雕刻机维宏软件设置参数
雕刻机参数设置
雕刻机参数设置和使用方法雕刻机参数详细设置
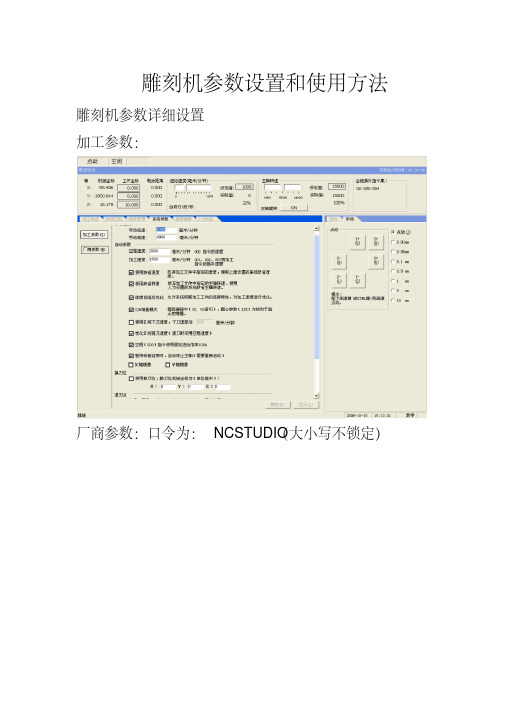
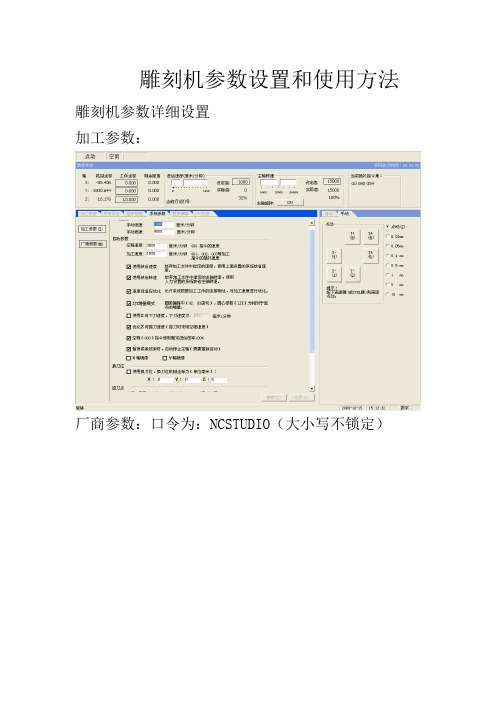
加工参数:
厂商参数:口令为:NCSTUDIO(大小写不锁定)
设置完成后点引用重新启动软件就好了
一、文泰雕刻软件路径的生成
A:二维雕刻路径的生成
1: 阴刻、阳刻
2: 雕刻深度
3: 雕刻方式
4: 选择刀具
5: 二次加工方式
B:三维路径的生成
1: 阴刻、阳刻
2: 雕刻深度
3: 选择刀具
C:割的路径生成
1: 轮廓线输出方式
2: 选择刀具
3: 雕刻深度
4: 勾边方向
二、刀具管理
1:刀具的分类
2:参数的设置
3:添加刀具
三、雕刻路径的保存
1: 代码格式
2: 保存路径
3: 保存类型
4: 抬刀高度
四、维宏系统(NcStudio)的操作步骤
1:开机复位
2:卸载、载入雕刻文件
3:仿真、取消仿真
4:定加工原点
5:放慢速度、打开并调整主轴速度、开始加工
6:调整加工速度
7:加工完毕。
雕刻机参数设置[1]
![雕刻机参数设置[1]](https://img.taocdn.com/s3/m/75f7d53acfc789eb162dc80d.png)
雕刻机参数设置和使用方法雕刻机参数详细设置加工参数:厂商参数:口令为:NCSTUDIO(大小写不锁定)设置完成后点引用重新启动软件就好了一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1: 阴刻、阳刻2: 雕刻深度3: 雕刻方式4: 选择刀具5: 二次加工方式B:三维路径的生成1: 阴刻、阳刻2: 雕刻深度3: 选择刀具C:割的路径生成1: 轮廓线输出方式2: 选择刀具3: 雕刻深度4: 勾边方向二、刀具管理1:刀具的分类2:参数的设置3:添加刀具三、雕刻路径的保存1: 代码格式2: 保存路径3: 保存类型4: 抬刀高度四、维宏系统(NcStudio)的操作步骤1:开机复位2:卸载、载入雕刻文件3:仿真、取消仿真4:定加工原点5:放慢速度、打开并调整主轴速度、开始加工6:调整加工速度7:加工完毕一、文泰雕刻软件路径的生成A:二维雕刻路径的生成选择所要生成路径的部分单击41:阴刻、阳刻阴刻的效果---在图形的内部雕刻上图为实际阳刻效果下图为阴刻做出的阳刻效果阳刻的效果---在图形的外部进行加工阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。
做出来就是阳刻的效果。
2:雕刻深度刻胸牌全部为0.1MM,3:雕刻方式水平铣底勾边4:刀具库平底尖刀5:二次加工方式此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具必须与雕刻方式中的刀具是同一把刀!B:三维路径的生成1:阴刻 全部为阴刻 2:雕刻深度 材料厚度的1/23:选择刀具 中心尖刀C:割的路径生成1:轮廓线输出方式图中带箭头的线条为刀具中心线移动的路径, 2:选择刀具 直刀3:雕刻深度割字的情况下可以设雕刻深度为零,机器对刀(Z 轴)以台面为基准点,进行切割 (此方法不易损伤台面) 4:勾边方向当选内轮廓和外轮廓的时候可以选择勾边方向。
其中切割芙蓉板、PVC 板时选择顺时针方向,亚克力板选择逆时针方向。
雕刻机参数设置
雕刻机参数设置和使用方法雕刻机参数详细设置加工参数:厂商参数:口令为:NCSTUDIO(大小写不锁定)设置完成后点引用重新启动软件就好了一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1: 阴刻、阳刻2: 雕刻深度3: 雕刻方式4: 选择刀具5: 二次加工方式B:三维路径的生成1: 阴刻、阳刻2: 雕刻深度3: 选择刀具C:割的路径生成1: 轮廓线输出方式2: 选择刀具3: 雕刻深度4: 勾边方向二、刀具管理1:刀具的分类2:参数的设置3:添加刀具三、雕刻路径的保存1: 代码格式2: 保存路径3: 保存类型4: 抬刀高度四、维宏系统(NcStudio)的操作步骤1:开机复位2:卸载、载入雕刻文件3:仿真、取消仿真4:定加工原点5:放慢速度、打开并调整主轴速度、开始加工6:调整加工速度7:加工完毕一、文泰雕刻软件路径的生成A:二维雕刻路径的生成选择所要生成路径的部分单击二维雕刻路径 线条路径输出检查图形错误 雕刻路径保存三维雕刻路径删除路径用不到123451:阴刻、阳刻阴刻的效果---在图形的内部雕刻上图为实际阳刻效果下图为阴刻做出的阳刻效果阳刻的效果---在图形的外部进行加工阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。
做出来就是阳刻的效果。
2:雕刻深度刻胸牌全部为0.1MM,3:雕刻方式水平铣底勾边4:刀具库平底尖刀5:二次加工方式此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具必须与雕刻方式中的刀具是同一把刀!B:三维路径的生成1:阴刻全部为阴刻2:雕刻深度材料厚度的1/23:选择刀具中心尖刀C:割的路径生成1:轮廓线输出方式雕刻刀宽度内轮廓外轮廓原线输图中带箭头的线条为刀具中心线移动的路径, 2:选择刀具 直刀3:雕刻深度割字的情况下可以设雕刻深度为零,机器对刀(Z 轴)以台面为基准点,进行切割 (此方法不易损伤台面) 4:勾边方向当选内轮廓和外轮廓的时候可以选择勾边方向。
雕刻机参数设置说明书
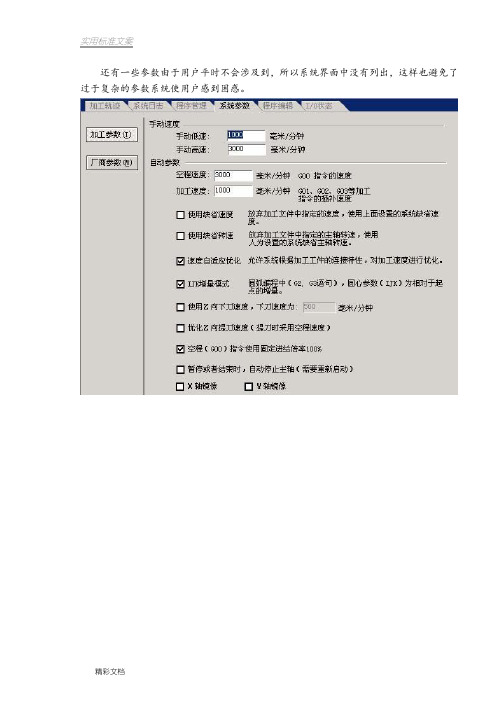
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
维宏雕刻操作方法

维宏雕刻操作方法
维宏雕刻是一种工艺技术,用来在硬质材料上进行雕刻和切割,如石材、木材和金属等。
下面是维宏雕刻的基本操作方法:
1. 准备工作:
- 确定需要雕刻的物体和设计图案。
- 准备好维宏雕刻机和相应的刀具。
- 将需要雕刻的物体固定在雕刻机上。
2. 调整刀具:
- 根据需要调整刻刀的深度和角度。
- 确保刀具的稳定性和锐利度。
3. 设置雕刻参数:
- 根据物体的硬度、大小和雕刻要求等,设置适当的速度、力度和加工路径。
4. 进行雕刻:
- 启动维宏雕刻机,选择相应的雕刻程序。
- 控制雕刻路径和速度,保持平稳和连续的运动。
- 根据设计图案,将刻刀准确地切割或雕刻在物体上。
- 定期检查刀具的状况,根据需要更换或修整。
5. 完成后处理:
- 雕刻完成后,及时清理刻刀和雕刻机,避免刻痕交叉。
- 去除雕刻过程中产生的碎屑和粉尘,保持物体的清洁。
请注意,维宏雕刻是一项专业工艺技术,需要经过相关培训和实践才能熟练掌握。
在操作时,务必注意安全,并遵守相应的操作规程和安全指导。
维宏系统雕刻机电子版使用教程

聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1机器有三个轴分别是X轴(左右移动)Y轴(前后移动)Z轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡——电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角——通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点——通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三•断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻一系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作一一回工件原点----操作-----高级开始一点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四. 换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作一一回工件原点一换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始一点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1 •切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2 •上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3. 电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
雕刻机参数设置说明书
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
雕刻机参数设置说明
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
维宏系统雕刻机电子版使用教程
聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1 机器有三个轴分别是X 轴(左右移动)Y 轴(前后移动)Z 轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡------电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1 平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角-----通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2 平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点-----通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三.断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻—系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作——回工件原点----操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四.换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作——回工件原点—换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y 坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
雕刻机参数设置
雕刻机参数设置和使用方法雕刻机参数详细设置加工参数:厂商参数:口令为:NCSTUDIO(大小写不锁定)设置完成后点引用重新启动软件就好了一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1: 阴刻、阳刻2: 雕刻深度3: 雕刻方式4: 选择刀具5: 二次加工方式B:三维路径的生成1: 阴刻、阳刻2: 雕刻深度3: 选择刀具C:割的路径生成1: 轮廓线输出方式2: 选择刀具3: 雕刻深度4: 勾边方向二、刀具管理1:刀具的分类2:参数的设置3:添加刀具三、雕刻路径的保存1: 代码格式2: 保存路径3: 保存类型4: 抬刀高度四、维宏系统(NcStudio)的操作步骤1:开机复位2:卸载、载入雕刻文件3:仿真、取消仿真4:定加工原点5:放慢速度、打开并调整主轴速度、开始加工6:调整加工速度7:加工完毕一、文泰雕刻软件路径的生成A:二维雕刻路径的生成选择所要生成路径的部分单击二维雕刻路径 线条路径输出检查图形错误 雕刻路径保存三维雕刻路径删除路径用不到123451:阴刻、阳刻阴刻的效果---在图形的内部雕刻上图为实际阳刻效果下图为阴刻做出的阳刻效果阳刻的效果---在图形的外部进行加工阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。
做出来就是阳刻的效果。
2:雕刻深度刻胸牌全部为0.1MM,3:雕刻方式水平铣底勾边4:刀具库平底尖刀5:二次加工方式此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具必须与雕刻方式中的刀具是同一把刀!B:三维路径的生成1:阴刻全部为阴刻2:雕刻深度材料厚度的1/23:选择刀具中心尖刀C:割的路径生成1:轮廓线输出方式雕刻刀宽度内轮廓外轮廓原线输图中带箭头的线条为刀具中心线移动的路径, 2:选择刀具 直刀3:雕刻深度割字的情况下可以设雕刻深度为零,机器对刀(Z 轴)以台面为基准点,进行切割 (此方法不易损伤台面) 4:勾边方向当选内轮廓和外轮廓的时候可以选择勾边方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装参数设置方法
一、将维宏卡装到电脑PCI插槽,请注意插紧、插牢。
二、光盘放入光驱,打开/维宏/Ncstudio V5.4.49 中文 Setup/
文件夹,点击Setup.exe,一直点击“下一步”,完成安装,重启电脑。
三、安装数控适配器驱动,右键“我的电脑”/“属性”/“硬件”
/“设备管理器”,右键黄色的问号,点击“更新驱动程序”,一直点击“下一步”,“仍然继续”,完成安装。
四、维宏参数设置:加工参数和厂商参数设置如图(1图是加工参
数,2图是系统参数设置方法,密码:NcStudio)
图1
图2
在“I/O状态”中,分别选中X、Y、Z限位,按住CTRL+alt +shift 不放单击右键,“改变该极性”,改完后将软件关闭重新启动。
具体加工参数根据加工材料、加工经验等实际情况而定,本参数仅做参考!
Type3导入方法:记事本打开U00文件,将第一行改为%
文泰导入方法:以*.NC格式输出文件,。