弧形闸门门页制作检测记录表
弧形闸门门体安装质量检查表填表要求

弧形闸门门体安装质量检查表填表要求
填表时必须遵守“填表基本规定”,并应符合下列要求:
1.分部工程、单元工程名称填写应与表5.5相同。
2.各检验项目的检验方法及检验数量按表E-7的要求执行。
钢丝线、钢板尺、垂
球、水准仪、经纬仪、
3.弧形闸门门体安装质量评定包括铰座安装、铰轴安装、支臂安装、焊缝焊接、门体表面清除和凹坑焊补、门体表面防腐蚀和止水橡皮安装等检验项目。
4.弧形闸门门体焊缝焊接与表面防腐质量应符合SL 635—2012第4章的相关规定。
5.弧形闸门的试验及试运行,应符合GB/T 14173的规定和设计文件的要求,并应做好记录备查。
6.单元工程安装质量检验项目质量标准。
(1)合格等级标准:
1)主控项目,检测点应100%符合合格标准。
2)一般项目,检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)优良等级标准:在合格等级标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
7.表中数值为允许偏差值。
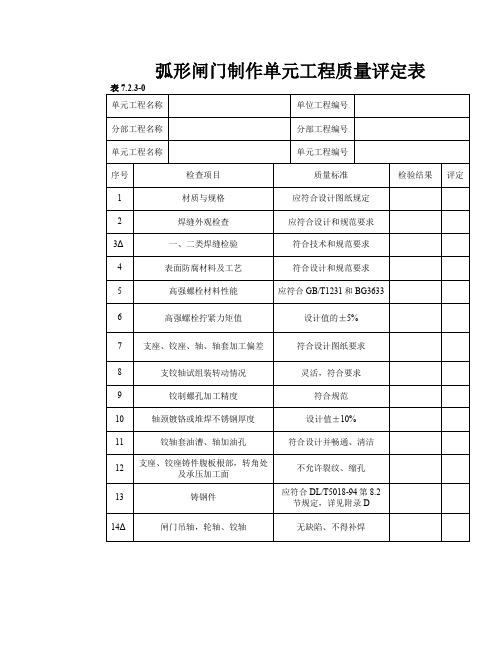
弧形闸门制作单元工程质量评定表
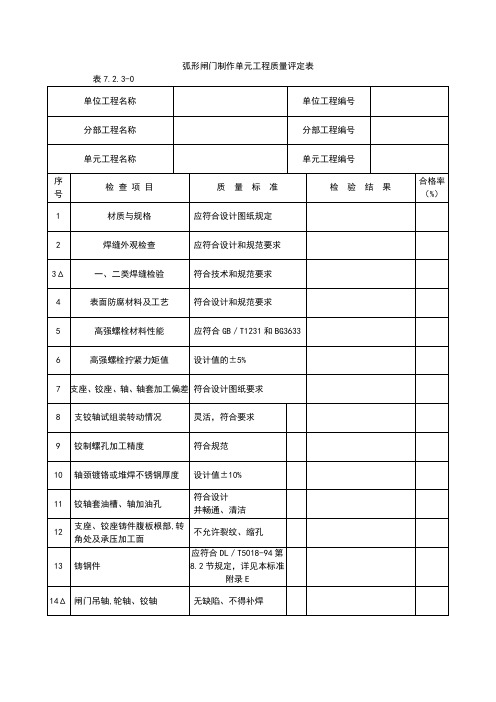
高强螺栓材料性能
应符合GB/T1231和BG3633
6
高强螺栓拧紧力矩值
设计值的±5%
7
支座、铰座、轴、轴套加工偏差
符合设计图纸要求
8
支铰轴试组装转动情况
灵活,符合要求
9
铰制螺孔加工精度
符合规范
10
轴颈镀铬或堆焊不锈钢厚度
设计值±10%
11
铰轴套油槽、轴加油孔
符合设计
并畅通、清洁
12
支座、铰座铸件腹板根部,转角处及承压加工面
3.0
>10000
4.0
5
门叶横向
直线度
门
叶
尺
寸
(mm)
≤5000
3.0
6.0
>5000~10000
4.0
7.0
>10000
5.0
8.0
6
门叶纵向弧度与样板间隙
3.0
6.0
7Δ
主梁中心距
±3.0
8Δ
主梁平行度l′-l
3.0
9
纵向隔板错位
2.0
10
面板与梁组合面的局部间隙
1.0
11
每米范围内面板局部平面度
弧形闸门制作单元工程质量评定表
表7.2.3-0
单位工程名称
单位工程编号
分部工程名称
分部工程编号
单元工程名称
单元工程编号
序号
检 查 项 目
质 量 标 准
检 验 结 果
合格率
(%)
1
材质与规格
应符合设计图纸规定
2
焊缝外观检查
应符合设计和规范要求
3Δ
一、二类焊缝检验
符合技术和规范要求
钢闸门质量检验

4 钢闸门质量检验
第三节 平面闸门制造质量检验
• 平面闸门制造质量检验内容主要包括: • (1)平面闸门门叶制造、组装质量的检测项目
及技术要求见表3.1和图3.1。
表3.1 平面闸门的公差或极限偏差
mm
序号 项 目
门叶尺寸
公差或极限偏差
≤1000
1 门叶厚度b
>1000~3000 >3000
≤5000
钢闸门质量检验表41弧形闸门公差与极限偏差mm门叶尺寸公差或极限偏差门叶厚度b1000100030003000304050304050门叶外形高度b和外形宽度h500050001000010000150001500050801001205080100120对角线相对差500050001000010000304050304050扭曲500050001000010000203040203040组合处测量500050001000010000304050304050门叶尺寸公差或极限偏差横向直线度500050001000010000304050607080通过各主次横粱或横向隔板的中心线测量门叶纵向弧度与样尺的间隙3060通过各主次纵梁或纵向隔板的中心线用弦长30m的样尺测量两主梁中心距3030两边梁平行度3030纵向隔板错位202010面板与梁组合面的局部间隙1010门叶尺寸公差或极限偏差备注露顶式11面板局部与样尺的间隙610101616每米范围内不大于50403060504012门叶底缘直线度202013门叶底缘倾斜值2c303014侧止水座面平面度202015顶止水座面平面度202016侧止水螺孔中心至门叶中心距离151517顶止水螺孔中心至门叶底缘距离3030注
4 钢闸门质量检验
二、闸门零件质量检验
(一)零件分类 根据零件的受力情况、重要性、工作条件,
弧形闸门门页制作检测记录表
WORD格式可以编辑报告编号:检测报告产品名称:大梁水库出口弧门单位工程:金属结构检测结论:优良弧形闸门制作质量检测报告编号:单位工程名称金属结构及启闭机安装单元工程量分部工程名称金属结构施工单位桃江红星焦化设备有限公司单元工程名称、部位大梁水库出口弧门检验日期年月日1、DL/T5018-2004水利水电工程钢闸门制造、安装及验收规范检测依据2、设计图纸及设计更改通知单检测项目详见检测数据及结果(见附表后)主要项目共测点,合格点,合格率%检验结果一般项目共测点,合格点,合格率%评定意见质量等级主要项目实测点全部符合质量标准,一般项目检验的实测点%符合质量标准,其余其本符合质量标准。
优良项目占全部的%,其中主要项目优良率%。
施建设测工(监理)量单人年月日位年月日单位年月日附件弧形闸门制造、组装检测记录编号:工程名称大梁水库出口弧门工程量5.786T门叶图号814H-I3-3-1材质Q235B门叶规格2×2-24.61材质证明附后序号检测项目公差与偏差门叶尺寸质量指标实测数据或偏差备注≤1000±3.0>1000~3000±4.01△门叶厚度487.1,487,482合格>3000±5.0≤5000±5.02门叶外形高度H2872>5000~10000±8.0>10000~15000±10.03门叶外形宽度B1876.1>15000±12.0≤50003.04△对角线相对差3345.5>5000~100004.0>100005.0≤50002.0>5000~100005△扭曲1.03.0>100004.0潜孔式露顶式≤50003.06.06门叶横向直线度2.0>5000~100004.07.0>100005.08.07 门叶纵向弧度与样尺的间隙40003.06.040018△两边梁中心距1696±3.01695 9△两边梁平行度16963.01695 10纵向隔板错位无2.011 面板与梁组合面的局部间隙1.00.5潜孔式露顶式≤105.06.0面板局部与样尺的间121.5隙>10~164.05.0≥163.04.0附件序号检测项目公差与偏差门叶尺寸质量指标实测数据或偏差备注13△门叶底缘直线度18762.01876 14△门叶底缘倾斜值3.015△侧止水座面平面度2.0 16△顶止水座面平面度2.017 侧止水螺孔中心至门叶中心距离848±1.5847.518 顶止水螺孔中心至门叶底缘距离2543±3.0254219 △闸门吊耳孔纵100±2.0100横向中心偏差≤4000±2.0>4000~6000±3.0 20支臂开口处弦长3106>6000±4.021两铰链轴孔同轴度1.0022两铰链轴孔倾斜1/10000铰链中心至门叶中心23500±1.0500距支臂中心与铰链中心242.01不吻合值支臂腹板与主梁腹板254.01.5中心不吻合值支臂中心与门叶中心26500±1.5500距离支臂与主梁组合处的中心至支臂与铰链组2732633.03264合处中心对角线相对差上、下支臂侧面位置2814335.01434度公差铰链轴孔中心至面板294000±7.04001外缘的半径附件序号检测项目公差与偏差门叶尺寸质量指标实测数据或偏差备注两侧铰链轴孔中心3041235.04122至面板外缘半径相对差31组合处错位2.0132 △闸门吊耳孔纵横向中心偏差3830±2.0383033 止水橡皮压缩量应符合图样规定+2.0-1.0+134焊缝质量符合图纸规范要求符合注:1、门叶横向直线度通过各横梁中心线测量,竖向直线度通过两边梁中心线测量,门叶整体弯曲应求凸向迎水面;如出现凸向背水面时,其直线度公差不大于3.0mm,且符合图样规定。
弧形闸门制作单元工程质量评定表
≤5000
±5.0
>5000~10000
±8.0
>10000~15000
±10.0
>15000
±12.0
3Δ
对角线相对差D1-D2
门叶尺寸(mm)
≤5000
3.0
>5000~10000
4.0
>10≤5000
2.0
>5000~10000
3.0
>10000
δ≤10
<4.0
<6.0
>10~16
<4.0
<5.0
≥16
<3.0
<4.0
12
门叶底缘直线度
2.0
13
门叶底缘倾斜度2C
3.0
14
止水座板平面度、直线度
2.0
15
侧止水螺孔中心至门叶中心距净距尺寸
±1.5
16
顶止水螺孔中心至门叶底缘距离
±3.0
17
支臂开口处最大弦度
支臂长度(mm)
≤4000
±2.0
监理(建设)单位复评意见及质量等级
年月日
年月日
检测员
专职质检员
监理工程师
注:①本表由施工单位质检科填报,监理(建设)单位确认。②Δ—为主要检测项目。③应附有表8.2.8金属构件焊缝外观质量检测评定表及一、二类焊缝检测报告。
应符合GB/T1231和BG3633
6
高强螺栓拧紧力矩值
设计值的±5%
7
支座、铰座、轴、轴套加工偏差
符合设计图纸要求
8
支铰轴试组装转动情况
灵活,符合要求
9
弧形闸门门槽埋件安装检验记录
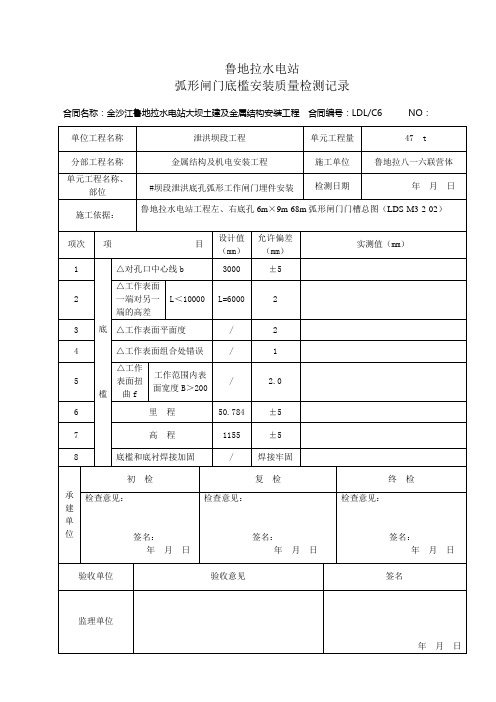
鲁地拉水电站
弧形闸门底槛安装质量检测记录
合同名称:金沙江鲁地拉水电站大坝土建及金属结构安装工程合同编号:LDL/C6 NO:
鲁地拉水电站
弧形闸门门楣安装质量检测记录表
合同名称:金沙江鲁地拉水电站大坝土建及金属结构安装工程合同编号:LDL/C6 NO:
鲁地拉水电站
弧形闸门侧止水座板、侧轮导板安装质量检测记录表
合同名称:金沙江鲁地拉水电站大坝土建及金属结构安装工程合同编号:LDL/C6 NO:
鲁地拉水电站
弧形闸门工作范围内各埋件距离质量检测记录
合同名称:金沙江鲁地拉水电站大坝土建及金属结构安装工程合同编号:LDL/C6 NO:
鲁地拉水电站
弧形闸门埋件安装防腐蚀表面处理、
涂料涂装质量检测表
合同名称:金沙江鲁地拉水电站大坝土建及金属结构安装工程合同编号:LDL/C6 NO:
注:第1、2两项埋件防腐蚀表面处理、涂料涂装、均指安装焊缝两侧。
弧形闸门门页制作检测记录表
报告编号:检测报告
产品名称:大梁水库出口弧门
单位工程:金属结构
检测结论:优良
弧形闸门制作质量检测报告
编号:
附件
弧形闸门制造、组装检测记录
编号:
附件
单个构件制造检测记录
工程名称图号数量
序号项目名称
及代号
简图允许偏差实测偏差结论
1 2 3 构件宽度b
构件高度h
腹板间距c
±2.0
1.0
合格
±2.0
1.0
合格
±2.0
1.5
合格
4
翼缘板对腹
板的倾斜度a
a≤b/150,且不大于
2.0
0.5 合格
a≤0.003b,且不大
于2.0
1.0 合格
5 腹板对翼缘
板的中心位
置偏移e
e≤2.0 0.5 合格
6 腹板局部凹
凸不平度每
米内△
每米范围内不大于
2.0
1.0 合格
7 扭曲长度不大于3m的构
件,应不大于1.0;
每增加1m,递增
0.5,且最大不大于
2.0
0.5 合格
一、二类焊缝内部焊接、表面清除
及局部凹坑焊补质量评定表
一类焊缝外观质量检测表
二类焊缝外观质量评定表
三类焊缝外观质量评定表
防腐蚀表面处理、涂料涂装质量评定表
防腐蚀表面处理检测数据记录表
编号:PM2008095
编号:。
(弧形门安装)检验批质量检验记录表
焊接球节点网架焊缝及圆管T、K、Y形节点焊缝内部缺陷分级和探伤方法应符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》(JBJ/T 3034.1)和《建筑钢结构焊接技术规程》(JGJ 81)的有关规定
4
闸门浮箱的密封性试验应满足设计要求
5
分节制作的闸门在现场拼装成整体后,应对连接质量进行检查。焊接质量应符合第2.2.2节和第2.2.3节的有关规定;螺栓连接应均匀拧紧,节间橡皮压缩量应满足设计要求
年月日年月日
监理单位
检验结论
监理工程师: 年 月 日
注: 对于不划分检验批的分项工程,可直接采用本表;
对于实测数据较多的项目,可附施工综合记录。
(弧形门安装)检验批质量检验记录表
单位工程
分部工程
分项工程
检ห้องสมุดไป่ตู้部位
施工单位
项目负责人
质量检验标准名称及编号
质量标准规定
施工单位检验记录
监理单位检验记录
主要检验项目
1
钢材的品种、规格和性能等应满足设计要求,并应符合国家现行有关标准的规定;进口钢材产品的质量应满足设计和合同规定的要求
2
焊接与高强螺栓连接的质量应符合第2.2.2节和第2.2.3节的有关规定
一般检验项目
1
2
允许偏差项目
允许偏差值(mm)
实测偏差值(㎜)
抽查实测值
(㎜)
1
2
3
4
5
6
7
8
9
10
1
闸门中线投影与闸孔中线偏移
1.0
2
铰轴中心标高
±1.0
3
支臂铰中心间距
B≤10
2.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
报告编号:检测报告
产品名称:大梁水库出口弧门
单位工程:金属结构
检测结论:优良
弧形闸门制作质量检测报告
编号:
附件
弧形闸门制造、组装检测记录
编号:
附件
附件
单个构件制造检测记录
工程名称图号数量
序号项目名称
及代号
简图允许偏差实测偏差结论
1 2 3 构件宽度b
构件高度h
腹板间距c
±2.0
1.0
合格
±2.0
1.0
合格
±2.0
1.5
合格
4
翼缘板对腹
板的倾斜度a
a≤b/150,且不大于
2.0
0.5 合格
a≤0.003b,且不大于
2.0
1.0 合格
5 腹板对翼缘
板的中心位
置偏移e
e≤2.0 0.5 合格
6 腹板局部凹
凸不平度每
米内△
每米范围内不大于
2.0
1.0 合格
7 扭曲长度不大于3m的构
件,应不大于1.0;
每增加1m,递增0.5,
且最大不大于2.0
0.5 合格
8 正面(受力
面)弯曲度
构件长度的1/1500,
且不大于4.0
1.5 合格
9 侧面弯曲度构件长度的1/1000,
且不大于6.0
2 合格
自检复
检
总
检
检测
结论
一、二类焊缝内部焊接、表面清除
及局部凹坑焊补质量评定表
编号:
一类焊缝外观质量检测表
编号:
二类焊缝外观质量评定表
编号:
三类焊缝外观质量评定表
编号:
防腐蚀表面处理、涂料涂装质量评定表
编号:
防腐蚀表面处理检测数据记录表
编号:PM2008095
防腐涂层厚度检测数据记录表
编号:。