数控铣或加工中心上加工螺纹孔方法
螺纹的铣削加工程序编制
螺纹的铣削加工程序编制摘要:传统的螺纹加工方法主要为采用普通车床或数控车床车削螺纹、采用丝锥、板牙手工攻螺纹及套螺纹,但在产品结构和加工精度受限制的情况下,螺纹加工不能采用上述方法时,利用数控系统中圆弧插补指令G02/G03和宏程序来完成数控加工程序的编制并在加工中心上实现铣螺纹加工。
关键词:G02/G03;宏程序;铣螺纹中图分类号:TP271+.2 文献标识码:A 文章编号:1006-4311(2010)11-0116-020 引言螺纹铣削是数控系统发展以来螺纹加工的一种新工艺,。
它与传统螺纹加工方式相比,在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制,一把螺纹铣刀可加工多种不同旋向的内、外螺纹。
1 圆弧插补指令G02/G03 格式G17G02G03XRJG18G02G03XRKG19G02G03YRKG02/G03:顺圆/逆圆。
在圆弧坐标平面内,从未被指定坐标轴(G17平面:Z 轴;G18平面:Y轴;G19平面:X轴)的正方向往负方向观察,顺时针圆弧为G02;而逆时针圆弧为G03。
R:圆弧半径,当圆弧圆心角小于180°时,R为正值;当圆弧圆心角大于等于180°时R为负值;整圆不能用R指令,只能用I、J、K指令。
I、J、K:适用于任意圆弧,分别表示圆弧圆心相对于圆弧起点在X、Y和Z方向的位移量。
2 螺纹铣削的加工程序编写2.1 单个螺距螺纹的铣削编程格式 G17G02X_Y_I_J_Z_F_2.2多个螺距螺纹的铣削编程2.2.1 多个螺距螺纹一般性编程格式(B1、B2、Bn如图2所示)。
G17 G02 I_ J_ ZB1F_;G17 G02 I_ J_ ZB2F_;G17 G02 I_ J_ ZBnF_;2.2.2 多个螺距螺纹参数化编程格式程序中#含义如图3。
3 螺纹铣削加工参数化编程实例3.1加工前准备加工如图3所示内螺纹,毛坯初孔:Φ39;毛坯:100mmX100mmX20mm尼龙块,底孔: Φ40.376;加工设备:HCK714D加工中心;装夹方式:平口钳装夹;所用刀具:I13-单刃螺纹铣刀、回转半径13.5、I11-45°倒角刀、T12 —镗刀。
加工中心铣螺纹宏程序精华

加工中心铣螺纹宏程序精华-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN加工中心通用铣螺纹宏程序编程教程使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
工作原理使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 I3.等于螺距为2.5mm假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高3、采用机夹式刀片刀具,寿命长4、多齿螺纹铣刀加工时,加工速度远超攻丝5、首件通止规检测后,后面的零件加工质量稳定使用方法G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25Z 螺纹加工到底部,Z轴的位置(绝对坐标) Z=#26R快速定位(安全高度)开始切削螺纹的位置 R=#18A螺纹螺距A=#1B螺纹公称直径B=#2C螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数S主轴转速F进给速度,主要用于控制刀具的每齿吃刀量如: G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;在X30y30的位置加工 M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min宏程序代码O1999;G90G94G17G40;G0X#24Y#25;快速定位至螺纹中心的X、Y坐标M3S#19;主轴以设定的速度正转#31=#2*+#3;计算出刀具偏移量#32=#18-#1;刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置G0Z#18;刀具快速定位至R点G1X#33F#9;刀具直线插补至螺旋线的起点,起点位于X的负方向N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)IF[#32LE#26]GOTO30;当前Z向位置大于等于设定Z向底位时,进行跳转#32=#32-#1;Z向的下个螺旋深度目标位置(绝对坐标)GOTO20;N30;IF[#3GT0]THEN #6=#33-#1;外螺纹,退刀时刀具往X负方向退一个螺IF[#3LT0]]THEN #6=#24;内螺纹,退刀时刀具移动到螺纹中心位置G0X#6G90G0Z#18;提刀至安全高度M99;G0X#6;下面有误下面程序为单齿螺纹铣刀宏程序编法:内梯形螺纹(Tr40x7)的宏程序系统:FANUC-oimait编程思想:每一层分中、右、左三分,每一刀的Z轴方向的起刀点都不同1、内梯形螺纹加工程序:G54G99M3S100T0101G0Z3X33#101=; 每一刀的的深度(半径)#102=4 梯形螺纹的深度(半径)#103=1 分层切削的次数N90 G0U[2*#101*#103]G32Z-32F7G0X32Z[3+[#102-#101]*+A]; A是槽底宽-刀尖宽的一半X33U[2*#101*#103]G32Z-32F7G0X32Z[3-[#102-#101]*] 梯形螺纹的牙顶宽:螺距梯形螺纹的牙底宽:螺距-牙顶宽-2倍的(螺纹深度Xtg15°)X33U[2*#101*#103]G32Z-32F7G0X32G0Z3X33#102=##103=#103+1IF[#103LE20]GOTO90;G0Z100M5M30螺纹铣削编程现以M20×右旋内螺纹铣削加工实例说明螺纹加工的编程方法。
加工中心铣螺纹编程【详细版】
随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。
而在数控铣床或加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹加工,改变了螺纹的加工工艺方法,取得了良好的效果。
一、螺旋铣削内孔1.加工范围孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。
而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。
2.加工特点螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z 轴方向移动一个下刀高度。
3.螺纹铣刀的选择选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。
4.说明这种方法在螺旋铣削内孔上很有特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编成一个子程序,通过循环调用该螺旋线子程序,完成整个孔的铣削加工。
该方法加工孔不受铣刀规格等因素影响,所以在数控铣床和加工中心上应用比较理想。
使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
工作原理:使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 Z-2.5 I3. Z-2.5等于螺距为2.5mm ,假设刀具半径为5mm则加工M16的右旋螺纹优势:使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高采用机夹式刀片刀具,寿命长多齿螺纹铣刀加工时,加工速度远超攻丝首件通止规检测后,后面的零件加工质量稳定使用方法:G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY 螺纹孔或外螺纹的中心位置 X=#24 Y=#25Z 螺纹加工到底部,Z轴的位置(绝对坐标) Z=#26 R 快速定位(安全高度)开始切削螺纹的位置 R=#18 A 螺纹螺距 A=#1 B 螺纹公称直径 B=#2C 螺纹铣刀的刀具半径 C=#3 内螺纹为负数外螺纹加工为正数 S 主轴转速F 进给速度,主要用于控制刀具的每齿吃刀量如: G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;在X30y30的位置加工 M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min 宏程序代码 O1999;G90G94G17G40;G0X#24Y#25; 快速定位至螺纹中心的X、Y坐标 M3S#19; 主轴以设定的速度正转 #31=#2*0.5+#3; 计算出刀具偏移量#32=#18-#1; 刀具走螺旋线时,第一次下刀的位置 #33=#24-#31; 计算出刀具移动到螺纹起点的位置 G0Z#18;刀具快速定位至R点G1X#33F#9; 刀具直线插补至螺旋线的起点,起点位于X的负方向N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标) IF[#32LE#26]GOTO30; 当前Z向位置大于等于设定Z向底位时,进行跳转 #32=#32-#1; Z向的下个螺旋深度目标位置(绝对坐标) GOTO20; N30; IF[#3GT0]THEN #6=#33-#1; 外螺纹,退刀时刀具往X负方向退一个螺距量 IF[#3LT0]]THEN #6=#24; 内螺纹,退刀时刀具移动到螺纹中心位置 G0X#6G90G0Z#18; 提刀至安全高度加工M75螺距1.5的内螺纹 %O0001(Tool cutting diameter = 63 mm - Fanuc 11M Controller.) G90 G00 G57 X0 Y0 G43 H10 Z0 M3 S353 G9 1 G00 X0 Y0 Z-10.352 G41 D60 X3.313 Y-34.241 Z0G91 G03 X34.241 Y34.241 Z0.352 R34.241 F5 G91 G03 X0 Y0 Z1.500 I-37.554 J0 F17 G91 G03 X-34.241 Y34.2 41 Z0.352 R34.241 G00 G40 X-3.313 Y-34.241 Z0 G90 G00 Z200.000G49M5 M301 攻丝加工1.1 攻丝加工的方法攻丝加工是利用丝锥进行螺纹加工,其加工过程和传统方法相同,在加工进给和退出时要保证丝锥转一转在进给方向进给一个螺距,属于成型刀具加工,刚性攻丝,其加工过程都是由数控铣床自动控制,生产效率和质量得到了提高,程序编制简单方便。
数控铣床加工中心编程及加工教学教案—攻丝加工

任务三 攻丝加工[教学目标]1.了解数控铣床螺纹加工的加工过程。
2.掌握数控铣床攻螺纹编程基础知识。
[教学重点]攻丝的编程指令及方法[教学难点]攻丝的编程指令及方法[教学过程]新课教学一、攻丝概述用丝锥在工件孔中切削出内螺纹的加工方法称为攻螺纹,也称攻丝。
攻丝加工的螺纹多为三角螺纹,为零件间连接结构,常用的攻丝加工的螺纹有:牙型角为60°的公制螺纹,也称为普通螺纹;牙型角为55°的英制螺纹;用于管道连接的英制管螺纹和圆锥管螺纹。
本项目主要涉及的攻丝加工的是公制内螺纹,熟悉有关螺纹结构尺寸、技术要求的常识,是学习攻丝工艺的重要基础。
普通螺纹的基本尺寸如下:(1)螺纹大径:d =D (螺纹大径的基本尺寸与公称直径相同)(2)中径: d2=D2=d -0.6495P(3)牙型高度:H =O.5413P(4)螺纹小径:d1=D1=d -1.0825P图5-13中M10—7H 的螺纹,为普通右旋内螺纹。
查表5-15得螺距P =1.5,其基本尺寸如下:螺纹大径:D =10;螺纹中径: D2=D -0.6495P =9.02;螺纹小径:D1=D -1.0825P =8.36;中径公差带代号7H )(0.0.2240+; 小径公差带代号7H )(0.3750+;牙型高度:H =O.5413P =0.82;螺纹有效长度:L =20.0;螺纹孔口倒角:C1.5。
二、丝锥的结构及分类1.丝锥的基本结构丝锥是加工内螺纹的一种常用刀具,其基本结构是一个轴向开槽的外螺纹,如图5-14所示。
螺纹部分可分为切削锥部分和校准部分。
切削锥磨出锥角,以便逐渐切去全部余量;校准部分有完整齿形,起修光、校准和导向作用。
工具尾部通过夹头和标准锥柄与机床主轴锥孔联接。
图5-14丝锥基本结构攻丝加工的实质是用丝锥进行成型加工, 丝锥的牙型、螺距、螺旋槽形状、倒角类型、丝锥的材料、切削的材料和刀套等因素,均会影响内螺纹孔的加工质量。
数控机床钻孔、攻丝切削参数
0.5
0.7 0.8 1 1.25
100 100 100 100 100 100
100
1.5 1.75 2
2 2.5 2.5 3 1.5
80
7:
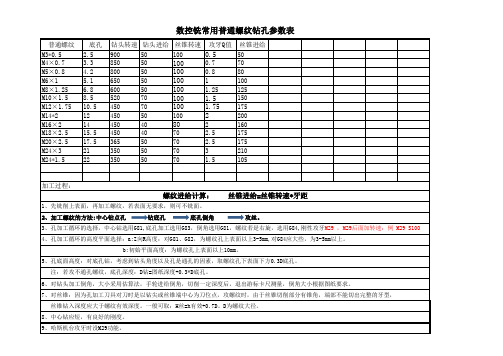
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 2、加工螺纹的方法:中心钻点孔 钻底孔 底孔倒角
丝锥进给=丝锥转速*牙距
,
数控铣常用普通螺纹钻孔参数表
普通螺纹 M3*0.5 M4×0.7 M5×0.8 M6×1 M8×1.25 M10×1.5 M12×1.75 M14*2 M16×2 M18×2.5 M20×2.5 M24×3 M24*1.5 底孔 2.5 3.3 4.2 5.1 6.8 8.5 10.5 12 14 15.5 17.5 21 22 钻头转速 钻头进给 丝锥转速 900 850 800 650 600 520 450 450 450 450 365 350 350 50 50 50 50 50 70 70 50 40 40 50 50 50 100 攻牙Q值 丝锥进给 50 70 80 100 125 150 175 200 160 175 175 210 105
攻丝。
3、孔加工循环的选择,中心钻选用G81,底孔加工选用G83,倒角选用G81,螺纹若是右旋,选用G84,刚性攻牙M29 ,M29后面加转速:例 M29 S100 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为3-5mm以上。 b:初始平面高度:为螺纹孔上表面以上10mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。 注:若攻不通孔螺纹,底孔深度:D钻=图纸深度+0.3*D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,倒角大小根据图纸要求。 7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 9、哈斯机台攻牙时没M29功能。
加工中心铣加工螺纹通用宏程序

工作原理加工中心通用铳螺纹宏程序工作原理:编程原理:G02 Z-2.5 13.Z-2.5等于螺距为2.5mm优势假设刀具半径为5mm则加工M16的右旋螺纹使用了三轴联动数控铳床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铳刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铳削方式加工螺纹,螺纹的质量比传统方式加工质量高3、采用机夹式刀片刀具,寿命长4、多齿螺纹铳刀加工时,加工速度远超攻丝5、首件通止规检测后,后面的零件加工质量稳定使用方法G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY螺纹孔或外螺纹的中心位置X=#24 Y=#25Z螺纹加工到底部,Z轴的位置(绝对坐标)Z=#26R 快速定位(安全高度)开始切削螺纹的位置R=#18A 螺纹螺距A=#1B 螺纹公称直径B=#2C螺纹铳刀的刀具半径C=#3内螺纹为负数外螺纹加工为正数S 主轴转速F 进给速度,主要用于控制刀具的每齿吃刀量如:G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150; 在X30y30 的位置加工M16 螺距2 深10 的右旋螺纹加工时主轴转速为2000 转进给进度为150mm/min 宏程序代码O1999;G90G94G17G40;G0X#24Y#25; 快速定位至螺纹中心的X、Y 坐标M3S#19; 主轴以设定的速度正转#31=#2*0.5+#3; 计算出刀具偏移量#32=#18-#1; 刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置G0Z#18; 刀具快速定位至R 点G1X#33F#9; 刀具直线插补至螺旋线的起点,起点位于X 的负方向N20 G02Z-#32I#31; 以偏移量作为半径,以螺距作为螺旋线Z 向下刀量(绝对坐标)IF[#32LE#26]GOTO30; 当前Z 向位置大于等于设定Z 向底位时,进行跳转#32=#32-#1; Z 向的下个螺旋深度目标位置(绝对坐标)GOTO20;N30;IF[#3GT0]THEN #6=#33-#1; 外螺纹,退刀时刀具往X 负方向退一个螺距量IF[#3LT0]]THEN #6=#24; 内螺纹,退刀时刀具移动到螺纹中心位置G0X#6G90G0Z#18; 提刀至安全高度M99;。
在数控铣床上加工螺纹的方法及编程
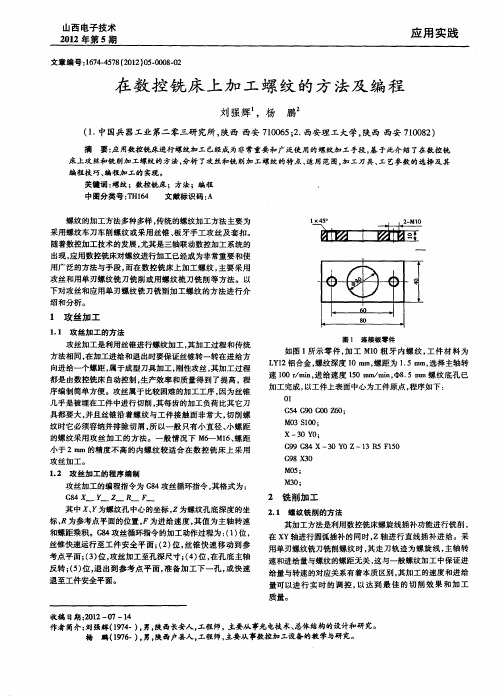
其加工方法是利用数控铣床螺旋线插补功能进行铣削 , 在X Y轴进行 圆弧插补的同时 , z轴进行直 线插补进 给。采 用单刃螺纹铣 刀铣削 螺纹时 , 其走 刀轨迹为 螺旋线 , 主轴 转 速和进给量与螺纹 的螺距无关 , 与一般螺纹加工 中保证进 这
给量与转速的对应关 系有着本质 区别 , 其加工 的速度 和进 给 量可 以进 行 实 时 的调 控 , 达到 最佳 的切 削 效 果 和加 工 以
攻丝加工 。
12 攻 丝加 工 的程 序 编 制 .
G 9 G 4 X —3 — 3 R5 F 5 9 8 — 0 Y0 Z・ 1 1 0 G 8 X3 9 0
M0 5;
M3 0:
攻丝加工的编程指令为 G 4攻丝循环指令 , 8 其格式为 :
G 4置一 y一 z一 R 一 f 8 _ . . . -
用广 泛的方法与手 段 , 数控铣床上 加工螺纹 , 而在 主要采用 攻丝 和用单刃螺纹铣 刀铣 削或用螺纹 梳刀铣 削等方法 。以 下对攻 丝和应用单 刃螺纹铣 刀铣削加 工螺纹的方法 进行介
绍 和分析 。
I
, 、 、,
1
l’
6 = o
8 0
—
一
l 攻 丝加 工
质量 。
收 稿 日期 :0 2— 7—1 21 0 4
作者简介: 刘强辉(94 ) 男, 17. , 陕西长安人, 工程师, 主要从事光电技术、 总体结构的设计和研究。 杨 1(96 ) 男, 1 17. , 陕西户县人 ,  ̄ 工程师 , 主要从事数控加 工设备 的教 学与研 究。
第 5期
2 2 螺纹铣 削的特点 .
刘 强辉 , .- 控铣 床上 加 工螺 纹 的方法及 编程 等 5数
加工中心锥度螺纹的编程加工技巧【秘籍】

螺纹加工通常是车床或数控车床完成的机械加工任务但遇到方形或异形零件的螺纹加工数控车就需要借助花盘进行零件装夹定位或专用工装才能完成加工任务这种方法费用高、效率低工装准备时间长且有些零件可能都无法通过数控车来完成加工任务如: 当遇到曲面异形零件上的螺纹加工就不是花盘能解决的问题了即便是专用工装也是不容易办到的这就需要数控加工中心来完成加工任务。
1、锥度螺纹加工难点螺纹形状大致分为直螺纹和锥度螺纹两种直螺纹在数控加工中心上比较好实现是最常用的加工方法锥度螺纹加工在数控加工中心上比较少用到多数是钳工借助锥度丝攻进行手工攻螺纹加工这种方法加工效率低加工精度和表面粗糙度也较低且加工出的锥度螺纹和零件垂直度差有密封要求的锥度螺纹很难保证精度加工要求并且加工范围受到螺纹直径的影响大遇到很大的锥度螺纹时由于丝攻的问题无法很快进行零件加工丝攻成本高对钳工的技术水平要求也很高效率低因此就需要在数控加工中心上进行锥度螺纹的铣螺纹加工。
2、在数控加工中心上加工锥度螺纹方法在数控加工中心上加工锥度螺纹有三种加工方法: 数控加工中心丝攻锥度螺纹循环加工数控宏程序锥度螺纹加工借助CAM编程软件进行锥度螺纹加工。
(1) 数控加工中心丝攻锥度螺纹加工G84 G98 X_Y_Z_ R5 F300(右旋螺纹循环)主轴在孔底反转返回R 平面后主轴恢复正转G74 G98 XYZ R5 F300(左旋螺纹循环)主轴在孔底正转返回R 平面后主轴恢复反转这种锥度螺纹加工方法采用锥度丝攻利于攻螺纹G代码进行螺纹加工。
一般只适用于小直径的直螺纹和锥度螺纹加工加工质量和表面粗糙度及精度取决于丝攻的精度ꎮ螺纹尺寸和精度不好控制(2) 数控宏程序锥度螺纹加工锥度螺纹加工说明: 右旋内锥度螺纹中心位置(X30Y30) 螺纹大段直径40mm、螺距P=2mm、锥度角12°、螺纹深度Z=-30mm以及单刃螺纹铣刀R=10mm。
螺纹加工宏程序示意如图1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹孔加工
在数控铣或加工中心上加工螺纹孔一般有四种方法:
①使用丝锥和弹性攻丝刀柄,即柔性攻丝方式
使用这种加工方式时, 数控机床的主轴的回转和Z轴的进给一般不能够实现严格地同步,而弹性攻丝刀柄恰好能够弥补这一点,以弹性变形保证两者的一致,如果扭矩过大,就会脱开,以保护丝锥不断裂.编程时,使用固定循环指令G84 (或G74左旋攻丝)代码,同时主轴转速S代码与进给速度F代码的数值关系是匹配的.
丝锥分为通孔丝锥和盲孔丝锥两种,区别是通孔从前端排屑,盲孔从后端排屑.当使用盲孔丝锥时,丝锥排屑槽的长度必须大于螺纹孔的深度.
盲孔丝锥应导向锥的长度
②使用丝锥和弹簧夹头刀柄,即刚性攻丝方式
使用这种加工方式时,要求数控机床的主轴必须配置有编码器,以保证主轴的回转和Z轴的进给严格地同步,即主轴每转一圈, Z轴进给一个螺距.由于机床的硬件保证了主轴和进给轴的同步关系,因此刀柄使用弹簧夹头刀柄即可,但弹性夹套建议使用丝锥专用夹套,以保证扭矩的传递.
编程时,也使用G84 (或G74左旋攻丝)代码和M29(刚性攻丝方式).同时S代码与F代码的数值关系是匹配的.R点位置应距离加工表面一定高度,待主轴到达指令转速后,再开始加工
③使用G33螺纹切削指令
使用这种加工方式时,要求数控机床的主轴必须配置有编码器,同时刀具使用定尺寸的螺纹刀.这种方法使用较少.
④使用螺纹铣刀加工
上述三种方法仅用于定尺寸的螺纹刀,一种规格的刀具只能够加工同等规格的螺纹.而使用螺纹刀铣削螺纹的特点是:可以使用同一把刀具加工直径不同的左旋和右旋螺纹,如果使用单齿螺纹铣刀,还可以加工不同螺距的螺纹孔.编程时使用螺旋插补指令.
图1-5 丝锥和螺纹铣刀的区别
下面程序为使用单齿螺纹铣刀铣削一个M36×1.5-7H螺纹程序,使用宏程序编制循环过程,建议铣削螺纹时按照加工量分几步逐渐减小刀具偏置值,并使用螺纹塞规检测其是否到尺寸. %
程序开头
O1101
N5
G00G90G40G49G80G17
初始化机床状态
N10
M03S1500
刀具按指令转速旋转
N15
G00G90G54X0Y0
确定起始位置
N20
G43H7Z150.
给定刀具长度补偿H7
N25
#1=-16.5
变量#1赋值, #1螺纹加工Z坐标值
N30
#2=-16.125
变量#2赋值, #2=#1+1/4P
N35
Z5.
快速下刀
N40
G01Z#1F40
进给速度下刀到孔底坐标
N45
G41D7X1Y-17
半径补偿D7
N50
GO3X18Y0I-17Z#2
螺纹铣刀切向进刀
N55
WHILE[#2LE0]DO1
判断变量#1,如果#1≤0,就继续重复循环N60
G03Z[#2+1.5]I-18.J0
铣螺纹M36×1.5-7H
N65
#2=#2+1.5
每层抬高1.5mm
N70
END1
循环结束
N75
#2=#2+0.375
N80
GO3X1Y17I-17Z#2
螺纹铣刀切向退刀
N85
G01G40X0
取消半径补偿
N90
M05M9
冷却液关
N95
G00G49Z150.
取消长度补偿
N100
M30
程序结束
%
螺纹铣削180°进退刀方式螺纹铣削90°进退刀方式35
1 x D
1 x D
1 x D
1 x D
1 -
2 x D
1 -
2 x D
4 -
5 x D
3 - 5 x D
3 - 5 x D
N
UFL
10 - 15 x D。