激光焊接机的结构介绍
大族激光焊接机参数

大族激光焊接机参数【原创实用版】目录一、激光焊接机的概述二、激光焊接机的参数1.激光功率2.激光束直径3.激光焊接速度4.激光光斑大小5.激光焊接机工作台正文一、激光焊接机的概述激光焊接机是一种高能量密度的焊接设备,通过激光束的高温作用于焊接材料表面,使其熔化并形成焊缝。
激光焊接机具有焊接速度快、熔深大、焊缝质量好、精度高等优点,在汽车制造、航空航天、电子电器等领域得到广泛应用。
二、激光焊接机的参数1.激光功率激光功率是衡量激光焊接机能量的重要参数,单位为瓦特(W)。
激光功率越大,焊接熔深和焊接速度就越快。
在实际应用中,要根据焊接材料的种类和厚度选择合适的激光功率。
2.激光束直径激光束直径是指激光发射口到焦点的距离,单位为毫米(mm)。
激光束直径越小,焊接精度越高;激光束直径越大,焊接速度越快。
在实际操作中,要根据焊接要求选择合适的激光束直径。
3.激光焊接速度激光焊接速度是指激光焊接机在单位时间内焊接的长度,单位为米/分钟(m/min)。
焊接速度会影响熔深的大小,焊接速度快则熔深浅,焊接速度慢则熔深深。
在实际应用中,要根据焊接材料的种类和厚度调整合适的焊接速度。
4.激光光斑大小激光光斑大小是指激光束在焊接材料上的照射面积,单位为毫米(mm)。
激光光斑越大,焊接熔深越浅;激光光斑越小,焊接熔深越深。
在实际应用中,要根据焊接要求选择合适的激光光斑大小。
5.激光焊接机工作台激光焊接机工作台是支撑焊接材料和激光焊接头运动的平台,其稳定性和承载能力对焊接质量至关重要。
在实际应用中,要根据焊接材料的尺寸和重量选择合适的激光焊接机工作台。
机器人激光焊接机的组成原理和优势
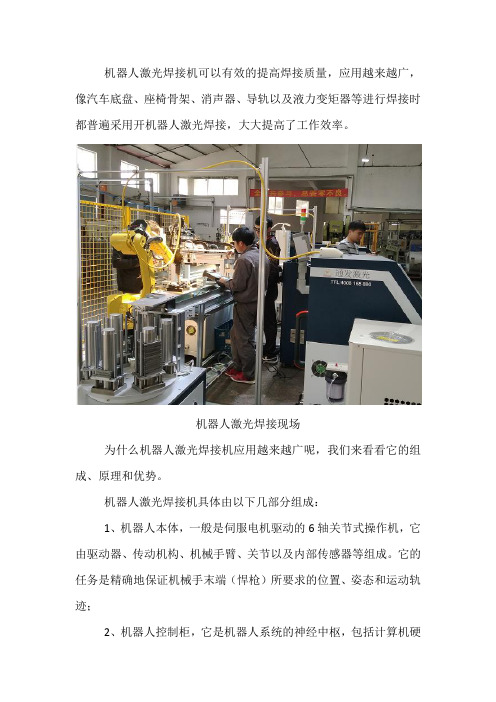
机器人激光焊接机可以有效的提高焊接质量,应用越来越广,像汽车底盘、座椅骨架、消声器、导轨以及液力变矩器等进行焊接时都普遍采用开机器人激光焊接,大大提高了工作效率。
机器人激光焊接现场
为什么机器人激光焊接机应用越来越广呢,我们来看看它的组成、原理和优势。
机器人激光焊接机具体由以下几部分组成:
1、机器人本体,一般是伺服电机驱动的6轴关节式操作机,它由驱动器、传动机构、机械手臂、关节以及内部传感器等组成。
它的任务是精确地保证机械手末端(悍枪)所要求的位置、姿态和运动轨迹;
2、机器人控制柜,它是机器人系统的神经中枢,包括计算机硬
件、软件和一些专用电路,负责处理机器人工作过程中的全部信息和控制其全部动作;
3、焊接电源系统,包括焊接电源、专用焊枪等;
4、焊接传感器及系统安全保护设施;
5、焊接工装夹具。
自动化夹具研发
焊接机器人的基本工作原理是:由用户导引机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数、焊接参数等,并自动生成一个连续执行全部操作的程序。
与普通的激光焊接机相比,机器人激光焊接机的优势在于:。
激光焊接机五大组成模块讲解讲解
激光焊接机五大组成模块讲解1、设备整体介绍:激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。
通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
TY-LF-260型激光焊接实训机采用恒流脉冲式激光电源、灯泵浦Nd:YAG固体激光器、进口三菱PLC运控系统和高精度二维执行机构等核心模块组成。
产品整机一体化机身结构,有功能集成度高、操作人性化设计、传动系统稳定、焊接加工效率高等特点,可完成电子、机械器件焊接加工,广泛应用于航天、通讯、电子、汽车制造等加工制造类行业。
2、激光焊接机五大组成模块的作用及介绍:(1)光学系统是激光焊接设备的核心部分,由灯泵浦Nd:YAG固体激光器、谐振腔模块、激光指示定位系统、扩束系统和聚焦系统组成。
激光输出的好坏直接影响到激光焊接加工效果,因此激光器及整机激光光路的调试方法是学习阶段和实际应用当中必须掌握的技能。
通过对此模块的仿真实训,可以使学员全方位了解激光焊接设备中光学系统的组成及工作原理,各光学器件的结构与调试方法。
◆激光器:焊接设备激光器为灯泵浦Nd:YAG固体激光器,由激光金属腔、泵浦氙灯和Nd:YAG激光晶体组成。
其中激光金属腔为上下分体式全腔水冷式结构,全镀金面反射瓦块,光学反射率高,有助于激光反射集中,输出光束能量强;激光器泵浦源为强亮度高压氙灯,脉冲式出光激励激光晶体产生激光,使用寿命长;激光器工作物质为Nd:YAG 激光晶体。
◆谐振腔:激光设备中光学谐振腔指的是全反膜片镜架和半反膜片镜架之间的组成区域,当然其中包含激光腔体;谐振腔是产生激光不可或缺的重要部分,通常谐振腔的长度直接影响到激光输出的光束质量及功率能量的大小;对于激光设备而言,谐振腔的最佳长度一般在≥4倍的激光器腔长的距离(例:激光腔体有效腔长为130mm,则谐振腔的长度为≥520mm较为合适;具体效果以实际应用情况为准)。
振镜激光焊接机的结构及优点

振镜激光焊接机的结构及优点相对于传统方式,振镜式激光焊接机以高速移动的扫描镜片代替二维工作台,配合强大图形处理功能的专业软件,实现了程序控制的瞬时多点焊接,有效地提高了生产效率和灵活性。
振镜扫描激光点焊机是引进国外先进技术,在关键部件采用优质进口部件生产而成的,焊机使用了扫描镜组的动态焊接工艺,并采用扫描镜片的移动代替工件移动或焊接镜组移动的方式,使振镜镜片在扫描镜头内将激光光束快速在焊点之间切换,焊点之间的距离越大,工件上的焊点数量越多,优势越明显。
采用这种技术,焊接时间可以降低60%。
因此,一个扫描镜组工作站可以代替几个传统的焊接工作站。
激光焊接机系统组成图1 激光焊接机外形该激光焊接机(如图1所示)主要由激光器系统、电源系统、振镜扫描系统、计算机控制系统及冷却系统五部分组成。
1. 激光器系统激光器系统主要由激光工作物质、泵浦氙灯、聚光腔及谐振腔组成。
振镜式激光焊接机激光工作物质为YAG棒。
主要参数如表1所示。
表1 激光器系统主要参数2. 电源系统电源系统主要由主电源、触发电路、控制电路和保护电路等组成,具有过压、过流保护装置,其电源、脉宽和频率均可调,可以根据需要设置输出波形,以便于焊接不同材料。
该电源操作面板具有电流、脉宽频率。
具体技术指标如表2所示。
表2 电源系统技术指标3. 光路及振镜扫描系统(1)光学系统:选用1064nm基于振镜的高精度反射、聚光系统。
(2)扩束镜:选用光束反射前多倍扩束组合透镜。
(3)激光校正:选用0.6328um的He-Ne激光准直系统指示光轴位置,指示光与激光同轴,在加工时可达到寻迹指示的功能,并及时进行精确对位。
(4)高速扫描振镜:是使激光按照预定轨迹运行的执行机构,它主要由高精度电机、电机驱动板、反射镜、F-θ透镜及直流供给电源组成。
其中F-θ透镜为进口配件,焦距f=100 mm (或160mm),工作幅面70mm×70mm(标准)或110mm×110mm(可选配)。
简述激光焊接的原理及其激光焊接设备的基本组成。
简述激光焊接的原理及其激光焊接设备的基本组成。
激光焊接是一种高能量密度热源下焊接的一种技术,通过将激光束集中在工件接触处,如金属材料或塑料材料,以达到局部熔化,并在凝固时形成一种牢固的连接。
激光焊接的原理:激光焊接是在激光束的作用下,在材料表面或内部形成高温区域,使其熔化和凝固,以实现焊接。
具体地说,激光束通过光学系统,可以聚焦在一点上,将激光束的能量集中在这个焦点,形成高能流密度。
在金属表面,激光能与金属原子发生反应,原子吸收激光能,电子在激光束的作用下被激发,形成高能量电子云,产生高温区域。
这种高温区域可以使金属熔化,在凝固后形成焊缝。
激光焊接的焊接深度和焊缝形状通过调节激光束的聚焦位置、功率和时间来控制。
激光焊接设备主要包括激光器、光学系统、电子控制系统、工件定位系统和安全设施等组成,下面对每部分进行详细说明。
1.激光器:激光焊接的核心设备,激光器产生可靠的激光束,激光器种类有气体激光器、半导体激光器和固体激光器等,根据物料的特性和焊接需求进行选择。
2.光学系统:激光器产生的激光束需要通过光学系统进行聚焦和调节,达到所需的焊接效果。
光学系统主要由激光头、透镜、激光束控制系统和轴向运动系统组成。
激光头主要进行激光束的调节和聚焦处理,透镜主要用于进行激光束的聚焦和调节。
3.电子控制系统:包括工控机、PLC电气控制箱等,控制激光器和光学系统的运行和焊接参数的设置和控制。
4.工件定位系统:焊接时需要对工件进行精确定位,以确保焊接质量。
定位系统主要包括夹具装置、传动机构和运动控制系统。
5.安全设施:激光焊接涉及到高能量激光束,必须采取相应的安全措施。
如进行防护墙、视窗、激光报警、喷水等安全设施。
在激光焊接过程中,需要根据工件材料、形状和焊接要求调整激光束的输出功率、聚焦位置、聚焦半径、焊接速度等参数,以达到最佳的焊接效果。
激光焊接具有高效率、高质量和高精度的特点,在汽车、航空、电子、医疗等领域被广泛应用。
【激光设备PPT】激光焊接机实验教训讲义
通过对话框选择切割头位置,当切割头位置在原点时,选加工起点;当切割头位置已经在当 前线段的起点时,选当前线段起点。(如果切割头位置在当前线段中间,则用“断点保护” 或“断电保护”功能)。 4.5 运行光标所在行 只运行光标所在行一行程序。 4.6 空走单段运行与修正程序 该功能对用视教编程生成的程序,进行局部修正。每运行一段程序会停下来,然后用鼠标点 屏幕上的手动移动按钮,微调到正确位置后,按“空格键”或“回车键”执行到下一段,直 到结束,软件自动记忆正确位置,自动更新程序。 4.7画线 画线时,程序自动将喷粉头移动到切割头位置,喷粉头到切割头的偏置在参数设置中设置。 画线时,切割指令M07/M08相当于指令M09/M10喷粉。因此,操作人员不需要修改M指令。 4.8边框校验 当在余料上进行时,有时需要知道零件的加工范围,可以采用空走的方法,但如果图形比较 复杂,空走需要很长时间。采用边框校验,只围绕工件边框走一圈,就能判断工件加工范围。 5回零功能 X、Y、Z轴一般应负方向回零,但有些工作台的零位开关安装在坐标轴的正限位附近,为满 足这一要求,软件提供了正方向回零功能。可选择一个或几个轴同时回零。
对话框中显示手动移动速度值。手动速度值可在“参数设置”中设置和修改。 选“单步”,并输入单步移动距离,可精确移动工作台。选“连续”,则连续移动工作台。 钢板校正:当钢板放偏时,沿钢板的边沿移动,再按“计算偏转角”,可自动计算钢板放 偏角度,程序自动将所有零件偏转,按偏转方向切割。
TMEIC激光焊机介绍(珍藏)
Laser transmission duct Laser resonatorShear carriageEntry clamp Main base frameAfter swaging rollBack-bar rollPre-swaging rollWorking head Shear carriageLaser resonatorMain base frameEntry clamp Exit clampLaser transmission duct Laser resonatorShear carriageEntry clampMain base frameAfter swaging rollBack-bar rollPre-swaging rollWorking headelding processWelding direction WS DS)Pre-swaging rollBack rollAfter-swaging rollPost annealerFiller wire feeder systemW orking head Trailing stripLeading stripdirectionFiller wire reelFiller wire feederParabolic mirrorX-axis adjustmentZ-axis adjustmentWelding lineBend mirrorWorking headExit clampClampSide guideWorking headGuide wayCCD CameraLaser diode Laser diodeLaser transmission duct Laser resonatorShear carriageEntry clampMain base frameAfter swaging rollBack-bar rollPre-swaging rollWorking headShear carriageUpper shearLower shear Scrap conveyorShear guide pin (DS)Shear guide pin (W S)PuncherShear clearance adjustm entEntry clampClamp Side guideIndexRoot gap adjustmentCross adjustment(sheet centering) Height adjustment for difference thickness weldFiller wire reelWorking headFiller wire feeder unitLaser transmission duct Laser resonatorShear carriageEntry clampMain base frameAfter swaging rollBack-bar rollPre-swaging rollWorking head Outline of new laser beam welder (Shearing position )Shear carriageLaser resonatorMain base frameEntry clamp Exit clampOutline of new laser beam welder (Welding )Shear carriageUpper shearLower shearScrap conveyorShear guide pin (DS)Shear guide pin (WS)PuncherShear clearance adjustmentHigh rigidity shear carriageAutomatic scrap Ejecting systemShear guide pin PuncherAutomatic shear clearance adjustmentBack rollHeight adjustment for difference thickness weldEntry back roll (A djustable level)Exit back roll (Fixed level)Pre-swaging rollUpper swaging roll Lower swaging rollAfter swaging rollUpper swaging rollLower swaging roll。
冷轧生产:激光焊机

激光焊机
➢ 激光焊机工作原理
激光焊机
➢ 激光焊接优点 • 1)焊接功率密度高,速度较快,大大提高了焊接效率; • 2)焊接过程不存在焊接弧光辐射,大大改善了劳动条件; • 3)焊缝纯度较高、有害杂质低; • 4)焊缝质量好,热影响区小,传统闪光对焊的焊缝深宽比为1:1,激
光焊缝的深宽比为12:1,大大提高了焊缝的机械性能。
激光焊机
➢ 激光焊机小车结构
图16 焊机C型小车结构图 1-机座;2-平整轮;3-激光焊头导向轮; 4-双切剪;5-C形小车本体;6-激光发生器
激光焊接பைடு நூலகம்程
任务四:酸洗设备结构
《板带冷轧生产》
激光焊机
➢ 焊机工作任务
焊机的作用是把前后两带钢头尾焊接起来,以保证带钢在机组中 连续通过。
连续酸洗机组所采用的焊接机一般为闪光焊机或激光焊机。
激光焊机
➢ 激光焊机工作原理
激光焊机是现在薄带钢焊接的主要设备,焊接时激光束聚焦并照射到金 属材料表面后,由于它具有巨大的功率密度,通常可以达到(106~ 109)W/cm2,大大超过了闪光对焊的能量密度(103~105)W/cm2,激光能 使金属表面熔化并激烈汽化,由金属汽化产生的蒸汽压力使金属表面产生 小孔效应,从而使金属熔透,并在激光束移动过程中,熔透金属迅速冷却, 形成致密的焊缝组织。