雕刻机的软件安装步骤
雕刻机软件使用方法

雕刻机软件安装方法:打开TYPE34——TYPE3v 4200——TYPE34——Type3V4200——SETUP.EXE——(选第一个)——运行CRACK2.EXE和CRACK1.EXE要在安装文件夹下面——回上一层把数控雕刻机.MAC 文件覆盖安装文件下面的POSTPRO文件里的文件——再回上一层——运行Sentinel Protection Installer 7.2.1.exe (虚拟打印机端口)——完成运行图标——增加雕刻机——数控雕刻机——输入数据最小:X:-10000 Y:-10000 Z:-10000 ;输入数据最大:X:10000 Y:10000 Z:10000;进入雕刻机软件\TYPE3——选项——可调雕刻页——宽度:1220mm长度:2440mm深度:50mm文件——输入——*.dxf(2d)格式文件(CAD文件输入最低版本)——根据图形外框更改页面大小——对齐图形到页面中心——删除图形四边框——选图——集合——节点——自动连接——(颜色有蓝色顺时钟转,绿色是逆时针转)特性工具——改变方向(从绿色变蓝色)——再拆开——再点ctrl加选所有图形,这里选的顺序是机器运行的顺序——集合——设起始点(上面S小图标,最好都选在右下角)——确定——CAM模块——创建刀具路径——可用刀具路径——双击绘图——保存——选刀具——右键增加刀具——选第二个直刀——设刀直径30——设雕刻深度:3.5mm——刀具路径表——刀具模仿(可查看刀运行时的情况)——机器工作——文件——解锁——执行——*.UOO文件(雕刻机文件)——用记事本打开这个文件可查看里面数据。
机器回原点设置:XY—0,Z—0,设为0拷贝文件方法:菜单——高级加工配置——确定——文件维护——确定——拷贝文件——确定——U盘文件——确定机器数据设置:加速度:15000—20000(每分钟15-20M)落刀倍率:0.5——0.6 ,速度倍率:0.1——1.0(机器运行速度)在运行过程中Y+或Y-调整速度。
type3安装教程--雕刻机

版权归意达科技李东强所有,违者必究!1、打开安装光盘→→进入“Type3V4200”文件→→“SETUP.EXE”后双击。
2、进入如下安装状态。
版权归意达科技李东强所有,违者必究!3、单击.“Next”→如下。
版权归意达科技李东强所有,违者必究!5、单击“Browse”选择安装路径后单击“Next”如下。
版权归意达科技李东强所有,违者必究!7、继续单击“Next”如下。
版权归意达科技李东强所有,违者必究!9、去掉第二个和第四个的选择,然后单击“Next”如下。
版权归意达科技李东强所有,违者必究!注:如出现下列情况,请直接关闭此对话框。
出现以下情况,请您单击“是”。
版权归意达科技李东强所有,违者必究!10、开始复制安装应用软件,继续单击“Next”如下。
11、单击以上界面中的“NO,”然后单击“Finish”。
安装完成以上步骤后,请把安装盘中“EXE”文件夹复制后覆盖(以上第四步所安装的路径处)“EXE”文件夹。
如下:版权归意达科技李东强所有,违者必究!12、覆盖完后,从开始菜单打开“Type3(4.2.0.0)”如下:版权归意达科技李东强所有,违者必究!13、添加CNC机器如下:版权归意达科技李东强所有,违者必究!14、选择“Fanuc 16M/Fanuc OM”点击加入如下:15、点击上步中“确定”如下:版权归意达科技李东强所有,违者必究!16、设置所有参数以上图为准。
后点击“后处理器”如下:17、所有参数以上图为准。
然后进入以下界面后按“F10”:版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!18、设置参数如下图:(注:根据购买机子型号的不同来设置参数,以上参数只针对1212型雕刻机。
)版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!19、设置完以上参数后,继续打开“Type3”如下:版权归意达科技李东强所有,违者必究!20、从更改项打开可雕刻页如下:(注:以上参数只针对1212型雕刻机)《安装完成》版权归意达科技李东强所有,违者必究!谢谢使用啄木鸟雕刻机!。
2024年精雕软件JDPaint的入门基本操作百科全说

用于显示和编辑图形的主要工作区域,支持缩放、平移和旋转等操作。
坐标系
JDPaint采用笛卡尔坐标系,原点位于绘图区域的左下角,X轴正向向右,Y轴正向向前(屏幕外),Z 轴正向向上。用户可以在绘图区域内任意位置创建图形元素,并通过坐标系确定其准确位置。
03
基本图形绘制与编辑
直线、圆弧绘制方法
修剪和延伸
修剪多余部分或延伸 图形至另一对象。
图层管理与属性设置
设置图层的可见性、颜色 、线型等属性。
创建新图层以组织不同类 型的图形元素。
图层管理
01
03 02
图层管理与属性设置
• 通过图层过滤器快速选择和编辑特定图层 上的对象。图层管理与属性设置Fra bibliotek属性设置
修改图形的颜色、线型、线宽等属性。
为图形添加文字注释或尺寸标注。 设置图形的填充样式和透明度等视觉效果 。
02
刀具参数设置
03
切削参数设置
根据刀具类型和雕刻需求,设置 刀具直径、刃长、刃角等参数, 确保刀具适用于雕刻任务。
设置切削深度、切削速度、进给 速度等参数,以优化雕刻效果和 效率。
生成雕刻路径策略分析
路径生成算法
了解不同路径生成算法的原理 和优缺点,如等距环切、螺旋 线填充、行切等,以便选择合
适的算法。
01
直线绘制
02
选择“直线”工具。
03
在绘图区域点击起点和终点,或输入坐标值来精确 绘制。
直线、圆弧绘制方法
圆弧绘制
选择“圆弧”工具。
确定圆弧的起点、终点和半径,或者通过 三点定位来绘制。 可调整圆弧的方向和半径大小。
多边形和曲线绘制技巧
多边形绘制 选择“多边形”工具。 输入多边形的边数。
雕刻机操作手册

雕刻机操作手册1.安装软件:1),文泰安装:直接将光盘中的文泰拷入D:/根目录下即可2),维宏控制系统:将安装文件考入D盘后点击Setup.exe安装软件。
安装完毕后,关掉计算机,然后将维宏数控卡插入电脑主板的PCI插槽,重新启动计算机,寻找维宏卡的驱动程序,然后打开维宏软件,在其中系统参数里边加工参数做相应的调整,★最重要的还是要调整厂商参数(密码:ncstudio)里边的电机参数X=0.00625 Y=0.00625 Z=0.003125 即可正常使用。
2.文泰中做路径:1)2D雕刻:在此路径中可以根据你要雕刻的字或者是图形的大小选择相应的刀具。
在做路径的时候一定要仔细察看是否有哪一环节出错后者是丢掉,一般都用阴刻,1.雕刻深度:这要看你的雕刻材料,是否上漆来确定一般我们刻双色板不上漆的情况下可以是:0.1 上漆的情况下可以是0.3 也可以看情况在雕刻过程当中做适当的调整。
2.雕刻方式:一般是选择水平铣底,有时候针对不同的图形可以选择其他的雕刻方式如可以用勾边。
3.选择刀具:这个可以根据不同的文字或者图形选择最适合的刀具一般情况下铣底双色板用平底尖刀或者是切刀,亚克力还可以用麻花刀,薄一点的可以用尖刀这要看你要雕刻的具体内容而定着这里没法详细的解释4.重叠率:其中第二次雕刻方式下的重叠率没有作用(因为是只勾一次边固没有重叠率一说)一般重叠率在30% 左右5.第二次加工方式的刀具的选择一般要和第一次的相同但是:★在特殊情况下在提高我们的加工效率的情况下可以适当的改变刀具的大小1)在笔划很细的地方做不上路径1.可以在第一个雕刻方式(铣底)刀具不变的情况下可以适当的改小第二次加工方式(勾边)刀具(越接近第一次得越好),这这个时候不要随意的改小刀具不然就和实际的图形差距太大。
2.也可以利用节点编辑对做不上路径的部位做一下调整。
2)如果是像黑体或者是笔划差不多粗细的情况下也可以直接第一次加工方式用勾边,如果第一次勾边勾完后笔划的中间还有一部分没有雕刻,这样可以再用第二次勾边此时就不能用和第一次勾边同一把刀了,应该把刀具相应的改大。
雕刻机type3软件安装设置参数
如何安装type3一.安装type31.把光盘放入光驱中2.打开“我的电脑”,选择光盘并双击,首先安装“虚拟端口”选中直接双击安装就行3.双击“TYPE3V4200”4.双击“SETUP”5.单击“NEXT”6.单击“YES”7.单击“NEXT”8.单击“NEXT”9.单击“NEXT”10.单击“NEXT”11.单击“NEXT”12.单击“NEXT”13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”5.单击右下角的“加入”6.单击第一个“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“O1”(O是大写字母O,1是数字1)HeadpcrSz1=G91 G28HeadpcrSz2=t 把等于号“=”后面的内容HeadpcrSz3=M6 “G91 G28”“ t”“ M6”删除保留等号.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X:-200.000mm 最大:200.000mm改为:-3000.00mm改为:3000.00mm 最小Y:-200.000mm 最大Y:200.000mm改为:-3000.00mm改为:3000.00mm13.单击“确认”14.单击“退出”(此时会自动弹出type3界面)四.更改可雕刻页及选项(根据自己的机型具体设置,宽度与高度设为机器实际加工台面的尺寸,不同机型深度设置一样,下面以 CP1325Y 机型为例)按键盘F10,需更改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1300mm”(L)左留边:0mm(R)右留边:0mm高度改为“2500mm”(B)底留边:0mm(T)顶留边:0mm深度改为“150mm”顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1中0改为“2”,确认。
文泰雕刻机操作详细说明书
外框的形状可通过“绘图工具箱”先画出矩形,然后再通过“节点编辑”进行修改
关于节点编辑,以下详细说明:
节点编辑
一、如何对节点进行编辑。
对于在双色板上刻比较大的字,可以用“2D”,雕刻深度为mm,雕刻方式:水平铣底,重叠率20%-40%,二次加工:勾边。两边的刀具选一致Φ3×30×或刀尖更大的刀。
阳刻的效果
举例说明:现需要在一个圆中刻个“福”,福在圆中凸出来。
先排好
圆与字组合
点“2D”,选阴刻、加刀具补偿、
雕刻方式:水平铣底,重叠率20%
j.平滑:移动控制点,将该控制点相邻的节点光滑
k.对称:移动控制点,将该控制点相邻的节点对称
l.自动减点:自动将很多点组成的曲线用较少的点来描述
m.平直:将所选择的直线段变为水平线或竖直线
n.加圆角:在两条直线段中间加一个圆弧
o.变尖角:把一条Bezier曲线变为两条直线段
p.节点对齐:把选中的节点沿水平或竖直方向对齐
用外轮廓+刀具补偿割出的字,再经过后期抛光,即成为水晶字。
胸牌的制作:
通常用“3D”+孤岛加工(水平铣底、重叠率20%左右),刀具选平底尖刀
Φ3×30×,雕刻深度为mm;外框用“割”:外轮廓+刀具补偿、刀具相同、雕刻深度为双色板的厚度(建议雕刻深度比双色板略浅可增加刀具使用寿命)。
路径生成后效果如图:
i. 快速录入:进入文字块的快速录入/修改状态。
四、状态工具箱
A b c d e f g h I j k l
如何安装及使用文泰雕刻软件
如何安装及使用文泰雕刻软件文泰雕刻软件在啄木鸟雕刻机中的应用一.如何安装文泰雕刻软件:1( 打开光盘,找到文件setup.exe并双击,选择“简体中文”语言进行安装。
2( 单击“下一个”——>>“是”——>>选择安装路径,单击“下一个”——>> “下一个”——>> “下一个”——>> “下一个”,系统自动安装所需文件,文件复制完,单击“结束”,软件安装完成。
一(设置“文件尾”:回到桌面,双击“文泰三维雕刻软件”图标,单击“下次启动不显示”,使其选中,单击OK,输入机器台面大小:(如RS6590,则输入宽:650毫米高:900毫米),选择“纵向”,单击“创建新文件”,进入软件界面。
单击“保存雕刻路径”按钮——>>单击“设置”——>>单击“自定义文件尾”,使其选中——>>单击“设置”,弹出文本框,在其中输入:M17M30%输入完成,单击“确定”——>>单击取消——>>更改设置完成。
二(使用文泰的加工方法:1(双色板标牌(胸牌,科室牌,房号牌等)使用“计算二维路径”,雕刻方工有“水平铣底”,“纵向铣底”,“勾边”,“环形铣底”。
2(三维立体雕刻(有机,PVC,密度板等)使用“计算三维雕刻路径”。
3(各种材料的切割使用“割”(可用于有机玻璃,雪弗板,双色板,ABS板,密度板,铝塑板,防火板等材质的切割加工)。
五(制作实例:1(切割立体字单击屏幕右侧的按钮,输入需要加工的文字,将其选中,在选择字体,再选择“图形”——>>“修改图形大小”,可改变文字的大小。
将文字打散,单击“高级功能”——>>镜象,将字反过来。
(透明有机可省略此步骤)。
排版,注意的是各笔划之间的间隔必须大于切割刀具的直径,否则会出现“连体”的情况选中排好的文字,单击,弹出:参数设置:1( 选择加工的刀具。
雕刻机软件安装教程
雕刻机控制系统维宏(ncstudio)软件安装1.打开ncstudio5.4.49文件夹,双击安装程序Setup.exe 开始安装。
按着提示一直下一步一直到安装结束。
2.关闭计算机,打开电脑盖,把控制卡插入PCI插槽,并用白色数据线把电脑和机器连接起来。
(注意连接数据线是,机器电源一定要关闭,插拔控制卡时,电脑一定要关闭)3.重新打开计算机,等待出现驱动提示窗口点击安装(可根据需要选择安装目录)4.安装完成之后,打开控制软件ncstudio5.4.495.如果双击ncstudio5.4.49 软件图标打开软件时,出现窗口提示‘硬件安装失败’时,请进行一下操作。
(我的电脑—属性—硬件—设备管理器—数控适配器网络和计算机加密解密控制器(看这个地方是不是有黄色感叹号如果有的话就说明缺少驱动需进行一下操作)更新驱动程序---自动安装软件---下一步直到驱动安装成功。
(驱动安装成功之后黄色感叹号会自动消失)6.双击桌面软件图标ncstudio5.4.49,打开软件。
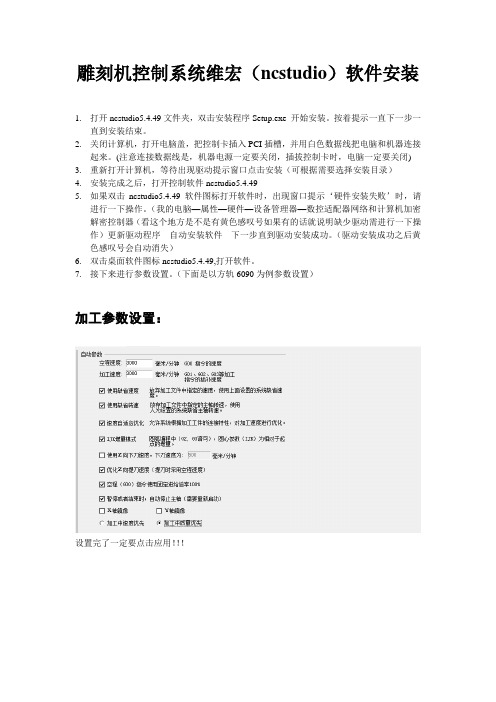
7.接下来进行参数设置。
(下面是以方轨6090为例参数设置)加工参数设置:设置完了一定要点击应用!!!厂商参数设定:密码为(ncstudio)设置好了之后一定要点击应用!!(请注意机器配置不同这里设置的厂商参数是不同的)以上仅供参考。
手动控制机器鼠标点击X—,X+,Y-.Y+,Z-,Z+, 机器会往对应的方向运行。
8.具体软件操作说明参考维宏软件手册。
Artcam 刀具路径编辑软件安装1.解压artcam安装软件文件夹,解压之后打开“artcam安装软件”—“Artcam.2008.Pro.简体中文版.立体浮雕”--- 双击图标进行安装。
选择chinese(Simplified),点击OK。
然后一直点击下一步按着提示安装。
2.软件安装成功之后,不要急着打开artcam 软件,重新双击打开“artcam 安装软件”文件夹----“artcam2008 破解”---Crack---“Program Files”---“Artcam2008”---“Exec”--复制这两个图,粘贴到artcam2008 安装文件夹下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机的安装步骤
1、先把航空插头对应位置接到驱动箱上!
2、把文泰雕刻、维宏安装到计算机上!关闭计算机!在安装文泰
的时候有一步选择安装类型,要选择“最大安装”
3、把维宏卡装到计算机的对应插槽上,启动计算机,系统检测到
新硬件!按自动搜索驱动程序,维宏卡安装完成。
然后用数据线把维宏卡和驱动箱连接好。
并给雕刻机安上电源线!
4、运行维宏软件,设置维宏参数!(参数见副表)
5、打开文泰三维雕刻,
设计图样或打字,然后选择相应的方式制作路径,2D用来铣底,一般选择“平底尖刀”:
设置参数如:
刀具选择如:
其中角度A的设置方法为:使用刀具角度的一半(可更改);宽度W2为刀尖大小(可更改);宽度W1为3.175(不可更改)。
并且雕刻方式和二次加工方式所选的刀具要和所使用的刀具一致.其中重叠率就是重叠的部分所占整个刀具(刀尖直径w2)的比例。
重叠率越高产品的底面越光滑,但相对时间越长。
一般在30%——60%之间,当然还得根据产品的多少和客户要求的质量自己随机应变。
作出的效果如:
放大后为:
然后保存雕刻路径注意保存前应该把文件放到页面的左下角以节约材料:
点安“查找”,选择保存的位置,取名字保存,抬刀距离一般为5-10MM,设置数值越大,消耗时间越长,但是一般不要低于2MM。
保存类型应该为.nc格式然后打开维宏
图标如上图!
“自动”面板的空白处单击鼠标右健,
选择“打开并加载”,选择刚才保存的文件。
然后设定原点,利用“手动面板”中的参数设定:
把工件坐标清零:
首先仿真(F8)已确认加载的图形是正确的。
加工速度一般对新机器
来说应该在1500的50%-70%左右。
然后点按开始:
完成后结束任务。
6、字体越小,选择的刀具越小,如果需要铣大字,可选择:
(在刀具盒为:“切刀 1.5X4”)
7、文泰中选择“割”,用来切割图形及文字:
对话框如:
其中雕刻深度为材料的厚度(即所要切割的厚度),刀具一般选择“直刀”:
所做效果如:
如果选择“勾边时顺时针”则效果如一般都选择顺时针如果切面
不光滑,在选择逆时针试一下:
保存路径的方式和“2D”保存方式一样,在维宏中的操作也一样。
8、如果在文泰中选择的不恰当的路径,需要删除,则要选择“删
除雕刻路径”:
则会还原到起始的状态:
9、注意事项:刻字时(胸牌)材料的底面最好沾上即时贴,在把
双面胶粘到即时贴上面,刻完后把即时贴一块从双色板上撕下。
粘贴即时贴和双面胶时一定要保持均匀和平整,否则刻出的字深浅不一。
10、新机器的加工速度不要太快,注意机器的清洁,隔一段时间在
丝杠和光杠上加一次润滑油(缝纫机油为最佳)。
精锐数控雕刻设备
.jrdiaokeji.。