制程检验表格
制程检验管理程序(含表格)

制程检验管理程序(ISO9001:2015)1.0 目的确定制程检验程序,确保制程产品质量符合顾客要求。
2.0 适用范围适用于本公司产品从样品到批量生产的整个过程。
3.0 职责3.1 品质部3.1.1 负责对品质问题进行审批、检查、总结和指示。
3.1.2 根据品质异常的状况,决定是否向责任部门发出《纠正和预防措施报告书》,并跟踪其执行和改善效果。
3.1.3 负责跟进生产过程中物料和工艺的更改。
3.2 品质部IPQC3.2.1 IPQC负责各生产部门制程内半成品巡检,并填写检查记录。
3.2.2 品质部FPQC负责制程内工序转移中半成品的检查,并填写检查记录。
3.3 QE3.3.1 根据各类记录汇总后编写品质周报、月报。
3.3.2 确保适当的SPC的采用。
3.3.3 《检验作业指导书》等标准和技术文件的编写。
3.3.4 组织和参加相关的品质会议,完善和维护制程内品质管理体系。
3.3.5 对产品品质问题及品质目标未达成时提出和建议解决办法。
3.4 各生产部门主管负责对应和改善制程内出现的品质问题。
4.0 定义4.1 制程:指从原材料投入生产,至最终成品纳入的整个过程,不包括外发加工过程。
4.2 IPQC:In-Procedure Quality Control的缩写,即从事制程内检验的人员。
4.3 OQC:Outgoing Quality Control的缩写,即从事成品检验和出货检验人员的人员。
4.4 QE:Quality Engineer品质工程师,即从事与品质管理相关的工程技术人员。
5.0 工作程序5.1 调机检查5.1.1 生产部门调机员调机过程中和调机完成后,须对调机产品进行初步检查,并将所有调机不合格产品放置在红色胶盆里,与待检品、OK品明确区分开,并标识清楚。
5.1.2 调机员或操作员自主检查合格后,应通知品质部IPQC作首件检查。
5.2 首件检查5.2.1 IPQC抽取第1件样本作首件检查,检测数据记录于《首件检查记录》中。
制程检验记录表模板
批次
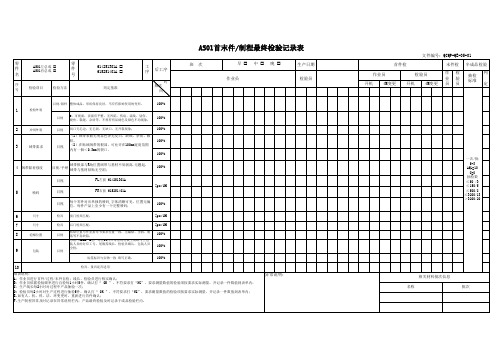
AS01首末件/制程最终检验记录表
零
零
件 名
AS01左总成 AS01有总成
件 号
序 号
检验项目
检验方法
614251301A 615251401A
判定基准
工 序
后工序
时 频次
间
班次
早 中 晚 作业员
目视/限样 整体成品:形状保持良好,不应有影响使用的变形,
100%
1
检验外观
目视
2、可视面:表面应平整,无凹陷、伤痕、流线、划伤、 烧焦、裂缝、杂质等,不得有明显褪色及颜色不均现象;
100%
5
喷码
目视 目视
FL左前 614251301A FR右前 615251401A
5pcs/1H
目视
每个零件对应单独的喷码,字体清晰可见,位置无偏 位,每件产品上至少有一个完整喷码;
100%
6
尺寸
检具 前门检具匹配;
5pcs/1H
7
尺寸
8
泡棉位置
9
包装
检具 后门检具匹配;
5pcs/1H
目视
粘贴位置与作业指导书要求位置一致,无漏贴、歪斜、脱 落等不良缺陷;
100%
2
冲切外观
3
绒带要求
目视 目视
切口无毛边,无毛刺、无缺口、无开裂现象;
(1)绒带表面无明显色泽无发白、缺绒、杂质、颗 粒。 (2)在贴绒绒带的根部,可允许在100mm宽度范围 内有一個<0.3mm的裂口。
100% 100% 100%
4 绒带黏着强度
目视/手掰
绒带根部与R角位置绒带与基材不易剥离.无翘起, 绒带与基材粘贴无空洞;
异常说明:
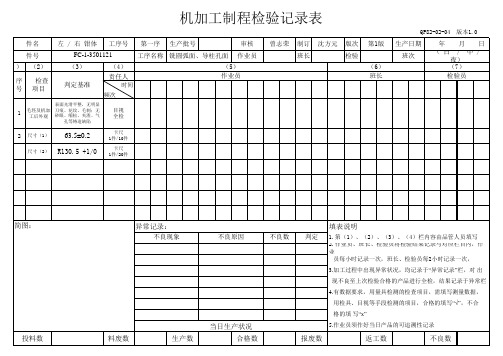
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
制程表
填写日期: 填写日期: 序号 1;2、打料;3、生胚;4、烤焙;5、熟胚;6、冷却;7、包装;8、储存 检验项目主要分为八个方面: 原料; 打料; 生胚; 烤焙; 熟胚; 冷却; 包装; 检验项目的标准依据BOM BOM表及其它相关作业规范进行填写 二、检验项目的标准依据BOM表及其它相关作业规范进行填写 三、检查异常情况应追溯到源头及全过程处理
流程:品控人员当日责任人→品控主管审核→品控部归档
年
月
日
产品名称
生产日期
检验时间
检验项目
检验标准
实测值
判定
异常说明
处理结果
核准: 核准:
审核: 审核:
制表: 制表:
模具制程检验记录表
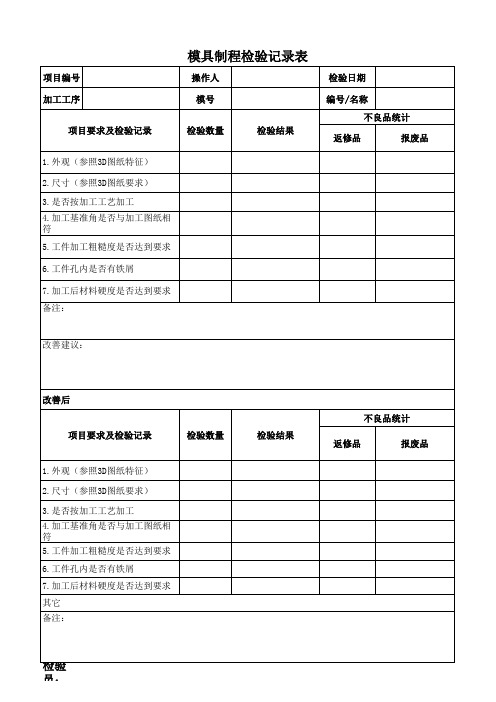
改善建议:
改善后 不良品统计 项目要求及检验记录 检验数量 检验结果 返修品 报废品
1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求)工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 其它 备注:
模具制程检验记录表
项目编号 加工工序 项目要求及检验记录 1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求) 3.是否按加工工艺加工 4.加工基准角是否与加工图纸相 符 5.工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 备注: 操作人 模号 检验数量 检验结果 检验日期 编号/名称 不良品统计 返修品 报废品
检验员:
审核:
注塑制程检验表

机显数:
8:00~10:00
10:00~12: 00
12:00~14:00
14:00~16: 00
16:00~18:00 18:00~20:30
出模数不准确
首件试生产 1次/天
重点尺寸1 (标准: 重点尺寸2 (标准: 重点尺寸3 (标准:
每一个模号试产1个,产品外观、尺寸是否正常。 是□
(外观要求:不可有披锋溢出、端子歪斜、变形等现象)
□让步接收
合计
江门市杰马科技有限公司
机台号:
Seemarket Technology Co., Ltd.
注塑制程检验表
日期:
IPQC:
审核:
产品名称:
材料规格:
生 1、产外批观次巡号拉:检查。 (检查频次:1次
检查组装 (检查数量 1啤)
首件检验
出模数: 入库单 号:
抽检检验记录,抽
样标准AQL Ⅱ,级
别:
数
量:
抽样
注数意量::每天产量与产品
数量误差要少于300个
检验项目 表面
检验标准
无颜色色差,哑光、顶白、黑 点 无不饱胶、缩水、变形
外观
无气泡、水纹、银纹、色纹
无油污、污物
披锋
无披锋、堵孔
其他
检验记录
不良数
判定
最终判定
□允收
□拒收
如判定拒收,请记录注塑产品的处理方式:
) ) )
否□
异常记录
判定
注意:1、注塑车间开机停机后要通知IPQC及时进行首检,检验合格后方可生产。 2、IPQC每天要检查初始生产的产品,观察是否出现少胶、粘模、披锋等不良现象。 3、检查外观合格后,即可通知生产员工,将产品放入蓝色待检筐中。
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
IPQC制程巡检项目表
GB/T 2828.12003 AQL=S-4 《巡检检验标准 Cr.=Ma.=Mi.=2. –总规范》 5
8
半成品 关键工 前3个产品 序首件 确认
探测器:传感器检测 、传感器焊接、各灌 各 产 品 关 胶工序、 PCBA 外观检 键工序表 查、 PCBA 调试、水压 测试、老化、标定铭 牌打标
控制器:PCBA外观检 查、各调试工序、各 任何一台不良 灌胶工序、老化、标 定、铭牌打标
《巡检检验标准 –总规范》
5
SOP正确性
任何SOP不符
6
第 一 个 Leabharlann 品 下线 前完成首次巡 作业巡 查,每4 个小时内 SOP 查 每 个 工 位 至 少巡 查一次
防静电手 作业规范 工衣穿着 环佩带 性
任何作业不符
《巡检检验标准 –总规范》
7
产品防 实时进行 护巡查
是否存在 搬运 质量隐患
摆放
作业
存在质量隐患
《巡检检验标准 –总规范》
《 5S 及 安 全作业规 范》《国 地面 外车间生 产环境作 业规范》
工作台
物料区
物品摆放 不符合5S要求
《巡检检验标准 –总规范》
3
工 位 核 生 产 线 投 产 前完 相 应 的 产 查 成 品流程图
逐一核对工位
任何工位不符
《巡检检验标准 –总规范》
4
《生产设 生 产 线 投 产 前完 设备状 备的维护 任何设备状态不 《巡检检验标准 成首次巡查,1次 设备状态 维护保养 设备点检 计量仪器 态检查 和保养程 符 –总规范》 /4小时 序》 工 位 SOP 生 产 线 投 产 前完 相 应 的 产 工位SOP 检查 成 品流程图 客户特殊 要求 《巡检检验标准 –总规范》
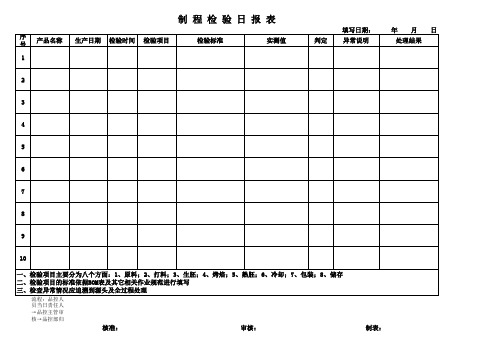
制程检验日报表
序号
产品名称
规格型号
工序名称
操作员
检验时间/检验结果
检查内容
1、操作员是否按照作业指导书操作?2、材料是否正确完好?3、设备运转是否正常?4、产品是否合格?检查正常打√,不正常打×。对不正常要有处理记录。
处
理
记
录
时间
不正常描述
纠正预防措施
填表人
填表日称:规格型号:在生产过程中遇见异常情况,希望贵部接到通知后在日内作出答复。
异常情况初步分析为:
□设计缺陷
□规格、标准缺陷
□检验标准缺陷
□机械缺陷
□工装、夹具缺陷
□生产及操作缺陷
具体情况说明
填表人
填表日期
说明:在生产过程中发生重大问题时使用,请做好根本解决措施,以防再次发生。
组装IPQC制程检验记录表模板
日期 Date
Inspection Time: ______ To _______
□Passed
□ Failed
□Passed
剩余不良品处理办法 Disposition method for surplus
□ Failed
本批数量 Lot size
抽样数 Sample size
严重不良 Major
记录规则:没有尺寸测量的检查项目,记录栏记录“XX件OK”,每两小时抽查数量不能少于20件。
轻不良 Minor
判定 Result
检验员 Inspector
检验标准 Tanda Inspection
Criteria
Criteria
Inspection Time: ______ To _______
□Passed □ Failed
审核 Checked
组装制程检验记录表 Inspection Record of IPQC
客户
序号 Customer
No.
检查项目
Inspection item
1 组装线首件检验 First inspection for ASS line
组装产品外观检查 (在光源充足下距产品 30CM) Appearance inspection for assemble 2 (Visual inspection distance 30mm when light source enough)
箱唛与资料、订单一致,彩盒、配件与正确,无破损 Shipping mark is correct, packing box,accessories are correct.
判定 Result:
□Passed □ Failed
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同);
2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
控制员:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
日期:
六C09 制程异常通知书
编号:
日期:
说明:1.在生产过程中发生重大事故时使用; 2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
日期:
说明:1.在生产过程中发生重大事故时使用; 2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
说明:1.将当月份各不良项目统计; 2.依比率作顺位调整;
3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
日期: 姓名:
200
151050
100
80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;
2.检查记录使用符号:√良,△尚可,╳差。