ASTM A536-1984(2004) 球墨铸铁件的标准规范 -中文版
ASTM标准代号
低温设备用无缝和焊接碳素和合金钢管标准规范
ASTM A335-2003
高温设备用无缝铁素体合金钢管规范
ASTM A336/A336M-2005
高温承压件合金钢锻件规范
ASTM A350/A350M-2004a
需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范
碳结构钢标准规范
ASTM A48/A48M-2003
灰铸铁铸件标准技术条件
ASTM A105/A105M-2005
管道部件用碳钢锻件
ASTM A106-2006
高温用无缝碳钢管规范
ASTM A108-2003
冷精轧碳素钢和合金钢棒材标准技术条件
ASTM A126-2004
阀门、法兰及管件用灰铸铁管件规范
ASTM A181-1990
一般用途锻制或轧制钢管法兰、锻制管件、阀门及零件规范
ASTM A182-2005
高温用锻制或轧制合金钢和不锈钢法兰、锻制管件、阀门和部件
ASTM A193/A193M-2006
高温用合金钢及不锈钢螺栓材料技术条件
ASTM A194/A194M-2006
高温高压螺栓用碳钢和合金钢螺母技术条件
ASTM A404
高温用经特殊热处理的锻造或轧制合金钢管法兰,锻造管件,阀门及零件
ASTM A405/A405M-2004
高温用经特殊热处理的无缝铁素体合金钢管规范
ASTM A439-1989
奥氏体球墨铸铁件规范
ASTM A479-1992
合金钢棒材和型材规范
ASTM A484/A484M-2005
高压管路用锻造碳钢和合金钢法兰、管件、阀门及其他部件
ASTM_A536_球墨铸铁(2004中文)

名称:A536-84(2004年重新认可)球墨铸铁件标准规范1. 应用范围1.1 本规范适用于球墨铸铁件。
球墨铸铁为含有完全球状、而不含其他形状石墨的铸铁,见ASTM A644术语定义。
1.2 以英寸和磅为标准单位。
1.3 在同一铸件的不同位置、同一铁液浇铸的铸件和测试试样的性能之间没有精确的数量关系(见附录X1)。
2. 参考文件2.1 ASTM标准A370 钢制品机械性能测试的试验方法和定义A644 铸铁件相关术语A732/A732M 一般应用碳素和低合金钢、高温高强度钴合金熔模铸件技术规范E8 金属材料拉伸测试试验方法2.2 军用标准MIL-STD-129 发货和储存标记方法3. 定购信息3.1 根据本规范定购材料应该包括下列信息:3.1.1 ASTM名称,3.1.2 所需的球墨铸铁牌号(见表1和第4节、第9节),3.1.3 如果需要,其他特殊性能(见第7节),3.1.4 是否需要不同数目的试样(见第10节),3.1.5 如果需要,需提供保证书(见第14节)和3.1.6 如果需要,其他的交付物(见第15节)。
4. 拉伸性能要求4.1 测试试样所代表的铸铁应该符合表1和2中的拉伸性能要求。
表1中为一般用途的铸铁,而表2中的铸铁用于特殊应用(例如管子、接头配件等)。
4.2 屈服强度应该在0.2%偏移量时确定(见测试方法E8)。
其他的方法可以在生产商和购买方相互达成一致后使用。
5. 热处理5.1 牌号60-40-18通常需要完全铁素体化退火。
牌号120-90-02和100-70-03一般需要淬火回火或正火回火或等温热处理。
其他牌号可以铸态或热处理状态交付。
经过淬火到马氏体再回火热处理的球墨铸铁比相同硬度的铸态材料有低得多的疲劳强度。
6. 测试试样6.1 用来机加工成拉伸测试试样的单铸测试试块应该铸造成图1和图2指定的尺寸和形状。
由图3所示的模具铸造的改良龙骨型铸锭可以替代1英寸的Y型铸锭或1英寸的龙骨型铸锭。
美标ASTM标准的中文对照大全
ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件ASTM A320/A320M-2002低温用合金钢栓接材料ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件ASTM A439-1983(R1999)奥氏体球墨铸铁件ASTM A536-1984(R1999)球墨铸铁件ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范ASTM F992-1986(R2001)阀门铭牌标准规范ASTM F993-1986(R2001)阀门锁紧装置标准规范ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范。
电动阀门技术要求
技术规范与阀门要求一、技术总则1.1 本文提出所有要求仅为京东研发制造中心项目工程适用。
1.2 本文件提出了阀门的最低技术要求,投标产品可高于此技术文件的要求。
1.3 本技术标书提出阀门的功能设计、结构、性能、安装、试验等方面的技术要求。
1.4 供方须具备IS09001:2000 质量体系认证证书及ISO14001 环境管理体系认证,投标产品需取得部级生产许可证。
1.5 投标产品必须取得中国国家强制性产品认证证书,产品的型号、主要技术参数及制造厂必须与证书相符。
1.6 供方在最近3 年内,曾参与项目的主要业绩,请列出所用阀门型号、项目名称、时间,供需方参考。
1.7 本标书提出的是最基本的技术要求,供方应保证提供符合本标书及有关国家和国际标准、行业标准的相关标准。
所有阀门应是新颖、安全、可靠的,且必须是为本工程生产的全新产品,任何已使用过的产品都被拒收。
1.8 供方应按严格按标书所规定的条款编写投标文件。
如有异议,应列出差异表。
如果供方没有以书面形式对本标书的条文提出异议,则意味着供方提供产品完全满足标书要求。
1.9 本标书所使用的标准如与供方所执行的标准发生矛盾时,应按水平高的标准执行。
1.10 供方应负责阀门的设计、制造、供应、指导安装和指导调试及售后服务;供货方应根据买方的要求将材料阀门放置在指定地点,供货方负责自行卸货。
1.11 所有阀门及配件生产商均应具有在本行业中至少五年以上有关的生产经验。
1.12 所有供本工程使用的阀门及配件均须为不包含石棉物质的产品。
二、采用的标准应按本技术规格及国家和北京市规定的标准和规范进行设计和制造;若在设计和制造中应用的某项标准或规范在本技术规范书中没有规定,则投标人应详细说明其所采用的标准和规范,并提供该标准或规范的完整中文原件给招标人;当其采用的标准和规范是国际公认的、惯用的,且等于或优于本技术规格书的要求,应由招标人认可。
质量保证:通用阀门球墨铸铁件技术条件GB/T12227•通用阀门不锈钢技术条件GB/T12220•软密封暗杆式闸阀DIN3352•阀门的试验与检验JB/T9092•通用阀门供货要求JB/T7927•球墨铸铁件标准规范ASTMA536•公称尺寸的定义和选用GB/T 1047-2005•公称压力的定义和选用GB/T 1048-2005•阀门密封面堆焊工艺评定GB/T 22652-2008•不锈钢铸件技术条件GB/T 12230-2005•性能试验规范GB/T 12242-2005•铁制和铜制螺纹连接阀门GB/T 8464-2008•通用阀门压力试验GB/T13927-1992•阀门的检验与试验JB/T 9092-1999与产品相关的其它标准和规范三、投标范围3.1. 阀门的供应。
泵4月74期—API 610标准第12版的主要修订和新增条款及其解读(之二)材料部分
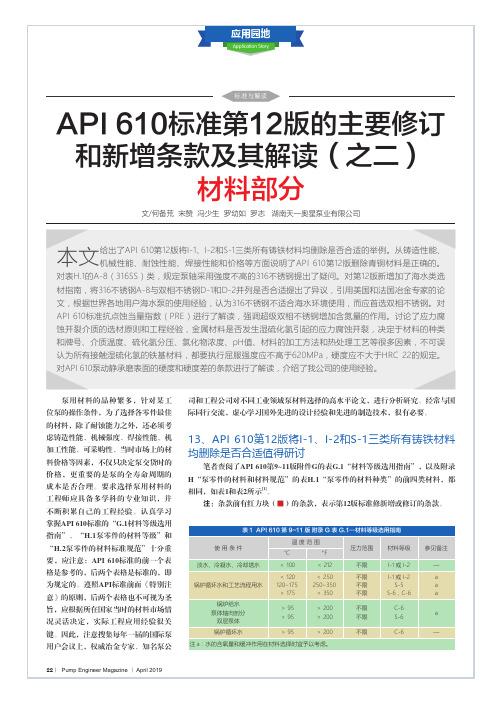
图2 内泵壳是BB3型泵体的BB5泵剖面图
建议上述6.12.1.14.2条款还可以补充注3:因泵体的口环是承受外压,无拉应力产生,应采用高硬度材料。
叶轮口环的直径小,因叶轮旋转在叶轮口环材料中产生的拉应力通常不大,也可考虑材料的硬度高,但应比泵体口环的硬度低。
■ 6.12.1.14 .3 如果规定了硬度降低的材料,用硬化处理的可更换叶轮口环的硬度不应大于HRC 22。
如果装配口环的基体材料的硬度不大于HRC 22,对于可更换的叶轮口环,可用表面喷涂,或表面硬化工艺,使其硬度大于HRC 22。
解读:因为叶轮口环仅受到离心力产生的拉应力,其值通常很小,即使泵输送的介质含湿硫化氢(干硫化氢无硫化氢险)会引起材料的应力腐蚀开裂,如果按上述规定,叶轮口环的硬度不应大于HRC 22,即布氏硬度HB 226较低,口环使用寿命不长。
根据美国腐蚀工程师协会关于硫化氢应力腐蚀开裂的标准N A C E MR0175,对不同材料、不同使用条件和材料的热处理工艺提出的硬度限制值,以及我公司长期的工程实践经验,我公司对硫化氢浓度未超过NACE
本文参与有奖征文评选
能参加
期待您的来稿。
ASTM标准代号
ASTM F 1985-1999
气力操作的球形控制阀标准规范
ASTM A181-1990
一般用途锻制或轧制钢管法兰、锻制管件、阀门及零件规范
ASTM A182-2005
高温用锻制或轧制合金钢和不锈钢法兰、锻制管件、阀门和部件
ASTM A193/A193M-2006
高温用合金钢及不锈钢螺栓材料技术条件
ASTM A194/A194M-2006
高温高压螺栓用碳钢和合金钢螺母技术条件
锅炉和过热器用电阻焊铁素体合金钢管规范
ASTM A276-2006
不锈与耐热钢棒和型钢规范
ASTM A278/A278M-2001
高温不超过345℃的承压部件用灰铸铁件规范
ASTM A283/A283M-2003
低和中抗拉强度的碳钢板规范
ASTM A285/A285M-2003
压力容器用低中抗拉强度碳素钢标准技术条件
ASTM B473-1991
UNS No8020、No8026和UNS No8024镍合金棒和丝
ASTM B564-2004
镍合金锻件标准规范
ASTM B584-1991
一般用途的铜合金砂铸件
ASTM E10-2001
金属材料布氏硬度试验方法
ASTM E 675-2002
可互换的圆锥接地旋塞阀和栓塞的标准规范
美国材料试验协会标准astm标准代号astmastma6a6m2004结构用轧制钢板型钢板桩和棒钢通用要求astma27a27m2005一般用途碳钢铸件标准技术条件astma29a29m2005热锻碳素钢和合金钢棒材一般要求标准规范astma36a36m2005碳结构钢标准规范astma48a48m2003灰铸铁铸件标准技术条件astma105a105m2005管道部件用碳钢锻件astma1062006高温用无缝碳钢管规范astma1082003冷精轧碳素钢和合金钢棒材标准技术条件astma1262004阀门法兰及管件用灰铸铁管件规范astma1811990一般用途锻制或轧制钢管法兰锻制管件阀门及零件规范astma1822005高温用锻制或轧制合金钢和不锈钢法兰锻制管件阀门和部astma193a193m2006高温用合金钢及不锈钢螺栓材料技术条件astma194a194m2006高温高压螺栓用碳钢和合金钢螺母技术条件astma2031990压力容器用镍合金钢板规范astma216a216m2004高温用适合熔焊的碳钢铸件规范astma2172004高温承压件用马氏体不锈钢和合金钢铸件规范astma240a240m2005压力容器用耐热铬及铬镍不锈钢中厚板薄板及带材astma250a250m2004锅炉和过热器用电阻焊铁素体合金钢管规范astma2762006不锈与耐热钢棒和型钢规范astma278a278m2001高温不超过345的承压部件用灰铸铁件规范astma283a283m2003低和中抗拉强度的碳钢板规范astma285a285m2003压力容器用低中抗拉强度碳素钢标准技术条件astma307a307m20046000psi拉伸强度碳钢螺柱与螺栓标准规范astma312a312m2005无缝或焊接的以及重度冷加工奥氏体不锈钢管规范astma320a320m2005低温用合金钢螺栓材料标准规范astma333a333m2003低温设备用无缝和焊接钢管标准规范astma334a334m2004低温设备用无缝和焊接碳素和合金钢管标准规范astma3352003高温设备用无缝铁素体合金钢管规范astma336a336m2005高温承压件合金钢锻件规范astma350a350m2004a需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范astma351a351m2006承压件用奥氏体钢铸件规范astma352a3
ASTM A536 球墨铸铁

名称:A536-84(2004年重新认可)球墨铸铁件标准规范1. 应用范围1.1 本规范适用于球墨铸铁件。
球墨铸铁为含有完全球状、而不含其他形状石墨的铸铁,见ASTM A644术语定义。
1.2 以英寸和磅为标准单位。
1.3 在同一铸件的不同位置、同一铁液浇铸的铸件和测试试样的性能之间没有精确的数量关系(见附录X1)。
2. 参考文件2.1 ASTM标准A370 钢制品机械性能测试的试验方法和定义A644 铸铁件相关术语A732/A732M 一般应用碳素和低合金钢、高温高强度钴合金熔模铸件技术规范E8 金属材料拉伸测试试验方法2.2 军用标准MIL-STD-129 发货和储存标记方法3. 定购信息3.1 根据本规范定购材料应该包括下列信息:3.1.1 ASTM名称,3.1.2 所需的球墨铸铁牌号(见表1和第4节、第9节),3.1.3 如果需要,其他特殊性能(见第7节),3.1.4 是否需要不同数目的试样(见第10节),3.1.5 如果需要,需提供保证书(见第14节)和3.1.6 如果需要,其他的交付物(见第15节)。
4. 拉伸性能要求4.1 测试试样所代表的铸铁应该符合表1和2中的拉伸性能要求。
表1中为一般用途的铸铁,而表2中的铸铁用于特殊应用(例如管子、接头配件等)。
4.2 屈服强度应该在0.2%偏移量时确定(见测试方法E8)。
其他的方法可以在生产商和购买方相互达成一致后使用。
5. 热处理5.1 牌号60-40-18通常需要完全铁素体化退火。
牌号120-90-02和100-70-03一般需要淬火回火或正火回火或等温热处理。
其他牌号可以铸态或热处理状态交付。
经过淬火到马氏体再回火热处理的球墨铸铁比相同硬度的铸态材料有低得多的疲劳强度。
6. 测试试样6.1 用来机加工成拉伸测试试样的单铸测试试块应该铸造成图1和图2指定的尺寸和形状。
由图3所示的模具铸造的改良龙骨型铸锭可以替代1英寸的Y型铸锭或1英寸的龙骨型铸锭。
SAE-J434-2004(标准参考)翻译

SAE-J434-2004(标准参考)翻译1 范围该SAE标准涵盖了应用于汽车球墨铸铁铸件和相关的行业的铸铁试件的金相组织和最低机械性能要求。
铸件需详细说明是铸态或热处理状态。
如果铸件需热处理,需获得客户的批准。
本附录提供了在化学成分,显微组织和力学性能,铸造性能等方面面信息以及为特定条件服务的其他信息。
在此标准的SI单位是磅2.2参考文献2.1 相关出版物The following publications form a part of the specification to the extent specified herein. Unless otherwise indicated, the latest revision of SAE publications shall apply2.1.1 ASTM 国际出版物Available from ASTM INTERNATIONAL, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959ASTM E10 –-Standard Test Method for Brinell Hardness of Metallic MaterialsASTM E23—Standard Test Methods forNotched Bar Impact Testing of Metallic MaterialsASTM E111—Standard Test Method for Young's Modulus, Tangent Modulus and Chord ModulusASTM A247—Standard Test Method for Evaluation the Microstructure of Graphite in Iron CastingsASTM A536—Standard Specification for Ductile Iron CastingsSTP-455—Gray, Ductile, and Malleable Iron Castings Current Capabilities (out-of-print)2.1.2其他出版物Metals Handbook, Vol. 1, 2, and 5, 8th Edition, American Society for Metals, Metals Park, OH Gray and Ductile Iron Castings Handbook, Gray and Ductile Iron Founder Society, Cleveland, OH H. D. Angus, Physical Engineering Properties of Cast Iron, British Cast Iron Research Association, Birmingham, England3.3 牌号机械性能和冶金描述如表1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称:A536-84(2004年重新认可)球墨铸铁件标准规范
1. 应用范围
1.1 本规范适用于球墨铸铁件。
球墨铸铁为含有完全球状、而不含其他形状石墨的铸铁,见ASTM A644术语定义。
1.2 以英寸和磅为标准单位。
1.3 在同一铸件的不同位置、同一铁液浇铸的铸件和测试试样的性能之间没有精确的数量关系(见附录X1)。
2. 参考文件
2.1 ASTM标准
A370 钢制品机械性能测试的试验方法和定义
A644 铸铁件相关术语
A732/A732M 一般应用碳素和低合金钢、高温高强度钴合金熔模铸件技术规范
E8 金属材料拉伸测试试验方法
2.2 军用标准
MIL-STD-129 发货和储存标记方法
3. 定购信息
3.1 根据本规范定购材料应该包括下列信息:
3.1.1 ASTM名称,
3.1.2 所需的球墨铸铁牌号(见表1和第4节、第9节),
3.1.3 如果需要,其他特殊性能(见第7节),
3.1.4 是否需要不同数目的试样(见第10节),
3.1.5 如果需要,需提供保证书(见第14节)和
3.1.6 如果需要,其他的交付物(见第15节)。
4. 拉伸性能要求
4.1 测试试样所代表的铸铁应该符合表1和2中的拉伸性能要求。
表1中为一般用途的铸铁,而表2中的铸铁用于特殊应用(例如管子、接头配件等)。
4.2 屈服强度应该在0.2%偏移量时确定(见测试方法E8)。
其他的方法可以在生产商和购买方相互达成一致后使用。
5. 热处理
5.1 牌号60-40-18通常需要完全铁素体化退火。
牌号120-90-02和100-70-03一般需要淬火回火或正火回火或等温热处理。
其他牌号可以铸态或热处理状态交付。
经过淬火到马氏体再回火热处理的球墨铸铁比相同硬度的铸态材料有低得多的疲劳强度。
6. 测试试样
6.1 用来机加工成拉伸测试试样的单铸测试试块应该铸造成图1和图2指定的尺寸和形状。
由图3所示的模具铸造的改良龙骨型铸锭可以替代1英寸的Y型铸锭或1英寸的龙骨型铸锭。
测试试样应该在由适合的型砂制成的敞口铸模中铸造,并且对于0.5英寸(12.5mm)和1英寸(25mm)尺寸的试样应该具有最小1.5英寸(38mm)的铸模壁厚,对于3英寸尺寸的试样应该具有最小3英寸(75mm)的铸模壁厚。
试样应该在铸模中冷却至呈现黑色(接近482℃或更低)。
代表铸件的试样铸锭的尺寸应该由购买方选择。
如果购买方没有选择,则由生产商选择。
6.2 当根据本规范进行熔模铸造时,生产商可以用铸件的熔液在铸模中浇铸测试试样,或在与生产铸件相同的热环境下用同样类型的铸模单独浇铸。
测试试样应该符合A732/A732M规范图1或A370测试方法和定义图5和图6所示的尺寸。
6.3 当根据本规范制造的铸件在铸模中球墨化或孕育时,生产商可以使用单独铸造的测试试块或从铸件上切取的测试试样。
单独铸造的测试试块应该具有可以代表铸桶浇铸的铸件的化学成分和与用图1和图2,图4-6,或是附录X2中所示的测试模具获得的相同的冷却速率。
被选作代表铸件的测试试块的尺寸(冷却速率)应该由购买方决定。
如果没有指定,则由生产商决定。
如果从铸件上切取测试试棒,测试试棒的位置应该由购买方和生产商共同商定且在铸件图纸上指明。
生产商应该保持充分的控制和控制文件以向购买方保证由测试试块或测试试棒得到的性能可以代表出货的铸件。
6.4 测试试块应该由其代表的铸件同一个铸桶或熔炉中浇铸。
6.5测试试块应该与其代表的铸件有相同的热处理条件。
表1 拉伸要求
牌号 60-40-18 牌号 65-45-12 牌号 80-55-06 牌号 100-70-03 牌号 120-90-02
抗拉强度,min ,psi 60 000 65 000 80 000 100 000 120 000 抗拉强度,min ,MPa 414 448 552 689 827 屈服强度,min ,psi 40 000 45 000 55 000 70 000 90 000 屈服强度,min ,MPa 276 310 379 483 621 伸长率,标距2in 或50mm ,min ,% 18 12 6.0 3.0 2.0
表2 对于特殊应用的拉伸要求
牌号
60-42-10
牌号 70-50-05 牌号 80-60-03 抗拉强度,min ,psi 60 000
70 000
80 000
抗拉强度,min ,MPa 415 485 555 屈服强度,min ,psi 42 000
50 000
60 000
屈服强度,min ,MPa 290 345 415 伸长率,标距2in 或50mm ,min ,% 10 5
3
公制换算
in. mm in. mm 0.5 12.7 1.5 38.1 1 25.4 2.5 63.5 注:龙骨型铸块的长度是6in.(152mm )。
图1 用于测试试块的龙骨型铸块
尺寸Y 型铸块尺寸
厚度小于
0.5in.(13mm)的铸件
厚度0.5in.(13mm)-1.5in
(38mm)
的铸件 厚度大于等于1.5in.(38mm)的
铸件 in. mm in. mm in. mm A 0.5 13 1 25 3 75 B 1.62540 2.12554 5 125 C 2 50 3 75 4 100 D 4 100 6 150 8 200 E
7 175 7 175 7 175 approx approx approx approx approx approx
图2 用于测试试块的Y 型铸块
7. 特殊要求
7.1 如果在定购合同中指定,则铸件应该满足所有的特殊要求,如硬度,化学成分,微观结构,压力密封性,X 光稳定性,磁粉尺寸检验和表面状态。
8. 工艺,表面和外观
8.1铸件应该是光滑的,无有害缺陷,并应该完
全符合图纸或购买方提供的范例的尺寸要求。
8.2 在后续需要机加工的区域,铸件不应该存在冷区。
9. 化学要求
9.1 本规范规定化学成分服从机械性能。
但购买方和生产商可以协商指定化学的要求。
图3 改良龙骨型铸块铸模
图4 Y 型铸块的截取过程
(a)0.5in.(12.7mm)Y 型铸块-用于0.252in.(6.40mm)直径测试试样的两个铸坯
(b)1in.(25.4mm)Y 型铸块-用于0.50in.(12.7mm)直径拉伸测试试样的两个铸坯
(c)3in.(76.2mm)Y 型铸块-用于0.50in.(12.7mm)直径拉伸
测试试样的两个铸坯
图5 标距为2in 或50mm 的标准圆形拉伸试样
图6 与标准0.5in (12.7mm )圆形试样成比例的
小尺寸试样例子
10. 测试和复验的数目
10.1 浇铸和测试的代表试块数目应该有生产商确定,除非与购买方有其他协议指定。
10.2 如果使用Y 型铸块,应该如图4所示从铸块上切取试样坯。
如果拉伸测试试样存在任何缺陷,可以从同一个铸块或其他代表相同金属的测试铸块上切取另外的一个。
11. 拉伸测试试样
11.1 应该使用如图5所示的标距为2英寸或50mm 的标准圆形拉伸测试试样,除非使用了0.5英寸(12.7mm )的Y 型铸块。
此情况应该使用图6所示的测试试样中的一个。
12. 检验责任
12.1 除非在合同中指定,否则由供应商负责本规范指定所有性能项目的检验。
除非在合同中指定,
供应商可以使用自己或选择其他任何适合的检验机构进行本规范指定的性能检验,除非购买方不认可。
购买方保留进行本标准指定的任何检验的权
利,当该检验项目被认为保证供应商和服务符合前述的要求。
13. 识别标记
13.1 尺寸允许时,每一个铸件都应该用一个浮凸的数字来标记零件号或模型号。
标记的位置应该如
相关的图纸所示。
14. 证明书
14.1 当购买方和供应方有书面协议时,应该有一个证明书以提供材料接受的基础。
这应该包括生产商测试报告的复印件或供应方的声明以证明材料已根据本规范进行了制样、测试和检验,以及测试结果的一个复印件。
提供的证明书应该有供应商或生产商的权威机构的签字。
15. 运输准备
15.1 除非合同中指定,根据生产商的贸易操作进行铸件的清洗、干燥、保存和包装。
包装和标记应该适合所要求的运输方式的运输者接受和运送安
全。
15.2 政府订单--当在合同中指定时,运输标记应该符合MIL-STD-129的要求。
16. 关键词
16.1 铸件:球墨铸铁;铸铁;球状石墨。
建议最小半径
3/8in.,但大于等于1/8in.均被允许
断裂后伸长率标距为2″±0.005″
平行部分
公制换算
注:标距长度和圆角如图所示。
但端头可以是任何形状来适合拉伸机的夹具以保持载荷为轴向的。
缩减的端面应该从端头到中心有一个锥度使得端头比中心的直径大0.003到0.005英寸(0.08到0.13mm )。
注:如果需要,可以增加缩小部分的长度以适合引伸计。