Relieving When a metal is heated, expansion occurs which is more or less proportional to the temperature rise. Upon cooling metal, the reverse reaction takes place. That is, a contraction is observed. When a steel bar or plate is heated at one point more than at another, as in welding or during forging, internal stress are set up. During heating, expansion of the heated area cannot take place unhindered, and it tends to deform. On cooling, contraction is prevented from taking place by the unyielding cold metal surrounding the heated area. The forces attempting to contract the metal are not relieved, and when the metal is cold again, the forces remain as internal stresses. Stresses also result from volume changes, which accompany metal transformations and precipitation. Internal or residual stresses are bad because they may cause warping of steel parts when they are machined. To relieve these stresses, steel is heated to around 595o C, assuming that the entire pert is heated uniformly, then cooled slowly back to room temperature. This procedure is calledstress relief annealing, or merely stress relieving.译文:钢的热处理各种类型的热处理本单元详细介绍了五种热处理的基本方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Requirement
要求
Actual
实际
Position (Equipment Position No./Line No. & Weld Joint No.)
热处理位置(设备位号/管线号、焊缝编号):
Results热处理结果:
Notes备注:
Responsible Heat Treatment EngineerSH 源自503–J122热处理报告
Project Name工程名称:
Unit Name单元名称:
Project Category工程类别:
Report No.
报告编号
Equipment
热处理设备
Method
热处理方法
Date
热处理日期
Specification
规格
Material
材质
Temperature Rise Speed
热处理责任工程师:
Quality Inspector
质量检查员:
Operator
操作人:
年(YY)月(MM)日(DD)
Note: Auto record curve & hardness test report for heat treatment should be enclosed hereto.
升温速度
(℃/h)
Constant Temperature
恒温
Temperature
Drop Speed
降温速度
(℃/h)
Cooling Method
冷却方式
Curve Record No.
记录曲线图编号
Hardness Test
Report No.
硬度检验
报告编号
Time(h)
时间(h)
Temperature
注:附热处理自动记录曲线图、硬度检验报告。