钢铸件外观检验的表面验收标准的标准操作规程
铸件外观检验规范

不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(四)尾环架
序号
缺陷
名称
验收准则
可接收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
2
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
3
缩松
在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
4
渣眼
在铸件内部或表面形状不规则的孔眼。孔眼不光滑,里面全部或部分充塞着渣。
5
砂眼
在铸件内部或表面有充塞着型砂的孔眼。件表面上、全部或部分覆盖着金属(或金属氧化物)与砂(或涂料)的混合物(或化合物),或一层烧结的型砂,致使铸件表面粗糙。
11
结疤
在铸件表面上,有金属夹杂或包含型砂或渣的片状或瘤状物。
12
夹砂
在铸件表面上,有一层金属瘤状或片状物。在金属瘤片和铸件之间夹有一层型砂。
13
冷隔
在铸件上有一种未完全融合的缝隙或洼坑,其交接边缘是圆滑的。
6
铁豆
在铸件内部或表面有包含金属小珠的孔眼,常发生在铸铁件上。
裂
纹
7
热裂
在铸件上有穿透或不穿透的裂纹(主要是弯曲形的),开裂处金属表皮氧化。
8
冷裂
在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮未氧化。
9
铸件外观质量验收规程

铸件外观质量验收规程 The manuscript was revised on the evening of 2021铸件表面质量验收规程编制:审核:批准目录1、目的为加强本公司对外协铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规程。
2、适用范围本规范适用于公司所有采用砂型铸造,黑色和有色合金铸件的外观质量验收,包括表面缺陷、尺寸精度、重量偏差、表面粗糙度的验收。
3、引用标准(1)JB/T 重型机械通用技术条件第4部分铸铁件(2)JB/T 重型机械通用技术条件第6部分铸钢件(3)GB6414-1999 铸件尺寸公差与机械加工余量(4)GB/ 表面粗糙度比较样块。
(5)GB/T15056-1994 铸造表面粗糙度评定方法。
(6) Q/XC5101-2001 铸铁件通用技术条件。
(7) Q/XC512-90 有色合金通用技术条件。
4、验收方案及检验频次表面缺陷项目为全检项,样件首检和批量供货,均要进行逐个检验,检验频次为100%。
关键尺寸实行100%全检,非关键尺寸抽检10%。
重量偏差与表面粗糙度的验收根据具体技术要求执行,无要求时可不做检验。
5、验收项目及标准铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、重量偏差、形状偏差、表面粗糙度和铸件表面清理质量等。
铸件表面缺陷的检验5.1.1表面缺陷检验一般要求(1)铸件非加工表面上的浇冒口应尽可能清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行。
(2)在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷。
(3)铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净。
(4)铸件一般待加工表面,允许有不超过加工余量范围内的任何缺陷存在;重要加工面允许有不超过加工余量2/3的缺陷存在,但裂纹缺陷应予清除;加工后的表面允许存在φ≤2mm,深度<2mm 的单个孔洞的铸造缺陷。
铸件外观检验规范
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大.
3
缩松
在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水.
4
渣眼
在铸件内部或表面形状不规则的孔眼.孔眼不光滑,里面全部或部分充塞着渣.
5
砂眼
在铸件内部或表面有充塞着型砂的孔眼.
形
状
缺
陷
14
多肉
铸件上有形状不规则的毛刺、披缝或凸出部分.
15
浇不足
由于金属液未完全充满型腔而产生的铸件缺肉.
16
变 形
由收缩应力引起的铸件外形和尺寸与图样不符.
17
料口毛刺
由打磨料口时产生的毛刺.
三、检验要求
铸件不得有明显孔眼气孔、缩孔、缩松、渣眼、砂眼、铁豆,裂纹热裂、冷裂、温裂,表面缺陷粘砂、结疤、夹砂、冷隔,形状缺陷多肉、浇不足、变形、料口毛刺等严重影响产品的外观和强度缺陷.
序号
缺陷
名称
验 收 准 则
可 接 收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收.
(四)尾环架
序号
缺陷
名称
验 收 准 则
可 接 收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收.
铸件外观检验规范
一、范围
本规范适用于本厂产品的精铸件、砂型铸件的外观检验.
铸件外观检验规范
一、范围
本规范适用于本厂产品的精铸件、砂型铸件的外观检验。
本规范规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
二、铸件外观缺陷名称及分类
类别
序号
名称
特征
孔
眼
1
气孔
在铸件内部、表面或近于表面处有大小不等的光滑孔眼。形状有圆的、长的及不规则的、有单个的,也有聚集成片的。颜色为白色或带一层暗色,有时覆有一层氧化皮。
6
铁豆
在铸件内部或表面有包含金属小珠的孔眼,常发生在铸铁件上。
裂
纹
7
热裂
在铸件上有穿透或不穿透的裂纹(主要是弯曲形的),开裂处金属表皮氧化。
8
冷裂
在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮未氧化。
9
温裂
在铸件上有穿透或不穿透的裂纹。开裂处金属表皮氧化。由于气割、焊接或热处理不当所引起。
四、具体验收准则
(一)手轮
序号
缺陷
名称
验收准则
可接收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(二)定位轮
序号
缺陷
名称
验收准则
可接收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口
毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(三)调整块
序号
缺陷
名称
验收准则
2
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
铸铁件通用检验标准
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
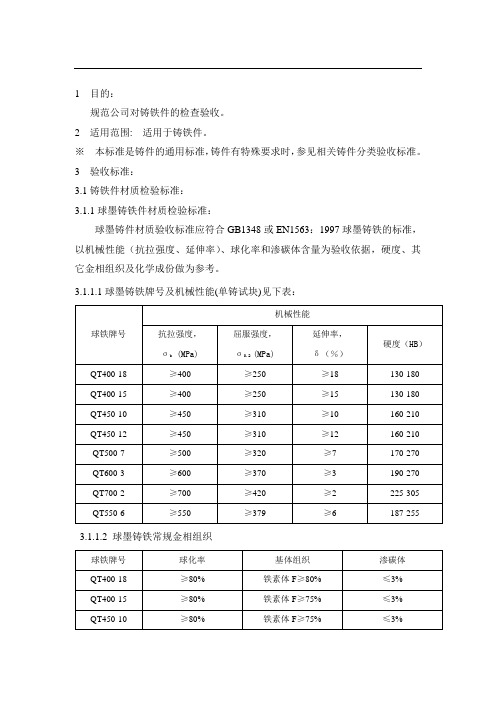
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
铸铁件检验规程
铸铁件检验规程1. 引言本文档旨在制定一套铸铁件的检验规程,以确保产品质量、安全性和合格标准的达到要求。
本规程适用于所有铸造生产企业和铸造工艺。
2. 检验目的铸铁件的检验旨在确保产品质量,排除可能存在的缺陷和不合格产品,以提供可靠、安全的产品给客户。
检验的目的包括:- 检查铸铁件的尺寸、外观、力学性能、化学成分和物理性能是否满足技术要求;- 发现并纠正铸铁件生产过程中的问题,以提高产品质量和生产效率;- 提供数据和记录,追踪铸铁件的质量控制和追溯。
3. 检验范围本检验规程适用于所有铸铁件的生产过程,包括原材料检验、工艺检验和成品检验。
检验内容包括但不限于以下方面:- 质量管理:包括铸造过程控制、温度控制、材料配比、熔炼过程控制等;- 外观检查:包括表面质量、外形尺寸、表面光洁度等;- 尺寸检验:包括尺寸精度、平行度、垂直度等;- 力学性能检验:包括强度、硬度、抗拉性能等;- 化学成分检验:包括成分分析、含碳量、含硅量等;- 物理性能检验:包括热处理性能、热膨胀系数等。
4. 检验方法本规程采用以下检验方法来进行铸铁件的检验:- 目视检查:通过肉眼观察,对铸铁件的外观质量进行检查;- 量具检测:使用合适的量具进行尺寸测量,确保尺寸的准确性;- 超声波检测:利用超声波技术对铸铁件进行探伤检测,发现内部缺陷;- 化学分析:使用化学分析仪器对铸铁件的化学成分进行检验;- 力学性能测试:通过拉伸试验机等仪器进行力学性能的测试。
5. 检验记录和报告每次铸铁件的检验都应有相应的检验记录和报告。
检验记录应包含以下内容:- 产品信息:包括产品名称、编号、规格等;- 检验项:包括检验内容、检验方法、检验数据等;- 检验结果:包括合格、不合格等;- 接收/拒收判定:根据检验结果,确定铸铁件是否符合要求;- 签名和日期:对检验人员进行记录。
检验报告应根据需要,提供检验结果的详细信息,记录每次检验的结果和趋势,以便于质量控制和问题追溯。
铸件外观检验规范标准
铸件外观检验规
一、围
本规适用于本厂产品的精铸件、砂型铸件的外观检验。
本规规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
二、铸件外观缺陷名称及分类
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等严重影响产品的外观和强度缺陷。
四、具体验收准则
(一)手轮
(二)定位轮
(三)调整块
(四)尾环架
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
铸件外观检验规范
铸件外观检验规范之吉白夕凡创作
一、
二、范围
本规范适用于本厂产物的精铸件、砂型铸件的外观检验.
本规范规定了精铸件、砂型铸件的外观检验要求和具体验收准则.
三、铸件外观缺陷名称及分类
13冷隔在铸件上有一种未完全融合的缝隙或洼坑, 其交接边缘是圆滑的.
形状缺陷
14多肉铸件上有形状不规则的毛刺、披缝或凸出部份.
15浇缺乏由于金属液未完全布满型腔而发生的铸件缺肉.
16变形由收缩应力引起的铸件外形和尺寸与图样不符.
17
料口毛
刺
由打磨料口时发生的毛刺.
四、检验要求
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆), 裂纹(热裂、冷裂、温裂), 概况缺陷(粘砂、结疤、夹砂、冷隔), 形状缺陷(多肉、浇缺乏、变形、料口毛刺)等严重影响产物的外观和强度缺陷.
五、具体验收准则
(一)手轮
序
号
缺
陷
名
称
验收准则
可接收不成接收
1
气
孔
2
多
肉
3浇缺乏
4料口毛刺
注:如呈现其它严重影响产物的外观缺陷, 一律不成接收.
(二)定位轮
序号缺陷
名称
验收准则
可接收不成接收
1气孔2多肉
(三)调整块
3浇缺乏
4料口毛刺
注:如呈现其它严重影响产物的外观缺陷, 一律不成接收.
(四)尾环架
序号缺陷
名称
验收准则
可接收不成接收
1气孔2多肉
3浇缺乏
4料口毛刺
注:如呈现其它严重影响产物的外观缺陷, 一律不成接收.创作时间:二零二一年六月三十日。
铸件锻件检验流程及标准
铸件锻件检验流程及标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!铸件锻件检验是确保制造产品质量的重要环节,在生产过程中起着至关重要的作用。
铸件锻件检验流程及标准
铸件锻件检验流程及标准
铸件和锻件的检验流程主要包括:首先对外观质量进行目视检查,识别是否有裂纹、气孔、夹杂物等表面缺陷;其次通过表面粗糙度检测仪衡量表面质量;接着对尺寸精度进行精密测量,确保几何尺寸符合设计要求;内在质量检测涉及金相分析、硬度测试、机械性能试验、化学成分分析等;对原材料进行严格验收,包括材质证明文件审核、化学成分光谱分析及金相组织检验;在生产过程中进行多阶段抽样检查,如每批次熔炼产品进行硬度与力学性能测试,毛坯下料尺寸与表面质量也需严格把关。
检验标准则依据国家或行业规定的具体标准,如GB/T或ISO等标准体系,确保铸件与锻件品质达到安全、可靠的技术要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:A802/A802M–95(Reapproved2001)Standard Practice forSteel Castings,Surface Acceptance Standards,Visual Examination1This standard is issued under thefixed designation A802/A802M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This practice covers the acceptance criteria for the surface inspection of steel castings by visual examination.Four levels of acceptance standards are provided.1.2Acceptance levels utilize Steel Castings Research and Trade Association(SCRATA)2graded reference comparators for the visual determination of surface texture,surface rough-ness,and surface discontinuities described as follows:Acceptance levelsA—Surface TextureB—Nonmetallic InclusionsC—Gas PorosityD—Solidification DiscontinuitiesE—Sand Expansion DiscontinuitiesF—Metal InsertsG—Thermally Cut SurfacesH—Mechanically Prepared SurfacesJ—Welded Surfaces1.3Descriptions of terms related to casting discontinuities are in Section2.1.4This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Terminology2.1Definitions of Terms Specific to This Standard:2.1.1expansion discontinuities:2.1.1.1veins,n—raised,narrow,linear ridges that form upon cracking of the sand mold or core due to expansion of sand and the resulting mold or core stresses duringfilling of the mold with liquid steel.2.1.1.2rat tails,n—long,narrow,linear depressions or small steps occurring on a casting surface.Rat tails form as a result of sand expansion and minor buckling of the mold surface duringfilling of the mold with liquid metal.2.1.1.3scab,n—a raised,rough area on a casting that usually consists of a crust of metal covering a layer of sand. Sometimes,a scab consists of a raised,rough area of essen-tially solid metal on the surface of a casting.2.1.2external chills:2.1.2.1external chills,n—usually metal blocks,or graphite and carbon blocks,that are incorporated into the mold to locally increase the rate of heat removal during solidification. Brackets have the same purpose but represent an integral part of the casting.Brackets are produced by providing suitable cavities in the mold or core.External chills may produceflat spots and edges(raised areas or depressions)on the casting surface.Brackets merely change the casting appearance due to their presence.Brackets may be removed or allowed to remain on the casting.2.1.2.2parting line and core printfins,n—thin projections of excess metal at the parting plane between mold halves or core and mold.Causes are improper closing of the mold, insufficient weighting or clamping of the mold for pouring,or uneven pattern surfaces at the matching locations.Core print fins are usually caused by improper dimensions of core prints of the pattern or core box,by rough placement of cores in a soft mold,or by inadequately secured cores.2.1.3fusion discontinuities:2.1.3.1wrinkles,n—elongated,smooth depressions of the casting surface,frequently appearing in closely spaced groups. Wrinkles result from irregularities of the liquid metalflow in the mold cavity,frequently associated with low temperature, and are distinguished from the more severe phenomenon of laps,folds,or cold shuts where the casting surface is actually folded over.2.1.3.2laps,folds,and cold shuts,n—interchangeable terms to describe the appearance of the casting surface that is actually folded over.They develop due to low temperature, unfavorableflow conditions caused by oxidefilms,or combi-nations thereof.1This practice is under the jurisdiction of ASTM Committee A01on Steel,Stainless Steel,and Related Alloysand is the direct responsibility of SubcommitteeA01.18on Castings.Current edition approved Sept.10,1995.Published November1995.Originallypublished as A802–st previous edition A802/A802M–89.2Available from The Castings Development Centre,7East Bank Road,Sheffield,UK S23PT.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.2.1.3.3misrun,n —an incompletely formed casting,due to only partial filling of the mold cavity when the liquid metal solidifies prematurely.The resulting casting appearance is characterized by rounded edges,for a mild degree of misrun.Irregular,malformed edges of more severe misruns,and not fully formed castings,are characteristic.Frequently,misruns are associated with such discontinuities as wrinkles or laps and folds,or both.2.1.4gas porosity,n —a concave discontinuity in castings due to the evolution of gas,either from the solidifying metal or the surrounding mold.2.1.5inserts:2.1.5.1chaplets,n —metallic (steel)devices used to main-tain the spacing between the core and the mold.Low liquid metal temperature and unfavorable flow conditions in the mold may produce insufficient fusion and cause irregular contact areas on the casting surface.2.1.5.2internal chills,n —metallic (steel)devices used to locally increase the rate of heat removal during solidification.Incomplete fusion due to low liquid steel temperatures and prevailing flow conditions may produce irregularities of the surface similar to those that may be associated with chaplets.2.1.6linear discontinuities,n —elongated discontinuities are considered linear if their length equals or exceeds three times the width.2.1.6.1cracks,n —cold and hot ,less jagged,sometimes straight ruptures that occur after solidification of the casting,due to excessive strain.Sometimes cracks are referred to as cold,hot,or heat treat-cracks to indicate the condition of the castings,or the operation during which the cracks occur.2.1.6.2hot tears,n —jagged ruptures in castings that occur during the final stages of solidification,while there is still some liquid in the interdendritic spaces,or shortly after solidification is complete.2.1.7metal removal marks,n —flame cutting and air carbon-arc cutting produce parallel grooves in the cut-off area.Finer marks are produced with the abrasive cut-off wheel and grinding.2.1.8nonmetallic inclusions,n —casting surface inclusions such as ceroxides,slag,and sand are partially or completely removed during the cleaning process of pressure blasting.Surface discontinuities left by these inclusions are referred to by the inclusion type that caused their formation:2.1.8.1Ceroxides cause depressions on the surface of the casting by displacement of molten metal.Ceroxides consist ofa mixture of low-melting oxides and partially fused sand.The crater-like appearance of the casting surface depression is typical.2.1.8.2Depressions on the casting surface caused by slag are similar to those caused by ceroxides.They differ by a more rounded appearance of the depression and do not exhibit the crater-like appearance of ceroxides.2.1.8.3Depressions caused by sand are similar to those of ceroxides and slag.Their appearance may,at times,more closely reflect the granular nature of the sand.2.1.9shrinkage under risers and gates,and revealed by machining,n —a shrinkage void is a discontinuity in castings due to the lack of available liquid feed metal during solidifi-cation contraction.Riser removal and machining may reveal shrinkage that extends from the interior of the casting to the near surface area.2.1.10surface texture,n —cast surfaces have a multi-directional lay,without the uniform sequence of ridges and valleys of machined surfaces.2.1.11welding:2.1.11.1weld undercuts,n —narrow elongated depressions that border the weld contour and result from improper welding conditions or inadequate control of welding operations.2.1.11.2weld spatter,n —weld metal droplets that solidified against and adhere to the component being welded.3.Ordering Information3.1The inquiry and order should specify the following information:3.1.1Acceptance Level —More than one acceptance level may be specified for different surfaces of the same casting (see Section 4),3.1.2If any types of discontinuities are unacceptable,3.1.3Extent of casting surfaces to be examined,and 3.1.4Number of castings to be examined.4.Acceptance Standards4.1Levels of acceptance for visual inspection are listed in Table 1.4.2Surface discontinuities not covered in Practice A 802/A 802M shall be a matter of agreement between the purchaser and the manufacturer.5.Keywords5.1steel castings;surface acceptance standards;visualTABLE 1Visual Inspection Acceptance CriteriaSurface Feature Level I Level II Level III Level IV Surface textureA1A2A3A4Nonmetallic inclusions B1B2B4B5Gas porosityC2C1C3C4Fusion discontinuities ...A D1D2D5Expansion discontinuities ...A ...A E3E5Inserts...A ...A F1F3Metal removal marks:Thermal G1G2G3G5Mechanical H1H3H4H5WeldsJ1J2J3J5ANoreference comparator plate is available for this surface feature and level.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website ().。