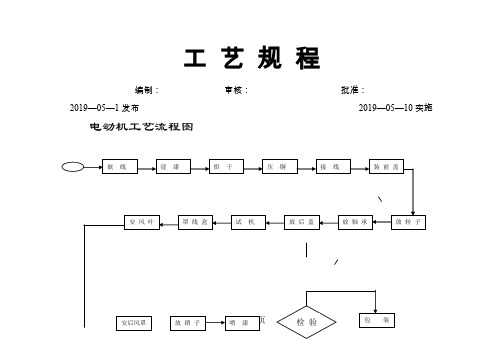
步进电机工艺流程图.
步进电机的工作原理ppt正式完整版
C 3B
A'
A 相通电,A 方向的磁 通经转子形成闭合回路。 若转子和磁场轴线方向 原有一定角度,则在磁 场的作用下,转子
被磁化,吸引转子,由于磁力线总是要通过磁
阻最小的路径闭合,因此会在磁力线扭曲时产
生切向力而形成磁阻转矩,使转子转动,使转、
定子的齿对齐停止转动。
A 相通电使转子1、3齿和 AA' 对齐。
30,即 S = 30。
以上三种工作方式,三相双三拍和三相单双六 拍较三相单三拍稳定,因此较常采用。
步距角 步进电机通过一个电脉冲转子转过的角度,称为步距 角。
S
360 ZrN
如:Zr=40 ,
N:一个周期的运行拍数,即通电
状态循环一周需要改变的次数
Zr:转子齿数
N=3
时
S
360 3 403
1 单拍制
(2)转子的旋转方向取决于三相线圈通电的顺序, 改变通电顺序即可改变转向。
二、三相单双六拍
三相绕组的通电顺序为: AABBBCCCAA 共六拍。
工作过程:
A B' 1 C'
42
C 3B
A'
A相通电,转子1、3齿和A相对齐。
A、B相同时通电
A
B'
C'
C
B
A&、4 齿有磁拉力,该拉力使 转子顺时针方向转动。
步进电机的种类:
通常按励磁方式分为三大类: 1)反应式:转子无绕组,定转子开小齿、步距小。应 用最广。 2)永磁式:转子的极数=每相定子极数,不开小齿, 步距角较大,力矩较大。 3)感应子式(混合式): 开小齿,混合反应式与永磁 式优点:转矩大、动态性能好、步距角小。
【最全】电机基本生产工艺流程图.优质PPT

实施。
好的工艺能够充分的保证产品的质量,提供工作的效率。
❖ 工序的定义:
工序是指一个或一组工人,在一个工作地对一个或同时 对几个工件所连续完成的那一部分工艺过程。
划分工序的依据是工作地是否变化和工作是否连续。 直白的说要完成某个工艺过程要分成几步做,每个步骤 就是一道工序。
电机的基本生产流程(拉伸电机)
电机的种类: 006 , 定子外径-机壳内径=0.
❖ R1=(234.
8W/kg,转子比定子少一片 同种条件下,转子开口槽比闭口槽的效率高,但噪声差
电机
4 2200±300
4 1700±300
M,﹤95,25,=95,20
发电机
电动机
❖ 电动机按电气类主要有以下几种类型:
电动机
交流电动机
直流电动机
R转4子10光漆面,向甲❖上/乙,静/电稀压:1力机/1﹥/1一1. 00般kg,出指轴电端向动下距机地和30c发m跌电落移机位≦。0.
0入4电mm压M时a,x❖,自由扣于电力电:容≧动1接0k于机g,副叠:绕压组系将,数会电:0使. 能副绕转组电化流为滞后机主绕械组能电流的90装°电置角度。,两相绕组产生的磁场合成
剪/剥线 剥头5-7mm
穿套管
扎/剪扎带 留头3-5mm, 拉力﹥60N
压接端子
插入塑件
综合测试
噪音检
贴铭牌/合格证
外观检
包装
绝缘等级:UL1446 A /105, E /120,B /130, F /155, H /180 爬电距离:带电导体沿绝缘面的最短距离 3mmMin 电气间隙:带电导体在空间的最距离 2mmMin 泄露电流:运行的电气部分与绝缘后的金属间的安全电流,越小越严 接地电阻≦0.1欧 扭斜槽:降低谐波,从而降低噪声和振动 气隙越大,输入功率、电流高,转速低。转子电阻大,启动扭矩大,但对运行有影响。同种条件下,转子开口槽比闭口槽的
四相步进电机原理图及程序

四相步进电机原理图本文先介绍该步进电机的工作原理,然后介绍了其驱动器的软、硬件设计。
1. 步进电机的工作原理该步进电机为一四相步进电机,采用单极性直流电源供电。
只要对步进电机的各相绕组按合适的时序通电,就能使步进电机步进转动。
图1是该四相反应式步进电机工作原理示意图。
图1 四相步进电机步进示意图开始时,开关SB接通电源,SA、SC、SD断开,B相磁极和转子0、3号齿对齐,同时,转子的1、4号齿就和C、D相绕组磁极产生错齿,2、5号齿就和D、A相绕组磁极产生错齿。
当开关SC接通电源,SB、SA、SD断开时,由于C相绕组的磁力线和1、4号齿之间磁力线的作用,使转子转动,1、4号齿和C相绕组的磁极对齐。
而0、3号齿和A、B相绕组产生错齿,2、5号齿就和A、D相绕组磁极产生错齿。
依次类推,A、B、C、D四相绕组轮流供电,则转子会沿着A、B、C、D方向转动。
四相步进电机按照通电顺序的不同,可分为单四拍、双四拍、八拍三种工作方式。
单四拍与双四拍的步距角相等,但单四拍的转动力矩小。
八拍工作方式的步距角是单四拍与双四拍的一半,因此,八拍工作方式既可以保持较高的转动力矩又可以提高控制精度。
单四拍、双四拍与八拍工作方式的电源通电时序与波形分别如图2.a、b、c所示:a. 单四拍b. 双四拍 c八拍图2.步进电机工作时序波形图2.基于AT89C2051的步进电机驱动器系统电路原理步进电机驱动器系统电路原理如图3:图3 步进电机驱动器系统电路原理图AT89C2051将控制脉冲从P1口的P1.4~P1.7输出,经74LS14反相后进入9014,经9014放大后控制光电开关,光电隔离后,由功率管TIP122将脉冲信号进行电压和电流放大,驱动步进电机的各相绕组。
使步进电机随着不同的脉冲信号分别作正转、反转、加速、减速和停止等动作。
图中L1为步进电机的一相绕组。
AT89C2051选用频率22MHz的晶振,选用较高晶振的目的是为了在方式2下尽量减小AT89C2051对上位机脉冲信号周期的影响。
电动机生产工艺流程图共6页
每台件数
下料方式
共3页
第3页
工艺卡片
材料
毛坯尺寸
责任车间
第车间
工序
安装
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
1
17
包装
将检验合格的电机用纸箱进行包装,封好封胶带
18
入库
由搬运人员将包装好的电机送入仓库。
更改内容
编制
审核
批准
有限公司
产品型号
另件名称
喷漆
另件号
气泵
5
晾干后自检,要求产品外观应平整光滑,色泽均匀,
无明显划痕、露底和污迹。
6
自检的合格品放在待检区域内,不合格品重新返
工,待检品交检验员检验。
更改内容
编制
审核
批准
编制
审核
批准
产品型号
Y90L-2
产品名称
电动机
另件号
每台件数
下料方式
共3页
第2页
工艺卡片
材料
毛坯尺寸
责任车间
第车间
工序
安装
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
1
10
试机
把三相电接入电机相应的相线,打开电机开关,听声音
看电流、电压
11
罩线盒
用4枚5×14圆头螺丝将线盒固定好
12
安风叶
用一字螺丝刀和郎头把风叶固定在转子上
两相步进电机驱动器工作原理

两相步进电机驱动器工作原理1. 步进电机的工作原理该步进电机为一四相步进电机,采用单极性直流电源供电。
只要对步进电机的各相绕组按合适的时序通电,就能使步进电机步进转动。
图1是该四相反应式步进电机工作原理示意图。
图1 四相步进电机步进示意图开始时,开关SB接通电源,SA、SC、SD断开,B相磁极和转子0、3号齿对齐,同时,转子的1、4号齿就和C、D相绕组磁极产生错齿,2、5号齿就和D、A相绕组磁极产生错齿。
当开关SC接通电源,SB、SA、SD断开时,由于C相绕组的磁力线和1、4号齿之间磁力线的作用,使转子转动,1、4号齿和C相绕组的磁极对齐。
而0、3号齿和A、B相绕组产生错齿,2、5号齿就和A、D相绕组磁极产生错齿。
依次类推,A、B、C、D四相绕组轮流供电,则转子会沿着A、B、C、D方向转动。
四相步进电机按照通电顺序的不同,可分为单四拍、双四拍、八拍三种工作方式。
单四拍与双四拍的步距角相等,但单四拍的转动力矩小。
八拍工作方式的步距角是单四拍与双四拍的一半,因此,八拍工作方式既可以保持较高的转动力矩又可以提高控制精度。
单四拍、双四拍与八拍工作方式的电源通电时序与波形分别如图2.a、b、c所示:图2.步进电机工作时序波形图2.基于AT89C2051的步进电机驱动器系统电路原理图3 步进电机驱动器系统电路原理图A T89C2051将控制脉冲从P1口的P1.4~P1.7输出,经74LS14反相后进入9014,经9014放大后控制光电开关,光电隔离后,由功率管TIP122将脉冲信号进行电压和电流放大,驱动步进电机的各相绕组。
使步进电机随着不同的脉冲信号分别作正转、反转、加速、减速和停止等动作。
图中L1为步进电机的一相绕组。
A T89C2051选用频率22MHz的晶振,选用较高晶振的目的是为了在方式2下尽量减小AT89C2051对上位机脉冲信号周期的影响。
图3中的RL1~RL4为绕组内阻,50Ω电阻是一外接电阻,起限流作用,也是一个改善回路时间常数的元件。
电机基本生产工艺流程图-推荐优秀PPT
好的工艺能够充分的保证产品的质量,提供工作的效率。
❖ 工序的定义:
工序是指一个或一组工人,在一个工作地对一个或同时 对几个工件所连续完成的那一部分工艺过程。
划分工序的依据是工作地是否变化和工作是否连续。 直白的说要完成某个工艺过程要分成几步做,每个步骤 就是一道工序。
电机的基本生产流程(拉伸电机)
好的工艺能够充分的保证产品的质量,提供工作的效率。
直白的说要完成某个工异艺步过程电要机分成几步做,每个步骤空调器
定子厚度
工艺与工序定义
❖ 工艺的定义:
一般说,工艺要求采用合理的手段、较低的成本完成产品制作,同时必须
达到设计规定的性能和质量,其中成本包括施工时间、施工人员数量、工装设备
投入、质量损失等多个方面。
C:\Documents
and Settings\1000070a7n8d\桌Se面t\t1i1n压gs装\1风00叶00.7d0ao7nc8d\桌Se面tt\i副ng本s\S10P0精00益70总78装\桌生面产\能关力于排带拉支
一个好的产品它的生产过程绝不能随心所欲,必须要按照一定的规范标准来
实施。
通常工艺定义如下:劳动者利用生产工具对各种原材料、半成品进行加工和
处理,改变它们的几何形状、外形尺寸、表面状态、内部组织、物理和化学性能
以及相互关系,最后使之成为预期产品的方法及过程。
狭义上讲:工艺就是规范或标准(如本司的工艺流程、作业指导书、排拉图、
工艺通知等)。
C:\Documents
C:\Documents
❖ 转子的基本生产工艺流程
划分工序的依据是工作地是否变化和工作是否连续。
好的工艺能够充分的保证产品的质量,提供工作的效率。
plc步进电机控制方法攻略程序图纸

PLC控制步进电机应用实例基于PLC的步进电机运动控制一、步进电机工作原理1. 步进电机简介步进电机是一种将电脉冲转化为角位移的执行机构。
通俗一点讲:当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(及步进角)。
可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;也可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。
在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,即给电机加一个脉冲信号,电机则转过一个步距角。
这一线性关系的存在,加上步进电机只有周期性的误差而无累积误差等特点。
使得在速度、位置等控制领域用步进电机来控制变的非常的简单2. 步进电机的运转原理及结构电机转子均匀分布着很多小齿,定子齿有三个励磁绕阻,其几何轴线依次分别与转子齿轴线错开。
0、1/3て、2/3て,即A 与齿1相对齐,B与齿2向右错开1/3て,C与齿3向右错开2/3て,A‘与齿5相对齐,(A‘就是A,齿5就是齿1)3. 旋转如A相通电,B,C相不通电时,由于磁场作用,齿1与A对齐,(转子不受任何力,以下均同)。
如B相通电,A,C相不通电时,齿2应与B对齐,此时转子向右移过1/3て,此时齿3与C偏移为1/3て,齿4与A偏移(て-1/3て)=2/3て。
如C相通电,A,B相不通电,齿3应与C对齐,此时转子又向右移过1/3て,此时齿4与A偏移为1/3て对齐。
如A相通电,B,C相不通电,齿4与A对齐,转子又向右移过1/3て这样经过A、B、C、A分别通电状态,齿4(即齿1前一齿)移到A相,电机转子向右转过一个齿距,如果不断地按A,B,C,A……通电,电机就每步(每脉冲)1/3て,向右旋转。
如按A,C,B,A……通电,电机就反转。
由此可见:电机的位置和速度由导电次数(脉冲数)和频率成一一对应关系。
而方向由导电顺序决定。
步进电机的静态指标术语拍数:完成一个磁场周期性变化所需脉冲数或导电状态用n表示,或指电机转过一个齿距角所需脉冲数,以四相电机为例,有四相四拍运行方式即AB-BC-CD-DA-AB,四相八拍运行方式即A-AB-B-BC-C-CD-D-DA-A. 步距角:对应一个脉冲信号,电机转子转过的角位移用θ表示。
步进电机(步进电机的工作原理)课件
THANK YOU
步进电机(步进电机的工作 原理)课件
目 录
• 步进电机简介 • 步进电机的工作原理 • 步进电机的驱动电路 • 步进电机的性能参数 • 步进电机的发展趋势与未来展望 • 案例分析
01
步进电机简介
步进电机的定义
步进电机是一种将电脉冲信号转换成 角位移或线位移的开环控制电机。
步进电机通过不断接收电脉冲信号来 连续转动,从而实现精确的定位和速 度控制。
脉冲信号
驱动器接收脉冲信号后,根据脉 冲信号的频率和相位控制步进电
机的转动速度和方向。
电流控制
驱动器通过控制电流的大小和方 向,实现步进电机的转动。
驱动电路的优化设计
减小体积
优化电路板布局和元件 选择,减小驱动电路的 体积,方便安装和使用
。
提高效率
优化电源设计和元件选 择,提高驱动电路的效
率,减少能源浪费。
速度测试
通过转速计测量步进电机在动态条件 下的转速表现。
响应时间测试
通过计时器测量步进电机从静止到设 定转速以及从设定转速到静止所需的 时间。
效率测试
通过测量步进电机在额定负载下的输 入功率和输出功率,计算其效率表现 。
05
步进电机的发展趋势 与未来展望
步进电机的发展趋势
小型化与集成化
随着技术的进步,步进电机正朝着更小尺寸和更高集成度 的方向发展。这使得步进电机在许多应用中成为更优选择 ,特别是在空间受限的场景中。
用于工件的精确加工和定位。
机器人
用于机器人的关节驱动和定位 。
自动化生产线
用于自动化设备的驱动和控制 。
医疗器械
用于医疗设备的驱动和控制, 如CT机、核磁共振仪等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测摩 擦力 矩
装齿轮Ⅱ/Ⅲ
装齿轮Ⅰ/输出 轴
装盖板
封前检 验
铆封
齿轮吻 合检查
测牵 入力
矩
耐压 测试
线束捆扎 贴铭牌
成品 检验 包装 入库
铆输出轴 摇轴 拉轴检 验
装轴套
噪声 检测
步进电机工艺流程图
骨架中磁板装配
裁线铆端子
装焊针
沾锡
线圈绕制
穿插头
裁套管
缠胶带
压焊针
浸锡
浸锡检 验
浸锡检 验
绑绝缘胶带
穿烘热缩套管
线位测 试
外观检 验
线束捆扎
线路板焊接
铆固定轴
线圈组件焊接
组件检 测/装护
套
通电检 验
装上磁板
铆中心轴 机壳装三角弹片
磁芯除尘
机壳装磁芯加油
齿轮加油
装固定ห้องสมุดไป่ตู้组件
摩擦片加油 装输出轴