钢的低倍组织及缺陷评级图标准的探讨
金属的低倍组织的缺陷分析
学院:材料与冶金学院专业:材料科学与工程班级:材料082
姓名
罗宽
学号
080802110096
实验组
4
实验时间
指导教师
张忠全
成绩
实验项目名称
金属的低倍组织缺陷分析
实验目的
(一)研究浇铸条件对铸锭宏观组织的影响。
(二)认识钢坯和铸锭的典型低倍缺陷。
(三)了解非金属夹杂物的鉴别方法及特征。
凝固时枝晶间隙得不到液体寂充,形成的显微缩孔
方框偏析
方框形暗色条带
原钢锭为方形,凝固时杂质被推向柱状晶的前沿,聚焦在与中心等轴晶相遇处,酸蚀后出现腐蚀较深的方框区域
皮下气泡
靠近表皮呈圆或椭圆形光滑孔洞,热加工后呈垂直表面的裂纹
浇铸条件不良,如锭模涂料中的水分与钢液作用产生气体形成表皮层所泡
白点
在横向酸蚀试样上为细和三发丝状裂纹,无次序分布。在纵向断口上呈银亮色白斑
钢中氢原子析出并聚集成氢分子,产生巨大压力,使钢低温相变时开裂
缩孔残余
中心树根状孔洞
缩孔未切除干净
(三)非金属夹杂分析
金属材料中的非金属夹杂物、不仅降低零件的性能,还会导致灾难性事故,故应严加控制和检查。
对一些已知特征的非金属夹杂,如纯钢中的氧化铜夹杂,钢中的氧化物、硫化物,氮化物等,可用常规金相方法来辨别;对那些难以在昔通光学显微镜下鉴别的未知夹杂物,还需采用其它研究手段,如电子探针,透射电镜、X射线铅构分析以及二次离子质谱仪(SIMS)等来确定其组成和结构。
实验总结
钢坯的典型低倍缺陷,为控制钢材质量,铸锭开坯后,需对成材前的钢坯按国家标准进行低倍组织检验,并对缺陷进行评级。常见的低倍缺陷有:疏松、方框偏析、蜂窝气泡、白点及缩孔残余等。对一些已知特征的非金属夹杂,如纯钢中的氧化铜夹杂,钢中的氧化物、硫化物,氮化物等,可用常规金相方法来辨别;对那些难以在昔通光学显微镜下鉴别的未知夹杂物,还需采用其它研究手段。
关于低、中碳钢带状组织评级标准的探讨

SQHI%UUYUA# 中 要 求 评 定 钢 中 带 状 组 织 时(!) "要根据铁素体带数量"并考虑铁素体带 贯穿视场的程度&连续性和铁素体带的宽度确 定带状组织的级别' 评级时应选择检验面上各 视场中最严重视场于评级图谱进行对比评级'
SQHI#%!$$ 中要 求 评 定 珠 光 体 钢 中 的 带 状组织(%) "要根据带状铁素体数量增加"并考 虑带状贯穿视场的程度&连续性和变形铁素体 晶粒多少的原则确定' ;=J<评级系列划分
的具体划分见表 #' 分析两个标准对带状组织 评级图谱的划分"其区别主要体现在含碳量的 划分 上" SQHI%UUYUA# 主 要 评 价 含 碳 量 " ^ "AW"]范围内的钢"划分系列等级为 (^+的 T 级"较 SQHI#%!$$ 含碳量 " ^"AT"]要大"(^ @的 % 个等级划分更细致' 具体系列等级均分 为 W 个级别"评级表示方法及级别可半级评价' 在对每个级别的描述中"(系列两标准描述基 本上相同%SQHI#%!$$ 中 Q系列和 @系列描述 基本一致"主要表征铁素体和珠光体带"而 SQH I%UUYUA# 在其它系列上的描述上将珠光体修 改为第二类组织"增宽了组织特征"更适用于现 在存在非平衡状态的热轧板组织"各级别描述 见表 !'
&&随着梅山基地碳钢系列产品的不断扩展" 很多应用于精冲&冲压成型件的钢种在产品组 织检验中"需要关注带状组织"其作为一种钢中 缺陷组织"被列为这些钢种组织检验的重要指 标之一'
试论钢的低倍组织缺陷识别及消除方法
分的不同 . 在 经 侵 蚀 的 低 倍 切 片 上 很 容 易 将 它 们 与基 体 金 属
和其他缺陷加以区别。 其产生原 因: 一 是在 冶炼 高 合 金 钢 时 ,
的上 部 及 中部 . 这些 地 方 集 中 了较 多 的 杂质 和气 体 造 成 的 孑 L
隙. 切 片经 酸 侵 后 这 些 杂 质 和 孔 隙 为 酸 液 溶 解 和 侵 蚀 . 扩 大
成 许 多洞 穴 。 在横向切片上 , 如 果 疏 松 分 布 在 整 个截 面上 , 我
们 称 之 为一 般 疏 松 : 如果 集 中在 钢 材 中 心相 当 于 钢 锭 最 后 结
期合理脱氧外 , 目前 普 遍 采 用 的 真 空 熔 炼 、 钢 液 的 真 空 处 理 等 炉 外 精 炼技 术 都 有 显 著 效 果
5 . 白 点 钢 中 白点是 在 试 样 纵 向断 口上 呈 现 出银 白色 的
椭 圆斑 点 . 而在 被 磨 光 并 酸 侵 的横 向切 片上 则 为 细 长 而 平 直
响 主 要 表 现在 降低 疲 劳 强 度 . 容易造成产品缺 1 2 1 和 应 力 集 中 而 引 起 疲 劳 裂纹 导 致 零 件 过 早 作 废 另 外 对 钢 的 热 处 理 性 能、 焊 接 性 能 和 耐 腐 蚀性 能 均 有 不 利 影 响 。消 除 夹 杂 物 的措
施 除 了传 统 的 洁 净 炉 料 、 炉衬和在 氧化期加速 脱碳 、 在 还 原
导 宏 观 检 验 的 笔 者 对 常见 的钢 的低 倍 组 织 缺 陷 的 识 别 、 产
《连铸方坯低倍组织缺陷评级图》标准浅析
信息化部工信厅科 [ 2 0 0 9 ]2 6 0号文下达的 2 0 0 9 年第 2批全国钢标委归 口的行业标准制修订项 目 计划 的要求 ,由首钢总公 司和冶金工业信息标准 研究院等单位负责此项行业标准的修订工作。
t h e ma c r o s t r u c t u r e a n d d e f e c t s i n c o n t i n u o u s c a s t i n g b i l l e t s ,w e r e a d d e d i n t h e mo d i f i e d e d i t i o n .
目前 ,我 国冶金行业 的 《 连铸方坯低倍 组 织缺陷评级图》采用 的是行业标准 Y B / T 4 0 0 2 -
1 9 9 1《 连铸方坯低倍组织缺陷评级 图》 ,此标准 主要适用于评定采用连铸工艺生产 的非合金钢和
低合金钢连铸方坯 ,连铸矩形坯 也可参 照使 用。
1 连铸 方坯低倍组织缺陷 检验 方法的国 内外概况
o f t h i s s t a n d a r d . Mo s t s e c t i o n s o f t h i s s t a n d a r d we r e mo d i i f e d . Ne w d e f e c t s ,s u c h a s wh i t e b a n d , n o n me t a l i n c l u s i o n, s l a y , wh i t e p o i n t ,a n d n e w a p p e n d i x B,wh i c h i s t h e s c h e ma t i c d i a g r a ms o f
高速工具钢低倍组织检验
高速工具钢低倍组织检验随着机械工业的发展,现代金属的切削加工广泛采用较高的切削速度和大进刀量的快速切削方法,这就要求刃具材料必须具有较高的红硬性及耐磨性。
另外,随着切削速度和进刀量的增大,刃具负荷增加,对于刃具材料的强度和韧性也提出越来越高的要求。
碳素工具钢及低合金工具钢已经不能适应对刃具的高要求,而必须使用高碳高合金工具钢及特殊合金来制造刃具。
高速工具钢是含有W、Mo、Cr、V等合金元素的高碳高合金工具钢,因其具有较高的硬度、较高的耐磨性和红硬性,被广泛用于制造各种中、高速的切削刀具,成为目前应用最广泛的钢种之一。
而高速工具钢的锻造,对于刃具制造来说,又是十分重要的一道工序,因为其锻造性能的好坏,不但直接影响到刃具的质量,而且还影响到生产成本。
高速工具钢低倍组织的优劣,对其锻造性能又将产生较大的影响。
因此,对于高速工具钢低倍组织的检验结果的准确与否,就显得尤为重要。
常规试验高速工具钢低倍组织检验是根据国标GB226-77《钢的低倍组织及缺陷酸蚀试验法》规定,采用热酸浸蚀法。
酸蚀检验的腐蚀属于电化学腐蚀。
钢的化学成分不均匀性和缺陷之所以能用浸蚀来显示,是因为它们以不同的速度与浸蚀剂起反应。
表面缺陷、夹杂物、偏析区等被浸蚀剂有选择性的浸蚀,表现出可见的浸蚀特征。
对于高速工具钢而言,最常用的浸蚀剂成分是1∶1(溶剂比)的盐酸(相对密度1.19)水溶液,酸蚀温度为(75±5)℃,酸蚀时间为15~40min。
试样经酸蚀实验后,规定不得有肉眼可见的缩孔、气泡、翻皮、内裂及夹杂物等缺陷存在,并且按照国标GB1979-80《结构钢低倍组织缺陷评级图》对照进行评定中心疏松、一般疏松和偏析的级别。
采用这种常规的试验方法对高速工具钢的低倍组织进行检验,操作起来比较容易,设备也比较简单,但是作者认为在实际操作中可能会出现一些问题。
常规试验可能出现的问题酸蚀试验主要受到以下几个因素的影响:浸蚀剂成分、酸蚀时间、酸蚀温度及试样浸蚀面的光洁度。
金属的低倍组织缺陷分析
贵州大学实验报告(小三号,加黑)
学院:材料与冶金专业:材料科学与工程班级:材料081
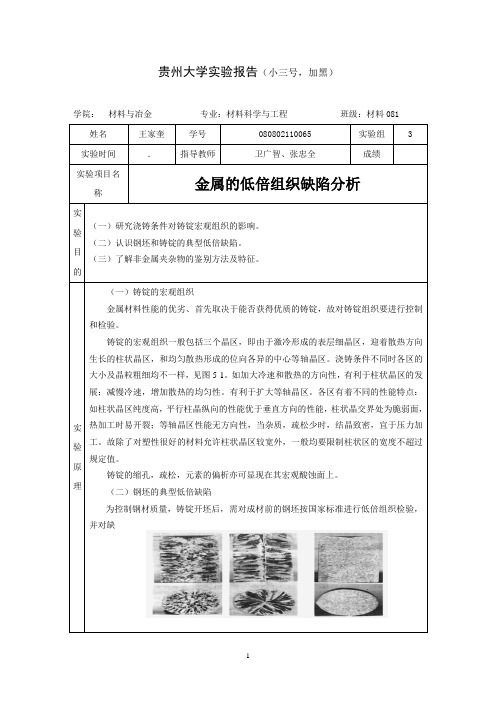
图5-1 不同浇铸条件下铝锭的宏观组织
℃浇铸,3mm厚铁模 b)800℃浇铸,10mm厚铁模 c)680℃浇铸,100mm厚铁模加硅铁粉
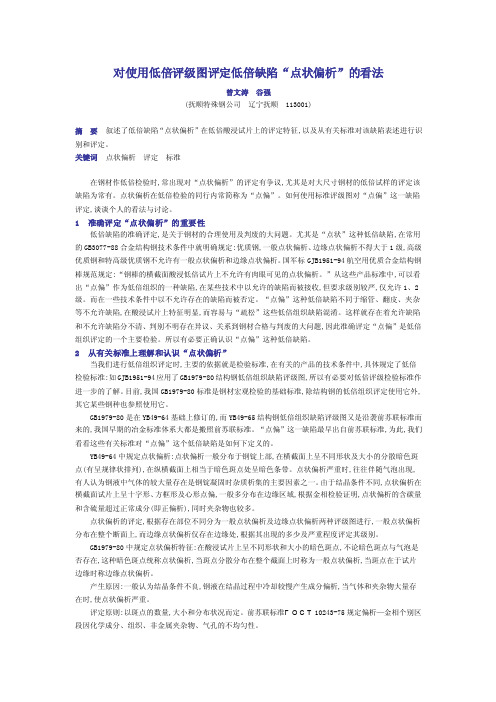
图5-2 钢中常见的低倍缺陷
a)一般疏松 b)方框偏析 c)皮下气泡 d)白点 e)缩孔残余
次消光和发亮现象。
对于
透明的,各向同性的球形夹物,
SiO 2,在明场下呈深灰 图5-3 钢中的非金属夹杂
Al 2O 3 b )MnS c )TiN d )玻璃质SiO 2明场下光环特征 e )玻璃质SiO 2,偏
图5-4 偏振光装置示意图
几种非金属夹杂物的特征
暗场偏振光
,不规则外形小颗粒成群分布,透明、淡黄色透明,弱各向异性
注:各学院可根据教学需要对以上栏目进行增减。
表格内容可根据内容扩充。
对使用低倍评级图评定低倍缺陷“点状偏析”的看法
对使用低倍评级图评定低倍缺陷“点状偏析”的看法曾文涛谷强(抚顺特殊钢公司辽宁抚顺113001)摘要叙述了低倍缺陷“点状偏析”在低倍酸浸试片上的评定特征,以及从有关标准对该缺陷表述进行识别和评定。
关键词点状偏析评定标准在钢材作低倍检验时,常出现对“点状偏析”的评定有争议,尤其是对大尺寸钢材的低倍试样的评定该缺陷为常有。
点状偏析在低倍检验的同行内常简称为“点偏”。
如何使用标准评级图对“点偏”这一缺陷评定,谈谈个人的看法与讨论。
1 准确评定“点状偏析”的重要性低倍缺陷的准确评定,是关于钢材的合理使用及判废的大问题。
尤其是“点状”这种低倍缺陷,在常用的GB3077-88合金结构钢技术条件中就明确规定:优质钢,一般点状偏析、边缘点状偏析不得大于1级,高级优质钢和特高级优质钢不允许有一般点状偏析和边缘点状偏析。
国军标GJB1951-94航空用优质合金结构钢棒规范规定:“钢棒的横截面酸浸低倍试片上不允许有肉眼可见的点状偏析。
”从这些产品标准中,可以看出“点偏”作为低倍组织的一种缺陷,在某些技术中以允许的缺陷而被接收,但要求级别较严,仅允许1、2级。
而在一些技术条件中以不允许存在的缺陷而被否定。
“点偏”这种低倍缺陷不同于缩管、翻皮、夹杂等不允许缺陷,在酸浸试片上特征明显,而容易与“疏松”这些低倍组织缺陷混淆。
这样就存在着允许缺陷和不允许缺陷分不清、判别不明存在异议、关系到钢材合格与判废的大问题,因此准确评定“点偏”是低倍组织评定的一个主要检验。
所以有必要正确认识“点偏”这种低倍缺陷。
2 从有关标准上理解和认识“点状偏析”当我们进行低倍组织评定时,主要的依据就是检验标准,在有关的产品的技术条件中,具体规定了低倍检验标准:如GJB1951-94应用了GB1979-80结构钢低倍组织缺陷评级图,所以有必要对低倍评级检验标准作进一步的了解。
目前,我国GB1979-80标准是钢材宏观检验的基础标准,除结构钢的低倍组织评定使用它外,其它某些钢种也参照使用它。
国内外标准对比-低倍

低倍标准应用
1引用标准
目前应用的标准有9个:
1.1GB/T1979-2001:结构钢低倍组织缺陷评级图(Standard diagrams for macrostructure and defect of structural steels)
1.2GB 1814-79:钢材断口检验法
1.3GB226-91:钢的低倍组织及缺陷酸蚀检验法(Etch test macrostructure and defect of steels)
1.4GB/T15711-1995;钢材塔形发纹酸浸检验方法(Steel products Methodfor etch test of tower sample)
1.5YB 4002-91: 连铸钢方坯低倍组织缺陷评级图
1.6JIS G 0553:1996:钢的低倍组织试验方法
1.7JIS G0556:1998:钢中发纹宏观试验方法
1.8JIS G 0560:1998:Method of sulphur print for steel(钢的硫印方法)
1.9ASTM E381-01:Standard Method of Macroetch Testing Steel Bars,Billets,Blooms,and Forgings
2检验项目
常规低倍检验项目及各标准的规定见表1。
1 适用于碳素钢、低合金钢、弹簧钢(锻、轧坯)。
2 适用于连铸生产的碳素钢及低合金钢等方坯横截面腐蚀低倍组织的缺陷。
方坯横截面尺寸范围为边长90~200mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
该标准由大连钢厂起草,中华人民共和国冶金工业部提出,国家标准总局批准,1982-05-01 发
布,1983-03-01 实施。
标准中 3.6.1 规定,酸浸低倍组织不得有肉眼可见的缩孔、气泡、翻皮、内裂和夹杂,并按表 2 进行评
级。
表2
低倍组织类型
评级图
合格级别 不大于
中心疏松 一般疏松 偏析
第一级别图 第一级别图 第 3 级别图
该标准由冶金部钢铁研究总院、首钢总公司负责起草,冶金工业部提出,中华人民共和国冶金工业部 1991-05-01 发布,1992-01-01 实施。 2.4 YB/T4003-1997 连铸钢板坯低倍组织缺陷评级图
该标准 1997 年 12 月 1 日实施。笔者目前尚未拥有该标准,故不能作较详细介绍。
该标准由首钢特殊钢公司负责起草,中华人民共和国冶金工业部提出,国家标准局发布,1986-06-01
实施。
本文中 3.4.2 有如下规定:根据需方要求,经供需双方协议并于合同有肉眼可见的缩孔、夹杂、分层、裂纹、气泡及白点。中心疏松及锭塑偏
析,按第四级别图评定。其合格级别按双方协议。
超过 2 级。 偏析按图 3 评定,不得超过 2 级。 每炉取 2 个试样进行低倍缺陷检查。 上述中心疏松和一般疏松为 5 级(图片)制,偏析为 2 级(图片)制。
2.9 电站锻件酸洗技术要求 以 JB/T1267-9350~200MW 汽轮发电机转子锻件技术条件为例,该标准以德阳大型铸锻件研究所负
为使锻件用钢处于最佳受力状态,采用环形锻造法生产船用柴油机曲臂锻件,按原规定取样后进行热酸 浸,其结果横断面似纵断面,组织细密,纤维方法连续,但却无法进行评级。
一些环形件的低倍组织及缺陷状况是,没有中心疏松,一般疏和锭型偏析绝非原来面貌,亦是为评级图片 进行参考。
3) GB9944-88 高速工具钢棒技术条件中,低倍检验要求按 GB1979-80 评级图评定中心疏松、一 般疏松和偏析。这个“偏析”不知指 GB1979-80 评级图片中哪一种? 3.2 关键词词目少且解释不统一
1.5 直径<100mm,1.0
直径≥100mm,1.5 1.0
2.8 YB9-68 铬轴承钢技术条件(代替 YB9-59) 中华人民共和国冶金工业部发布,1969 年 1 月 1 日试行 标准文本中 7 钢材必须无缩孔、皮下气泡、白点及过烧。低倍缺陷按下列规定: 中心疏松按图 1 评定,不得超过 1.5 级。 一般疏松按图 2 评定,钢材直径小于 100mm 者不得超过 1 级,钢材直径等于或大于 100mm 者,不得
2)GB7736-87 钢材低倍及缺陷超声波检验方法;(代 YB898-77)。 3 现行标准中存在的一些问题 3.1 标准适用范围有局限性
1) GB226-91 标准适用于钢的低倍组织及缺陷的检验。仲裁检验时,若技术中无特殊规定,以热酸浸 和电腐蚀无关,标准应跳出局限性。
2) 1979-80 标准适用范围中评级图一适用 40~150mm 圆方钢;评级图二适用 150~250mm 圆、 方钢;评级图三适用 40~250mm 圆、方钢。
一些低倍检验有关技术标准的修订已是“迫于眉睫”,结合科学技术进步和生产技术的发展,谈一点参考 意见,供修订标准时参考。 2 低倍组织及缺陷有关检验标准的现状 2.1 GB226-91 钢的低倍组织及缺陷酸蚀检验法
该标准由冶金部钢铁研究总院负责起草,中华人民共和国冶金工业部提出,国家技术监督局于 1991-06-22 发布,1992-02-01 实施。
钢的低倍组织及缺陷评级图标准的探讨
时间:2010-05-28 15:28:36 来源:中国金相分析网 作者: 李维钺
(太原重型机器厂 山西太原 030024)
摘 要 分析介绍了钢的低倍组织及缺陷酸蚀检验法、缺陷评级级图等有关标准的现状,提出标准中存在的 一些问题和解决思路,对有关标准今后的修订提出建议。 关键词 钢 低倍组织 评级图 标准
责起草,机械工业部德阳大型铸锻件研究所提出并归口,中华人民共和国机械工业部 1993-09-21 发 布,1994-07-01 实施。
文本中 4.8.1 酸洗(或磁粉检验)有关规定如下。 ①4.8.1.1 锻件应无白点、裂纹、折叠等缺陷。 ②4.8.1.2 需方应在轴身两端向外 200mm 的一段 R 过渡区(每端各一)和两个轴承部位进行酸洗(或 磁粉检验)。 ③4.8.1.3⋯检验结果应以下规定: 在 25cm2 面积上,允许(0.5~1)mm 单个缺陷显示 5 个或长度大于(1~1.5)mm 以内的单个缺陷显 示 2 个。 每个轴承部件不允许有 15 个以上的单个缺陷显示,每一个过渡区不允许有 20 个以上单个缺陷显示。 超过上述规定时,双方协商解决。 2.10 其它有关标准 1)GB11499-94 高温合金低倍、高倍试验方法及评级图;(代替 GBn187-82)。
YB/T4003-1997 连铸钢板坯低倍组织缺陷评级图代替 YB4003-91 连铸钢板坯缺陷硫印评级图,这
个标准(YB4003-91)系由冶金部武汉钢铁公司、北京钢铁研究总院负责起草,中华人民共和国冶金工业部
提出并于 1991-05-04 发布,1992-01-01 实施。
2.5 GB1299-85 合金工具钢技术条件
文本中 4.5.1 低倍组强钢材低倍组织不得有肉眼可见的缩孔、气泡、翻皮、内裂和夹杂,并按 GB1979
评定中心疏松、一般疏松和偏析,其合格级别应符合表 1 规定。
表1
名称
尺寸,mm
合格级别 不大于
中心疏松
≤120
1
一般疏松
≤120
1
偏析
≤120
1
2.7 GB3086-82 高碳铬不锈轴承钢技术条件
1) 中心疏松 ①GB226-91 标准中(2)中心疏松特征:在酸浸试片的中心部位呈集中分布的空隙和暗点。它和一般疏 松的主要区别是空隙和暗点仅存在于试样的中心部位,而不是分散在整个截面上。 产生原因:钢液凝固时体积收缩引起的组织疏松及钢锭中心部位因最后凝固使气体析集和夹杂物聚集 较为严重所致。 评定原则:以暗点和空隙的数量、大小及密集程度而定。 ②YB4002-91 标准中 3.2.1 中心疏松形貌特征:酸蚀试片面上集中在中心部位的空隙和暗点。 产生原因:钢坯凝固时体积收缩引起的组织疏松及钢坯中心部位因最后凝固,气体析集和夹杂物聚集较 为严重所致。 评定原则:以试片暗点和空隙的数量、大小及密集程度评定。 ③缺陷图谱中则说中心疏松在横向低倍酸浸试片上表现为暗色的斑点或空隙;放大镜下观察则为多角
供切削加工的钢材,允许有不超过表面缺陷允许深度的皮下气泡和皮下夹杂。
第四级别图中心疏松和锭塑偏析均为 1 级~6 级,共 12 张图片。
2.6 GB9943-88 高速工具钢棒技术条件
该标准由大连钢厂、冶金工业部情报标准研究所负责起草,中华人民共和国冶金工业部 1988-09-08
批准,国家技术监督局发布,1999-01-01 实施。
型横截面形状相似的框带,一般为方形。 产生原因:在钢锭结晶过程中由于结晶规律的影响,柱状晶区和与中心等轴晶区交界处的成分偏析和杂
质聚集所致。 评定原则:根据方框形区域的组织疏松程度和框带的宽度加以评定。 ②缺陷分析图谱中称锭型偏析是一种区域性偏析,在横向低倍酸浸试片上因偏析区呈现和锭型轮廓相
对应的方框形特征而得名。钢锭中“V”型偏析,“Λ”型偏析和负偏析都是形成锭型偏析的原因。修订标准时应 对锭型偏析产生的原因作出科学、完整的论述。
5) 应予增添的一些关键词 ①拆叠(缝):是锻件低倍试片中常见的一种缺陷,一般是由边沿向内部延伸,是否允许存在,要视其危害 程度而言,在能够满足加工尺寸的前提下,允许予以消除。 ②波纹状偏析:在横向弧倍试片上,呈现明暗相间(交替)的环形偏析条带,由于带有波纹状,俗称波纹状 偏析。这种偏析仅存在于电渣重熔钢锭中。它的形成是由于在重熔过程中,电流和电压的不稳定,导致偏析 周期性的变化所致。 波纹状偏析在横向试片上的条带似树木的年轮花样,故有人叫它为木纹状偏析。 ③斑块状偏析:特征是横向试片上出现暗黑色不规则的斑块状,是电渣重熔钢锭上部特有的区域性偏 析。其形成原因与熔炼工艺控制不当,熔炼后期钢液局部增碳有关。由于斑块状偏析区富集大量的碳,所以 显微组织与基体有明显差别。 3.3 一些混用和不确切的术语 1) 从标准的名称和文本内容看有钢的低倍组织及缺陷、钢的低倍组织的缺陷三种表达。 从以上文字表达看不易理解,是一个概念,还是低倍组织及缺陷为两回事? 2) GB226-91 标准中表 2 适用范围
形和月牙形的孔洞或圆形的小针孔;这些孔洞在扫描电镜下观察,显示枝晶末梢的圆滑自由表面特征。钢坯 如何凝固,是暗点还是暗色斑点,形貌特征要不要作进一步高倍描述?
2) 非金属夹杂物 ①GB1979-80 标准为(11)非金属夹杂物(肉眼可见的)及夹渣。 特征:在酸浸试片上呈不同形状和颜色的颗粒。 产生原因:冶炼或浇注系统的耐火材料或脏物进入并留在钢液中所致。 评定原则:有时出现许多空隙或空洞,如在这些空隙或空洞中用肉眼观察时未发现夹杂物或夹渣,就不 评的非金属夹杂物或夹渣。但对质量要求较高的钢种(指有高倍非金夹杂物合格级别规定者),建议进行高倍 补充检验。 ②YB4002-91 标准中 3.2.6 非金属夹杂物形貌特征:试片上呈不同形状和不同颜色的非金属颗粒或腐 蚀后非金属夹杂剥落后的孔隙。一般位于上弧皮下边长的四分之一处。 产生原因:冶炼过程中的脱氧产物以及钢水二次氧化形成的夹杂物进入结晶器后上浮分离较困难所致。 评定原则:以夹杂物的数量及尺寸大小评定。大颗粒夹杂不允许存在。 GB1979-80 标准中非金属夹杂物(肉眼可见的)及夹渣 1 张图片,YB4002-91 标准中的非金属夹杂 物,4 张图片名为非金属夹杂。能否统一?质量要求较高的钢种(指有高倍非金属夹杂物合格级别规定者),不 建议进行高倍补充检验,也要按规定取样进行高倍检验,这一进行高倍补充检验建议又有何用? 空隙和孔隙有无区别?大颗粒夹杂不允许存在,大颗粒尺寸范围是多少?是否与夹渣的“同一指物”。 3) 皮下气泡 ①GB1979-80 标准中(5)皮下气泡特征:在酸浸试片上,于钢材(坯)的皮下呈分散或成簇分布的细长裂 缝或椭圆形气孔。细长裂纹多数垂直于钢材(坯)的表面。 产生原因:由于钢锭模内壁清理不良和保护渣不干燥等原因造成。 评定原则:测量气泡离钢材(坯)表面的最远距离及试片直径或边长的实际尺寸。 ②YB4002-91 标准中 3.2.5 皮下气泡形貌特征:在试片的皮下呈分散或成簇分布的细长裂缝或椭圆形 气泡,裂缝垂直于钢坯表面。 _产生原因:由于钢液脱氧不良或各个环节不干燥而造成的。 评定原则:以气泡离表面距离和长度及数量评定。 同一缺陷解释不同,椭圆形气孔与椭圆形气泡有何不同(区别)?钢液脱氧不良是产生皮下气泡原因之 一,GB1979-80 标准中为何不提及这一原因? 4) 锭型偏析 ①GB1979-80 标准中(3)锭型偏析特征:在酸浸试片上呈腐蚀较深的,并由暗点和空隙组成的,与原锭