真空浸漆烘干记录单
真空浸漆操作规程

真空浸漆操作规程
1.操作人员在工作时,必须使用规定发放的劳保用品。
2.非操作人员未经许可,不准进入工作场地。
3.工作场地应通风良好、清洁干燥、道路畅通,绝缘漆应放置干凉通风处。
4.经常检查浸烘罐底部坑地,如有积水应及时排放。
5.操作人员在作业时严格遵守工艺守则,按“绝缘处理记录卡”认真记录,仔细观察控制台各种数据,如有异常,及时停机处理。
6.一号真空泵在工作前必须检查是否有水,油杯油位高度应占油杯高度1/2以上。
真空泵起动前先开水阀,开油杯阀,开一号真空泵进气阀,关进气口排气阀。
真空泵停机前,关一号真空泵进气阀,开一号真空泵排气阀排气,停泵,关油杯阀,10分钟后关水阀(进水总阀、真空泵冷却水阀)。
二号真空泵启动前稍微开二号真空泵排气阀。
7.浸烘罐停机工作一星期时,必须对储漆罐抽真空,抽真空至压力表显示为-0.07Mpa,打开液位指示底阀,对储漆罐内浸渍漆搅拌5分钟。
8.维修人员必须按真空泵使用说明书规定进行定期保养和维护。
9.浸渍漆粘度增加时,一般添加新漆,不允许随便加稀释剂。
10.在冬天停机时,水管应放水防冻。
11.操作人员每月必须对全部仪器、容器、管道及真空泵进行清理,去除油污、漆污、灰尘等。
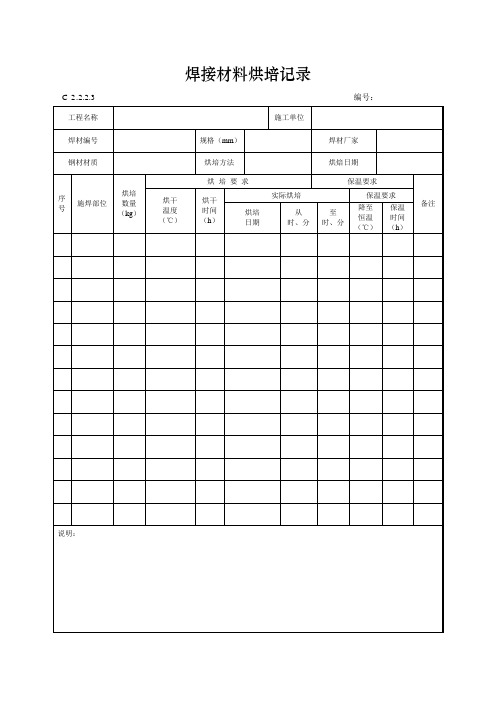
焊接材料烘培记录
6
压力容器类设备水压或风压试验是否合格
□是,□否
7
进口备品备件报关资料是否齐全
□是,□否
8
单据、凭证、名称、规格、型号、数量、质量验收手续是否齐全
□是,□否
需求部门: 物资采购部门: 库房管理员:
产品合格证、装箱单等资料是否齐全
□是,□否
2
备件外形有无损坏、锈蚀、变形及其他异常情况
□是,□否
3
主要几何尺寸、规格、数量是否和图纸资料相符
□是,□否
4
特殊重要的备件是否有产品鉴定书、材质化验单、技术资料,必要时进行物理、化学试验,核实是否与技术要求相符
□是,□否
5
电气设备的绝缘备件耐压试验是否合格
焊接材料烘培记录
C 2.2.2.3编号:
工程名称
施工单位
焊材编号
ቤተ መጻሕፍቲ ባይዱ规格(mm)
焊材厂家
钢材材质
烘培方法
烘焙日期
序
号
施焊部位
烘培
数量(kg)
烘培要求
保温要求
备注
烘干
温度
(℃)
烘干
时间
(h)
实际烘培
保温要求
烘培
日期
从
时、分
至
时、分
降至
恒温
(℃)
保温
时间(h)
说明:
备品备件验收清单
序号
验收内容
是否符合
备注
1
工程技术资料 电机定转子真空浸漆过程确认报告
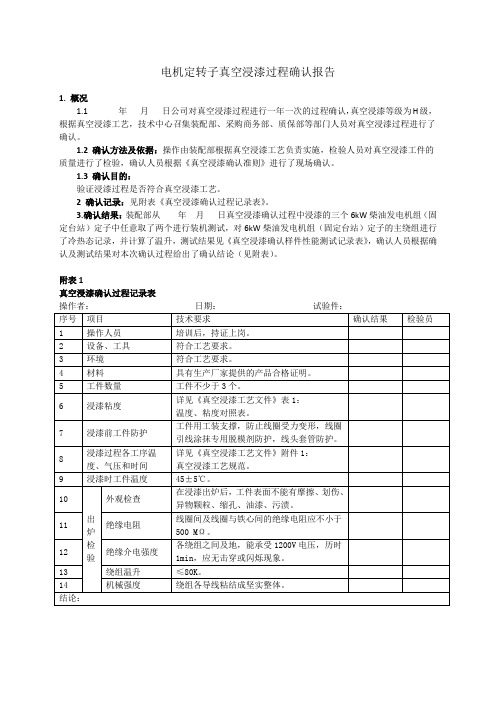
电机定转子真空浸漆过程确认报告
1. 概况
1.1 年月日公司对真空浸漆过程进行一年一次的过程确认,真空浸漆等级为H级,根据真空浸漆工艺,技术中心召集装配部、采购商务部、质保部等部门人员对真空浸漆过程进行了确认。
1.2 确认方法及依据:操作由装配部根据真空浸漆工艺负责实施,检验人员对真空浸漆工件的质量进行了检验,确认人员根据《真空浸漆确认准则》进行了现场确认。
1.3 确认目的:
验证浸漆过程是否符合真空浸漆工艺。
2 确认记录:见附表《真空浸漆确认过程记录表》。
3.确认结果:装配部从年月日真空浸漆确认过程中浸漆的三个6kW柴油发电机组(固定台站)定子中任意取了两个进行装机测试,对6kW柴油发电机组(固定台站)定子的主绕组进行了冷热态记录,并计算了温升,测试结果见《真空浸漆确认样件性能测试记录表》,确认人员根据确认及测试结果对本次确认过程给出了确认结论(见附表)。
附表1
真空浸漆确认过程记录表
附件2
真空浸漆过程确认记录表
附件3
真空浸漆确认样件性能测试记录表试验人员:日期:试验件:。
定子真空浸漆、烘干作业指导书3200-007
定子真空浸漆、烘干作业指导书3200-007本页仅作为文档页封面,使用时可以删除This document is for reference only-rar21year.March浸漆、烘干作业指导书文件编号:编制:审批:山东工泵电机有限公司2011年7月8日浸漆、烘干作业指导书一、适用范围适用与公司干式定子真空浸漆、烘干过程的作业指导。
二、所用主要材料1、ROHS1140-K无溶剂绝缘浸渍胶2、ROHS1140-X无苯稀料3、工业酒精三、适用设备、工具及辅助材料1、AZX-1600真空浸漆烘干设备2、吊车3、定子吊装工位器具4、液压铲车5、漆槽6、4#粘度计7、秒表8、1000V兆欧表9、时钟 10、温度计11、测温仪 12、棉布 13、刮刀 14、吹风机。
四、工艺准备1、先用棉布蘸酒精将定子外表面擦拭干净。
2、按1.4:1的比例将SKC少溶剂快干绝缘浸渍胶甲、乙双组份配制好,再根据测温仪检测绝缘漆的温度,对照“漆温度-粘度对照表”要求,加适量SK2无苯稀料调好浸漆箱内漆粘度,用4#粘度计检测粘度,粘度误差范围±2s。
3、检查有绕组定子铁芯,其绕组端部绝缘不应有损伤和污迹,对引出线损坏、线圈碰伤、露铜、槽楔滑出、绑扎带松开等工件,应予以修整。
4、用吹风机清理干净定子内、外表面。
五、工艺过程2、定子预烘:定子在90-100℃温度下,保温烘干60-70分钟。
3、定子浸漆:(1)用测温仪检测,当定子温度降至35-45℃时,再按《真空浸漆设备操作规程》进行真空浸漆,要求真空度达到-0.09MPa以下后,真空浸漆时间6-10分钟。
(2)浸完漆后把漆抽回,在漆槽上滴干,滴干时间不少于30-40分钟。
4、定子烘干:浸漆后定子在罐内,135-155℃保温烘干4-5小时(具体时间按定子总体积量越大,时间越长原则实施控制)。
5、对于对于机座号H315及以上的电机定子应按上述步骤进行真空浸漆、烘干两边。
真空浸漆或真空压力浸漆
真空浸漆或真空压力浸漆(VPI)工艺规程1 适用范围本工艺适用于B、F、H级交直流电机绕组绝缘和半成品电机绝缘的浸漆。
2 浸漆材料2.1通用7122 无溶剂快干树脂2.2稀释剂:苯乙烯要求:浸漆材料进厂时,需要有产品合格证和使用说明书及检验报告。
3工艺准备3.1 设备检查:检查设备、仪器、仪表等是否正常。
3.2 配漆:单组分包装时可直接加入漆槽;双组分包装时,将甲、乙组份加入漆槽中并搅拌均匀,加入比例为1大桶甲组分(180KG)配1小桶乙组分(12KG)。
3.3 调节粘度:配好的漆应保持粘度在30~80秒(20℃,4#粘度杯),如粘度大于80秒最好加入新漆稀释,或加5~10%稀释剂调节。
3.4 凝胶时间:应该不大于15分钟,一般保持在2~8分钟(140℃),当凝胶时间小于2分钟时,应向技术负责人报告。
2.5 工件检查:检查待浸工件是否经试验合格,绕组及绝缘有无损伤,工件表面是否洁净等。
4 工艺过程4.1普通浸漆4.1.1 预烘:将工件推入干燥炉升温至120℃取出冷却,干燥炉继续升温至150℃保温。
4.1.2 浸漆:待工件冷却至表面温度小于40℃(如无表面温度计以手触摸工件表面不烫手为宜)后即可放入浸漆槽浸漆,工件浸入液面下至少10cm,浸漆时间不少于30分钟,至无气泡冒出。
4.1.3 滴干:将工件取出滴干不少于30分钟,至无漆液滴下。
4.1.4 干燥:工件余漆经清理后(需要时)推入干燥炉中,干燥炉温度设定为150℃,待炉温升至140℃以上后2小时开始每隔1小时测一次热态绝缘电阻,待绝缘电阻稳定在1MΩ上1小时以后方可出炉,根据工件大小,此时间参数一般为150℃3~6小时。
5.2 VPI浸漆工艺5.2.1预烘:将工件推入干燥炉升温至100℃~130℃,保温2~4小时,取出冷却至50℃以下进罐。
注意工件浸入液面下至少10cm。
5.2.2真空去湿5.2.2.1手动扳开(1)号压缩空气阀,在工控机上开(30)号密封圈充气阀,进行工件真空去湿。
真空浸漆设备操作规程

真空浸漆(VDI)设备操作规程1合上电源1.1按照《真空泵使用说明书》检查真空泵是否在正转状态。
1.2检查液压泵是否在正转(顺时针)状态。
2绝缘漆的加注2.1启动真空泵,开4#真空总阀、9#储漆罐真空阀,对储漆罐抽真空;当真空表示数达到-0.08~0.096MPa时,关闭4#真空总阀,停真空泵,打开3#阀门,进入空气后及时关闭。
2.2用带钢丝的软管套在7#储漆罐放空阀的接管上,打开7#阀对储漆罐进行加1040酚醛改性聚酯浸渍漆。
在加漆过程中,注意真空度低于-0.06MPa时,应关闭7#储漆罐放空阀,启动真空泵,开4#真空总阀。
待当真空度至-0.09MPa时,关闭4#真空总阀,停真空泵,打开3#阀门,进入空气后及时关闭。
然后开7#阀,继续加漆至储漆罐玻璃计液位上限的2/3为止。
3稀释剂的加注3.1启动真空泵,开4#真空总阀、19#清洗回收缸真空阀,对清洗回收缸抽真空;当真空表示数达到-0.08~0.096MPa时,关闭4#真空总阀,停真空泵,打开3#阀门,进入空气后及时关闭。
3.2用带钢丝的软管套在14#清洗回收缸放空阀的接管上,打开14#阀对清洗回收缸进行加稀释剂二甲苯。
在加清洗剂过程中,注意真空度低于-0.06MPa时,应关闭14#清洗回收缸放空阀,启动真空泵,开4#真空总阀。
待当真空度至-0.09MPa时,关闭4#真空总阀,停真空泵,打开3#阀门,进入空气后及时关闭。
然后开14#阀,继续加清洗剂至清洗回收缸玻璃管上限的2/3为止。
4操作流程(以A缸为例)4.1抽真空去湿启动液压泵,松开浸漆缸缸盖上的锁紧卡口,开盖;,将工件置于浸漆缸中,合上缸盖,锁紧卡口。
开盖及关盖时一人操作,避免多人操作时误操作开4#真空总阀、A5#浸漆缸真空阀,启动真空泵,对(A)浸漆缸抽真空;当真空表示数达到-0.08~0.096MPa时,延时约1分钟后关闭4#真空总阀,停真空泵;打开3#阀门,进入空气后及时关闭,根据工件大小及线圈线径保持真空约5分钟~30分钟。
真空浸漆烘干记录单
真空浸漆烘干记录单
1、烘干条件:
(1)温度:常温,湿度:80%;
(2)真空度:0.09-0.1MPa;
(3)加热温度:60-90℃;
(4)烘干时间:2小时。
2、烤漆过程及控制:
(1)产品表面清洗:以抽真空及温水洗净表面油污,保证浸漆质量;
(2)真空浸漆:将预处理过的产品放入室温浸漆机、加入烤漆液、
罐内抽真空至相应真空度,进行真空浸漆;
(3)烤漆温度控制:烤漆温度以控温仪示值为准,不得超过90℃;
(4)烤漆时间控制:烤漆时间不得超过2小时,以确保漆膜附着良好;
(5)烤漆后处理:将浸漆后的产品放入水中超声波清洗,以除去残
留烤漆液,然后自然风干,完成整个工序。
3、烤漆后质量检验:
(1)外观质量检验:仔细查看每个浸漆件的表面质量,全部符合质
量要求;
(2)尺寸检验:检查产品的尺寸,确保其吻合度;
(3)抗磨擦检验:对部分产品进行抗磨擦试验,以确保质量。
四、结论
本次真空浸漆烘干工序的进行过程及质量检验符合国家相关标准要求,且整个浸漆工序完成质量良好,无质量问题。
04-4H级绝缘浸漆(116B)烘干作业指导书

H级无溶剂绝缘漆浸漆、固化作业指导书分发号:H级绝缘漆浸漆、烘干作业指导书Q/SC-C-J001-04-041目的为规范、指导浸漆作业,保证浸漆质量,特制定作业指导书2范围适用于116B(改进型)无溶剂绝缘漆浸漆作业指导和操作培训3H级116B(改进型)无溶剂绝缘漆的性能参数3.1名称:116B(改进型)3.2耐热等级:200℃4设备与工具4.1设备热风干燥烘房(有强迫通风装置),浸漆罐。
4.2工具4号杯,秒表,测温枪,浸漆夹具。
5工艺准备5.1检查所用材料、设备、装置、计量仪器和有关器具应符合使用要求。
5.2检查绕组绝缘不应有损伤、污迹,对引出线损伤、线圈碰伤、露铜、绑扎松开等工件应退回上道工序予以修整。
5.3检查烘房运行是否正常,并把料车整理干净。
5.4真空浸漆设备每三天清理过滤网。
以确保漆中无杂质、沉淀物、颗粒。
5.5每周两次用4#粘度计测树脂的粘度,粘度控制在(23±2℃)60-80秒,可用专用稀释剂调节粘度。
不同温度对应的粘度参照温度粘度对照表。
5.6每月取样100mL送交供应商处进行绝缘漆各项指标检测。
5.7本设备输回漆系统为两个单独回路,每个回路都有单独的过滤网。
5.8开启储漆罐搅拌,点击储漆罐真空按钮,逐步抽真空至0.08Mpa(常态大气压),保持真空0.5小时后停止搅拌,然后解除真空。
6工艺过程产品清理(防护)→浸漆前干燥→罐盖操作→抽真空→浸漆→滴漆→固化→后处理→日志保存6.1产品清理a)用风机把待浸品表面的灰吹干净。
b)产品表面的污迹用干净抹布蘸酒精擦干净。
c)夹件安装孔上部与底部粘贴高温遮蔽胶带。
d)安装导电排用耐高温硅脂涂抹均匀、压实,不得出现疙瘩状。
6.2浸漆前干燥a)产品浸漆前的干燥处理按120℃/180min或160℃/120min(无纬粘带)。
b)干燥时应将产品按体积大小来分别摆放。
6.3罐盖操作顺序:开启液压泵打开安全阀→按A(或B)松开按钮,直到松开到位→再按A(或B)开盖,直到开盖到位→插入安全销(使接近开关亮起),防止发生意外→将待浸件吊入浸漆罐内,检查A(或B)浸漆罐的密封圈无杂质、无污物,拔出安全销→按A(或B)合盖,合盖到位后按A(或B)锁紧→锁紧到位后,关闭安全阀,左旋“液压泵”旋钮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
烘漆
开鼓风机:分钟
升温:℃
保温时间:时起至时止
抽真空:Mpa
时间:时起至时止
升温:℃
保温时间:时起至时止
关鼓风机绝缘电阻:MΩ5 Nhomakorabea入炉
型号
数量
型号
数量
型号
数量
型号
数量
操作者:检验员:
浙江巨龙电机有限公司
真空浸漆烘干记录单
开炉日期:年月日本月炉次:炉Q/JL4C-11-02 A/0
序号
工序名称
工艺参数
开炉状况
1
预烘
开鼓风机:分钟
预烘加热:℃
保温时间:时起至时止
2
天气温度:℃
浸漆粘度:S
保温时间:时起至时止
回漆抽真空度:Mpa
3
沥漆
沥漆时间:时起至时止
回余漆抽真空度:Mpa
清洗时间:时起至时止