砂轮代号
砂轮型号及意义

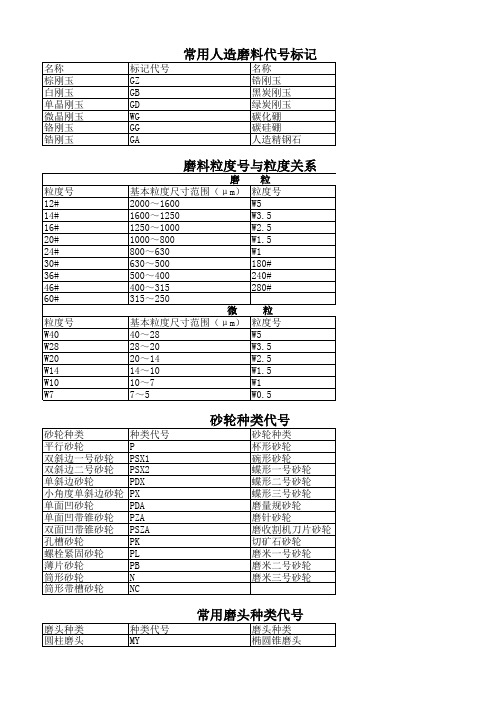
SPA 400×100×127 A 60 L 5 B 35SPA-----形状代号 400------外径D100------厚度H 127------孔径DA---------磨料 60--------粒度L---------硬度 5---------组织号B--------结合剂 35-------最高工作线速度m/s 磨料代号性能及用途残阳渐逝,血红冲天。
半是夕阳余光,半是狰狞血雨。
是的,血,到处都是冷腥的鲜血。
整个皇宫之内,血流成河,白玉理石全被洗涮成黑红之色,到处是断壁残肢,尸横一片,到处是厮杀后的痕迹。
“为什么?”百里冰左手紧捂着胸口,瞪大着眼睛看着对面十米敌对方处,挥手点兵之人。
那是她的未婚夫,她倾尽一生所爱之人。
亦是绝杀她百里一族,将她迫入绝境之人。
她不懂,为何倾尽所有的爱,换来的是百里一族的灭顶之灾。
台下之人仍是一身儒雅白衣,清俊的脸上,就连平日里对她宠溺的笑容都没有变过。
冷逸辰就这样含笑相对,却不肯多说只字片语。
权利?利益?她虽是寒月帝国唯一的继承人,可是她早已与身为寒月帝国帝皇的外公达成协议,她与冷逸辰成婚后,冷逸辰为帝,她为后,她会做好他的贤内助,她从来不是他成功之路上的绊脚石,他为何要如此对她?冷逸辰仍是气定神闲的坐在不远处,手中的白羽扇仍旧轻摇着,完全不惧百里冰眼中的怒意,只是仿佛没有听到她的问话般,仍一派温和之笑,却坚定的吐出一个字,“杀!”百里冰怒上心头。
手中剑气如虹,眼看便要破势而出,却听到远处传来震天动地,撕心裂肺的愤然吼声,“冷逸辰,我百里一族与你不死不休!”“噗!”百里冰同一时刻,一口鲜血狂喷而出,心脏之处传来剧痛。
她突的单腿倒下。
是皇帝外公的声音。
百里冰痛苦的闭上眼睛。
果然,冷逸辰在派人围杀她的同时,也对她的皇帝外公与其他族人动手了,看来百里一族今日恐怕难逃灭族之祸了。
她看着惜日对她呵护倍至的爱人,指甲恨得深入掌心,却感觉不到半丝痛意。
砂轮代号示意

SPA400*100*127A60L5B35
SPA----形状代号
400----外径
100----厚度
127----孔径
A----磨料
60----粒度
L----硬度
5----组织号
B----结合剂
类别 名称
棕刚玉
35----最高工作线速度
代号
颜色
A
棕褐
特性
韧性好、硬度高、价格低
用途
磨削碳钢,合金钢可锻铸铁,硬青铜
石碳酸与甲醛制
磨削窄槽。切割用的磨砂轮。抛光用的
成的树脂 1、强度高弹性好。2、耐热耐腐差。3、存放期不超过1年
砂轮
人造橡胶
1、强度大弹性高。2退让性好吸震。3、不耐油。
磨削窄槽。磨成型面
1、自锐性好。2、磨削热小
磨削大面积表面及导热性差的金属
大级
超软 软
中软 中
中硬
硬 超硬
硬度指砂轮表面的磨粒在外力作用下脱落的难易程度
颗粒尺寸 范围
2500-3150
2000-2500
1600-2000
类别
磨粒
粒度
150# 180# 220#
颗粒尺寸范围
80-100 63-80 50-63
磨粒
14#
1250-1600
16#
1000-1250
20#
800-1000
24#
630-800
30#
500-630
36#
400-500
46#
315-400
硬度级
小级
超软
软1
软2
软3
软1
软2
中1
中2
砂轮常用规格

砂轮常用规格
砂轮硬度:以砂轮硬度的选择与使用为例,在正常使用过程中,砂轮硬度是指砂轮表面
的砂粒在磨削过程中脱落的难易程度,即砂轮结合剂粘结砂粒的牢固程度。
如果砂轮硬度就低,砂粒易脱落,反之砂轮硬度就高,不易脱落。
为了适应不同磨削加工的要求,则需要有各种砂轮硬度等级的砂轮选用,以满足实际使用的需要,我国磨具硬度等级根据GB2484-84规定,分七大级十四小级(请见下表)
注:硬度对砂轮的使用起至关重要的作用,请参照此表选准硬度
磨具硬度的选择主要考虑磨削效率和加工表面质量。
如果磨具选得过硬,就不能有效地磨削,并且容易烧伤工件;如果磨具选得过软,便缩短了磨具的使用时间,增加成本。
结合自己磨削加工的各种条件,选择好国家标准的砂轮硬度级别,对于磨削加工来说,非常重要。
砂轮的选择

砂轮明细表常用砂轮规格列表砂轮规格多样,因使用而异,因此以下所列规格为国标范围内的列举,可根据客户需要定做产品. 部分砂轮常用规格对照表(单位:mm) 砂轮外径(D) 砂轮厚度(H) 砂轮孔径(d) 4 3(1/8英寸) 3(1/8英寸) 6 5(3/16英寸) 6(1/4英寸) 8 6(1/4英寸) 10(3/8英寸) 10 &n外圆磨床与外圆磨砂轮外圆磨床,磨床中的一种,适用于磨削各种中小型零件的圆柱或圆锥形外圆,特别适用于电动工具、摩托车、工业缝纫机、精密仪器等轴类零件的加工。
外圆磨床所对应的砂轮称为外圆磨砂轮。
砂轮外径有400mm,450mm,500mm,600mm,750mm等,砂轮厚度有40mm,50mm,63mm,75mm,100mm,200mm等,孔径有127mm,203mm,305mm等。
内圆磨床与内圆磨床砂轮内圆磨床与内圆磨床砂轮:是磨床类型中的一个品种。
这种内圆磨床主要用于磨削产品的内圆孔,其中内圆孔的形状有带锥形、球形、半球形等,(包扩通孔、盲孔)和小于60°的圆锥孔,内圆磨床中的内圆磨床砂轮所用的砂轮有锥形、球形、半球形、圆柱形等形状,在实际生产中,该内圆磨砂轮,因很多品种和规格是根据客户所需要而定的,所以,这种砂轮的规格就特别多,例如:20*20*6、25*25*6、30*30*6-10。
35*30*8-10、40*40*10-13、直至80*60*20等,内圆磨床砂轮削砂轮的选择要点:应根据不同的工件尺寸选用不同的砂轮,并尽可能选大些;平面砂轮平面砂轮:平面砂轮是砂轮中的一种,因砂轮两个平面面为平面,故称平面砂轮,生产这种砂轮的材料有多种,主要用于磨削工件的平面而得名,砂轮粒度偏粗的可用于一般的粗磨加工,加工速度快,但比较粗糙。
平面砂轮粒度偏细的主要是用于精磨和超精磨的加工,加工速度慢但加工的工件光洁度高,精确度也高。
同类产品有平面砂轮-白刚玉、平面砂轮-微晶刚玉、平面砂轮-绿碳、平面砂轮-黑碳、平面砂轮-铬刚玉等。
砂轮代号

教你如何快速认识磨床砂轮要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。
一下简单介绍如下:一、磨料磨料是制造磨具的主要原料,直接担负着切削工作。
目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。
棕刚玉:用于加工硬度较低的塑性材料,如中、低碳钢和低合金钢等;白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等;黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等;绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。
二、粒度粒度是指磨料颗粒的尺寸,其大小用粒度号表示。
国标规定了磨料和微粉两种粒度号。
一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大);微粉多用于研磨等精密加工和超精密加工。
三、结合剂结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等;树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮;橡胶结合剂:适用于无心磨削导轮、抛光砂轮;金属结合剂:适用于金刚石砂轮等。
四、硬度磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。
磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。
国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。
记号A B C D E F GH I J KL M N OP Q R ST U V W X Y Z分类极软软中硬极硬普通磨削常用G~N级硬度的砂轮。
五、组织磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。
砂轮的国内标识

磨料代号粒度硬度组织结合剂最大工作速度(M/S)A 棕刚玉粗粒中粒细粒极细粒软中硬密中疏陶瓷树脂20 FA 半脆刚玉ABC K P 1 6 10 VN1 B1 30WA 白刚玉10 36 100 W63 D L Q 2 7 11 VN5 B2 35 SA 单晶刚玉12 40 120 W50 E M R 3 8 12 VN7 B3 40 PA 铭刚玉14 46 150 W40 F N S 4 9 13 VN9 B4 45 MA 微晶刚玉16 54 180 W28 G T 5 14 VN13 B5 50WA/A 棕、白刚玉混合物20226070220 W20W14HJY 1516VN16VP17BFPVA6080SA/A 单晶、棕刚玉混合物24308090W10W71718VP18VP23PURSA/PA 单晶、铬刚玉混合物W5 VH22橡胶PA/WA 铬、白刚玉混合物R1 R2A/GC 棕刚玉、绿碳化硅混合物RFC 黑碳化硅GC 绿碳化硅GC/C 黑、绿碳化硅混合物砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 杯形砂轮 6 B 名称断面图形状代号原代号双面凹一号砂轮7 PSA 双面凹二号砂轮8 JL 碗形砂轮11 BW碟形一号砂轮12a D1碟形二号砂轮12b D3单面凹带锥砂轮23 PZA砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 砂轮开面代号(GB/T2484-1994)。
磨具意义代号表示方法
N
筒形带槽砂轮
NC
砂轮种类代号
砂轮种类 杯形砂轮 碗形砂轮 蝶形一号砂轮 蝶形二号砂轮 蝶形三号砂轮 磨量规砂轮 磨针砂轮 磨收割机刀片砂轮 切矿石砂轮 磨米一号砂轮 磨米二号砂轮 磨米三号砂轮
磨头种类 圆柱磨头
种类代号 MY
常用磨头种类代号
磨头种类 椭圆锥磨头
带锥磨头
MJ
60°锥磨头
ML
半圆形磨头
28~20
W3.5
20~14
W2.5
14~10
W1.5
10~7
W1
7~5
W0.5
砂轮种类
种类代号
平行砂轮
P
双斜边一号砂轮 PSX1
双斜边二号砂轮 PSX2
单斜边砂轮
PDX
小角度单斜边砂轮 PX
单面凹砂轮
PDA
单面凹带锥砂轮 PZA
双面凹带锥砂轮 PSZA
孔槽砂轮
PK
螺栓紧固砂轮
PL
薄片砂轮
PB
筒形砂轮
MBQ
圆头锥魔头 球形磨头
油石种类 正方油石 长方油石 三角油石 刀形油石
种类代号 SF SC SJ SD
常用油石种类代号
油石种类 圆柱油石 半圆柱油石 T型油石 珩形油石
砂布习惯代号与磨料粒度关系
Байду номын сангаас
习惯代号
磨料粒度号
7/0
W28
6/0
W40
5/0
280
4/0
240~280
3/0
180
2/0
150~160
60~80
备注:1、木砂布页
状尺寸:228×
280,卷状尺寸:
砂轮形状代号和主要尺寸标记对照表

C
C
碳化硼
BCB1Cຫໍສະໝຸດ 二、主要国家普通磨具硬度代号对照表
硬度级
中国GB2484
美国NOTON
日本JIS
德国DIN
俄罗斯TOCT
英国BS4481-81
奥地利
84
81
超软
1 2 3
D E F
CR
A,B, C,D, E,F, G,H.
E F G
E F G
ЧM BM1BM2
E F G
D E F
软
1 2 3
G H J
R1R2R3
H I J
H I J
M1M2M3
H I J
G H I
中软
1 2
K L
ZR1ZR2
K L
K L
CM1CM2
K L
J K
中
1 2
M N
Z1Z2
I,J,K,L, M,N,O,P
M N
M N
C1C2
M N
L,M N,O
三、主要国家普通磨具结合剂代号对照表
结合剂
中国GB2484-
氧化铝系混合磨料
23A DA 88A 93A
FA DA RA DRA
19A 64A 50A 77A
32A和WA的中间用途,多功能精密磨削,表现出色80#-KΦ<10mm,60#-LΦ11-25mm之间最佳
黑色碳化矽
C
C
37C
SiC 95%以上
铁、非金属磨削铸铁、 精密磨削黄铜软级
绿色碳化矽
GC
GC
39C
1 2 3 4 5 6
1 2 3 4 5 6
0 1 2 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教你如何快速认识磨床砂轮
要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。
一下简单介绍如下:
一、磨料
磨料是制造磨具的主要原料,直接担负着切削工作。
目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。
棕刚玉:用于加工硬度
较低的塑性材料,如中、低碳钢和低合金钢等;
白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等;
黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等;
绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。
二、粒度
粒度是指磨料颗粒的尺寸,其大小用粒度号表示。
国标规定了磨料和微粉两种粒度号。
一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大);
微粉多用于研磨等精密加工和超精密加工。
三、结合剂
结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属
结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等;
树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮;
橡胶结合剂:适用于无心磨削导轮、抛光砂轮;
金属结合剂:适用于金刚石砂轮等。
四、硬度
磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。
磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。
国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。
记号
A B C D E F G
H I J K
L M N O
P Q R S
T U V W X Y Z
分类
极软
软
中
硬
极硬
普通磨削常用G~N级硬度的砂轮。
五、组织
磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。
磨料所占的体积比例越大,砂轮的组织越紧密;反之,组织越疏松。
国标中规定了15个组织号:0,1,2,…,13,14。
0号组织最紧密,磨粒率最高;14号组织最疏松,磨粒率最低。
普通磨削常用4~7号组织的砂轮。
六、形状与尺寸
根据机床类型和加工需要,将磨具制成各种标准的形状和尺寸。
常用的几种砂轮形状、代号和用途如下表。
常用砂轮形状、代号和用途
注:表图中有“▼”者为主要使用面,有“▽”者为辅助使用面。
在认识了以上的砂轮的五个主要参数后,大家可以看下下面的砂轮标记和认识方法:如“P400×40×127WA60L5V35”字母数字的具体解析如下:
“P”表示砂轮形状为平行砂轮,“400×40×127”数字代表砂轮的尺寸大小(外径×厚度×孔径)“WA”表示砂轮磨料材质,为白刚玉砂轮“60”表示砂轮粒度,为60#粒度(偏精磨)“L”表示砂轮的硬度,L为中软“5”表示砂轮的组织号,比较密实。
“V”表示砂轮的结合剂,为陶瓷结合剂,比较脆。
“35″表示砂轮线速度,35m/s速度为中等。
一般来讲,砂轮出厂时都会标识如上面的一行数值,一般的顺序都是:形状代号、尺寸、磨料、粒度号、硬度、组织号、结合剂和允许的最高线速度。
除了了解以上参数,在购买砂轮时,除了了解国内外的一些砂轮品牌外,砂轮选择购买的主要依据是被磨材料的性质、要求达到的工件表面粗糙度和金属磨除率。
选择的原则是:
①磨削钢时,选用刚玉类砂轮,磨削硬铸铁、硬质合金和非铁金属时,选用碳化硅砂轮。
②磨削软材料时,选用硬砂轮,磨削硬材料时,选用软砂轮。
③磨削软而韧的材料时,选用粗磨料(如12~36#);磨削硬而脆的材料时,选用细磨料(如46~100#)。
④磨削表面的粗糙度值要求较低时,选用细磨粒,金属磨除率要求高时,选用粗磨粒。
⑤要求加工表面质量好时,选用树脂或橡胶结合剂的砂轮,要求最大金属磨除率时,选用陶瓷结合剂砂轮。
在选择购买砂轮后,会出现磨床砂轮加工工件的过程中不能达到工件表面粗糙度的要求,这里除了跟选择修整砂轮年的金刚笔的品质好坏有关外,主要决定还是选择什么粒度大小,常用粒度与表面粗糙度有下面的大致关系:(以外圆磨为例)粒度36-46 54-60 70-80 90-100粗糙度 Ra1.6 Ra0.8 Ra0.4 Ra0.2同时也需要考虑其他一些因素(如磨削效率、村料特性等)。
粗粒度的磨料适用于磨削:1)材质较软,延伸率大以及类似软铁和有色金属等材料。
2)进给量大,磨削效率要求高的场合。
3)表面粗糙度要求不高的场合。
4)磨削接触面大的场合。
细粒度的磨料适用于磨削:1)硬度较高以及类似高碳工具钢,硬质合金一类的金属材料和玻璃等脆性材料。
2)表面粗糙度及精度要求高的场合。
3)磨削接触面小的场合。
4)工件半径或孤度小的场合。
最后给大家附上一张比较完整的砂轮表格参数,可以总结认识下砂轮:
砂轮标识明细
磨料代号
粒度
硬度
组织
结合剂
最大工作速度(M/S)
A
棕刚玉
粗粒
中粒
细粒
极细粒
软
中
硬
密
中
疏
陶瓷
树脂
20
FA 半脆刚玉
ABC
K
P
1
6
10
VN1
30
WA 白刚玉
10
36
100
W63
D
L
Q
2
7
11
VN5
B2
35
SA 单晶刚玉
12
40
120
W50
M
R
3
8
12
VN7
B3
40
PA 铭刚玉
14
46
150
W40
F
N
S
4
9
13
VN9
B4
MA 微晶刚玉
16
54
180
W28
G
T
5
14
VN13
B5
50
WA/A 棕、白刚玉混合物
2022
6070
220
W20W14
HJ
Y
1516
VN16VP17
BFPVA
6080
SA/A
单晶、棕刚玉混合物
2430
8090
W10W7
1718
VP18VP23
PUR
SA/PA
单晶、铬刚玉混合物
W5
VH22橡胶
PA/WA 铬、白刚玉混合物
R1R2
A/GC
棕刚玉、绿碳化硅混合物
RF
C
黑碳化硅
GC
绿碳化硅
GC/C
黑、绿碳化硅混合物
注:您如有在砂轮修整修锐这一块用到砂轮修整笔,可将砂轮特性的系列数据电话或书面传真或邮件发与我司,我司再根据提供的数据推荐使用修整器的型号。