abb机器人搬运码垛程序
ABB搬包机器人操作说明

ABB搬包机器人操作说明一.自动运行流程:1.手动将机器人回到phome的位置。
步骤:确定机器人的当前位置相对安全,点击示教器—主菜单-程序编辑器—调试—pp移至例行程序—home-可以看到指针指到 MOVJ phome,.......;上电后点击单步运行按钮;2.在手动模式下点击示教器—主菜单-程序编辑器—调试→“PP移至main”;3.在将操作模式打到”自动”,此时试教器上会提示“控制器上已选择为自动模式,点击确认操作模式的更改.”,按确认键。
4.按下电机上电按钮给电机上电。
5.按下”start”按钮运行程序。
6.启动后,程序初始化信号,例如真空关闭信号,若夹具检测有信号,则屏幕上提示“No pruduct on the grip?”点击Yes则程序继续执行,点击NO则程序退出执行,需要在手动状态下人为将产品放下后重新执行main程序;选择产品型号确认,试教器会显示:Please choose product type!!*************************************TYPE1 TYPE2点击以选择型号;托盘上将要放第几袋料的确认过程,试教器会显示" number of next place for pallet is "为某个值,然后问你"The number is right?",如果你选择YES,就表示确认当前值正确;如果你选择NO,则试教器上会提示:"what's number of next bag for pallet 1, please input to n1?"则需要你输入正确的托盘上将要放第几袋料的数目。
(输入值1=<n1<=50,否则试教器会提示你重新输入。
)二.正常运行时外围信号的确认正常运行,机器人抓料要满足以下几个条件:1.输送链上有料袋到位;否则机器人在home点等待;屏幕提示“robot is waiting for product ready”;2.下料工位上有托盘;否则机器人屏幕提示“robot is waiting for pallet ready”;三.料包位置偏移的修改1.单独箱子位置偏移的修改:在“程序数据”→num中有nOffspallet_1(1号产品)和nOffspallet_2(2号产品)两个数组。
码垛程序详解,如何编写ABB码垛程序?

码垛程序详解,如何编写ABB码垛程序?在编写码垛程序之前,我们首先要清楚码垛是什么,码垛其实就是机械手的基于一个基准点所做的偏移,中心思想就是满几进1。
我们来解释下,我们首先要定一个基准点,我们的下面所有的点位的偏移都是在基准点X Y Z方向上的偏移。
如图所示:以物体1的位置为基准点,当我们在X正方向以40mm的距离的偏移做偏移运动。
如图在X方向我们假设摆放5个物体,我们这一行的空间就用完了,我们就需要在重新开始一行来摆放我们的物体,所以我们就是需要在Y方向进行偏移,偏移35mm的距离,来继续摆放我们的物体。
如下图:假设当我们在Y方向上只能摆放4行物体时,当我们摆满4行物体,最下面一层就已经被我们摆满,这时候我们还要摆放就只能接着向上摆放,也就是往Z方向上偏移了。
如下图所示;当我们明白码垛的含义之后,我们再来看下在ABB机械手中如何编写码垛程序。
机器计算的方式和我们运算的刚好相反,机器是先计算层数,再计算行数,最后再计算产品在一列中的位置。
如下PROC pallet1() !码垛计算程序jishu1 := nproduct; !产品计数nx := 0; !列数ny := 0; !行数nz := 0; !层数dx := 0 - kuan; ! X方向偏移距离dy := chang; ! Y方向偏移距离dz := 0 - gao; !Z方向偏移距离WHILE jishu1 > 20 DO !程序会先计算产品有几层,当产品满足一层有20时,会在Z方向 jishu1 := jishu1 - 20; 加1。
当产品不满一层时,程序会继续往下运行。
nz := nz + 1;ENDWHILEWHILE jishu1 > 5 DO !计算产品有几行,一行产品有5个,当产品满足5时.会在Y方向 jishu1 := jishu1 - 5; 加1.当产品不满1行时,程序会继续往下运行。
ny := ny + 1;ENDWHILEWHILE jishu1 > 1 DO !最后计算产品在一列有几个产品,也就是产品在X方向的位置jishu1 := jishu1 - 1;nx := nx + 1;ENDWHILEX := nx * dx; !X方向偏移的距离Y := ny * dy; !Y方向偏移的距离Z := nz * dz; !Z方向偏移的距离ENDPROCPROC quliao() !放料程序IF nproduct = 1 THENfristpoint;ENDIFIF nproduct > 1 THENpallet1; !码垛计算程序SetDO DO11_CONTROL_1, 1;MoveJ Offs(q10,X,Y,Z + 200), v1000, z1, tool0\WObj:=wobj_shangxialiao; !抬高点MoveL Offs(q10,X,Y,Z), v300, fine, tool0\WObj:=wobj_shangxialiao; !放料点,偏移点位WaitTime 1;MoveL Offs(q10,X,Y,Z+200), v300, fine, tool0\WObj:=wobj_shangxialiao; !抬高点ENDIFENDPROC详细的程序可以私聊我。
6.1 ABB工业机器人重叠式码垛应用编程

5
6
7
8
1
2
3
4
X
任务一:重叠式码垛应用编程
五、设计重叠式码垛流程
1.工件拾取位置计算
从1计数,会产生很多加1、减1的操作 实际使用中可从0开始计数,工件号变为0-7, 行数为0-1,列数为0-3
任务一:重叠式码垛应用编程
二、码垛类型
任务一:重叠式码垛应用编程
二、码垛类型
任务一:重叠式码垛应用编程
三、FOR指令(P154)
FOR指令,实现循环功能的语句,作用是根据条件让某些语句循环执行, 在RAPID程序中,FOR循环语句的语法格式如下:
FOR 变量名 FROM 表达式1 TO 表达式2 DO 程序语句;
三、FOR指令
第三次执行:
任务一:重叠式码垛应用编程
三、FOR指令
第四次执行:
任务一:重叠式码垛应用编程
四、表达式的编辑
1、使用功能按钮编辑表达式
在程序编写过程中,有时会遇到单个变量无 法完全表达参数的情况,例如需要的值是1个常 数和1个变量之和,此时就涉及表达式的使用。 表达式指定了一个值的求值方法,在程序中用指 令参数“<EXP>”来表示。
五、设计重叠式码垛流程
1.工件拾取位置计算
Y 1、2、3、4号工件为第一行 5、6、7、8号工件为第二行
初始工件位置计算程序: PickHang:=((N-1)DIV 4)+1; PickLine:=((N-1)MOD 4)+1; PickoffX:= (PickLine-1)*50; PickoffY:= (PickHang-1)*75;
ENDFOR 其中,变量名为计数变量,实现对循环进行计数,语句被执 行一次之后变量的值加1(默认);表达式1的运算结果为计数变量 的初始值;表达式2的运算结果为计数变量的终止值,当计 数变量的值大于表达式2的值时循环将结束。
ABB机器人搬运项目程序的分析,这么详细,看完就会了!

ABB机器人搬运项目程序的分析,这么详细,看完就会了!
随着自动化产线的升级,工业机器人在生产线上使用越来越频繁。
当然,工业机器人在各行业中都扮演者不同的角色,机器人可以胜任搬运、码垛、涂胶、焊接、切割等不同的工作。
那今天我们就来聊一聊ABB机器人搬运项目如何编写程序。
1.我们先来看看,这个搬运项目的要求,如图1-1:机器人把右边产品盒的4个物料抓取后放置到左边的产品盒中。
2.分析物料的位置,左右两个物料盒尺寸相同,如图1-2。
3.编程:
1)用示教器手动操作机器人示教三个位置点分别是:pickbase (抓取基准点)、placebase(放置基准点)、phome(安全点)
2)定义3个位置型数据和2个数值型数据:1.VAR robtarget pick、2.VAR robtarget place、3.VAR num cishuleijia、PERS num geshuleijia用于程序的计算
3)程序分析:
这个就是我们这个机器人搬运项目程序的分析,大家赶紧去编一下试试吧。
ABB工业机器人现场编程-码垛应用

1.2 使用IO指令控制机器人夹具
1.安装并调试气动夹具 2.使用示教器“IO仿真”测试夹具 3.使用示教器设置功能键用于快捷操作夹具
4.使用IO指令方式操作夹具
1.3 ABS和offs功能
1. 详细内容请参考《工业机器人实操与应用技巧》第5章
(1)ABS (2)offs
1.3 设计并实现码垛操作
注意:取件/摆件原点示教在高于平放物料块上表面40MM的位置 思考:如果需要连续码垛2个以上的物料块应该怎么处理?
1.3 设计并实现码垛操作
ห้องสมุดไป่ตู้单次码垛过程
1.MoveL p10,v200,fine,tool1\Wobj:=wobj1;//运动到取件原点 2.MoveL offs(p10,0,0,-50),v200,fine,tool1\Wobj:=wobj1; //沿取件原点Z轴方 向下移50mm,使夹具头深入物料 3.Set DO10_1;//夹具夹紧 4. MoveL p10,v200,fine,tool1\Wobj:=wobj1;//提起物料 5. MoveL p20,v200,fine,tool1\Wobj:=wobj1;//运动到摆件原点 6. MoveL offs(p20,0,0,-50),v200,fine,tool1\Wobj:=wobj1;//沿摆件原点Z轴方 向下移50mm,使物料贴“地” 7. Reset DO10_1;//夹具松开 8. MoveL p20,v200,fine,tool1\Wobj:=wobj1;//提起夹具
指令集2.Set 逻辑判断: (1)变量A赋值 (2)示教取件原点及调用offs功 能计算偏移量 (3)调用FOR语句进行循环控制 指令集3. MoveL、MoveJ、MoveC
ABB机器人4轴码垛项目编程教学【教程】
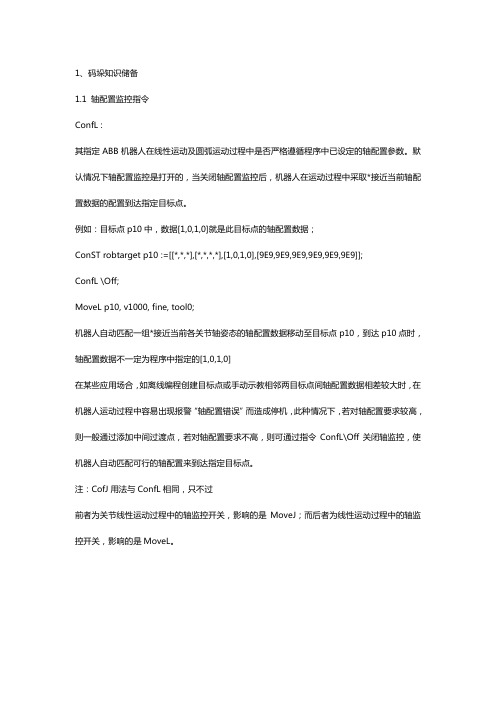
1、码垛知识储备1.1 轴配置监控指令ConfL :其指定ABB机器人在线性运动及圆弧运动过程中是否严格遵循程序中已设定的轴配置参数。
默认情况下轴配置监控是打开的,当关闭轴配置监控后,机器人在运动过程中采取*接近当前轴配置数据的配置到达指定目标点。
例如:目标点p10中,数据[1,0,1,0]就是此目标点的轴配置数据;ConST robtarget p10 :=[[*,*,*],[*,*,*,*],[1,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];ConfL \Off;MoveL p10, v1000, fine, tool0;机器人自动匹配一组*接近当前各关节轴姿态的轴配置数据移动至目标点p10,到达p10点时,轴配置数据不一定为程序中指定的[1,0,1,0]在某些应用场合,如离线编程创建目标点或手动示教相邻两目标点间轴配置数据相差较大时,在机器人运动过程中容易出现报警“轴配置错误”而造成停机,此种情况下,若对轴配置要求较高,则一般通过添加中间过渡点,若对轴配置要求不高,则可通过指令ConfL\Off关闭轴监控,使机器人自动匹配可行的轴配置来到达指定目标点。
注:CofJ用法与ConfL相同,只不过前者为关节线性运动过程中的轴监控开关,影响的是MoveJ;而后者为线性运动过程中的轴监控开关,影响的是MoveL。
1.2 计时指令在机器人运动过程中,我们经常需要利用计时功能来计算当前机器人运行节拍,并通过写屏指令显示相关信息。
这里我们以一个完整的计时案例来学习一下关于计时并显示计时信息的综合运用:VAR clock clock1;!定义时钟数据clock1VAR num CycleTime;!定义数字型数据CycleTime,用于存储时间数值ClkReset clock1;!时钟复位ClkStart clock1;!开始计时机器人运动指令等ClkStop clock1;!停止计时CycleTime :=ClkRead(clock1);!读取时钟当前数值,并赋值给CycleTimeTPErase;!清屏TPWrite “The Last CycleTime is ”\Num:= CycleTime ;!写屏,在示教器屏幕上显示节拍信息,假设当前数值CycleTime为10,则示教器屏幕上*终显示信息为:“The Last CycleTime is 10”1.3 动作触发指令TriggL:在线性运动过程中,在指定位置准确的触发事件(如置位输出信号、激活中断等)。
ABB机器人码垛应用及方案介绍

© ABB
| Slide 7
ABB码垛机器人的相关介绍
码垛常用的机器人
六轴码垛机器人
IRB4600
© ABB
| Slide 8
IRB6700
IRB7600
ABB码垛机器人的相关介绍
常用的码垛应用
1、纸箱码垛 2、编织袋码垛 3、建筑材料码垛 4、木板码垛 5、周转箱码垛 6、油漆桶码垛 7、其他
ABB码垛助手的相关介绍
码垛助手优点
▪ 界面友好
支持中文,基于示教器界面,不需要额外硬件。 图形界
面友好 ,扩充方便 ,可以加载用户化照片,界面,公司标志。
▪ 简单易用
安装简单, 用图形编程代替Rapid编程,简单易学, 无需
专业人员。操作培训简单明了,工人容易接受。
▪ 节省成本
轻松应对多品种, 新产品; 一种产品, 普通操作可以搞定,
方案细化
工艺布局 机器人选型 周边设方案优化 文档输出
© ABB
| Slide 13
码垛应用方案制作的基本流程及注意事项
完整的机器人系统组成
1)机器人+安装座 2)电柜+示教器 3 ) 机器人夹具 4)辅助设备(传送带,定位机构,传感器,视觉识别系统) 5)安全围栏(安全门锁,光栅) 6)物流通道,维修空间 7)i/o 通讯方式
© ABB
| Slide 20
ABB码垛助手的相关介绍
码垛助手的作业流程
© ABB
| Slide 21
ABB码垛助手的相关介绍
码垛助手的产品配置
© ABB
| Slide 22
码垛产品配置 创建或者编辑码垛产品信息: • 产品名称 • 产品尺寸 • 产品之间码放接近距离
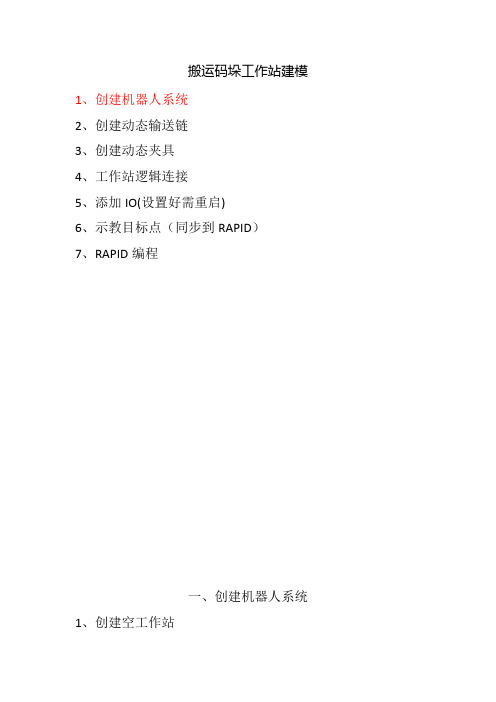
abbrobotstudio使用详细步骤
搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加IO(设置好需重启)6、示教目标点(同步到RAPID)7、RAPID编程一、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选Chinese和709-1网络二、创建动态输送链1、添加输送链并修改位置2、创建600*400*200的物料并修改位置3、添加一个smart组件4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy14、传感器与SC输送链的输出联系15、添加仿真开始结束组件,用于激活传感器16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART组件3、添加ATTACHER和DETACHER组件4、设置属性5、添加一个线传感器组件6、线传感器设置属性7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)9、设置属性连接10、添加信号及连接11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldata tGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,,],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[,,],[,,,],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtargetpActualPos:=[[1620,,],[,,,],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtarget pPick1:=[[,,],[0,,,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路拾取目标点PERS robtarget pPlace1:=[[,,],[0,,,0],[1,0,2,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!1路放置基准点PERS robtarget pBase1_0:=[[,,],[0,,,0],[1,0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置0度姿态PERS robtarget pBase1_90:=[[,,],[0,1,,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置90度姿态PERS robtarget pPick2:=[[,,],[0,,,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[,,],[0,,,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]]; PERS robtarget pBase2_0:=[[,,],[0,,,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[,,],[0,1,,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THENrPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN rPick2;rPlace2;ENDIFWaitTime ;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime ;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0;ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime ;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime ;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0);CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0);CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200);CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400);CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400);CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);CASE 18:pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0); CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0); CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200); CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE 14:pPlace2:=Offs(pBase2_90,400+10,400+10,400); CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE。