TTF炉型窑尾预热器系统维修手册
烟风系统锅炉空气预热器检修工艺规程

烟风系统锅炉空气预热器检修工艺规程1 设备概述及参数1.1.1.1 空气预热器概述每台炉配有两台东锅炉厂生产的LAP13494/1900型容克式三分仓空气预热器。
空气预热器是布置于锅炉尾部烟道上以便利用锅炉的排烟余热,将进入锅炉机组的空气,预热到所需要温度的热交换器。
容克式空气预热器主要由转子、蓄热元件、壳体、梁、扇形板、烟风道、密封装置、驱动装置、轴承、润滑系统、吹灰和清洗装置等部分组成。
工作原理是:从烟气中吸收热量,通过连续转动特殊加工的金属薄板传热元件,将热量传递给进来的冷空气,转子转动一圈就完成了一次热交换循环。
如图所示,容克式空气预热器的圆筒形外壳和烟风道均不能转动,内部的圆筒形转子是转动的。
转子是由钢板分隔成许多扇形通道,其内部装满波浪形薄铁板(蓄热板)转子周围的外壳与两端的连接相连,并采用径向和周向密封付将转子充分密封。
外壳板与转子之间由分隔体将转子下部的空间分成三个部分(转子上、下部的空间分隔呈对称),同时,外壳板上有三个连接通道,其中一个与烟道连接,一个与一次风道连接,另一个与二次风道连接。
这样当传动机构驱动转子缓慢地转动时,传热元件将交替地经过烟气通道。
当传热元件通过热的烟气流时吸收热量。
通过空气流时,释放贮藏的热量,加热进来的冷空气。
2013年4号机组脱硝改造期间,空预器进行了相应的改造。
空预器的改造由大唐科技环保有限责任公司总承包,设计及供货单位为东方锅炉厂,主要改造范围为:取消热端300mm的蓄热元件,两层800mm蓄热元件利旧,将冷端蓄热元件更换为搪瓷蓄热元件,高度由300mm增加到950mm (800+800+950),冷端蓄热元件由侧抽式改为垂直抽取式,将原环向隔板向下延伸至冷端元件底部,改造后蓄热元件总高度2550mm。
原全包式仓格为螺栓连接,为减少仓格间的漏风,仓格之间改为焊接。
同时为了降低空预器漏风率,对空预器进行了径向密封改造,增加24道弹簧柔性密封。
1.1.1.2 空气预热器主要性能参数空预器主要性能参数详见表48:表1 空预器主要性能参数项目单位规范型号LAP13494/1900型式逆流三分仓容克再生式热交换器台数台/炉 2烟气侧导热面积m2/炉107964烟气温度进口℃340 出口126空气温度进口一次℃22二次13 出口一次320二次337阻力损失一/二次风侧kPa0.7/1.0烟气侧 1.2水洗水压高温侧Mpa无低温侧无水洗温度℃无水洗水消耗量高温l/min无低温无吹灰蒸汽压力MPa 2.5 漏风系数% 8转速rpm 0.99电动机型式B3 卧容量kW 15 转速rpm 970电流 A 31.4电压V 3802 空预器检修类别及检修周期空预器检修类别及检修周期详见表49:表2 空预器检修类别及检修周期检修类别检修周期检修工期大修5年60天小修1年20天3 空气预热器检修项目3.1.1.1 空预器大修项目4 冲洗转子及罩壳内各部位积灰。
预热器检修安全操作规程范文
预热器检修安全操作规程范文第一章总则第一条为确保预热器设备的安全运行,保障操作人员的生命财产安全,制定本规程。
第二条本规程适用于预热器设备的检修、维护和保养工作。
第三条所有进行预热器设备检修的人员必须严格按照本规程的要求进行操作。
第二章工作准备第四条在进行预热器设备的检修前,需要进行仔细的工作准备。
第五条工作准备包括以下内容:(一)检查是否具备本岗位所需的安全操作证书;(二)核实检修工具的完好情况;(三)查看预热器设备的运行情况和运行参数;(四)确认检修所需的材料和配件是否齐全;(五)了解检修工作的要求和流程。
第三章安全操作第六条在进行预热器设备的检修过程中,必须遵守以下安全操作要求。
(一)佩戴合适的工作服、工作帽和工作手套,穿戴防滑、防静电鞋;(二)检查工作区域的安全设施和消防设备是否齐全,并保持通畅;(三)严禁无相关证书和资质的人员进行检修、操作;(四)切勿擅自更改预热器设备的工艺参数,如有需要,必须经过相关人员的批准;(五)切勿使用损坏或者陈旧的工具进行检修,必要时应及时更换;(六)在进行检修前,应关闭预热器设备的电源,采取必要的安全措施,如设置标识和隔离设备;(七)对于高温区域的检修,需要采取隔热措施,并由专人监护;(八)在操作过程中,保持良好的工作状态,严禁饮酒、吸烟和聚众闲谈;(九)如果发现预热器设备出现异常情况或者有安全隐患,应立即上报相关责任人,停止检修工作;(十)在检修结束后,及时清理现场,归位工具和设备,恢复现场秩序。
第四章紧急应急措施第七条在预热器设备检修过程中,可能会出现一些紧急情况,需要采取应急措施。
第八条各种紧急情况的处理办法如下:(一)火灾:如发生火灾,应立即按下火警按钮,同时采取适当的灭火器材进行灭火,必要时撤离现场并报警。
(二)中毒:如发生中毒事故,应立即停止检修工作,撤离现场,并及时送往医院,提供相应的急救措施。
(三)触电:如发生触电事故,应立即切断电源,并进行相应的急救措施。
预热器运行维修说明书

. .预热器运行维修说明书产品型号:2-29VI(T)-2083 SMRC产品名称:容克式空气预热器编号:770043-4-8642编制:校对:审核:批准:中华人民共和国上海锅炉厂有限公司2003年4目录1.容克式空气预热器概述┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 32.容克式空气预热器轴测图┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 63. 传热元件┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄84.转子轴承┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄105. 传动装置┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄196. 密封┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄247. 油循环系统┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄308. 吹灰器┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄349. 固定式水冲洗管┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄3510.灭火管┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄36 11空气预热器运行┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄36 12空气预热器火灾┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄41 13电机故障引起转子的停转┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄41 14推荐润滑油脂一览表┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄421容克式空气预热器概述1.1 主要构件及其作用容克式空气预热器是热交换器。
它是由上下连接板、刚性环、转子、传热元件、三向密封、外壳、主支座、副支座、传动装置、上下轴承和附件等组成。
下连接板中的冷端中间梁、主支座和副支座,是支撑整个预热器重量的主要构件。
尤其是冷端中间梁,约支承整个预热器90%的重量。
转子是由多个扇形模块组成,它是装载传热元件的重要构件。
传热元件是成千上万张、经过特殊加工的高效率的传热波形薄板,并由框架固定而成。
它是热交换的主要构件。
三向密封,是指径向、轴向和周向密封。
t-LF炉维护检修手册

可编辑80t-LF钢包精炼炉维护检修规程无锡东雄重型电炉有限公司2012年9月可编辑目录1.总则2.日常维护3.联接螺栓的检查4.轴承的维护5.传动链的维护6.电机和减速机的维护7.仪器和仪表的维护8.液压系统的维护9.水冷系统的维护10.气动、吹氩系统的维护11.导电横臂的维护12.水冷炉盖的维护13.喂丝机的维护14.带式输送机的维护15.加料称量的维护16. 中修和小修17. 大修1.总则1.1 本说明书仅适用于80t精炼炉;1.2 设备在运行过程中需要对设备进行规范的维护,才能有效地提高设备寿命,保证设备正常运行;1.3 设备的维护需要专人负责,经常对设备进行巡视,定期对设备进行检查和维护,最长的检查间隔时间不能大于1个月;1.4 在生产过程中设备出现的小故障,应及时解决;1.5 设备每使用6个月应进行一次全面检查,更换已磨损或使用效果不好的机械零件、电器元件,检查管路是否有漏油、气、水等现象,如有问题及时处理;1.6 有产品说明书的设备,应按其维护说明进行设备的维护和检修;1.7 设备的巡视检查可在正常工作进行,但是手工检查或维修必须在设备停机时进行。
2.日常维护炉前,每次冶炼完应及时清扫一次,保证良好操作环境。
钢包滑动水口板及滑动水口气动弹簧,应经常检查,发现封闭不好及变形较大,应及时更换。
滑动水口处及透气砖吹氩口处清洁,将钢包上口处堆积钢渣清理干净,保持钢包与水冷炉盖良好接触。
电极上端面,应采用钢制的、同电极接头丝扣相同螺纹进行密封,确保接头丝扣不损坏,也同时便于更换电极。
更换电极时,必须对电极夹头接触面进行清扫,以保持夹头接触面有良好的导电性。
每班交接班时,必须对钢包车轨面清扫干净,若遇跑钢、漏钢当班应及时处理干净,确保下班正常冶炼工作。
交接班时,必须对水冷炉盖认真检查,如发现有泄漏,必须停炉处理,严禁带病强制冶炼,避免事故发生。
必须特别注意冷却水工作压力、流量,及水冷炉盖的情况,严禁泄漏进行冶炼操作,避免发生重大事故。
大唐鼎旺窑尾框架及预热器系统安装施工方案

新疆大唐鼎旺水泥4000t/d B标段安装工程窑尾塔架及预热器安装施工方案批准:审核:编制:九冶建设有限公司新疆大唐水泥项目部二0一一年六月二十五日目录第一章:工程概况************************************************************************ 4 1概述**************************************************************************** 42系统简介********************************************************************** 53施工特点********************************************************************** 5 第二章:编制依据************************************************************************7 第三章:施工进度计划******************************************************************7 第四章:质量、安全目标***************************************************************7 第五章:施工部署************************************************************************8 1项目组织机构管理*********************************************************82人力资源计划***************************************************************93工机具、设备计划*********************************************************104技术准备********************************************************************105物资准备********************************************************************116劳动力准备*****************************************************************117施工现场准备**************************************************************11 第六章:窑尾塔架钢结构制作工艺及技术要求*********************************11 1概述**************************************************************************112制造主要构件工艺流程*************************************************123对钢材的要求*************************************************************124对焊接材料的要求*******************************************************125对其他连接材料的要求*************************************************136设计变更********************************************************************137制作工艺要求**************************************************************148焊接H型钢制作工艺*****************************************************169钢结构制作执行规范*****************************************************1710钢结构焊接质量检验标准*********************************************17 第七章:吊装方案的确定***************************************************************19 1塔吊组立********************************************************************192塔吊性能表及示意图****************************************************19 第八章:窑尾塔架预分解系统安装************************************************22 1窑尾塔架及预热器施工工艺流程************************************222基础的验收、划线*******************************************************233构件的检查、验收*******************************************************244塔架的焊接要求**********************************************************245柱脚的安装****************************************************************256立柱的安装****************************************************************257圈梁及斜撑的安装******************************************************268主梁的安装***************************************************************269框架吊装、找正注意事项********************************************2710螺栓施工****************************************************************27 第九章:预热器结构特点及工作原理*******************************************281结构特点******************************************************************282工作原理******************************************************************283预热器安装***************************************************************29 第十章:预热器各部件的安装*****************************************************31 1喂料室的安装************************************************************312分解炉及塔架内三次风管安装***************************************313旋风筒的安装************************************************************314风管的安装***************************************************************335下料管的安装************************************************************336点火烟囱的安装*********************************************************347预热器吊装示意图******************************************************34 第十一章:安全及文明施工技术措施********************************************35 第十二章:质量保证措施************************************************************37 第十三章:工期保证措施************************************************************38新疆大唐鼎旺水泥有限公司4000t/d熟料水泥生产线工程窑尾塔架及预热器安装方案第一章.工程概况1、概述:新疆大唐鼎旺水泥有限公司日产4000t水泥熟料生产线(二期)厂区地址在新疆昌吉州奇台县三个庄子乡大唐鼎旺水泥有限公司内,由洛阳中重成套工程设计院有限责任公司设计,窑尾塔架及预分解系统均由九冶建设有限公司负责安装。
锅炉空气预热器检修工艺规程
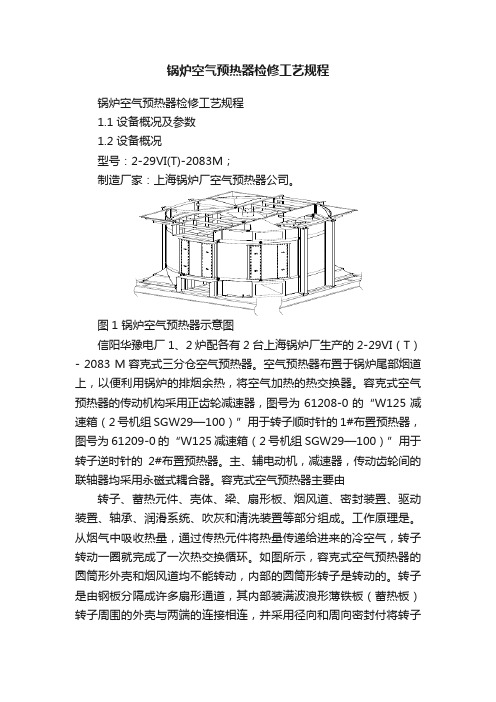
锅炉空气预热器检修工艺规程锅炉空气预热器检修工艺规程1.1 设备概况及参数1.2 设备概况型号:2-29VI(T)-2083M;制造厂家:上海锅炉厂空气预热器公司。
图1 锅炉空气预热器示意图信阳华豫电厂1、2炉配各有2台上海锅炉厂生产的2-29VI(T)- 2083 M容克式三分仓空气预热器。
空气预热器布置于锅炉尾部烟道上,以便利用锅炉的排烟余热,将空气加热的热交换器。
容克式空气预热器的传动机构采用正齿轮减速器,图号为61208-0的“W125减速箱(2号机组SGW29—100)”用于转子顺时针的1#布置预热器,图号为61209-0的“W125减速箱(2号机组SGW29—100)”用于转子逆时针的2#布置预热器。
主、辅电动机,减速器,传动齿轮间的联轴器均采用永磁式耦合器。
容克式空气预热器主要由转子、蓄热元件、壳体、梁、扇形板、烟风道、密封装置、驱动装置、轴承、润滑系统、吹灰和清洗装置等部分组成。
工作原理是。
从烟气中吸收热量,通过传热元件将热量传递给进来的冷空气,转子转动一圈就完成了一次热交换循环。
如图所示,容克式空气预热器的圆筒形外壳和烟风道均不能转动,内部的圆筒形转子是转动的。
转子是由钢板分隔成许多扇形通道,其内部装满波浪形薄铁板(蓄热板)转子周围的外壳与两端的连接相连,并采用径向和周向密封付将转子充分密封。
外壳板与转子之间由分隔体将转子下部的空间分成三个部分(转子上、下部的空间分隔呈对称),同时,外壳板上有三个连接通道,其中一个与烟道连接,一个与一次风道连接,另一个与二次风道连接。
这样当传动机构驱动转子缓慢地转动时,传热元件将交替地经过烟气通道。
当传热元件通过热的烟气流时吸收热量。
通过空气流时,释放贮藏的热量,加热进来的冷空气。
2013年12月进行了脱硝改造。
改造后空预器运行方式不变,空预器元件由原来的三层部置(蓄热元件高度自上而下分别为热段1000mm、中温段775mm、冷段305mm,冷段305mm蓄热元件采用考登钢)改成两层部置(热端1300mm,冷端1000mm搪瓷换热元件)。
预热器检修安全操作规程范本
预热器检修安全操作规程范本第一章总则第一条为保障预热器的正常运行和维护人员的安全,制定本安全操作规程。
第二条本规程适用于所有从事预热器检修工作的人员。
第三条预热器检修工作必须按照国家有关安全规定进行,并且严格遵守工作程序和操作规程。
第四条所有人员应具备相应的资质和技能,熟悉工艺流程和设备,严格遵守操作规程,保证工作安全。
第五条在执行检修工作前,应进行全面安全检查,确保设备无异常情况,确保工作人员和设备的安全。
第六条严禁无资质人员和未接受培训的人员从事检修工作。
第七条工作人员应遵守工作纪律,服从指挥,保持良好的工作态度,切勿麻痹大意。
第八条预热器检修过程中如出现安全隐患,应立即报告上级主管并采取措施加以处理。
第二章安全措施第九条检修工作前,应对相关设备进行完整的准备,包括但不限于:设备的停机、放空、降温、隔离、开关控制等。
第十条检修工作应由具备资质的工作人员进行,严禁擅自在未经许可的情况下进行检修操作。
第十一条在检修过程中,必须戴好个人防护装备,包括但不限于:安全帽、防护眼镜、耐酸碱手套、防滑鞋等。
第十二条在进行火焰切割作业时,应设置防护屏障,并进行周边警示标识,防止其他人员误入作业区域。
第十三条在进行高处检修作业时,必须系好安全带,保持稳定姿势,不得进行超负荷作业。
第十四条在进行电气检修工作时,必须按照标准操作程序进行,严禁带电检修,必要时应切断电源。
第十五条所有工具和设备必须在良好的状态下使用,严禁使用损坏的工具和设备。
第十六条严禁在检修过程中拼凑工具、设备,必要时应调取正规设备进行维修。
第十七条检修过程中如发现设备有异常,应立即停止工作,采取措施予以处理,并及时上报。
第十八条检修工作结束后,工作人员必须及时将设备和工具清理干净,保持工作现场的整洁。
第十九条完成检修工作后,应编制检修报告并上报相关部门,以备查阅。
第三章应急措施第二十条检修过程中如发生火灾、泄漏等意外情况,应立即启动应急预案,采取措施进行处置,并及时报告。
第三代TTF窑尾预热器系统简介

中天仕名科技集团有限公司 CEMTECK Group Ltd.
加强管道系统换热效果的措施 : a. 适当提高管道风速(15~18m/s)
(经计算当管道内风速由15.5 m/s增至18
m/s时,其换热效果增强12.7%) b. 适当加宽撒料板的撒料宽度,增加物 料在管道中的分散度从而提高换热效果; c. 撒料板伸入风管中长度略加长,增强 物料的分散效果; d. 合理布置下料点的高度,在保证物料 不短路的前提下,尽量缩短下料点与旋 风筒顶盖的距离,增加管道换热的有效 长度,延长气固换热时间,从而提高换 热效果。 e. 合理布置物料下料点,充分考虑旋风 筒中气流旋向对物料换热的影响。
C4料
C4料
三次风
煤粉 煤粉
窑气
中天仕名科技集团有限公司 CEMTECK Group Ltd.
对于烟煤采用常规两钵TDF分解炉,当燃料为较难燃烧的无烟 煤或劣质煤时,采用三钵TTF型式的分解炉,综上所述,本项目分解 炉的工艺特点如下: ●三喷腾:TTF炉固气停留时间比大,在相同炉容下,炉流场大大优化,气
中天仕名科技集团有限公司 CEMTECK Group Ltd.
C、锁风阀、点火烟囱等
结构简单、维护方便、锁风效 果良好的锁风阀 密封效果良好、可远程精 确控制的点火烟囱
中天仕名科技集团有限公司 CEMTECK Group Ltd. 代别 第一代 第二代 第三代
分解炉: 容积较小,对煤 质要求较严,主 要型式类似RSP 、NSF。 预热器: 700t/d~1000t/d 采用靴形扁内筒 和阻流型导流板 ,2000t/d采用直 形圆内筒和矩形 进风口的常规结 构。 分解炉: 早期采用对撞进风双喷腾 TDF型分解炉,后期根据 煤质情况,在主炉TDF炉 基础上分别采取下置旋流 预燃室、旁置旋流预燃室 、前置流态化预燃炉和后 置延伸管道等结构型式。 预热器: 早期采用直形圆内筒和二 心蜗壳结构,单体阻力高 和分离效率高。后期采用 直形圆大内筒,270°大 蜗壳、斜切角进气口, d/D适当放大,蜗壳为等 高变角度,优化内筒结构 ,采用耐热钢制的悬挂分 片式圆内筒。 分解炉: 采用双喷腾或三喷腾 TDF型分解炉适应各种 煤质,操作维护简单。 分解炉考虑燃料分级及 三次风分级,降低系统 NOx排放。 预热器: 采用直形圆内筒,270° 二心大蜗壳、斜切角进 气口,内筒和连接风管 风速优化考虑,优化内 筒结构,采用耐热钢制 的悬挂分片式圆内筒。