玻璃退火的应力分析_张景超
浮法玻璃退火窑的热机械应力与变形模拟

浮法玻璃退火窑的热机械应力与变形模拟浮法玻璃是当前广泛应用于建筑、汽车等行业的重要材料之一。
在浮法玻璃生产过程中,退火窑是一个关键的环节,用于消除玻璃板的内部应力和变形,以提高其质量和稳定性。
在退火过程中,热机械应力与变形是一个十分重要的问题,本文将对浮法玻璃退火窑的热机械应力与变形进行模拟分析。
热机械应力与变形的产生是由于玻璃在退火过程中受到热膨胀和冷却收缩的影响,导致玻璃板出现内部应力和变形。
在退火窑中,玻璃板首先会经历加热阶段,高温下的热膨胀使得玻璃板产生应力和变形,然后在冷却阶段,玻璃板受到较低温度的影响而收缩,进一步引起内部应力和变形。
因此,了解和控制热机械应力与变形是优化退火过程、提高玻璃品质的关键。
为了模拟浮法玻璃退火窑的热机械应力与变形,首先需要选取合适的数值模型和材料参数。
一般使用有限元方法来模拟退火过程中的应力和变形,将玻璃板分割成小单元,对每个单元进行力学计算。
在建立有限元模型时,需要考虑玻璃板的几何形状和尺寸,并通过试验数据得到玻璃的力学参数,如杨氏模量、热膨胀系数等。
在数值模拟过程中,需要考虑热传导、热膨胀和力学应力之间的相互作用。
首先,需要确定退火窑内的温度分布,可以通过热传导方程来模拟热传导过程。
然后,结合玻璃的热膨胀系数和材料参数,计算热膨胀引起的应力和变形。
最后,通过求解力学平衡方程,确定玻璃板在退火过程中的应力状态。
在模拟分析中,还需要考虑一些影响热机械应力与变形的因素。
首先是退火窑的加热速率和降温速率,过快的加热和冷却会导致较大的应力和变形。
另外,退火窑的温度分布不均匀也会导致玻璃板出现应力集中和变形。
因此,在实际操作中,需要优化退火窑的设计和控制,以减小热机械应力与变形的影响。
为了验证数值模拟结果的准确性,可以进行实验测量和模拟分析的对比。
通过在实际退火窑中安装应变计和温度传感器,可以测量玻璃板的应力和变形,并与数值模拟结果进行对比。
若实验数据与模拟结果吻合较好,则说明数值模拟方法可以用于预测和控制热机械应力与变形。
退火过程中超薄玻璃边部及板平面应力模拟研究
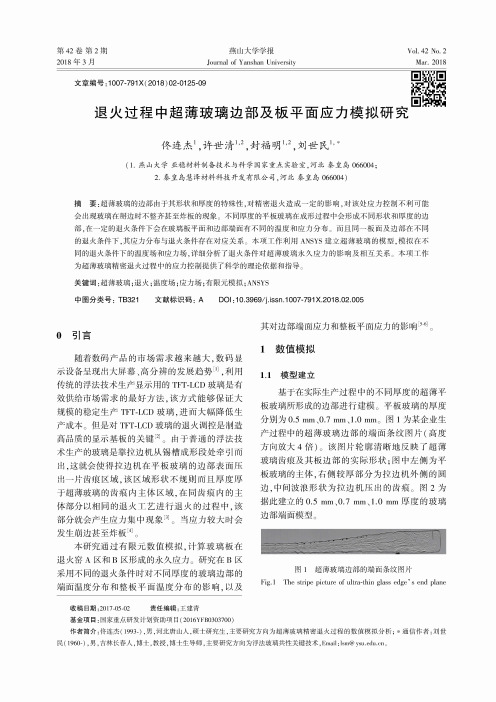
第42卷第2期2018年3月燕山大学学报Journal of Yanshan UniversityVol. 42 No. 2Mar. 2018文章编号:1〇〇7-791X ( 2018) 02-0125-09退火过程中超薄玻璃边部及板平面应力模拟研究佟连杰\许世清U ,封福明U ,刘世民I *(1.燕山大学亚稳材料制备技术与科学国家重点实验室,河北秦皇岛066004;2.秦皇岛慧泽材料科技开发有限公司,河北秦皇岛066004)摘要:超薄玻璃的边部由于其形状和厚度的特殊性,对精密退火造成一定的影响,对该处应力控制不利可能会出现玻璃在掰边时不整齐甚至炸板的现象。
不同厚度的平板玻璃在成形过程中会形成不同形状和厚度的边 部,在一定的退火条件下会在玻璃板平面和边部端面有不同的温度和应力分布。
而且同一板面及边部在不同 的退火条件下,其应力分布与退火条件存在对应关系。
本项工作利用ANSYS 建立超薄玻璃的模型,模拟在不 同的退火条件下的温度场和应力场,详细分析了退火条件对超薄玻璃永久应力的影响及相互关系。
本项工作 为超薄玻璃精密退火过程中的应力控制提供了科学的理论依据和指导。
关键词:超薄玻璃;退火;温度场;应力场;有限元模拟;ANSYS 中图分类号:TB 321文献标识码:ADOI : 10.3969/j .issn .1007-791 X .2018.02.0050引言随着数码产品的市场需求越来越大,数码显示设备呈现出大屏幕、高分辨的发展趋势[1],利用 传统的浮法技术生产显示用的TFT-LCD 玻璃是有 效供给市场需求的最好方法,该方式能够保证大 规模的稳定生产TFT-LCD 玻璃,进而大幅降低生 产成本。
但是对TFT-LCD 玻璃的退火调控是制造 高品质的显示基板的关键[2]。
由于普通的浮法技 术生产的玻璃是靠拉边机从锡槽成形段处牵引而 出,这就会使得拉边机在平板玻璃的边部表面压 出一片齿痕区域,该区域形状不规则而且厚度厚 于超薄玻璃的齿痕内主体区域,在同齿痕内的主 体部分以相同的退火工艺进行退火的过程中,该 部分就会产生应力集中现象[3]。
玻璃退火的应力分析_张景超
第36卷第3期燕山大学学报V ol.36No.3 2012年5月Journal of Yanshan University May20120引言目前,玻璃的生产方法主要是浮法,浮法玻璃制品广泛应用于建筑、交通以及各个经济部门。
随着电子、化工、轻工、机械等行业的迅速发展和市场竞争的日趋激烈,对玻璃的质量要求越来越高,同时工业能源的资源也日趋紧张,因此缩短开发周期,优化工艺过程,提高产品质量,降低生产成本,已经成为生产的急切要求。
玻璃热应力的消除控制直接影响了玻璃的质量,所以对玻璃退火应力的分析变得非常的重要。
孙承绪等建立了浮法玻璃退火过程中玻璃带内温度场的数值计算与制图方法,给出了玻璃带厚度方向温度场的分布随时间的变化关系,用RD2-3型改进应力松弛试验机检测了6mm厚玻璃在570~480℃区间的应力情况[1]。
邵宏根通过有限元方法分析了不同厚度玻璃在相同热流密度条件下的降温情况和上下表面热流密度差对玻璃温度场的影响[2]。
林亢对玻璃退火上下限温度进行了论述,阐述了热应力的产生和变化机制,定性的分析了冷制品重热后再退火和热制品连续退火过程中玻璃温度和应力的变化情况,对热应力、结构应力和永久应力进行了计算[3-6]。
韩文梅等基于ANSYS 软件模拟分析了航空层合玻璃的热应力最大值和最小值随温度的变化规律[7]。
冯跃冲基于ANSYS 软件对退火窑进行了模拟计算,计算了玻璃的永久应力[8],但没有给出玻璃应力在退火过程中具体变化规律。
随着计算机的发展和计算技术的不断提高,数值模拟技术成为了一种方便、实用的研究方法[9-11],本文在以上基础上,基于ANSYS有限元软件建立了浮法玻璃的退火模型,得到了玻璃应力和表面层与中间层温度随退火时间的变化规律,并对它们的变化情况进行了理论分析。
得到了B区退火完成时玻璃的表面层和中间层应力、温差在不同退火速度下的量值,给出了它们随退火速度的变化规律。
1基本理论张朝晖编写的《热分析教程与实例解析》书中介绍了ANSYS有限元模拟软件对热应力的模拟计算,分析了由于互相接触的不同结构体或同一结构体的不同部分之间的热膨胀系数不匹配,在加热或冷却时彼此的膨胀或收缩程度不一致,而导致热应力产生的情况[12]。
玻璃退火事故案例分析

玻璃退火事故案例分析 [664]玻璃在成型过程中,由高温可塑状态的玻璃液变为室温固态的玻璃制品,在这个过程中,由于玻璃本身是热的不良导体,其内外层温度梯度、硬化速度不一样,将引起玻璃产生不均匀的内应力;这种内应力如果超过了玻璃的极限强度,就会导致玻璃破裂。
因此本文介绍了浮法玻璃生产中退火的原理,列举并分析了在退火过程中常见的各种炸裂和翘曲的问题,提出了在实际操作中的具体处理办法。
关键词:浮法玻璃退火工艺炸裂翘曲目录引言 (1)1.玻璃的退火 (2)2.退火中常见的工艺问题 (2)2.1 玻璃带上下表面不对称冷却 (2)2.1.1 玻璃板在退火区域内的不对称冷却 (2)2.1.2 玻璃板在退火区域内以下的不对称冷却 (2)2.2 玻璃带横向温度不均匀 (2)2.2.1 温度横向对称分布的不均匀 (3)2.2.2 玻璃板横向温度不对称分布的不均匀 (3)2.2.3 小结 (3)3.实际退火中事故案例分析与处理 (4)3.1 纵向炸裂 (4)3.1.1 边部纵炸 (4)3.1.2 中间炸裂 (5)3.1.3 不规则炸裂 (5)3.1.4 蛇形炸裂 (6)3.1.5 纵炸最有效的应急措施 (7)3.2 横向炸裂 (7)3.2.1 横向单裂 (7)3.2.2 丫型横裂 (8)3.2.3 X型横裂 (9)3.2.4不规则横炸A (9)3.2.5不规则横炸B (10)3.2.6 横向蛇形炸裂 (10)3.3 混合式炸裂 (11)3.3.1 混合炸裂A (11)3.3.2 混合炸裂B (12)3.3.3 A合炸裂C (13)3.3.4 A合炸裂D (13)3.3.5 混合炸裂E (13)3.4 翘曲 (14)3.4.1 永久翘曲 (14)3.4.2 暂时翘曲 (15)结论 (15)致谢 (16)参考文献 (17)引言玻璃制品的退火,是玻璃生产过程中一个关键的环节,对玻璃制品的质量起着重要的作用,直接影响到制品的成品率、生产成本、生产效率等重要经济指标。
玻璃切裁过程中的应力分析

玻璃切裁过程中的应力分析张艳娟'陈琰'刘学理'郭卫'胡松涛2康斌2(1.中国洛阳浮法玻璃集团有限责任公司浮法玻璃新技术国家重点实验室洛阳471009;2.洛玻集团洛阳龙昊玻璃有限公司洛阳471211)摘要介绍了玻璃的切割过程中板芯应力对切割质量的影响。
利用板芯应力仪对玻璃板芯应力进行测试,通过对比分析切裁良好玻璃与爆边玻璃的板芯应力分布情况,找岀切裁良好的玻璃板芯应力值及其在横向上的分布规律,对改善玻璃切裁质量的退火调整具有指导意义。
关键词玻璃应力;玻璃切裁;板芯应力;玻璃退火中图分类号:TQ171文献标识码:A文章编号:1003-1987(2020)12-0047-04Stress Analysis in Glass Cutting ProcessZHANG Yanjuan1,CHEN Yan1,LIU Xueli1,GUO Wei1,HU Songtao2,KANG Bin2(1.China Luoyang J loat glass group Co.,Ltd.,State Key Laboratory of A dvanced Technologyfor Float Glass,Luoyang471009,China; 2.Luoyang longhao glass Co.,Ltd.,Luoyang471211,China) Abstract:The influence of core stress on the cutting quality of glass was introduced.The stress of the glass core is tested by using the plate core stress instrument,and the stress distribution of the glass core is compared between the good cut glass and the burst glass,so as to find out the stress value of the good cut glass core and its distribution law in the transverse direction,which has guiding significance to improve the annealing adjustment of the glass cutting quality.Key Words:Glass stress,Glass cutting,stress value of glass cross section,Glass annealing0引言在浮法玻璃生产过程中,从原料到玻璃熔化、成形、退火、切裁、采装一系列流程的每一个环节,都对玻璃产质量至关重要。
浅析玻璃应力的产生及消除
以产生原因为标准可分为热应力、结构应力和 机械应力;以作用范围为标准可分为宏观应力(由外 力作用或热作用产生)、微观应力(玻璃的微观不均 匀区域中存在的或分相引起的应力)和超微观应力 (玻璃中相当于晶胞大小的体积范围内存在的应力)。
1 热应力 热应力是玻璃中由于温度差而产生的应力。 按其存在的特点又可分为暂时应力和永久应力。 (1) 暂时应力 暂时应力是指当玻璃温度低于应变点 ( η = 1 0 13.6P a ·S ) 时处于弹性变形温度范围内 (η=1014Pa·S),即脆性状态时,经受不均匀的温度 变化产生的热应力。其特点是随温度梯度的产生 而产生,随温度梯度的消失而消失。 (2) 永久应力 永久应力是玻璃在高于其应变点时,温度梯 度会引起玻璃结构变化,这种玻璃结构变化在低 于应变点时产生并保持的热应力。其特点是温度 梯度消失后,永久应力不消失。 2 结构应力 结构应力是玻璃中两部分区域,化学组成不 均匀导致结构不均匀而产生不同的膨胀系数,因 而产生的应力,如条纹、结石、节瘤等不均匀体都
此外,玻璃制品应力的消除还与玻璃的粘度 有关,粘度越小,应力的消除越快。
由于玻璃制品在吹制过程中产生应力情况不 同,因此退火的部位也各不相同。玻璃壁厚度不 同,退火的程度也会不同。一般要掌握以下原则:
(1) 薄壁玻璃管小面积熔融的两侧或四周的热 分界区,可用两倍于熔融面积宽度的氧化性火焰 加热,至火焰发红时(玻璃管在火焰中加热,达到
(3) 环形接头的应力部位 环形接头是指有内芯的焊接。这时产生的应 力分布情况除了与单接头旋转熔融的应力部位相 同外,在内芯的焊接处也存在较严重的应力,如图 3 所示。
三 灯工加工产生应力的分布情况 玻璃管在常温下,经灯工喷灯火焰局部加热
浮法厚玻璃退火之浅见
浮法厚玻璃退火之浅见浮法厚玻璃的退火要比中厚玻璃退火的难度大很多。
因为玻璃在退火中产生的永久应力值与其厚度平方成正比,越厚退火的难度越大。
在生产厚玻前,首先应根据所允许的最大应力值,再确定该种厚度玻璃设定的应力值,此应力值必须小于所能允许的最大永久应力值。
根据退火窑的长度及玻璃退火上下限的温差,计算出退火窑的降温速度(℃/m),依据永久应力值计算公式,按已知玻璃厚度及降温速度(℃/m),可计算出该种厚度玻璃允许的拉引速度,也不难计算出拉引量(t/d)。
浮法厚玻璃的退火温度制度必须合理,否则掰边、切裁困难,还可能出现横切白渣,甚至炸裂。
出现横切白渣,可以认为是由于B区降温速度太快所致,只要降低B区降温速度(经过计算,适当降低A区出口温度或提高B区出口温度或降低拉引速度),使永久应力值降低就会解决。
应特别注意退火窑的横向温度差,玻璃的厚度不同,生产方法不同,横向温差设置也不尽相同,玻璃越厚A、B区的横向温差设置越小,C区之后则越大。
反之则相反,即玻璃越薄,A、B 区边部较中部温度设置的越低,横向温差越大,C区之后横向温差应越小。
采用拉边机法生产厚玻璃时,A区边部温度较中部可低2℃左右或相等,B区边部与中部可相同,C区可高于中部3~5℃,以后各区亦应边部稍高于中部;采用挡墙法生产时,A、B区边部较中部横向温差设置应大一些,C区及以后各区横向温差就应小一些。
因为用拉边机法比用挡墙法生产的浮法厚玻璃,边部较中部薄很多,散热就较快。
在生产中若出现纵炸或横炸,多是由Ret、F区横向温差及降温不合理引起的,Ret区的降温速度主要决定于风量的大小,风温虽然也有影响,但远小于风量。
若发生纵向炸裂应提高Ret、F区玻璃带边部的温度或降低其中部温度,即减少边部的风量,降低冷却强度,增加中部的风量,提高冷却强度;横向炸裂与纵向炸裂的处理方法正好相反。
应指出,掉边和劈边同横向炸裂的性质是相同的,都是由于边部压应力过大引起的,只是玻璃带发生劈边或掉边是因某一侧压应力过大所致,那一侧压应力过大,就发生在那一侧。
玻璃退火问题与切割

玻璃退火问题与切割一、厚玻璃退火问题的解决(1 ) 生碴( 糖状物) 产生生碴的根本原因在于表层应力曲线不合理、板芯温度高、残余的板芯张应力过大, 玻璃板在横掰时经常在断面上出现白色的生碴。
在退火曲线上表现为降温速度过快, 调节的方法为降低锡槽出口温度, 使A 区入口温度保持在575~580℃左右, 提高B1 区温度10℃左右、B2 区15~20℃左右、C1 区20~25℃左右、C2 区出口15℃左右, 上述数值是与5mm 玻璃退火温度相比的。
(2 ) 裂口玻璃板在横掰处, 在刀口断面上有小的裂纹延伸到板里约1~10mm 左右。
这种玻璃在冷端斜坡输送辊上稍微受力就会自动炸开, 有的在装箱后运输中炸裂。
这种情况出现的原因, 一种是因为横掰辊子抬得过高引起, 这可以通过调节辊子高度解决; 另一种是因为退火造成的, 又可分为两种情况:①裂口处在退火区温度相对较高, 退火后区裂口处温度偏低, 使此部位张应力太大。
可通过降低退火区裂口对应部位玻璃温度或升高退火后区裂口对应部位玻璃温度解决。
②板上下温差过大, 有的C区板下温度比板上要高60~70℃ , 而F 区离横切较近, F区风管由于板下比板上堵塞严重, 这就造成板下比板上风量小, 这些因素使端面上部受张应力过大, 强行掰断就易产生裂口。
调解上可以将C区板上温度适当上调。
有时裂口与生碴同时出现, 调解上可先按处理生碴的方法调解, 这时裂口有时会同时消失, 若消失不了再按处理裂口方法调解。
(3 ) 中分表现为中分不走刀口, 出现多角或少角。
某厂曾对12mm 玻璃进行过大片离线应力检测, 应力曲线如图5-11 ( a ) 所示。
冷风工艺的应力曲线应为图5-11( b ) 所示。
(注: 应力单位为度, 1 度= 3. 27m μ光程差)由此可以看出, 板中与两肋受永久压应力, 造成中分不走刀口。
这种情况一般可通过提高B 区中部温度或降低C 区中部温度, 增大横向温差, 从而增大中间的张应力加以解决。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第36卷第3期燕山大学学报V ol.36No.3 2012年5月Journal of Yanshan University May20120引言目前,玻璃的生产方法主要是浮法,浮法玻璃制品广泛应用于建筑、交通以及各个经济部门。
随着电子、化工、轻工、机械等行业的迅速发展和市场竞争的日趋激烈,对玻璃的质量要求越来越高,同时工业能源的资源也日趋紧张,因此缩短开发周期,优化工艺过程,提高产品质量,降低生产成本,已经成为生产的急切要求。
玻璃热应力的消除控制直接影响了玻璃的质量,所以对玻璃退火应力的分析变得非常的重要。
孙承绪等建立了浮法玻璃退火过程中玻璃带内温度场的数值计算与制图方法,给出了玻璃带厚度方向温度场的分布随时间的变化关系,用RD2-3型改进应力松弛试验机检测了6mm厚玻璃在570~480℃区间的应力情况[1]。
邵宏根通过有限元方法分析了不同厚度玻璃在相同热流密度条件下的降温情况和上下表面热流密度差对玻璃温度场的影响[2]。
林亢对玻璃退火上下限温度进行了论述,阐述了热应力的产生和变化机制,定性的分析了冷制品重热后再退火和热制品连续退火过程中玻璃温度和应力的变化情况,对热应力、结构应力和永久应力进行了计算[3-6]。
韩文梅等基于ANSYS 软件模拟分析了航空层合玻璃的热应力最大值和最小值随温度的变化规律[7]。
冯跃冲基于ANSYS 软件对退火窑进行了模拟计算,计算了玻璃的永久应力[8],但没有给出玻璃应力在退火过程中具体变化规律。
随着计算机的发展和计算技术的不断提高,数值模拟技术成为了一种方便、实用的研究方法[9-11],本文在以上基础上,基于ANSYS有限元软件建立了浮法玻璃的退火模型,得到了玻璃应力和表面层与中间层温度随退火时间的变化规律,并对它们的变化情况进行了理论分析。
得到了B区退火完成时玻璃的表面层和中间层应力、温差在不同退火速度下的量值,给出了它们随退火速度的变化规律。
1基本理论张朝晖编写的《热分析教程与实例解析》书中介绍了ANSYS有限元模拟软件对热应力的模拟计算,分析了由于互相接触的不同结构体或同一结构体的不同部分之间的热膨胀系数不匹配,在加热或冷却时彼此的膨胀或收缩程度不一致,而导致热应力产生的情况[12]。
此处的热应力区别于玻璃退火过程的热应力,玻璃退火过程中热应力是指由于玻璃内出现温度差,即温度梯度而产生的温差应力。
由膨胀系数差和温差存在而产生的应力称为结构应力。
因此ANSYS软件的热应力是指玻璃退火过程中的温差应力与结构应力的叠加称为玻璃的应力。
文章编号:1007-791X(2012)03-0235-06玻璃退火的应力分析张景超*,李贺光,闫玺(燕山大学理学院,河北秦皇岛066004)摘要:基于ANSYS有限元模拟软件建立了玻璃线性冷却的退火模型,通过该模型对玻璃退火过程进行了数值模拟,得到了玻璃温度随时间的变化曲线。
在退火过程中的不同时刻,对玻璃模型表面和中间层的应力值、温度值进行采样,得到了应力随时间的变化曲线,分析了温度梯度和应力松弛对玻璃应力的影响。
通过设置不同的B区平均热力密度,改变退火速度,得到了玻璃永久应力随B区退火速度的变化规律。
关键词:玻璃退火;数值模拟;应力分析中图分类号:O344文献标识码:A DOI:10.3969/j.issn.1007-791X.2012.03.010收稿日期:2011-08-18基金项目:国家自然科学基金资助项目(60977061)作者简介:*张景超(1960-),男,辽宁凤城人,教授,博士生导师,主要研究方向为光电检测及传感技术,Email:ysu-zjc@。
236燕山大学学报2012玻璃经加热升温至退火上限温度以上又经过一段时间的保温,在玻璃内会形成既无应力又无温度梯度的状态[13]。
开始冷却后,由于温度梯度存在而产生了热应力,该热应力在退火温度范围内不会完全松弛,在冷却至退火温度下限时玻璃中会有一些残留的应力2。
2的叠加成为玻璃内的永久应力。
玻璃内的热应力可以表示为[6]22ΪÏßÅòÕÍϵÊý£¬=Ϊ²´Ëɱȣ¬Îª²£Á§°åµÄ°ëºñ£¬ÎªÈÈÁ÷Ãܶȣ¬3主要是在退火区的B区产生,在玻璃冷却的过程中,始终使玻璃的表面层受压应力,中间层受张应力,在退火过程中随着它的产生玻璃的应力会出现减小[5],在退火下限温度时,结构应力达到最大,以后不再发生变化。
由以上分析可知,ANSYS软件模拟得到的退火下限温度时的应力值为玻璃的残留温差应力3的叠加。
室温下消除温度梯度而产生的反向温差应力、轴方向表示玻璃厚度,℃)℃kg/m2)kg/m3380 1.038.75×10673.40.2310462461550 2.5116.1×10670.40.23108724183模拟结果分析3.1A、B、C区退火过程分析玻璃从600℃冷却到380℃的区间,假设在600℃时玻璃模型内有相同的温度,不存在温度梯度,没有应力存在。
按表1、2设置材料性能和边界条件,模拟得到了A~C区退火过程中温度随时间的变化情况。
图1给出了模型中间层上任意一点的温度变化曲线(玻璃模型各点都有类似的变化规律),在0~147s、147~410s、410~567s各个区间温度的变化都为线性,该系统在A、B、C为均匀降温的退火系统。
在曲线的转折处为外加载荷改变的位置,即为A、B、C区的交界处,其横坐标为时间(s),纵坐标为温度(℃)。
图1温度-退火时间曲线Fig.1Curve of temperature-annealing time通过读取不同时刻玻璃表面和中间层的热应第3期张景超等玻璃退火的应力分析237力值,用MATLAB对数据处理得到模型表面和中间层应力随时间的变化情况,如图2所示,横坐标为退火时间(s),纵坐标为应力值(kPa)。
通过相同的方法得到玻璃表面与中间层温差随时间变化的情况,如图3所示,横坐标为退火时间(s),纵坐标为中间层与表面层的温差(℃)。
图2玻璃表面层和中间层应力-退火时间曲线Fig.2Curve of the surface layer's and middle layer's stress-annealing time图3玻璃中间层与表面层温差-时间曲线Fig.3Curve of temperature difference between the surface layers and the middle layer-annealing time图2、图3给出了玻璃模型的应力、温差随时间的变化情况(用‘—’表示表面层应力,‘—*’表示中间层应力)。
从图2可以看出玻璃表面层与中间层应力随时间有相同的变化规律,其中正值表示张应力,负值表示压应力。
玻璃在600℃开始退火,在退火时间为0~6s的范围内,玻璃的应力值出现了急剧增加的过程,从图3可以看出,此时应力值的增加是由于玻璃表面与中间层温差增大,即温度梯度增大,致使玻璃的应力增大。
在7~89s范围内玻璃的表面层与中间层应力值都没有变化,从图3可知在此范围内温差没有新的变化,也没有新的应力产生,此时玻璃从598℃冷却到570℃。
在时间为90~147s范围内,由图3可知此时温度梯度在增加,玻璃的应力出现了下降,说明在温度为570℃时,玻璃内开始出现结构应力。
在玻璃表面层形成的结构应力为压应力,与玻璃中间层的张应力分布情况相反,所以结构应力的出现使得玻璃内部的应力减小。
在147~153s范围玻璃应力减小的速度增大,从图3看出应力值减小速度的增大是由于温差在减小,温度梯度减小,热应力减小的缘故。
在147s时,应力值出现拐点,玻璃应力的减小速度增大,这是由于此时退火速度减小,温度差减小,使得热应力减小。
在154~410s范围,玻璃应力值减小速度变小,是由于玻璃的结构应力随温度的降低而形成速度加快,热应力松弛速度随温度的降低而减慢,温度梯度有缓慢增加引起的。
在410~567s时间范围,应力随温差的增加而增加,是温度梯度的单值函数[3]。
此时玻璃的粘滞力太大,结构应力不再变化,结构松弛已经基本停止,B区以后产生的应力为暂时应力。
3.2B区退火速度对永久应力的影响由上面分析可知永久应力是2、1与2为在室温时产生反向温差应力。
通过玻璃在20℃时的线性膨胀系数、泊松比和弹性模量的量值,可以看出在退火下限温度时玻璃的温度分布情况没有改变,得到的热应力为2,取相反值得到238燕山大学学报2012图5玻璃应力-厚度位置曲线Fig.5Curve of stress-coordinates along thickness direction图4、图5给出了玻璃3的叠加、0.2116MPa ,中间层永久应力的张应力为0.2505MPa 。
B 区在不同的退火速度下,退火下限温度时玻璃应力和温度梯度是不同的,以玻璃表面和中间层应力随退火速度变化规律为例,分析B 区退火速度对玻璃永久应力的影响。
通过改变B 区的平均热流密度,使玻璃在该区的退火速度为13~27℃/min ,在退火下限温度时,通过读取玻璃内的应力沿厚度方向分布曲线上表面和中间层的应力值,得到不同退火速度下冷却至退火下限温度时玻璃的表面层、中间层应力值。
用相同方法得到表面层和中间层温度,算得它们的温度差值。
用MA TLAB 对读取的应力值和算得的温差值进行分析,得到了B 区退火结束时玻璃的表面应力、中间层应力和温度差值随退火速度的变化曲线。
玻璃表面层和中间层应力随B 区退火速度的变化情况如图6所示,横坐标为退火速度(℃/min ),纵坐标为应力值(kPa )。
图7为玻璃中间层与表面层的温差随退火速度的变化情况,横坐标为退火速度(℃/min ),纵坐标为温度差(℃)。
图6中分别用“*”、“◇”标记了表面层应力曲线和中间层应力曲线(在图8、9中相同)。
可以看出,随B 区退火速度的增大,在退火下限温度时,表面层和中间层的应力都随退火速度呈线性变化,即2的叠加随退火速度增大而线性增大,表面层为张应力,中间层为压应力。
从图7可知在退火下限时,玻璃表面与中间层的温差值随退火速度也为线性变化的关系。