355nm和1064nm全固态激光器刻蚀印刷线路板
真空条件下不同波长固体激光烧蚀单晶硅的实验研究
真空条件下不同波长固体激光烧蚀单晶硅的实验研究齐立涛【摘要】Lasers with wavelengths of 532 nm, 355 nm and 266 nm are obtained using harmonic generation of a Nd∶YAG solid-state laser by nonlinear optical crystal .The relationship between the absorption of single crys-tal silicon and the laser wavelength and ablation characteristics of single crystal silicon by 3 different wave-length lasers under vacuum condition are studied .The results show that single crystal silicon has a good ab-sorption of ultraviolet laser in the wavelength range of 100-370 nm, and under the same conditions , the min-imum single pulse energy for 532 nm laser ablation of silicon is 30μJ and the minimum single pulse energy for 355 nm or 266 nm laser ablation of silicon is 15μJ.The ablation threshold values of 532 nm, 355 nm and 266 nm laser ablation of silicon are different , which become smaller with the decrease of wavelength .%通过倍频Nd∶YAG固体激光的基波得到波长分别为532、355和266 nm的激光,研究了单晶硅( Si)对不同波长固体激光的吸收规律和3种不同波长激光在真空条件下烧蚀单晶Si的烧蚀特征。
1064 nm 和355 nm 激光扫描刻蚀覆铜板工艺及质量研究
1064 nm 和355 nm 激光扫描刻蚀覆铜板工艺及质量研究傅茜;张菲;蒋明;段军;曾晓雁【摘要】In order to study effect of nanosecond laser processing parameters ( such as wavelength , laser fluence , scanning speed ) and thickness of the copper layer on the processing quality of laser etching copper clad laminate ( including depth and roughness ), a 50W 1064nm infrared fiber laser and a 10W 355nm ultraviolet solid-state laser were used for etching the copper clad laminate ( CCL ) in the comparative experiments .The action mechanisms of infrared laser and ultraviolet laser were analyzed .In the experiments , the 1064nm fiber laser with proper process parameters could etch the copper layer entirely and keep epoxy resin board intact .However, for the 355nm laser, the damage to the organic layer was unavoidable because of the high absorptivity to ultraviolet and photochemical effect .Besides, the infrared fiber laser had a higher processing efficiency .Therefore, with characteristics of high stability and stronger integration , 1064nm infrared fiber laser is more adapt to the large-scale industrial processing of CCL .%为了研究不同纳秒激光工艺参量(波长、能量密度、扫描速率)以及铜层厚度对激光刻蚀覆铜板质量(包括刻蚀深度及加工面粗糙度)的影响,采用50W的1064nm红外光纤激光器和10W的355nm紫外固体激光器对覆铜板进行了对比刻蚀实验。
全固态355 nm连续紫外激光器的优化设计
全固态355 nm连续紫外激光器的优化设计
申高;檀慧明;刘飞
【期刊名称】《光学精密工程》
【年(卷),期】2006(014)005
【摘要】通过优化腔型设计, 实现了LD端面抽运Nd:YVO4腔内三次谐波转换全固态连续355 nm紫外激光器高效率输出.选用平-凹腔结构并考虑到Nd:YVO4晶体的热透镜效应、模式匹配、倍频晶体位相匹配等因素对输出功率的影响,对谐振腔长进行了详细的分析计算.在激光谐振腔内, 1 064 nm的基频波经KTP晶体倍频产生532 nm激光,二者再经LBO晶体和频获得了355 nm紫外激光.当LD抽运功率为3 W时,355 nm连续紫外激光输出功率达6.4 mW.与折叠腔进行比较,发现在小功率抽运情况下,直腔结构紧凑、易于调节、输出功率较大.
【总页数】5页(P731-735)
【作者】申高;檀慧明;刘飞
【作者单位】中国科学院,长春光学精密机械与物理研究所,吉林,长春,130033;中国科学院,研究生院,北京,100039;中国科学院,长春光学精密机械与物理研究所,吉林,长春,130033;长春理工大学,吉林,长春,130022
【正文语种】中文
【中图分类】TN248.1
【相关文献】
1.LD抽运355nm连续紫外激光器 [J], 申高;檀慧明;刘飞
2.双波长腔外同步和频355 nm准连续全固态激光器 [J], 田明;王菲;车英
3.高效高峰值功率全固态355nm紫外激光器 [J], 李玉文;李斌;王靖田;魏艳玲;曹思维
4.LD抽运355nm准连续紫外激光器 [J], 陈德章;郭弘其;卿光弼;刘韵;高剑波;路英宾
5.LD泵浦全固态355nm紫外皮秒脉冲激光器 [J], 白振岙;白振旭;陈檬;李港
因版权原因,仅展示原文概要,查看原文内容请购买。
实验二非线性光学效应实验
非线性光学效应实验一实验简介激光的出现导致光频波段非线性效应的发现。
非线性光学突破了传统光学中光波电场线性叠加和独立传播的局限性,揭示出介质中光波场之间的能量交换、相位关联、相互耦合、此消彼长的变化过程。
非线性效应包括激光倍频、和频、差频、光参量放大与振荡、受激散射和光学相位共轭等。
从某种意义上讲,非线性光学属于强光与物质相互作用范畴。
非线性光学深化了人们对光与物质相互作用机理的认识,丰富了激光技术的内涵,为激光单元技术研究充实了新的内容和方法,特别是在激光的频率调谐、波长变换、光束质量的提高与改善等方面,非线性光学的有关原理和方法得到了充分应用,得到了长足的进步。
本实验是学习和研究晶体非线性效应的典型实验。
实验中采用脉冲的1064nm 激光作为泵浦光,用KTP 晶体腔外倍频产生绿光之后,再加入LBO 和BBO 分别获得355nm 的和频光以及266nm 的四倍频激光输出,通过实验让学生掌握激光器的简单调试,并理解激光倍频、和频、四倍频等非线性效应。
二实验目的了解非线性效应的基本原理、非线性系数和转换效率的概念,掌握激光倍频的原理与意义,掌握腔外倍频实验的搭建与简单调试,观察倍频现象、和频现象和四倍频现象,测量并计算倍频效率。
三实验器材脉冲激光器,晶体底座,透镜和棱镜底座,聚焦透镜f1、f2,晶体KTP ,晶体LBO ,晶体BBO ,分光棱镜,观察屏,红外探片,导轨,调整架,挡光板。
四实验原理1.非线性光学基础光与物质相互作用的全过程,可分为光作用于物质引起物质极化形成极化场,以及极化场作为新的辐射源向外辐射光波的两个分过程。
原子是由原子核和核外电子构成,当频率为ω的光入射到介质后,引起介质中原子的极化,即负电中心相对正电中心发生位移r 形成电偶极矩m er=(1-1)其中e 是负电中心的电量,我们定义单位体积内原子偶极矩的总和为极化强度矢量P ,P Nm=(1-2)N 是单位体积内的原子数。
极化强度矢量和入射场的关系式为:(1)(2)2(3)3P E E E χχχ=+++ (1-3)其中(1)(2)(3),,χχχ分别称为线性极化率,二阶非线性极化率,三阶非线性极化率……。
激光直写导体刻蚀技术

当激光器开直径 100μm(r=0.05mm) 的刀具进行直 用在激光光斑孔径区域内的等效光斑个数有较大的差异,
线加工时,ω = 120π rad/s,直线加工速度 v=1.8mm/s, 这同时也反映了在 1.5ms 的周期时间内,激光能量密度
光斑中心的路径方程如式(1)所示 :
的差异。
= x r cosωt + vt
− Fth
))]
0
(10)
当脉冲能量小于约 50J/cm2 时,光化学作用占主导地位, 可以实现“冷”加工 ;当激光脉冲能量大于 75J/cm2 时,
HT =
1 α eff
ln Fc Fth
+ k ⋅ e[(−E*⋅ln
FT Fth
) /(αeff
( FT
− Fth
))]
0
以上两式中,k0 为激光对材料的有效因子 (μm/pulse),
冷加工机制 ;当照射光子的能量不但高于化学键能而且 数量充足时,吸收紫外激光的能量高于材料的热损伤阈 值,激光与材料作用过程同时存在光热转换以及光化学 作用,此时加工精度不高 。 [1,2] 2 工艺参数的影响
金属层被蒸发时紫外激光必须有足够的功率密度, 达到 105 ~ 108W/mm2,当金属互连层被完全去除之前, 由于金属的热导率较高,金属层下的环氧树脂表层受热 效应,而发生热分解反应。当 Au/Ni 复合层被刻蚀完全 后,紫外激光直接作用在环氧树脂上,激光与环氧树脂的 作用需要转化为冷加工机制。355nm 紫外激光的光子能量 为 3.49eV,环氧树脂中的 C-C 键、C-N 键、C=C 键、 C=O 键、C-H 键的键能分别是 3.45eV、3.17eV、6.34eV、 7.56eV、4.30eV,紫外激光的光子能量可以直接打断树 脂中的 C-C 键、C-N 键,使加工区树脂材料以基团小 颗粒或者气态的方式脱离本体。在激光冷加工过程中, 所有光能均用于光化学反应,热效应可完全忽略,将完 全消除激光直写导体刻蚀的碳化短路效应。
LD泵浦全固态355nm紫外皮秒脉冲激光器
p we s5 W .The t id h r n c r p t 0 3 c nv r in t 3 n a d 1 . o rwa h r a mo iswe e u o 6 . o e so o 5 2 m n 6 6 a h igl u s n r l c u to sls h n 0 5 nd t e sn e p le e e gy fu t ai n wa e st a . 8 i h o e ai n n 3 p r to .
用功率计测得单路输出的锁模激光平均功率为180mw22再生放大器实验结果选择从m5输出的一路锁模光作为种子光经图所示的再生放大器放大得到波长为1064nm1hz单脉冲能量平均值为780可以得到24070717ps23倍频实验结果如图所示将放大后的1064nm脉冲激光通过第一块lbo晶体进行二倍频得到532nm激光输出测得其单脉冲能量平均值为470然后通过第二块lbo晶体进行和频得到三倍频355nm外激光输出测得其输出能量平均值为1296计算得出从1064nm532nm激光转换效率为603355nm激光转换效率为166
t 5 n o 3 5 m
Ke r s u t a i lt ls r y wo d : l v o e a e ;LD p m p d;p c — e o d h r a m o i g n r to TH G) L r u e io s c n ;t id h r n c e e a i n( ; BO
Ab ta t A ae id L sr c : ls rdo e( D)e dp mp dNd: n- u e YVO4al oi-tt l a il io eo d PS us l s l saeut voe pc sc n ( )p le - d r t
各功率激光的特点
各功率激光的特点功率激光是一种产生高能量和高功率输出的激光器。
它们通常用于工业、医学、国防等领域,具有许多独特的特点。
下面将详细介绍一些常见功率激光的特点。
1.CO2激光器CO2激光器使用碳气混合物来产生激光束,通常工作在10.6微米的波长。
CO2激光器具有以下特点:-高功率输出:CO2激光器可以产生高达几千瓦的功率输出,是一种非常强大的激光器。
-高效率:CO2激光器的光电转换效率通常在10-30%之间,能够最大限度地将电能转换为光能。
-较低的光束质量:CO2激光器的光束质量较差,通常具有较大的光斑尺寸和较差的光束射准度。
2.光纤激光器光纤激光器是一种使用光纤作为激光体的激光器,产生的激光束通常工作在1微米以下的波长。
光纤激光器具有以下特点:-高功率输出:光纤激光器具有较高的功率输出,通常为几千瓦。
-高效率:光纤激光器的光电转换效率较高,通常在30-40%之间。
-高光束质量:光纤激光器可以产生具有较小光斑尺寸和出色光束质量的激光束。
-可靠性和耐用性:光纤激光器具有较长的寿命和较高的可靠性,适用于长时间运行和恶劣环境。
3.二极管激光器二极管激光器是一种使用半导体材料作为激活介质的激光器,常见的波长包括808nm、940nm和980nm。
二极管激光器具有以下特点:-小巧轻便:二极管激光器体积小,重量轻,便于安装和携带。
-高效率:二极管激光器的光电转换效率通常在50%以上,具有优秀的能源利用率。
-窄光谱:二极管激光器产生的光束具有相对较窄的光谱线宽,适用于许多精密应用。
-快速调制:由于二极管激光器具有快速的调制特性,它们常用于通信和数据传输领域。
4.固体激光器固体激光器使用固体材料(如Nd:YAG、Nd:YVO4等)作为激活介质,并通过泵浦光源来激活材料产生激光束。
固体激光器具有以下特点:-高功率输出:固体激光器通常可以产生较高功率,从几十瓦到几千瓦不等。
-高光束质量:固体激光器可以产生较小的光斑尺寸和出色的光束质量。
大功率全固态355nm紫外激光器研究

大功率全固态355nm紫外激光器研究一、本文概述随着科学技术的飞速发展,紫外激光器在科研、工业、医疗等领域的应用日益广泛,其中355nm波长的紫外激光器因其独特的物理特性在诸多领域表现出显著的优势。
特别是在高精度材料加工、生物医学研究、光电子器件制造等领域,大功率全固态355nm紫外激光器的需求日益迫切。
因此,开展大功率全固态355nm紫外激光器的研究,不仅具有重要的理论意义,也具有巨大的实际应用价值。
本文旨在深入研究大功率全固态355nm紫外激光器的设计、制造、性能测试等关键技术,并探讨其在实际应用中的可能性和挑战。
我们将首先回顾紫外激光器的发展历程,分析当前国内外在该领域的研究现状,并指出存在的问题和面临的挑战。
然后,我们将详细介绍大功率全固态355nm紫外激光器的设计原理和制造工艺,包括激光介质的选择、谐振腔的设计、泵浦方式的选择、热管理策略等关键技术。
在此基础上,我们将通过实验验证和优化激光器的性能,包括输出功率、光束质量、稳定性等关键指标。
我们将探讨大功率全固态355nm紫外激光器在各个领域的应用前景,以及未来研究方向和可能的技术突破。
本文的研究结果将为大功率全固态355nm紫外激光器的设计、制造和应用提供重要的理论支撑和实践指导,有望推动紫外激光器技术的发展和应用领域的拓展。
二、全固态355nm紫外激光器的基本原理与结构全固态355nm紫外激光器是一种基于固体增益介质和非线性光学晶体的高功率激光源。
其基本原理和结构涉及多个关键组成部分,包括泵浦源、增益介质、非线性光学晶体和谐振腔等。
泵浦源是全固态紫外激光器的能量来源,通常采用高功率的半导体激光器或光纤激光器。
泵浦光通过特定的光学系统被引入增益介质,以激发介质中的粒子跃迁至高能级,为后续的激光产生提供能量。
增益介质是激光器的核心部分,通常采用掺有稀土离子的晶体或玻璃材料。
在泵浦光的激发下,增益介质中的稀土离子发生受激辐射,产生与泵浦光波长不同的激光。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
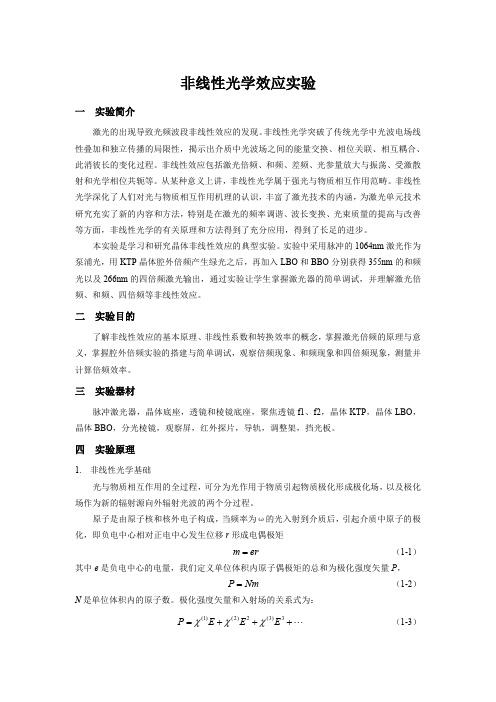
图2 1064 nm激光刻蚀CCL缝宽随功率密度和
扫描速度的变化(频率:2 kHz)
Fig.2
Effects of power density and scanning speed on kerf width of 1064 nm laser etching CCL with
frequency of 2 kHz
迄今为止,国内全固态紫外激光器的发展还处 于实验室研制阶段,没有形成光束模式好、性能稳定 的工业化产品[7 ̄111。受设备条件限制,全固态紫外 激光微加工技术的研究报道较少。阳建华等[12]利用 三倍频紫外激光制作出高质量铜质薄膜器件,凌磊 等[13]对紫外激光刻蚀多层线路板进行了初步研究。 国外该技术虽然已经实用化并且有不少相关文献报 道[14 ̄1引,但对于紫外激光和红外激光微加工特性的 比较研究很少有报道。为此,作者利用355 nm和 1064 nm全固态激光器对CCL和FPC进行了刻蚀工 艺研究,探讨了紫外激光器与红外激光器的加工特性 及性能对比,获得了线路板刻蚀的一些基本规律。
10期
张菲等:355 nm和1064 nm全固态激光器刻蚀印刷线路板
1639
1064 am激光刻蚀缝宽随激光功率密度和扫描速度 的变化规律。可以看出,加工结果具有相似性。随 着功率密度的提高,切缝宽度显著加大。当扫描速 度较低时,由于脉冲重复频率较高使得能量密度较 大,刻蚀深度较大,产生的熔渣使得刻缝宽度有所减 小。此外,通过实验得到,频率越高,能实现完全刻 蚀的极限速度越大,对于1064 nm激光器2 kHz, 5 kHz,10 kHz时的极限速度分别为15 mm/s, 30 mm/s,40 mm/s。 3.1.2重复频率对刻蚀质量的影响
的是,1064 am激光器的输出功率与重复频率是线 形关系,在由2 kHz增加到lO kHz时,虽然平均功率 由7.8 W增加到13.6 W(通过5 mm光阑后测得),但 是单脉冲能量由3.9 mJ降低到1.36 mJ,造成刻蚀 缝宽减小,15 kHz时单脉冲能量降到0.9 mJ,不能 完全刻蚀铜层。此外,当脉冲频率较高(大于 10 kHz),扫描速度较低(小于5 mm/s)时,由于能量 密度过大而造成刻蚀缝边缘质量较差,在相同条件 下将速度提高到30 mm/s时,质量有明显改善。 3.1.3功率密度和单脉冲能量对刻蚀缝宽和深度
万方数据
1638
中
国
具有配线密度高、重量轻、厚度薄的特点。这种电路 板散热性好,既可弯曲、折叠、卷挠,又可在三维空间 随意移动和伸缩,已经广泛应用于电子计算机、通 信、航天及家电等行业。FPC作为芯片载体,其优 点是薄及光滑的表面,无增强材料的介质适合激光 制作微孔,较薄的铜层有利于用减成法来制作精细 线路‘1.2]。
收稿日期:2007-09-25;收到修改稿日期:2008—01-10 基金项目:国家863计划重点项目(SQ2007AA03XKl40983)资助课题。 作者简介:张菲(1983一),男,武汉人,博士研究生,主要从事全固态紫外激光加工设备和加工技术的研究。 E-mail:hustlaserzf@smail.hust.edu.ca 导师简介:曾晓雁(1962一),男,主要从事激光材料加工技术与装备、激光微纳制造技术与装备和激光与物质交互作用方 面的研究。E-mail:xyzeng@mail.hust.edu.cn
中图分类号TN 249
文献标识码 A
doi:10.3788/cJL20083510.1637
Laser Etching and Cutting Printed Circuit Board by 355 am and 1064 am Diode Pumped Solid State Lasers
Zhang Fei Zeng Xiaoyan Li Xiangyou Duan J un
1引 言
印刷线路板(PCB)从单面发展到双面、多层、挠 性以及刚挠结合,并仍保持各自的发展趋势,而且不 断地向高精度、高密度和高可靠性方向发展,不断缩 小体积、降低成本、提高性能。作为PCB制造中的
主要基板材料,覆铜板(CCL)起着导电、绝缘和支撑 三个主要功能,其中玻璃布增强环氧树脂制得的覆 铜板,如FR4和FR5等品种已成为用于电子计算 机、通讯设备、仪器仪表等电子产品中印刷电路板的 主流。挠性线路板,简称软板或柔性线路板(FPC),
25 ns,肝<1.2。红外激光器采用深圳大族激光公
司生产的Nd:YAG固体脉冲激光器,波长为 1064 am,最大功率50 W,重复频率1 Hz~50 kHZ 可调。实验采用激光直写的方法,在样品表面直接 刻蚀8 mm长的凹槽。采用Nikon Epiphot300光学 显微镜观察刻槽的宏观形貌并进行宽度和深度的测 量,采用FEI Quanta200扫描电子显微镜观察微观 形貌。
2实验方法与设备
加工试样选用印制电路板中应用广泛的CCL 和双面FPC,其中CCL厚度为1.6 mm,表面铜层厚 约37肛m,双面FPC上下表面为40/.tm厚的铜箔层, 中间聚酰亚胺(PI)绝缘基板和胶厚共为40 ttm。
万方数据
激
光
355 nm全固态紫外激光器是由美国Photonics Industries公司提供的DS20H一355型三倍频Q开 关Nd:YVO。激光器,20 kHz时最大输出功率8 W, 重复频率1 Hz~100 kHz可调,脉冲宽度为
传统的印制电路工艺技术包括照相制板、图像 转移、蚀刻、钻孔、孔金属化、表面金属涂敷以及有机 材料涂敷等工序,技术工艺复杂、设备精度要求高, 容易产生导线凹陷,且制作周期较长、柔性化程度 差,不适合中小批量生产。本实验室长期研究的微 熔覆制造厚膜电路技术柔性化程度高,但工艺相对 较复杂,一般需要后续热处理[3“】。采用激光直接 刻蚀技术则可以大大简化图像转移、蚀刻、钻孔等工 艺,摆脱传统掩模的束缚,通过将激光束作用于基板 上的铜层表面,直接去除不同厚度的铜层,从而制作 出所需的电路图形[5“]。为了进一步提高加工精度 和质量,需要使用更短波长的激光,例如紫外激光来 进行微细加工。紫外激光因其波长短、材料吸收率 高、加工速度快、热影响区小、可聚焦光斑尺寸小等 特点,微加工时容易获得较高的加工精度和质量,特 别是近十年来迅速发展起来的高功率全固态紫外激 光器,电光转换效率高、重复频率高、性能可靠、体积 小、光束质量好、功率稳定,在电子制造工业精密加 工和微细加工领域中占有重要地位。
3 实验结果
3.1 紫外激光和1064 Ill激光刻蚀CCL 3.1.1激光功率密度和扫描速度对刻蚀质量的影响
图1和图2所示分别为355 nm紫外激光和
暑善萼_声毫a)H
∞∞∞加∞∞∞∞∞m O
0
2
4
6
8Leabharlann 10Scanning speed/(ram/s)
图1紫外激光刻蚀CCL缝宽随功率密度和
扫描速度的变化(频率:20 kHz)
第35卷第10期 2008年10月
中国 激光 CHINESE JoURNAL oF LASERS
文章编号:0258—7025(2008)10-1637-07
V01.35。No.10 October,2008
355 am和1 064 am全固态激光器 刻蚀印刷线路板
张 菲 曾晓雁 李祥友 段 军
(华中科技大学武汉光电国家实验室,湖北武汉430074)
(Wuhan National Laboratory fo,.Optoelectronics, Huazhong University of Science and Technology,Wuhan,Hubei 430074,China)
Abstraet A 355 nm Nd:YV04 laser with output power of 8 W and a 1064 am Ndl YAG laser with output power of 50 W are used for etching the copper clad laminate(CCL)and flexible printed circuit(FPC).The effects of laser
的能量就可以将表面铜层刻蚀完全,并且引起的热作用也较小。相反,红外激光加工最大的优势就是对环氧树脂
和聚酰亚胺基板的破坏较小,从而适合于表面铜层的去除加工。与此同时,355 am紫外激光器由于能快速轻易地
将厚聚合物基板分离,更适合于印刷线路板(PCB)的切割成型加工。
关键词激光技术;激光加工;全固态激光器;激光刻蚀;印刷线路板;紫外激光
图3给出了紫外激光刻蚀缝宽随重复频率的变 化规律。可以看出,随着重复频率的提高,刻蚀缝宽 先呈现一个上升趋势,在20 kHz附近达到峰值,开 始下降,与紫外激光器频率与输出功率的对应曲线 相近。当重复频率由100 Hz~20 kHz逐渐增大时, 激光输出功率逐渐增大,刻蚀过程由不完全刻蚀转 变为完全刻蚀,缝宽明显增大。随着频率的继续提 高,激光器输出功率下降,单脉冲能量迅速降低,使 得缝宽减小得很快。图4所示为1064 nm激光的实 验结果,刻蚀缝宽在2 kHz附近也存在一个峰值。 与紫外激光器在20 kHz时输出功率存在峰值不同
摘要采用输出功率8 W的355 am Nd。YV04紫外激光器和50 W的1064 nm Nd'YAG激光器对覆铜板(CCL)
和柔性线路板(FPC)进行了刻蚀实验,研究了激光功率密度、重复频率、扫描速度和单脉冲能量等加工工艺参数对
刻蚀质量的影响。实验结果表明,由于铜和聚合物材料对紫外激光有更高的吸收率,紫外波段的激光只需要较低
process parameters,such as laser power density,repetition rate,laser scanning speed and single pulse energy,on the etching quality of microstructure are studied in detail.The experimental results demonstrate that the lasers within ultraviolet(UV)range needs less power tO etch the copper 1ayer entirely and causes less therrnal effect,as copper and polymer have higher absorptivity to UV.On the other hand,the infrared laser is suitable for the ablation of copper layer due to its little damage on polymer.The 355 am UV laser is suitable for the cutting process of the pinted circut board(PCB)because it can make the facile separation of thick polymer substrates quickly. Key words laser technique;laser processing;diode pumped solid state laser;laser etching;printed circuit board; uhraviolet laser