立达RSB-D45并条机培训资料
第五节 并条机
(二)国内外并条机生产厂商及产品
• • • • • • • • • • • • • 德国特吕茨勒:HSR-1000; 瑞士立达:RSB-D30; 日本丰田:DX7A 马佐里(东台):UNIMAXR、 DUOMAXR、DUOMAX 宝成纺机:FA382、FA311、FA320FA322; 上海纺机总厂:CB100 河北太行:FA398; 沈阳宏大:FA327、FA326、FA319; 湖北天门:FA381、FA317; 杭州东夏:DV2-AL 石家庄飞机:FA312 宝鸡:FA311; 江苏海安、青岛即墨等
③集合器
• 作用:收拢须条,增加须条的凝聚力,减 少飞花,减少绕皮辊,减少纱疵; • 开口宽度与条子定量相适应,安装位置正 确,不妨碍纤维运动。
④ 压力棒
• 不回转金属棒,截面形状多种,装在主牵伸 区内,形成曲线通道,形成附加摩擦力界。 • 压力棒的前、后、高、低位置应根据纤维长 度和工艺要求调节。
(2)工作原理 开环短片段自调匀整
驱动:主电机1---传动第一罗拉4和输出压辊9,并传动DGB差动 齿轮箱的恒速输入。前罗拉4和输出压辊9恒速旋转,条子的输出速 度为恒定值。 差速齿轮箱输出传动---中罗拉5及其后各罗拉,为变速旋转。
检测:凹凸罗拉检测喂入棉条,控制系统定时采样。棉条厚度变化
使凸罗拉产生位移,带动位移传感器11,产生与棉条厚度成比例变 化的电压信号,传入USG控制单元与标准棉条厚度对应的电压值比较, 并把比较所得的结果(修正值)暂时存放起来。
2)多皮辊曲线牵伸 (如:5-over-3)
• • • • 前皮辊起导向作用 二~三为前牵伸区 四~五为后牵伸区 须条在皮辊上的包围弧 使后部摩擦力界前移; • 罗拉根数少,传动简单
前牵伸区 后牵伸区
RSB—D45C型并条机换筒断头缠胶辊的解决办法
RS B — D 4 5 C型 并 条 机 换 简 断 头 缠 胶 辊 的解 决 办 法
我公 司立 达 R S B D 4 5 C型 1 5 并 条机 换 简 后
束 器 处棉 网托 断返 花 造 成 缠胶 辊 . 而棉 网拉 断 则
是 由 于换 筒 棉 条 断 形 成 缃 节 引 起 。将 棉 条 切 断 天 闭后 , 再 换 筒 就 没 有 断 头 缠 胶 辊 现 象 发 生 。 找 到 原 因后 , 对” 棉 条切 断 长度” 设 参 数 进 行 调 整 , 将 切 断 长度 … 2 8 mT i l 调至 2 5 F I ] I ' l l 后, 有 所改善 , 但 还是 有断 头 , 义凋至 2 4 ml T l 、 2 3 mm , 逐 个 试 验
( 11 ): 3O 3| ) _
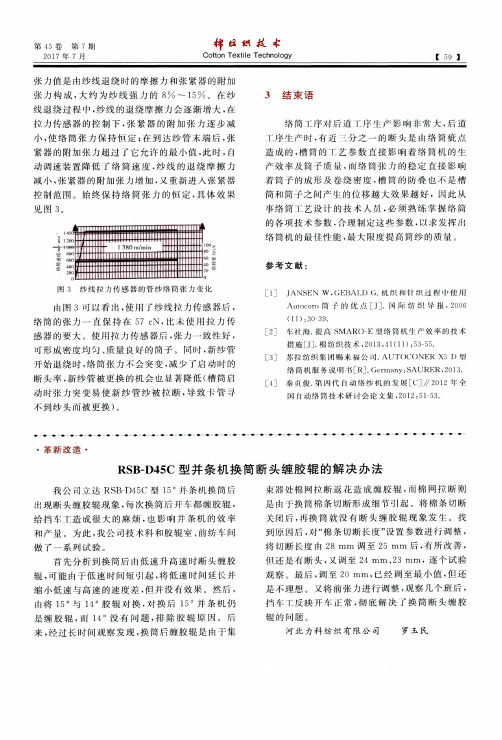
南图 3¨ 丁 以看 。 使 用 了纱 线 拉 力传感 器后 , 络筒 的张力 一 直 保 持 在 5 7 c N, 比未 使 用 拉 力 传 感 器 的要 大 。使用 拉 力传感 器后 , 张 力一 致性 好 ,
I 1 f 形 成密 度均 匀 、 质 量 良好 的 筒 子 。 同 时 , 新 纱 管 开始 退绕 时 . 络简 张 力不会 突 变 . 减 少 了 启 动 时 的
3 结 束 语
络 筒1 一 序对 后 道 _ r : 序生 产 影 响 非 常 大 。 后 道
1 L 序生 产时 . 有 近 ■ 分 之 一 的 断 头 是 络 简 疵 点 造成 的 , 槽 筒 的 f 岂 参 数 直 接 影 响 着 络 简 机 的 生 产效 率及 筒子 质 } l t , . 『 仃 络 筒 张 的 稳 定 直 接 影 响 着筒 子 的成形 及 卷 绕 密度 . 槽 筒 的 防 叠 也 不 是 槽 筒 和 筒 子 之 产 的 位 移 越 大 效 果 越 好 ,冈 此 从 事络 简 T 艺没计 的 技 术人 员 。 必 须 熟 练 掌 握 络 筒 的各 项技 术 参数 . 合理制 定这 些 参数 , 以求 发挥 m 络 筒 机 的最 他 性 能 , 最大 限度 提高 筒纱 的质 量 。
RSB-D45C型并条机故障处理与维护

图1 2cm 机械波波谱图 现 ,但 棉 条 成 形 差 (出 现 褶 皱 );进 一 步 对 变 换 轮 S 和 圈 条 张 力 进 行 调 整 ,圈 条 张 力 大 小 两 个 方 向 调 整 ,成 形无改善;最后,对 前 工 序 的 落 棉 情 况 进 行 调 整,落 棉 质 量 由 18.8g 调 整 至 19.9g,并 调 整 输 出 张 力 ,最 终 使 得 机 械 波 基 本 消 除 ,见 图 2.
0 引 言
并条 机 可 减 少 纱 疵 和 成 纱 质 量 不 匀,提 高 棉 条 均匀混合度,改 善 棉 条 条 干,提 升 产 品 品 质 . [1G2] 近 年来,各种新技术的 引 入 使 并 条 机 具 有 条 干 自 调 匀 整、粗节疵点自动 监 控、牵 伸 全 自 动 调 节、牵 伸 罗 拉 隔距半自动调节等智能化系统 . [3] 河北力科纺织 有
发生; d) 胶 辊 定 时 更 换 以 保 证 其 使 用 性 能 和 熟 条 质
量 ,专 业 清 洗 不 乱 用 液 体 和 涂 料 ,必 要 时 可 用 粉 笔 灰 或 碘 伏 、碘 酊 清 查 ;
e) 自 调 匀 整 系 统 定 期 调 试 ,保 证 其 灵 敏 度 ;
第 45 卷 第 4 2018 年 7 月
【42 】 ������240������
TextileAccessories VoJlu.4l5.2 01N8o.4
网拉断则是由于换 筒 棉 条 切 断 形 成 细 节 所 致;将 棉 条 切 断 装 置 关 闭 后 ,断 头 缠 胶 辊 问 题 得 到 解 决 .
解决 措 施:对 齿 形 带 及 各 传 动 部 位 进 行 细 致 检 查,未发现问题,但 运 转 波 谱 图 上 仍 显 示 有 机 械 波. 对比分析并条机波 谱 图 与 实 验 室 波 谱 图,发 现 二 者 基 本 一 致 .调 整 变 换 轮 W3,并 将 输 出 张 力 牵 伸 倍 数 由 原 来 的 1.02 降 至 1.01,运 转 后 几 乎 无 机 械 波 出
纺纱准备并条机维护套件说明书

纺纱准备并条机维护套件保持高产能和出色的棉条均匀度并条机性能提升Rieter . 并条机维护套件Rieter . 并条机维护套件如果并条机出现老化,需要维修,选择合理的改造策略至关重要。
对于这种情况,立达建议升级SERVOmotor、传感器和纤维接触部件,以优化生产过程、减少停机时间和节省维护成本。
了解本手册中的更多详细信息。
并条机性能提升概述使用专用备件和模块,获得更高的出条速度和出色的棉条均匀度现代驱动单元将机械式牵伸系统升级为电子牵伸系统,这种系统配备了具有软启动功能且高度灵活的伺服电机。
参考第4页。
灵活的部件配置选择原料匹配的部件,实现理想的棉条均匀度。
参考第10页。
精密传感器将模拟传感器更换为具有出色的检测精度的数字传感器。
参考第6页。
免维护牵伸系统上皮辊一对一更换,带润滑密封轴承。
参考第9页。
B12传感器B91传感器B92传感器B2 EVO+ 传感器需要更少清洁干预的圈条器表面具有蜂窝结构或特别适用化纤圈条的圈条器CLEANcoil以及导条管清洁装置CLEANtube 改造。
参考第8页。
Rieter. 并条机维护套件此升级套件采用RSB-D 50使用的新一代牵伸系统,使用了新型一体式SERVOdrive代替了M90伺服电机和齿轮箱。
以前,主电机皮带通过差速齿轮与伺服电机连接。
升级后,喂入与牵伸分离出来,形成新型直接式自调匀整。
这样一来,需要加速的部件和重量减少,系统变得更加机动灵活。
通过采用无齿轮结构,再也无需执行费时费力的齿轮箱维护任务(包括更换机油、齿轮或制动片)。
通过单个状态LED和微调电位器来显示和控制偏移量和转速的G90控制器也将替换为一款新型控制器。
这款新控制器的面板带有七段式LED显示屏和输入配备新型匀整系统的SERVOdrive免维护和动态自调匀整带齿轮箱的伺服电机不带齿轮箱的新SERVOdrive新的G90伺服控制器键,能够以数字方式显示和更改伺服电机的转速和设置。
浅谈立达RSB-D45C并条机的自调匀整及应用体会
浅谈立达RSB-D45C并条机的自调匀整及应用体会作者:刘玉丽来源:《纺织报告》 2017年第1期摘要RSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,采用触摸屏和液晶显示屏,带有自动调匀功能及全面的数据统计功能,自动化程度高。
RSB-D45C并条机针对不同产品需要设置不同的匀整参数,本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和实际操作过程中使用自调匀整功能应该注意的问题。
关键词自调匀整;匀整点;匀整强度;并条机中图分类号:TS103文献标识码:ARSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,它继承了立达公司自1983年推出的首款自调匀整并条机以来的所有优点,加上最新高科技技术手段的应用,使这款并条机的功能达到前所未有的高度,已成为立达公司将机械制造技术和高科技应用技术完美结合的产品。
本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和使用自调匀整功能应该注意的问题。
1 自调匀整原理与作用1.1 自调匀整原理RSB-D45C并条机采用开环系统控制的方式自调匀整,通过检测喂入棉条粗细,设置记忆延迟,到棉条运行至牵伸变速点时,根据棉条粗细量改变牵伸倍数[1],具体程序如下:(1)棉条通过一对凹凸罗拉;(2)凹凸罗拉通过弹簧(80N)挤压棉条;(3)凹凸罗拉中的凸罗拉是可移动的,当棉条重量发生变化时,该罗拉将从中心位置被推开,产生一偏移量;(4)信号转换器B195将偏移量转换为电信号,并输送到中央处理器D295,中央处理器CPU做出反应,将信号输出给G90;(5)伺服驱动器G90将电信号经放大处理后给伺服电机M90;(6)伺服电机M90产生合适转速传至星形齿轮系;(7)星形齿轮系(来自主电机和伺服电机)产生的速度用于驱动中罗拉、后罗拉、检测罗拉和喂入罗拉。
实现主牵伸区牵伸倍数的改变,补偿棉条喂入量的偏差[2];(8)前罗拉保持恒速由主电机驱动,以精确计算产量。
RSB-D45C并条机的使用于维护
RSB-D45C并条机的使用于维护唐明珂(山东省聊城市临清市华兴纺织有限公司)立达RSB-D45C自调匀整并条机采用开环控制式匀整系统,通过凹凸罗拉检测喂入条子的体积变化,计算出伺服电机合适的转速,使条子在牵伸区内获得适宜的牵伸,以调整条子的重量偏差,改善条干CV%。
笔者通过大量的试验证明,自调匀整还可以完全消除精梳条搭接波。
但自调匀整系统对机械部件、驱动部件、电子系统与软件的同步配合有很大的依赖性,需保证设备的完好状态和合理的上机工艺。
1 自调匀整的参数设置在原料、车速、生条重量、并合根数、牵伸倍数发生变化,或隔距调整、更换工艺部件后,都需要对自调匀整的匀整点、匀整强度与低速调整这个参数重新进行设置。
1.1 匀整点匀整点又称匀整作用点,是凹凸罗拉检测到的疵点在主牵伸区被匀整的位置。
匀整点的设置采用“自动搜索匀整点”的方法。
进入菜单20.1中,在‘匀整点’后把‘否’改为‘是’进入20.3菜单,按电脑提示换桶,按启动键开车搜索匀整点。
搜索完成之后,在‘接受新值’后的‘???’输入‘是’然后换桶,匀整点搜索完成。
1.2 匀整强度匀整强度是匀整系统对检测到的疵点的匀整程度。
匀整强度调节采用做n、n+1、n-1三组试验的方法来确定。
分别做n,n+1,n-1各3段10m或6段5m的重量,在菜单20.4中输入各组试验数据,在‘计算’后输入‘是’,将‘接受’后面的‘???’改为‘是’。
如果电脑提示重新试验,需重新按以上步骤测试重量,直到电脑显示‘接受新值’。
1.3 低速调整低速调整是匀整系统检测到疵点因不同速度所产生的匀整补偿。
低速调整的设置方法有系统推荐调整与手动调整两种。
1.3.1 系统推荐调整在正常运行和点动运行状态下分别检查3段10m或6段5m的棉条重量,计算两组棉条的重量差异,如果差异小于±5%则无需调整;如果重量差异大于±5%,进入20.5菜单输入两组条子的重量,然后在‘计算’后输入‘是’,再将‘接受’后的‘???’改为‘是’,重新按以上步骤测试,直到重量差异小于±5%。
纺织机械-并条课件
12
n 对上式列表计算如下: 对上式列表计算如下:
n C/C0 1 1 2 0.71 3 0.56
C=
C0
C 1 = C0 n
4 0.5 5 0.45 6 0.41 7 0.38 8 0.35 10 0.32 12 0.29
可见: (1)并合数越多,并合后须条 不匀率越低。 (2)并合数较小时,增加根数, 不匀率降低显著;并合数较大 时,不匀率降低不显著。 (3)一般取6-8根并合。
3. 并合道数与总并合数 • 涤/棉(精) 棉:开→梳→精 头并→二并 二并→三并 头并 二并 三并 涤:开→梳→预并 • 涤/棉(普梳) 棉:开→梳→预并 头并→二并 二并→三并 涤:开→梳→预并 头并 二并 三并 • 纯棉 – 精梳:开→梳→精→并一 – 普梳:开→梳→头并→二并 • 总并合数=分并1×分并2 如,头并6根,二并8根,总并合数=6×8=48
• 国外
– SH800型和DX7A型,出条速度在400~800m/min, 最高达1000 m/min。
4
• • • • • • • • • • • •
德国特吕茨勒:HSR-1000; 瑞士立达:RSB-D30; 日本丰田:DX7A 马佐里(东台):UNIMAXR、 DUOMAXR、 DUOMAX 宝成纺机:FA382、FA311、FA320FA322; 上海纺机总厂:CB100 CB100 河北太行:FA398; 沈阳宏大:FA327、FA326、FA319; 湖北天门:FA381、FA317; 杭州东夏:DV2-AL 石家庄飞机:FA312 宝鸡:FA311;
17
2. 牵伸类型 (1)张力牵伸(第一类牵伸):速度差小,纤维 间未发生轴向的相对位移,须条发生弹性变形。 防止须条松坠。 (2)位移牵伸(第二类牵伸):速度差大,纤维 间产生相对运动,须条被抽长拉细,属永久变形。
第5章 并条
(4)电源接口:电源接口包括滤波器和直流变换器等。 电源接口:电源接口包括滤波器和直流变换器等。
新型并条机的计算机控制系统配有触模屏人机界面,使用方便, 新型并条机的计算机控制系统配有触模屏人机界面,使用方便, 并配有大容量的记忆功能, 并配有大容量的记忆功能,适于记忆生产数据及各种品种变化的数 据。
第 5 章 并 条
3、成条机构 1) 喇叭口 2) 紧压罗拉 3) 圈条器
圈条盘
南通纺院 机电系纺ቤተ መጻሕፍቲ ባይዱ电教研室 版权所有
5.1.2 并条机工艺过程
第 5 章 并 条
5、辅助机构 (1)自停装置 ①机后条筒中棉条用完或棉条断头时 ②发生绕皮辊或绕罗拉时 ③喇叭头堵塞或断头时 ④定长满筒时 (2)满筒定长装置 (3)自动换筒装置
南通纺院 机电系纺机电教研室 版权所有
实例:立达D1/2A型并条机微机控制系统 实例:立达D1/2A型并条机微机控制系统 D1/2A
输出单元( (3)输出单元(输出单元可分两类) 第 5 章 并 条
执行机构驱动输出:包括主电动机、主电路保护、 ①执行机构驱动输出:包括主电动机、主电路保护、条桶变速电机高低 速传动、空桶电机传动、满桶电机传动、上罗拉加压电磁阀、 速传动、空桶电机传动、满桶电机传动、上罗拉加压电磁阀、旋转 臂开与闭电磁阀、主传动离合器、 臂开与闭电磁阀、主传动离合器、主传动制动器等十多路输出信号 ②信号指示输出:棉条输入系统故障及一般故障的信号灯装于机器上方, 信号指示输出:棉条输入系统故障及一般故障的信号灯装于机器上方, 另有机器模拟控制板上的指示灯直观显示机器状态。 另有机器模拟控制板上的指示灯直观显示机器状态。 输出驱动接口的作用是: 输出驱动接口的作用是:完成计算机接口与输出元件之间的电平转 抗干扰、对每个输出回路状态给出发光二极管(LED)信号指示。 (LED)信号指示 换、抗干扰、对每个输出回路状态给出发光二极管(LED)信号指示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VE = LAP HVD = LAP VV = LAP
➢ LAP: 匀整点
18
(也就是多一根/少一根棉条的试验)
第十一步. 匀整强度
20.1 匀整参数
匀整:
匀整点: 匀整强度: 慢速修正:
自动匀整,只在换原料时:
开
1017mm 99.2% 80%
否
是检验和证明自调匀 整是否好的方法!
19
RSB- D40(401) 匀整强度的自动计算
RSB D45 培训
1
2011
2
内容简介:
• 第一部分: 更换原料的步骤
• 第二部分 自调匀整的校准和测试
• 第三部分 RQM 的校准和测试
3
4
第一步: 向RSB并条机喂入新棉条 第二步: 输入新棉条定量 第三步: 关闭RQM 的A%停车限位 第四步: 关闭自调匀整 第五步: 计算传动比,优化NW1/NW2------开车 第六步: 自动匹配输入棉条的定量 第七步: 检查凹凸罗拉的位置 第八步: 打开自调匀整
30
当下列情况发生时,伺服马达必须被校准—更换伺服马达M90,更换 伺服放大器G90,更换中央处理器D295 校准方法在下图中执行
31
接上图
32
第三部分 RQM 的校准和测试
33
下列情况下需要校准RQM
• 压辊盘改变,压辊盘压力改变,同步带的更换,RQM的测量距离 改变,RQM的目标值改变,处理器D295的更换,棉条重量改变, 改变原料
谢谢!
47
“安全” 主要显示计算值准确度的选择. 有“中” “好”“ 优”
“接受新参数” 输入“是”, 那么当前值就是新的计算后的值. 如
果输入“否”. 当前值不变.
(注: 匀整点计算需要2000米的条子)
17
影响匀整点的因素:
➢ 棉网张力牵伸 VE ➢ 主牵伸的隔距 HVD ➢ 预牵伸倍数 VV ➢ 导条辊的高度 ➢ 纤维特性 ➢ 出条速度
条子重量 OK
否
在0%故障时出条压辊间距: 0.547 mm
24
第十四步. RQM开( 停车限位A% = 开)
21.1 A% 参数
A% 停车限位: 长度: 关闭: 快速关闭:
2.2%
15 m 停 关闭
条子重量 OK
否
在0%故障时出条压辊间距: 0.547 mm
25
第十五步. CV%停车 以百分比为单位的棉条均匀度CV%的停车限位
34
0.15mm和0.6mm量规的使用
35
0.6mm量规使用
36
2.RQM压辊校正过程
37
如果D295面板C4灯亮,则RQM校正存在错误,需要重新校正
38
传感器
39
RQM机械设置
40
附: 圈条速度的调节
-松开螺丝 (8) -松开张紧轮处的螺丝(1),放松皮带 -转动调节盘(6)
顺时针转动调节盘(6) 圈条速度加快 逆时针转动调节盘(6) 圈条速度减慢
20.4 匀整强度
条子重量 n-1: 条子重量 n: 条子重量 n+1: 计算:
匀整强度 以前的: 匀整强度 现在的: 接受:
5.254 ktex 5.263 ktex 5.269 ktex 否
100.2% 100.3% ???
条子重量n-1, n, n+1.需由试验室测得.然
后输入面板中.
“计算” 如果输入“是” 面板就会显示
每60度,代表0.25mm
41
冷启动
42
匀整原理
• 2-信号转换器:将凹凸罗拉的偏移量转换为电压后输送到中央处理器D295中 • 3-中央处理器D295:每时每刻不规则的棉条将到达位于主牵伸区的匀整点,这
个时候处理器D295将生成一个RPM目标值 • 4-伺服放大器G90,伺服电机M90:被放大的信号到M90,让电机正传反转或
7
第二步. 输入新的棉条定量
12.1 设定
满筒容量: 计数器计数: 计数器复位: 计量长度: 条子目标定量:
3000 m 2052 m 否 50 m 5.000 ktex
注意:如果温湿度稳定,就输入 实际的重量!
如果温湿度不稳定,RQM的A%停车限位
21.1 A% 参数
检测罗拉隔距
0%偏差时
4.138 mm
条子目标重量: 条子实际重量:
5.0 ktex 5.0 ktex
最佳的范围是: 4 到 4.8!
13
第八步. 打开自调匀整 (车停状态操作)
20.1 匀整参数
匀整:
匀整点: 匀整强度: 慢速修正:
自动匀整,只在换原料时:
开
1017mm 99.2% 80%
否
14
5
第九步: 检查棉条的重量和修正 第十步: 匀整点 第十一步: 匀整强度 第十二步: 慢速纤维修正系数 第十三步: RQM -- 自动匹配棉条重量 第十四步: RQM -- 打开A%停车限位等 第十五步: CV%停车 第十六步: 波谱图停车 第十七步: 粗节停车
6
更换原料后如何优化自调匀整和RQM 第一步. 喂入新棉条
A% 停车限位: 长度: 关闭:
2.2%
15 m 关闭
条子重量 OK
否
在0%故障时出条压辊间距: 0.547 mm
其它的监控功 能也要关闭!
9
第四步. 自调匀整关闭 (停车状态)
自调匀整必须关闭
20.1 匀整参数
匀整:
匀整点: 匀整强度: 慢速修正:
自动匀整,只在换原料时:
关闭
1017mm 99.2% 80%
触发RQM “棉条重量”. 在输入Yes后有效(在机械运转条件下,生产100米后)输入“自动匹配 棉条” 后, RQM 检测出的A%指示会回零 (绿LED). 由此RQM的+/0.5%范围得以确定.
21.1 A% 参数
A% 停车限位: 长度: 关闭: 快速关闭:
2.2%
15 m 停 关闭
+/-0.5%时,可以“确认”。
20.3 匀整点---搜索
停止搜索功能:
否
匀整点: -- 当前: -- 重新计算: 安全: 接受新参数
936 mm 966 mm 最佳
???
匀整点搜索以菜单20.1中的数值进行自动搜索, 当在“停止搜索功 能”中输入“是” 搜索功能将被停止.
“当前” 显示当前测量的匀整点 “重新计算”显示新测量的匀整点
否
10
第五步.机械和工艺设定—RSB 开车
➢ 根据输入输出(自调匀整关),计算NW1/NW2 ➢ 根据纤维分布图设定主牵伸和预牵伸罗拉隔距 ➢ 根据原料调整张力牵伸(Vzw/Vz/VE/VA)
一般: 棉条应适度张紧,但没有牵伸.
➢
注: 自调匀整始终关闭
直到第8步再打开自调 匀整!
11
第六步.自动匹配棉条重量– 绿LED让机器自动计算输入棉条的定量, 一般只在换原料时采用
21.2 CV和波谱图参数
CV% 停车限位: 关车模式: 关闭: 试验室:
波谱图 停车限位: 关闭:
3.5% 400m 开 2.8%
280% 关
27
第十七步 粗节停车
28
第二部分
29
什么情况下需要校准和检测自调匀整 • 要周期性对自调匀整进行检测校准(即使在不更换任何匀整元件
的情况下),校准周期根据自己产品质量的要求而定,但最长不 要超过一年 • 当下列情况发生时,REG检测罗拉必须被校准—更换REG凹凸罗 拉,REG测量系统的距离发生改变,REG的目标值发生改变,中 央处理器D295更换 • REG检测罗拉的校准方法:用3、4、5、6mm量规依次进行校准 直到在规定的电压范围内
自动匹配棉条重量只有在下列条件下起作用
➢自调匀整关闭“OFF”
➢在设备开车和已经生产了100米以上的条 件下输入“YES”
➢这时要检查20.2中“0%”偏差的凹凸罗拉
间距在范围内2.500….5.600
20.1 匀整参数
匀整:
关闭
匀整点: 匀整强度: 慢速修正:
1017mm 99.2% 80%
• 在用20.1 完成了“自动匹配棉条重量”后, 输入 棉条的A%指示会回零 (绿LED)
开
1017mm 99.2% 80%
否
22
比较快/慢的棉条重量 • 如果慢车的条子重 == > 加大“ 纤维匹配系数” • 如果慢车的条子轻 == > 减小“ 纤维匹配系数” • 重复试验,直到快/慢车的棉条重量差< 0.5% • • 注: 重量差1%对应“纤维匹配系数”的20%
23
第十三步. RQM – 匹配棉条重量
红色字体的内容
现在的匀整强度就会被计算. 如果在“接
受”输入“是”那么新的匀整强度就被
确认.
如果A%在0.5%以内,此匀整强度被接受.
20
计算公式:
21
第十二步. 纤维匹配系数
也就是慢车的匀整强度
推荐的“纤维匹配系数”从50%开始试验
20.1 匀整参数
匀整:
匀整点: 匀整强度: 慢速修正:
自动匀整,只在换原料时:
静止(刹车片Y90),控制差速齿轮箱5,同时差速齿轮箱得到前罗拉的速度, 两个速度合成后到中罗拉和后罗拉 • 中罗拉和后罗拉速度改变后,改变了主牵伸的牵伸倍数,从而达到对棉条的匀 整作用 • 主电机M1恒速,以保证输出速度恒定不变
43
匀整点的计算
44
压力调整
45
精梳条子存在缺陷对并条的影响
46
第九步. 检查棉条重量和修正 如果棉条的重量超过要求的+/-0.5%, 就在“实际棉条重量”处输入实 际值. 输入后一定要用回车键确认.确认后机器自动纠正. 》 改变“凹凸罗拉的间隙”