平行度与垂直度测量方法共24页
激光干涉仪平行度测量原理与方法

激光干涉仪平行度测量原理与方法
激光干涉仪是一款功能强大的几何量检测仪器,可以测量线性定位、直线度、垂直度、平行度、角度等多个参数,很多朋友熟悉线性定位测量,但是对于平行度测量却不太清楚,今天就给大家讲解如何进行平行度测量。
▲SJ6000激光干涉仪
1、平行度测量原理
平行度测量由两组直线度测量组成,两次测量都以直线度反射镜的光学轴为参考基准。
需要说明的是,要得到两轴的平行度,要在两个正交平面内沿每个要被比较的轴测量直线度。
因此,平行度或平行线测量实际是四次直线度测量,每次的步骤和方法同测量直线度一样,如下图所示。
得到平行度的计算公式为:
线性平行度=|θ1−θ2 |
其中,θ1为第1运动轴的斜度,θ2为第2运动轴的斜度。
第一步(测第1运动轴)
第二步(测第2运动轴)
▲ 平行度测量的光路原理构建图
2、数据采集和处理
按照上面的分析,平行度测量分成正交平面内的两次直线度测量,在同一个面内的测量分两步:第一步测量其中一轴的直线度,其方法跟直线度测量一样;第二步测量另一轴的直线度。
每次测量后均把以共同反射镜为参考基准所采集的直线度数据保存。
最后根据上述四个直线度测量结果,计算得到两轴之间的平行度或平行线误差。
3、平行度测量用组件
平行度测量用到的激光干涉仪组件:平行度测量配置主要由SJ6000激光干涉仪主机、短直线度镜组(或长直线度镜组)、SJ6000静态测量软件等组件构成。
Z 轴的平行度测量需增添可调转向镜。
4、平行度测量应用
数控机床/坐标测量机X、Y轴上多导轨平行度
▲双直线导轨安装的平行度测量。
平行度和垂直度测量方法_OK
平行度和垂直度测量方法_OK
一、平行度的测量方法:
(一)对工件的凸起物进行测量:
1.使用滑动尺进行测量:将滑动尺的一端紧贴工件的平整表面,沿着
工件的凸起物滑动,通过读数来判断凸起物的平行度。
2.使用感应式测厚仪进行测量:将感应式测厚仪的传感器置于工件表面,并让其沿凸起物滑动,读取传感器的数值即可。
(二)对工件的凹陷物进行测量:
1.使用游标卡尺进行测量:将游标卡尺的测量臂调整成与凹陷物平行,将测量臂的一端放在凹陷物的底部,读取游标卡尺的刻度值即可。
2.使用三点测量法进行测量:在凹陷物的两侧各测量一个点,并记录
其高度差,通过计算两个点之间的高度差来判断凹陷物的平行度。
二、垂直度的测量方法:
(一)使用指示器进行测量:
1.将指示器固定在测量设备上,并将其感应头放在待测工件表面。
2.将工件以不同方向进行旋转,观察指示器示数的变化,通过判断示
数的变化来评估工件的垂直度。
(二)使用测高仪进行测量:
1.将测高仪的探头放在工件表面的一个点上,记录该点的高度值。
2.将探头移到另一个点上,记录其对应的高度值。
3.通过计算两个点的高度差来判断工件的垂直度。
三、其他测量方法:
除了上述常用方法外,还可以使用光学测量仪器和三坐标测量仪等设备来获得更准确的平行度和垂直度数值。
综上所述,平行度和垂直度的测量方法既有简单易行的传统方法,也有精密高效的仪器辅助方法。
在实际应用中,根据具体情况选择合适的测量方法,确保测量结果准确可靠,以保证产品的质量和工艺的稳定性。
螺栓垂直度检测方法和标准

螺栓垂直度检测方法和标准一、检测方法螺栓垂直度检测通常采用以下两种方法:1. 直尺法:使用直尺或平尺测量螺栓的轴线,观察其与基准面的平行度。
具体步骤如下:将螺栓轴线固定在一个水平基准面上。
使用直尺或平尺测量螺栓轴线与基准面之间的距离,观察其是否符合标准要求。
2. 水平仪法:使用水平仪测量螺栓轴线的水平度。
具体步骤如下:将水平仪放置在螺栓轴线上。
观察水平仪读数,检查螺栓轴线是否与基准面平行。
二、检测工具螺栓垂直度检测需要以下工具:1. 直尺或平尺:用于测量螺栓轴线与基准面之间的距离。
2. 水平仪:用于测量螺栓轴线的水平度。
3. 螺丝刀等工具:用于固定螺栓。
三、标准要求不同标准对于螺栓垂直度的要求略有差异,以下是一些常见的标准要求:1. GB/T 9193-1999 标准:螺栓轴线与基准面之间的平行度应不大于0.05mm/100mm。
2. GB/T 196-2008 标准:对于螺纹长度大于或等于3倍直径的螺栓,其轴线与基准面之间的平行度应不大于0.05mm/100mm;对于螺纹长度小于3倍直径的螺栓,其轴线与基准面之间的平行度应不大于0.10mm/100mm。
3. GB/T 898-1:2018 标准:对于直径大于或等于8mm的螺栓,其轴线与基准面之间的垂直度应不大于0.10mm/100mm;对于直径小于8mm的螺栓,其轴线与基准面之间的垂直度应不大于0.15mm/100mm。
四、注意事项在进行螺栓垂直度检测时,应注意以下几点:1. 确保螺栓处于紧固状态,以免影响检测结果。
2. 选择合适的检测方法,根据实际情况选择直尺法或水平仪法。
形位公差检测方法
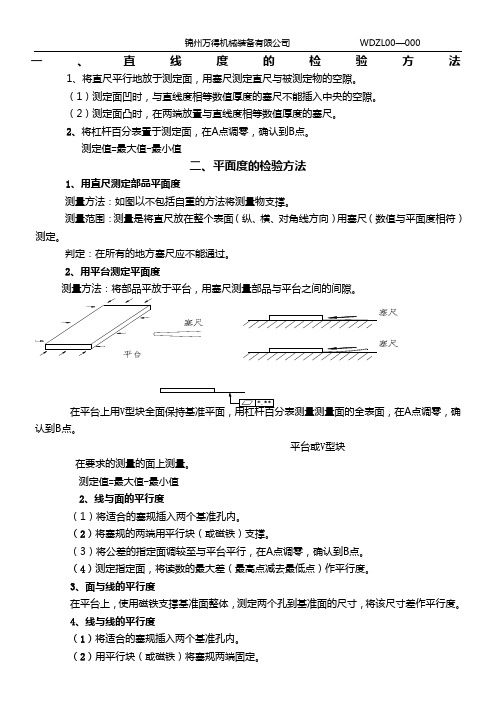
一、直线度的检验方法1、将直尺平行地放于测定面,用塞尺测定直尺与被测定物的空隙。
(1)测定面凹时,与直线度相等数值厚度的塞尺不能插入中央的空隙。
(2)测定面凸时,在两端放置与直线度相等数值厚度的塞尺。
2、将杠杆百分表置于测定面,在A点调零,确认到B点。
测定值=最大值-最小值二、平面度的检验方法1、用直尺测定部品平面度测量方法:如图以不包括自重的方法将测量物支撑。
测量范围:测量是将直尺放在整个表面(纵、横、对角线方向)用塞尺(数值与平面度相符)测定。
判定:在所有的地方塞尺应不能通过。
平台或V型块在要求的测量的面上测量。
测定值=最大值-最小值2、线与面的平行度(1)将适合的塞规插入两个基准孔内。
(2)将塞规的两端用平行块(或磁铁)支撑。
(3)将公差的指定面调较至与平台平行,在A点调零,确认到B点。
(4)测定指定面,将读数的最大差(最高点减去最低点)作平行度。
3、面与线的平行度在平台上,使用磁铁支撑基准面整体,测定两个孔到基准面的尺寸,将该尺寸差作平行度。
4、线与线的平行度(1)将适合的塞规插入两个基准孔内。
(2)用平行块(或磁铁)将塞规两端固定。
(3)依照图在0°的位置求出 B与 C的中心偏移(X),并求出在90°回转位置上的 B与 C的中心偏移(Y)。
(4)将求出值用X2+Y2算,所得值即平行度。
四、垂直度的检验方法1、面与面的垂直度。
(1)将基准面用磁铁与平台平行地支撑。
(2)将百分表从弯曲根部起移动至前端止,将读数的最大差作垂直度。
注:测定是横过l幅所有地方。
2、面与线的垂直度。
(1)在平台上,用磁铁如图支撑测量物;(2)将百分表接触于测量物上,在B点调零,确认到C点。
(3)将百分表接触于测量物上,将其在指示范围内所有地方上下移动。
(4)测定在0°与90°两处进行。
(5)将各读数的最大差用以下公式计算,所得值即垂直度(在0°的读数最大差→X;在90°的读数最大差→Y):垂直度( )= X2+Y23、线与面的垂直度。
平行度和垂直度测量方法

旋转后
0 2.5 +10 -2.5 +10 +12.5 0 -7.5 -5
1.2.2线与面之间的平行度测量
方法:线与面之间的平行度误差测量方法较多,而最常用的方 法是采用模拟基准,用指示器测量。
类型:线对面和面对线两种。
线对面:图示是测量孔的轴线对底面的平行度。实际线用心 轴模拟,平板为测量和模拟基准
单指示器法:被测孔的轴线对底面的平行度误差值f可按孔 长L1和两测量点间距L2的正比关系折算为:
f
L1 L2
M1 M2
采用双指示器法,按下式计算平行度误差。
f
1 2
( M1
M2 ) max
( M1
M2 ) min
面对线: 下图是测量平面相对于轴线的平行度误差装置。被测零件
通过心轴支承在等高支架上,调整高度,使得L1=L2;然 后用指示器在被测平面上按布点进行测量,经过计算和评 定,可求得该平面相对于轴线的平行度误差值。
分别在基准面和被测表面沿长度方向分段测量,将测得的值按 直线度误差的方法求出基准面符合最小条件的理想直线,以 该理想直线作为被测表面的评定基准,求得实际被测表面的 直线度误差即为平行度误差。
c.数据处理方法:
❖ 1)图解法
❖ 根据实际基准平面的误差曲线,按直线度误差最小区域判别 法,求出理想基准直线L。接着在被测实际表面的误差曲线 上,作出平行于理想基准直线L的定向最小包容区域。
旋转量 ip
0 -2.5 -5 -7.5 -10
旋转后
0 +2.5 +10 +2.5 +5
被测实际要素L’ 0 +5 +15 +10 +20
-12.5 -15 -17.5 -20 -2.5 +5 +7.5 +10 +25 +15 +10 +15
第五节_垂直度误差测量
❖ 当两要素互相垂直时,用垂直度公差 来控制被测要素对基准的方向误差。 当给定一个方向上的垂直度要求时, 垂直度公差带是距离为公差值t,且 垂直于基准平面(或直径、轴线)的 两平行平面(或直线)之间的区域。
❖ 当给定任意方向时,平行度公差带是 直径为公差值t,且垂直于基准平面的 圆柱面内的区域。如图所示, ød孔轴线 必须位于直径公差值ø 0.05mm,且平 行于基准平面的圆柱面内。
二、测量方法:
(一)、面与面之间的垂直度测量
1、指示表法:
图5-44是测量面与面垂直度误差的一种常用方法。
❖ 垂直基准: 用直角尺模拟基准平面,并转
化,使垂直度误差的测量变为类似 于平行度误差的测量。 ❖ 测量基准:平板 ❖ 测量:测量前将被测面调整到与平板 基本平行,按所布测点记录读数, 然后通过数据处理得到评定结果。
例.对大型工件的导轨垂直度误差的测量,得到的数据如下 表所示。可以用图解法、计算法或旋转法求得垂直度误差。
A表面测点序号xi
01
2
0 0.5 0
B表面测点序号yi 0 1 2 3 4 5
偏差值xi (um) 0 2.0 1.0 3.0 2.0 3.0
一.垂直度误差基本概念:
1.垂直度误差:属定向误差 被测实际要素相对于基准要素垂直的理想要素的变动量。 ❖ 2.特征: 被测要素的理想要素的方位应与基准垂直 ❖ 3.误差值: 是与基准保持垂直的定向最小区域的宽度或直径来表示。 ❖ 4.类型: 按线、面两类几何要素的垂直关系,有四种类型,既
面对面 面对线 线对面 线对线
❖ 当两要素在0°~90°之间的 某一角度时,用倾斜度要求 时,倾斜度公差带是距离为 公差值t,且与基准平面(或直 线、轴线)成理论正确角度的 两平行平面(或直线) 之间的区 域。
平行度、垂直度、倾斜度公差

平行度、垂直度、倾斜度公差(GB/T 1184-1996)μm精度等级主参数L、d(D)mm≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~630>630~1000>1000~1600>1600~2500应用4 3 456 8 10 12 15 20 25 30 40 50 应用5 56 8 10 12 15 20 25 30 40 50 60 80 应用6 8 10 12 15 20 25 30 40 50 60 80 100 120 应用7 12 15 20 25 30 40 50 60 80 100 120 150 200 应用8 20 25 30 40 50 60 80 100 120 150 200 250 300 应用9 30 40 50 60 80 100 120 150 200 250 300 400 500 应用10 50 60 80 100 120 150 200 250 300 400 500 600 800 应用11 80 100 120 150 200 250 300 400 500 600 800 1000 1200应用12 120 150 200 250 300 400 500 600 800 1000 1200 1500 2000平行度用于泵体和齿轮及螺杆的端面,普通精度机床的工作面;高精度机械的导槽和导板。
垂直度用于发动机轴和离合器的凸缘,气缸的支承端面,装D、E和C级轴承之箱体的凸肩。
平行度用于中等精度钻模的工作面,7~10级精度齿轮传动箱体孔的中心线;连杆头孔之轴线。
垂直度用于装F、G级轴承之壳体孔的轴线;按h6和g6连接的锥形轴减速器的箱体孔中心线;活塞中销轴。
平行度用于重型机械轴承盖的端面,卷扬机、手动传动装置中的传动轴。
垂直度用于手动卷扬机及传动装置中轴承端面;按f7和d8连接的锥形轴减速机器箱孔中心线。
形位公差测量方法
• 1.倾斜度属于三维测量,目前测量倾斜度最常用的工具就是便携式三坐标测量机
• 位置度:
• •
1.专用检具(人工测量,费时费力) 2.三坐标测量机 2.手动影像测量仪 3.圆度测量仪 4.三坐标测量机
• 同心度:1.游标卡尺
•
•
•
• 百分表测量:将百分表如图放置,
• 当同一个表在0°和360度的位置读数一致时,也就是通常所说的归零,所测数据有效。转动工件,分别在 0°,90°,180°,270°时记录百分表的数据
•
1.圆度测量仪 2.三坐标测量机
• 垂直度:百分表测量:要测量零件的基准面A靠在一个已知垂直度比较好的靠铁上,比如划线
的方箱侧面,然后用百分表打在要测量的平面上,移动百分表,就可以测量出零件的垂直度。或 者把零件压在铣床的工作台面上,把百分表打在要测量的平面上,上下移动铣床,也可以测量出 零件的垂直度 • 1.垂直度测量仪 • 2.三坐标测量机 下页为百分表使用方法
• 1.指示表
•
•
2.专用检具
3.三坐标测量机(主流方式)
同轴度:百分表测量:将表头在非力状态下接触该截面,将准备好的刃口状 V 形块
放置在平板上 ,并调整水平 。将被测零件基准轮廓要素的中截面(两端圆柱的中间位 置)放置在两个等高的刃口状 V 形块上 ,基准轴线由 V 形块模拟。安装好百分表 、表 座 、表架 ,调节百分表 ,使测头与工件被测外表面接触 ,并有1~ 2圈的压缩量 。缓 慢而均匀地转动工件一周 ,并观察百分表指针的波动 ,取最大读数与最小读数的差值 之半,作为该截面的同轴度误差 。转动被测零件 ,按上述方法测量四个不同截面(截 面 A 、B、C、D) ,取各截面测得的最大读数与最小读数差值之半中的最大值(绝对值) 作为该零件的同轴度误差