加热炉内钢坯的在线温度测试与结果分析
基于数值模拟的钢坯步进蓄热式加热炉的温度分布分析

基于数值模拟的钢坯步进蓄热式加热炉的温度分布分析钢材是现代工业中最常用的材料之一,其制备过程中的加热过程对于最终钢材的质量和性能至关重要。
钢坯步进蓄热式加热炉是一种常用的加热设备,通过数值模拟可以对其温度分布进行分析,以优化加热过程,提高钢材的加工质量。
首先,钢坯蓄热式加热炉的温度分布分析需要进行准确的数值模拟。
该模拟过程可以使用有限元方法,将加热炉内的空间划分为多个小单元,每个单元具有不同的初始温度和传热条件。
通过数值计算,可以得到每个单元在加热过程中的温度变化,进而得到整个加热炉内的温度分布情况。
在进行数值模拟之前,首先需要确定加热炉的几何结构和材料属性。
加热炉的几何结构包括炉体的尺寸、加热元件的位置和形状等。
材料属性包括炉体和加热元件的导热系数、比热容等。
这些参数的正确选择对于模拟结果的准确性至关重要。
通过数值模拟可以得到钢坯在加热炉内的温度分布情况。
由于钢材的热导率较高,其温度变化比较迅速。
在加热炉内,钢坯受到加热元件的热辐射和传导的作用,温度逐渐上升。
根据钢材的热传导性质和加热炉的热源布局,可以计算出每个位置的温度分布。
在温度分布的分析过程中,还需要考虑加热炉内的各种传热方式,如热辐射、对流传热和热传导等。
钢坯的形状以及与炉体和加热元件的接触情况也会对温度分布产生影响。
通过数值模拟,可以定量地分析这些因素对温度分布的影响,并进行相应的优化。
温度分布分析的结果对于钢材的加热过程进行优化至关重要。
通过合理调整加热炉中加热元件的位置和功率分布,可以实现钢材的均匀加热,并避免温度过高或过低的情况发生。
这样可以提高钢材的加工质量,避免不均匀加热导致的缺陷和变形。
此外,温度分布分析还可以帮助优化加热炉的能耗。
通过分析加热炉内不同位置的温度分布,可以调整加热元件的功率分配,以实现最佳的能耗效率。
这样不仅可以节约能源,还可以降低生产成本。
钢坯步进蓄热式加热炉的温度分布分析通过数值模拟方法可以实现。
根据加热炉的几何结构和材料属性,可以得到钢坯在加热过程中的温度变化。
CAE-加热炉内钢坯加热温度有限元模拟与在线测试

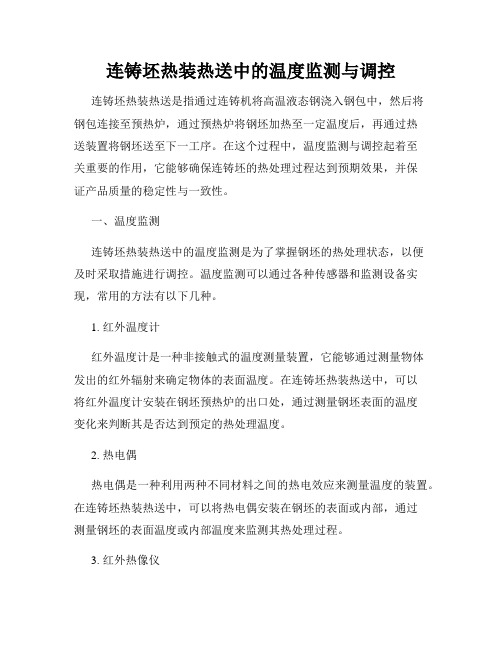
图8 加热炉内温度分布
Temperature,℃
1400 1300 1200 1100 1000 900 800 700 600 500 400 300 200 100
0 0
上表面温度 下表面温度 水印点温度 上部炉温 中心温度
30
60
90
120
150
180
210
240
Time,min
图9 钢坯加热温度在线测试结果
• 选 择 对 加 热 炉 内 的 钢 坯 ( 尺 寸 为 9970 mm×1055 mm×230mm)的加热过程进行了数值模拟。
数学模型
• 钢坯在加热炉内加热属于非稳态导热,涉及到传导、对 流和辐射。以钢坯为分析对象可建立钢坯加热数学模型。
• 控制方程:
cp
T t
2T K( x2
2T y2
2T z2 )
图8 加热段钢坯温度分布(入炉时间为150
图6 加热段钢坯温度分布(入炉时间为150分钟)
图9 均热段钢坯温度分布(入炉时间为240分钟,出炉)
图7 均热段钢坯温度分布(入炉时间为240分钟,出炉)
三 在线测试
实验方案与实验过程
• 实验选用钢坯含硅量为0.12~1.45%。 • 钢坯测温采用 “黑匣子”高温测试装置,钢坯的温度采用
二 有限元模拟
计算方法与对象
• 温度数值模拟的方法主要有:有限差分 法、有限元法和 边界元法。
• ANSYS软件是世界上著名的大型通用有限元软件,广 泛地应用于结构、机械、电子、电磁、热、流体流动等 工程学科和实际工业领域。
• ANSYS为用户提供了一百多种单元,具有强大的前后 处理,可以方便地进行网格剖分和后处理等值线、色块 的显示。在求解技术方面,利用载荷增量控制平衡迭代, 可以取得满意的求解结果。
步进式加热炉内钢坯温度动态测试
步进式加热炉内钢坯温度动态测试
刘新忠;韩静涛;余万华
【期刊名称】《冶金能源》
【年(卷),期】2006(025)005
【摘要】利用"黑匣子"耐热温度数据记录仪,实测和记录了Q235钢在加热炉内加热过程中的温度分布,给出了钢坯加热过程中的上下炉温、钢坯上部、中部和下部的温度值,以及钢坯与水冷梁接触部位的温度值,并绘出了各测量值在钢坯整个加热过程中的变化曲线;分析了钢坯在加热炉内各段的温度分布特点.为数学模型控制、故障诊断、实际生产等方面提供了准确的参考资料.
【总页数】4页(P54-57)
【作者】刘新忠;韩静涛;余万华
【作者单位】北京科技大学材料科学与工程学院,100083,北京市海淀区;北京科技大学材料科学与工程学院,100083,北京市海淀区;北京科技大学材料科学与工程学院,100083,北京市海淀区
【正文语种】中文
【中图分类】TF3
【相关文献】
1.步进式加热炉钢坯温度测试与分析 [J], 李伟
2.双排布料步进式加热炉钢坯跑偏的问题研究 [J], 于谢天
3.由钢坯开轧温度预测钢坯出炉温度的研究 [J], 杨大正;徐大勇;邓伟;张宇;刘常鹏;
王丽娟;徐春柏
4.热轧步进式加热炉内钢坯温度场数值模拟 [J], 沈丙振;周进;韩志强;柳百成;温亚成;赵克文;薛念福
5.步进式加热炉钢坯运动的非线性PID控制 [J], 鲁照权;程健
因版权原因,仅展示原文概要,查看原文内容请购买。
加热炉温度测量过程
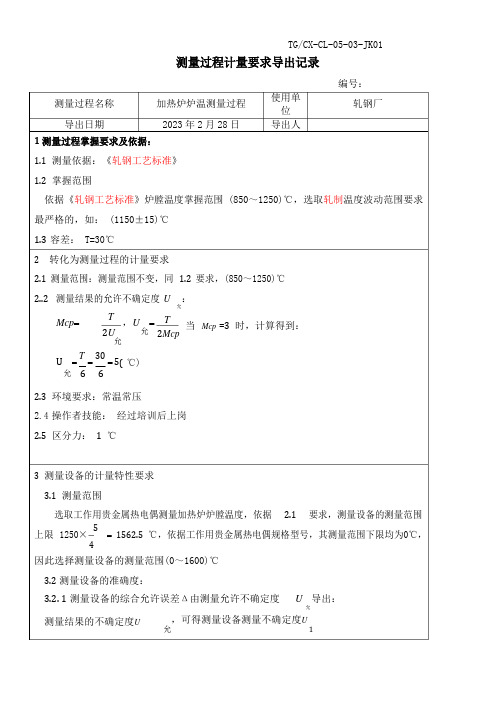
TG/CX-CL-05-03-JK01 测量过程计量要求导出记录测量过程名称加热炉炉温测量过程使用单位编号:轧钢厂导出日期2023 年2 月28 日导出人1测量过程掌握要求及依据:1.1测量依据:《轧钢工艺标准》1.2掌握范围依据《轧钢工艺标准》炉膛温度掌握范围 (850~1250)℃,选取轧制温度波动范围要求最严格的,如:(1150±15)℃1.3 容差:T=30℃2转化为测量过程的计量要求2.1 测量范围:测量范围不变,同 1.2 要求,(850~1250)℃2..2测量结果的允许不确定度U :允Mcp=T,U =2U 允允T2Mcp当Mcp =3 时,计算得到:U =T =30=5( ℃)允 6 62.3环境要求:常温常压2.4操作者技能:经过培训后上岗2.5区分力:1 ℃3测量设备的计量特性要求3.1测量范围选取工作用贵金属热电偶测量加热炉炉膛温度,依据 2.1要求,测量设备的测量范围上限1250×5=1562.5℃,依据工作用贵金属热电偶规格型号,其测量范围下限均为0℃,4因此选择测量设备的测量范围(0~1600)℃3.2测量设备的准确度:3.2. 1 测量设备的综合允许误差Δ由测量允许不确定度U 导出:允测量结果的不确定度U ,可得测量设备测量不确定度U允1U U = 0.9U = 0.9 ⨯ 5 = 4.5 〔℃〕1允U= ∆⨯ 2 ,得到:∆ = 1 ⨯ 3 = 4.5 ⨯1.732 = 3.897 〔℃〕 1 32 2 测量过程测量结果的允许误差Δ由测量设备热电偶引入的误差 ∆ 、AI 模块转换引入的1误差∆ 组成。
23.2.1 经查阅,AI 模块最大允许误差为± 0.1% ; ∆ =0.1%×1600=1.6〔℃〕23.2.2 工作用贵金属热电偶最大允许误差∆1∆ = ∆2 - ∆ 2 12= 4.52 -1.62 = 4.21 〔℃〕查 JJG141-2023 工作用贵金属的检定规程 5.1 可知 S 型,II 级热电偶的测量范围〔600~ 1600〕℃,最大允许误差是Δ=±0.25%t=4℃, ,所以选择 S 型,II 级热电偶满足测量要求。
宝钢热轧加热炉内连铸坯加热温度的测试
宝钢热轧加热炉内连铸坯加热温度的测试刘日新刘七新黑红旭饶文涛陈玉龙(北京赛维美高科技有限公司)(上海宝钢集团公司热轧部,201900)摘要本文介绍了连铸坯在加热炉内加热实际温度测试的设备和方法,以实例分析温度测试在加热炉功能考核、数学模型模型参数提取、数学模型验证和故障诊断方面的应用。
关键词加热炉数学模型控制温度测试黑匣子The Heating Temperature Measurement of Slab of Re-heating Furnaces in Baosteel 1580 Hot Rolling MillsLiu Rixin* Liu Qixin**Beijing Huanlinyuan Institute Energy-saving and Environment Protection. Beijing 100073Email: * mailto:rixin@/Hei Hongxu Rao Wentao Chen YulongHot Rolling Mill of Shanghai Baosteel Group Company, Shanghai 201900WWW:AbstractThe high temperature measurement equipment and method for the continuous casting slab re-heating in the re-heating furnace were introduced. Based on the examples of applications in Baosteel, the practical measurements could be used to test the furnace performance, to get the mathematical model coefficients, to verify mathematical model and to solve some special problems.Key words: Re-heating furnace, Mathematics model,Control, Temperature measurement, Black box1 概论连铸坯热轧加热炉的高效、优质、低耗生产是人们所追求的。
热处理加热炉温度检测控制分析
热处理加热炉温度检测控制分析Analysis of the detection and control of temperature for heat treatment furnaceYang Wei(Pangang Group ChengDu SteelVanadium Co.,LTD. ChengDu *****,P.R.China)Abstract:Heat treatment furnace is mainly used for controling cooling process of uniform steel organization ,which can ensure the material has good mechanical properties to get production ready for steel rolling.This article mainly introduces the application of steel tubes for heat treatment furnace in practical production. Through the introduction of detection equipment and detection methods to heat treating furnace temperature,and several problems of heating process in production site,to find the relationships that detection of thermocouple inside the heating furnace,detection of infrared temperature outside the heating furnace and heating temperature needed by technology in the process of heat treatment. Finally,we find the errors which is prone to produce and the methods which can improve the heating quality of thesteel pipes in the actual production process.Keywords:heating furnace;temperature;detection;production;heating quality;method随着我国国民经济的快速发展,热处理加热炉的运用越来越广泛,对温度的测量和控制水平都不断提高。
连铸坯热装热送中的温度监测与调控
连铸坯热装热送中的温度监测与调控连铸坯热装热送是指通过连铸机将高温液态钢浇入钢包中,然后将钢包连接至预热炉,通过预热炉将钢坯加热至一定温度后,再通过热送装置将钢坯送至下一工序。
在这个过程中,温度监测与调控起着至关重要的作用,它能够确保连铸坯的热处理过程达到预期效果,并保证产品质量的稳定性与一致性。
一、温度监测连铸坯热装热送中的温度监测是为了掌握钢坯的热处理状态,以便及时采取措施进行调控。
温度监测可以通过各种传感器和监测设备实现,常用的方法有以下几种。
1. 红外温度计红外温度计是一种非接触式的温度测量装置,它能够通过测量物体发出的红外辐射来确定物体的表面温度。
在连铸坯热装热送中,可以将红外温度计安装在钢坯预热炉的出口处,通过测量钢坯表面的温度变化来判断其是否达到预定的热处理温度。
2. 热电偶热电偶是一种利用两种不同材料之间的热电效应来测量温度的装置。
在连铸坯热装热送中,可以将热电偶安装在钢坯的表面或内部,通过测量钢坯的表面温度或内部温度来监测其热处理过程。
3. 红外热像仪红外热像仪是一种能够将物体的红外辐射转换为可见图像并显示出来的设备。
在连铸坯热装热送中,可以使用红外热像仪扫描钢坯的表面,通过显示出的热图来观察钢坯的温度分布情况,从而判断其热处理状态。
二、温度调控温度调控是指通过控制加热设备的工作状态,以及调整冷却水的流量和压力等参数,来实现对连铸坯温度的精确控制。
温度调控的目标是使钢坯能够在规定的温度范围内达到所需的热处理效果。
1. 加热设备控制在连铸坯热装热送中,常用的加热设备有预热炉和热送装置。
对于预热炉,可以通过控制燃烧器的工作状态来调节加热功率,从而控制钢坯的加热速度和温度。
对于热送装置,可以通过调节输送带的速度和气体流量等参数,来控制钢坯的冷却速度和温度。
2. 冷却水控制冷却水在连铸坯热装热送中起到冷却钢坯的作用,其流量和压力的调节对于控制钢坯的温度非常重要。
可以通过流量调节阀和压力控制阀来控制冷却水的流量和压力,从而实现对钢坯温度的调控。
加热炉内钢坯温度在线红外测试新技术

单 向 自锁可 靠 承载 范围
:
,
反 向解脱轻 便
。
,
传动
项 目转 让方 式及 转让 费 用
5 8
。
:
平稳
,
直 接 向使 用 该 技 术 的部 门转让
一
转让 费
2 3
.
30N m~ 7 0000N m
:
万元
(联 系 人
:
吴世 清 )
。
超越 运转 时传动 效率 轴径尺 寸 联接 方式
:
。
.
3 ~ 0 9 9 6
、
涂料 及 特 种 硅 桥 梁 和电 子工 业
:
直 接法 合成苯 基氛硅 烷 有 机硅材 料 因 具有独 特 的分子结 构 性 能优 异 于世
。 、
油
,
,
广 泛 应 用 于家 用 电器
。
、
故
、
等各种 工 业部 门
形 态各 异
,
应 用 范 围 极广 而 闻名
、
推 广 方式 ` 面议
。
。
( 联 系人
吴 世清 )
。 :
该产 品 可 广泛 用 于 飞 机
“,
雷达
、
船舶
、 、
130 0
x
60 0m m
机床
、
、
起 重 运输 机械 以 及 轻 工
它是 一种 发 展速度 快
。
经济 效益 高
,
。
深 受欢 迎的新 型化工 材料
近 二十 年来
、
国
冶金 机械 加 热 炉内钢 坯温 度
在 线红 外 测 试新 技术
外 有机 硅产量 平均 每年递 增 0 1 % 以上 有机 硅工 业 亦正 处于 方兴 未艾 大 发 展 时期 单体之 ~ 来 艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加热炉内钢坯的在线温度测试与结果分析刘占增!蒋扬虎!曾汉生!丁翠娇武汉钢铁 集团 公司技术中心 湖北武汉430080摘要!介绍了钢坯在加热炉内加热过程实际温度测试的设备和方法 对测试结果进行了分析 并提出了优化加热制度的建议关键词!加热炉 温度测试 黑匣子中图分类号!TG 156.1文献标识码!A 文章编号!1001-1447 Z 006 06-00Z 1-04An On-li ne m easure m ent Of billet te m p erat ure i n reheati n gf urnace and anal y s is Of m easured resultsLI U Zhan-zen g JI ANG Yan g -hu ZENG ~an-shen g D I NG Cui- i ao T echnol o gy Cent er W uhan Ir on and S t eel Cor p . W uhan 430080Chi naAbstract The devi ce and m et hod f or m easuri n g t he o p erati n g t e m p erat ure of bill et i nsi de t he reheati n g f ur nace are i ntr oduced i n t hi s p a p er .Based on anal y si s of m easured results so m e p r o p osal s t o o p ti m i ze heati n g t echnol o gy are p ut f or war d .Ke y wOrds reheati n g f ur nace t e m p erat ure m easure m ent bl ack box 作者简介!刘占增 1977- 男 河北献县人 工程师 主要从事热工工艺研究.对现代热轧加热炉而言 人们所追求的是高效 优质 低耗 这就必须有更加先进的热工制度来指导生产操作 加热炉加热过程的数学模型最优化控制可以在最大程度上节约燃料消耗和提高加热质量 但是由于加热炉内钢坯表面和中心温度在线连续测量的困难 加热炉数学模型控制系统只能通过炉温来实现 再由数学模型计算得出钢坯的温度分布 因而需要对计算结果进行验证本文采用俗称 黑匣子 的耐热记录仪测试设备对加热炉内钢坯加热温度进行在线测试 克服了长期以来存在的加热炉内钢坯断面温度在线测试的困难 研究炉内钢坯的温度规律 为加热炉控制数学模型验证或提取参数 加热炉故障诊断和功能考核以及优化加热工艺制度 以达到提高加热质量 降低燃料消耗和提高产品质量的目的测试设备及方法1.1测试设备测试设备为Ther mo p hil STOR 测试系统 黑匣子 它是一个动态测量数据的记录系统 随被测物体一起运动 可测量物体在运动过程中的温度变化情况 根据预设的运行程序记录数据 并能对数据进行有效处理黑匣子测试系统由STOR 记录仪和隔热箱组成 STOR 记录仪承担测量数据的检测 信号处理及数据储存 其技术参数见表1 隔热箱是承载记录仪和对记录仪起隔热保护作用的箱子 由耐热不锈钢制成测试时将记录仪放入隔热表1STOR 记录仪技术参数项目内容或数据测量数据输入测量通道数目1Z 个测量值输入N i C r-N i K 型 t Rh- t S 型测量范围K 型 0 1400 S 型 0 1750 测量精确度测量值分辨率8 10 1Z 或13位测量误差< 0.Z 测量范围数据记录测量间隔0.1s Z 4h 测量数据记录容量65536次测量间隔数据Z 006年1Z 月第34卷第6期钢铁研究Research on Ir on S t eelD ec .Z 006Vol .34No .6箱隔热箱与被测物体一起运行通过热电偶等传感器记录仪可检测并记录数据1.Z测试方法简介测量前选定一块成分和尺寸等具有代表性的钢坯作为试验坯根据需要在试验坯的不同部位钻好测温孔将热电偶埋入测试坯的各测试点如试验坯的上~下表面~中部以及黑印和钢坯上方的炉气等处冷端与记录仪各通道一一对应连接通过计算机编程设定好各参数并下载到记录仪中记录仪放入隔热箱中跟随试验坯在炉内一同移动热电偶测得各段炉温及试验坯各测试点温度试验坯出炉后通过辊道和天车将其移至空地处取出记录仪将数据传输到计算机中打印出各通道的测量值绘制出钢坯温度-时间曲线和炉温沿炉长~炉宽方向的变化曲线2钢坯在线温度测试Z.1试验钢坯黑匣子测试试验在武钢某轧钢厂Z号加热炉上进行试验钢坯钢种为O195钢坯规格为9600 mm>1Z55mm>Z10mm加热时间不大于150 m i nZ号加热炉炉门框的高度为580mm而黑匣子设备本体的高度为350mm(上下各包裹厚度为100mm的隔热材料则其总高度为550mm>板坯厚度为Z10mm如图1所示由此可见必须在板坯上开挖合适的槽孔以保证整个测试装置的净高小于炉门框高度(炉门框高度为整个加热炉内最小净空>使得装有黑匣子的试验坯能够安全顺利地进出加热炉因此设计了如图Z所示的槽孔图1黑匣子放置于板坯示意图Z.Z热电偶布置此次测试共布置了10支S型热电偶每个热电偶测点的位置分布和测点在板坯上的深度见图3和表Z所示其中第十只热电偶(测点10>放在图Z试验板坯槽孔尺寸板坯表面指向炉气用于测量炉气温度其余各点用于测量钢坯不同长度方向和不同深度方向上的温度为了保护铺设在试验钢坯上的电偶不被烧坏及与钢坯发生短路同时为了尽可能减小外界条件对测定结果的影响我们选用了外径3mm~内径为1mm~长100150mm的刚玉瓷珠套在电偶上再在瓷珠外边用纤维棉进行包扎此外测定钢坯内部温度的热电偶偶头如果与钢坯接触不良受空气热阻的影响测量结果往往比钢坯实际温度低很多为此我们将偶头放入一个外径8mm~内径为6mm的瓷管中再将瓷管插入钢坯钻孔瓷管内和钻孔内均用耐火纤维用细铁丝塞紧使偶头与钢坯接触固定良好图3测试点实际布置图表Z测点深度测点1Z345678910深度88115501Z4781Z55Z107Z0炉气Z.3隔热保护罩由于轧钢厂加热炉内温度很高因此特别配制了黑匣子隔热保护罩的隔热材料其耐热温度可达1600再根据黑匣子隔热箱的外型尺寸和加热炉炉门高度的限制特别设计了保护罩的结构将黑匣子放在保护罩中使黑匣子得到了很钢铁研究第34卷好的保护OZ .4入炉测试本次测试时间间隔设置为6s 9采用外部启动按钮启动模式O 在做好所有工作后9黑匣子测试装置随同试验钢坯一起入炉9记录并存储温度数据O 经过137m i n 后9装载有黑匣子的试验板坯顺利出炉O3测试结果及分析整个测试过程中测得温度数据约Z .5万个9根据所测得的炉内钢坯温度数据9绘制出了各测点的温度-时间曲线9如图4所示O 通过对测试结果进行分析9可以得出以下几点结论O图4钢坯温度-时间曲线(1)加热炉上的热电偶布置需要调整O 表3为Z 号加热炉炉顶热电偶测量值及黑匣子实测的温度值的对比O 表3说明9黑匣子在炉内所测得的实际炉温比炉子上所安装的热电偶显示的炉温要低9尤其在预热段和一加热段O 毫无疑问9炉顶热电偶显示的高炉温的假象9容易产生误导9最终使得钢坯在加热段表面和中心温度偏低\温差偏大O 出现热电偶显示值偏高的现象9与炉顶热电偶的插入深度及安装布置的位置和角度有关O 热电偶插入深度不够9测量值将会受炉顶辐射热的影响;热电偶布置位置和角度不正确9测量值又会受烧嘴火焰的影响O表3各段炉温数值对比项目预热段加热段一加热段二加热段均热段炉顶热电偶测量值11801Z 8013301330黑匣子测量值10001Z 0013301330(Z )加热炉的供热平衡需要调整O 图5为Z 号加热炉炉宽方向的温度变化曲线O 由图5可知9钢坯在炉内运行到一加热段\二加热段位置时9钢坯南端温度明显低于北端温度9图5沿炉宽方向的温度差值钢坯的南北两端温差最大时达到70 O 长时间的加热温度不均匀性将对钢坯质量产生不利影响9同时还会引起轧制变形\表面裂纹等的出现O 在检查Z 号加热炉南侧加热段烧嘴开度及烧嘴空燃比时9发现一\二加热段上有部分烧嘴阀门开度调节不当9供热负荷过小9以至使空燃比调节失调9造成了钢坯加热在此段南侧温度偏低O (3)应该加大供热负荷O 由黑匣子测试的板坯表面和中心温度及其差值曲线见图6O 图6表明了在整个加热过程中钢坯表面与中心温度变化梯度O 黑匣子显示的钢坯在一\二加热段处的温度明显偏低9热负荷偏小9从而导致钢3 第6期刘占增,等:加热炉内钢坯的在线温度测试与结果分析坯表面与中心温度不能沿预热段后继续大幅升高测得钢坯出炉时表面与中心的温度差平均为图6板坯表面和中心温度曲线43说明出炉钢坯的温度均匀性比较差 钢坯升温速度较慢 从黑匣子记录的炉温曲线分析 如果在预热段后段烧嘴及一加热段所有烧嘴都加大供热负荷 炉温曲线将不至于此 板坯表面及中心温度也不至于偏低 因此很有必要加大供热负荷 降低空燃比 这样即可以提高升温速度和钢坯温度均匀性 又可以减少氧化铁皮的生成 <4>水冷梁对钢坯温度有一定的影响 水冷梁对钢坯温度的影响如图7所示 从图7可以看出钢坯在炉内水冷梁上运行过程中 从预热段开始到大部分加热段过程中 炉底水冷梁一直影响加热钢坯温度 影响最大的一段位于一加热段 钢坯温度降低5Z 为了减少水冷梁的影响 也需要增大供热负荷 同时减少一加热段的加热时间 提高加热速度 从而减少由于水冷梁影响带来的钢坯温差图7水冷梁的影响综上所述轧钢厂Z 号加热炉加热钢坯的出钢温度~断面温差和黑印温差等技术参数基本符合工艺规程要求 但需要进一步改善炉子的热工操作工艺 分配好各段的热负荷 调整和控制好各段炉温 合理缩短加热时间 提高加热质量 达到优质和低耗的目的4结束语应用黑匣子测试系统对加热炉钢坯加热进行在线测试 对于分析加热炉沿炉长和炉宽方向的温度分布 对于掌握炉内钢坯各个断面实际加热过程中准确的温度数据 以及对整个加热炉的设备工作状况和加热工艺过程进行故障诊断和工艺优化 都有十分重要的作用和意义<收稿日期=Z 006-03-13>!上接第15页"!参考文献"[1]王庆祥.转炉吹氧炼钢去碳过程模型的研究[J ].炼钢 1996 <8>=40-44.[Z ]陈家祥.钢铁冶金学[M ].北京=冶金工业出版社 1995=157.[3]梁英教.物理化学[M ].北京=冶金工业出版社 1989.[4]奥特斯.钢冶金学[M ].北京=冶金工业出版社 1997=3Z 5-3Z 8.[5]沈颐身.冶金传输原理基础[M ].北京=冶金工业出版社 Z 000.[6]戴云阁.现代转炉炼钢[M ].沈阳=东北大学出版社 1998.[7]曲英.炼钢学原理[M ].北京=冶金工业出版社 1980.<收稿日期=Z 006-01-Z 8>-4 -钢铁研究第34卷加热炉内钢坯的在线温度测试与结果分析作者:刘占增, 蒋扬虎, 曾汉生, 丁翠娇, LIU Zhan-zeng, JIANG Yang-hu, ZENG Han-sheng, DING Cui-jiao作者单位:武汉钢铁(集团)公司,技术中心,湖北,武汉,430080刊名:钢铁研究英文刊名:RESEARCH ON IRON AND STEEL年,卷(期):2006,34(6)被引用次数:4次1.孙雪梅加热炉钢坯断面温度测试与分析[会议论文]-20002.刘日新.刘七新.黑红旭.饶文涛.陈玉龙宝钢热轧加热炉内连铸坯加热温度的测试[会议论文]-20003.刘日新无锡华润650加热炉动态测温实验研究[会议论文]-20044.许占海.刘广亭.XU Zhan-hai.LIU Guang-ting包钢环形炉管坯加热温度测试和研究[期刊论文]-工业炉2009,31(3)5.刘日新.李顺兰.刘七新"黑匣子"温度测试技术在工业炉中的应用[会议论文]-20026.钱惠国.岳林云.QIAN Hui-guo.YUE Lin-yun黑匣子高温测试仪的开发[期刊论文]-冶金自动化2006,30(2)7.刘日新厚板加热炉温度曲线测试-冷装和热装[会议论文]-20088.张延平.王敏.胡雄光.刘志民.于威大型板坯加热温度均匀性测试与研究[会议论文]-20089.钱惠国.侯玲娟.黄民生.岳林云.周宇.Qian Huiguo.Hou Lingjuan.Huang Minsheng.Yue Linyun.Zhou Yu黑匣子高温测试仪的研发[期刊论文]-冶金能源2005,24(4)10.徐大勇.刘常鹏.邓伟.张宇.贾振.袁玲.徐春柏.Xu Dayong.Liu Changpeng.Deng Wei.Zhang Yu.Jia Zhen. Yuan Ling.Xu Chunbai加热制度参数试验分析和改进[期刊论文]-冶金能源2009,28(6)1.张捍东,李俊,岑豫皖基于STC89C52RC与MAX187数据采集系统设计[期刊论文]-自动化与仪器仪表 2010(02)2.杨治争,李光强,刘占增,张晟,周有预SS400热轧板结疤缺陷的成因分析[期刊论文]-武汉科技大学学报(自然科学版) 2008(06)3.于峰,乔馨,张健船板在线温度测试与分析[期刊论文]-鞍钢技术 2010(03)引用本文格式:刘占增.蒋扬虎.曾汉生.丁翠娇.LIU Zhan-zeng.JIANG Yang-hu.ZENG Han-sheng.DING Cui-jiao加热炉内钢坯的在线温度测试与结果分析[期刊论文]-钢铁研究 2006(6)。