薄壁框体零件数控铣削加工变形工艺控制策略
数控加工薄壁零件的变形分析及控制

1 薄壁零 件 的J j n - r 误差
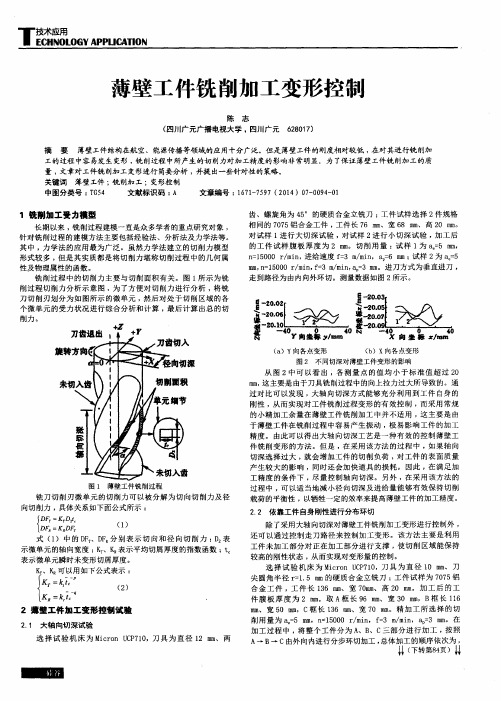
影响零件加工误 差的因素见图 1 。
机 床 刀翼 工 件
/ l .  ̄ mK ,
,
\
虞
o
囊 囊摄\
窒盎 = = 二 - 加
— — 丁 二
— —广 L
磊
图 2 薄 壁 框 类 零 件 加 工 简 化 示意 圈
圈 1 影响零件加工精 度的因素
用这 种修理 , 可 以取消 中修 , 简化修 理层次 , 修理速度快 , 质量 高, 因而大 大提高选矿设 备完好率和使用率 , 增加企 业的经济效益 , 也为专业化 维 选矿 设备经常处 在粉 尘浓度大 、 潮湿 、 泥 浆等恶劣 环境下高 负荷设 备工作, 要想使其经 常保持 良好 技术状 态和工作状 态, 就必须下大力气, 修 创 造 有 利 条件 。 另外, 要对 设备的操 作人员和维修人员进 行设备操作技 能培 训及设 加强设备的维护 与保 养, 最大限度的发挥设备的使用价值。维修工作要 备的保养维修技能培训 。 随着矿 山企业的不断发展壮大 , 新技术、 新设备 以可靠性的理论 、 及 时的状态 监测 、 准确 的故障诊断为基础, 要坚持点检 给 设备的管理和使用提 出了更高的要求 , 维修 人员和 设备 制的设备维修 管理方法 , 采用 数据 说话、 标准作业 、 趋势分析 , 通过 点检 的大量投入 , 更新知识, 才能更好 的使用和维修好设备 。 定修数据积 累, 分析出设备零 部件失效的规律, 不断总结经验, 改进和完 操作人员必须提高素质 , 善技术标准 , 做到设备故障早 发现 、 早排除 , 把 隐患消灭在萌芽状态 , 降 4 结 语 低设备故障率 维修 设备时, 要按照设备的性质, 和重要程度, 实行事后 选 矿 设 备 主 要 的 磨 损 . 是 设 备 在 一 定 使用 强 度 和 使 用 时 间 长度 下 , 维修 、 预 防维修、 生产维修 、 状 态维修等模式相结 合, 对设备故障 薄弱环 在外力的作用下实体产生的磨损 、 变形和损 坏的集 中表现。为了减少磨 节, 坚持逢修必改, 杜绝故障重复发生。在高负荷、 强冲击 、 高温环境下使 损, 就要选择合 理的生产工艺和性能优异的设备, 在科学的管理下, 让设 用的设备中, 要改变使用的润滑油类型 , 以提高轴承和运动装置抗冲击 、 备发挥最大的使用 价值 , 为企业创造更大的经 济效益 。 耐负荷 、 耐高温能力, 以减 小磨损 , 延长使用寿命。对于重要的齿轮 , 要改 润滑脂润滑为 自动喷油润滑 , 润滑油在压缩空气作用下 , 吹成微 小颗粒 , 参考文献 喷射到设备摩擦部位上 , 可 以保证润滑油膜的均匀 、 连续 , 同时可 以清除 【 1 ] 季 景强, 选矿 设备 的振荡 、 磨 损与 维护啪. 中国新 技术 新产 品 , 2 0 1 1 , 1 6 ) 摩擦部位表面 的污物 , 有效的减小磨损 。对于低速 、 重载 的轴和瓦 , 可以 ( 采用从轴下方高压喷油润滑 , 高压油 的喷入 , 形成可靠 的油膜 , 托起 转动 【 2 1 冶玉清 . 关于采 选矿及 化工机械 设备保 养措施 的研 究【 J 】 . 科海 故事博 的轴 , 减 小轴与瓦的接触, 避免了磨损发生 。总成互换修理法是 目前公认 览 : 科技 探 索 , 2 0 1 1 , ( 1 0 ) . 的现场维修最佳方法 , 是将磨损 的零部件拆下 , 用 新品修 复进 行更换 , 替 【 3 】 王绍平 近 年来我 国选矿技术发展回顾【 J 】 . 现代矿业 , 2 0 1 0 , ( 6 ) . 换下来的零部件在经济合理 的情 况下修复, 检验合格之后再做利用。采
薄壁工件铣削加工变形控制
的工 件 试 样 腹 板 厚 度 为 2 咖 。切 削 用 量 : 试样 1 为a = 5 m m , n = 1 5 0 0 0 r / m i n , 进给 速度 f = 3 m / m i n ,a = 6 m m: 试 样 2为 a = 5 量柚 , 盛 脚 翟N m m , n = l 5 0 0 0 r / m i n , f = 3 m / m i n , a = 3 I I k r l f 。进 刀方 式 为垂 直进 刀 , 走 到路 径为 由内 向外 环 切 。测 量数 据如 图 2所示 。
除 了采用 大 轴 向切深对 薄壁 工件 铣 削加 工变 形进 行控 制外 , 还 可 以通 过控 制 走 刀 路径 来 控 制加 工变 形 。 该方 法 主 要 是利 用
{ D F r = : K r 晖 D 2 )中的 D F T 、D F 分 别 表 示 切 向 和 径 向切 削 力 ; D 表 示微 单元 的轴 向宽度 ; K 、K 表 示平 均切 屑 厚度 的指数 函数 ; t 表示 微单 元瞬 时 未变 形切 屑厚度 。 K 、K 可 以用 如下 公式 表示 :
其中 , 力 学 法 的应 用 最为 广 泛 。虽 然 力学 法 建 立 的切 削 力模 型 形式较多 , 但 是其 实 质都 是将 切 削 力 堪称 切 削 过程 中的 几何 属 性及 物 理属 性 的函数 。 铣 削过 程 中 的切 削 力 主要 与切 削面 积 有 关 。图 l 所 示 为铣 削过 程切 削力 分 析示 意 图 , 为 了方 便 对 切 削力 进 行分 析 , 将 铣 刀 切 削 刃划 分 为 如 图所 示 的微 单元 , 然后 对 处 于 切 削 区域 的各 个 微 单 元 的受 力 状况 进 行 综合 分 析和 计 算 , 最 后 计 算 出总 的切
薄壁零件加工变形分析及控制方案
0引言薄壁零件在设备中的应用都是在核心部位,其质量以及性能的会关系到设备的应用效果。
再加上薄壁零件在加工制作的过程中需要对其外壁进行不断的打磨,以使其达到薄壁的要求,但这就导致了资源的浪费,这与我们现代社会提倡的“绿色生产”相违背。
为了相应这一号召,就必须对生产的工艺以及过程进行分析,探究新的技术,实现薄壁零件的最优生产。
1薄壁零件的介绍薄壁零件顾名思义就是零件的壁厚较薄,一般为轮廓尺寸的二十分之一。
最重要的是其有强度高、承载性强等优点,受到了很多行业的追捧。
在航天产品以及汽车制造工业中,其具体的特点有以下几点,一是结构复杂,在很多的大型产品中应用,为了减轻产品整体的重量,会增加很多的复杂设计,因此故意忽略了装夹定位,导致零件结构复杂。
二是壁薄,尤其是对于一些精密产品来说,需要零件的壁更薄,并且不适合集中粗放生产,这就相应的增加了零件的生产时间,进而使得提高了制造成本。
三是精准度高,薄壁零件要适应设备的制造的需求,就必须提高自身的精确度,为此从毛坯加工到成品需要多道工序,而且在加工的过程中极易出现变形的情况,甚至会导致零件报废。
这增加了制造企业的经济负担,延误了买家的使用也对零件生产企业的形象造成了破坏。
四是制作材料多,为了使用不同产品生产的需求,薄壁零件在加工的过程中会应用到多种材料,例如塑料、钛合金等等,不同的原材料对工业的需求也有差别。
2薄壁零件的加工变形原因2.1残余应力因素薄壁零件中的残余应力是有两个方面组成的,一部分是毛坯残余应力,另一部分是加工过程中的残余应力。
例如在钛合金加工的过程中需要加热使得材料软化,导致了残余应力的产生,应力的释放会造成零件的变形,进而影响零件的质量。
2.2工件装夹因素为了应对加工的过程中零件出现的位移现象,技术人员会利用工件装夹对零件进行固定。
但是工件装夹产生的力也会对零件生产的精准度造成一定的影响。
因此,技术人员在设定工件装夹是要将其松紧调整到最优的模式。
薄壁零件加工变形分析及控制方案

该产品的F 1为23%。
剩余的/冗余0零件大部分是紧固件或连接件,通过修改设计,大多数可以和其相连接的机体零件合并。
通过设定具体装配环境的装配难度系数,可以对装配规划产生的多种装配方案分别进行装配过程复杂度评价,以比较不同方案装配过程的优劣。
5 结论本文提出的方法是对面向装配的设计技术的一个补充和完善。
通过该方法的实施,可以在满足功能要求的情况下大大简化装配模型,使后续的装配序列和路径规划变得简单。
通过对装配复杂度和装配成本的分析,可以优选出不同的可行装配方案,这些都必将显著节约产品装配时间和降低装配成本。
参考文献:[1] 姜华.机械产品的装配规划研究:[博士学位论文].武汉:华中理工大学,1997.[2] 高峰.并行工程环境下的面向装配设计系统的研究与实践:[硕士学位论文].武汉:华中理工大学,1997.[3] 张林煊,童秉枢,张新访等.一种实用的综合集成D FA 系统的研究.清华大学学报,1998,38(11):69~72[4] 宋玉银.集成化面向装配的设计研究.机械工程学报,1999,35(5):67~71[5] Bo othroy d G,D ewhrust P.Desig n o f Manufacture and As 2sembly:The Boo thro yd-Dew hurst E xperience Desig n for X HU AN G G.Q.Chapman &Hall 1996:19~40[6] Paul G.Leney Case Experience with Hitachi,Lucas andBo othroyd-Dew hurst D FA Methods Desig n fo r X HUA NG G.Q.Chapman &Hall 1996:41~71[7] Z HA X F.Integ rated Kno wledge -Based Assembly Se 2q uence Planning.Advanced Manufacturing Technolo gy,1998,14:50~64(编辑 周本盛)作者简介:管 强,男,1972年生。
典型薄壁零件数控铣削加工工艺

典型薄壁零件数控铣削加工工艺
典型薄壁零件数控铣削加工工艺是指在数控铣床上对薄壁零件进行加工的一种工艺。
薄壁零件是指壁厚相对较薄的零件,通常壁厚在0.5mm至4mm之间。
薄壁零件的加工对加工工艺要求较高,因为薄壁零件的刚性较差,容易产生形变和变形。
在加工过程中需要考虑如何处理薄壁零件的刚性问题,以保证加工质量。
首先需要注意的是薄壁零件的夹紧方式。
由于薄壁零件的刚性较差,夹紧时容易导致零件变形或变形,因此需要选用合适的夹具来夹紧薄壁零件。
一般情况下,可以使用弹簧夹具或软质夹具来夹紧薄壁零件,以减少对零件的变形。
其次需要注意的是刀具的选择。
由于薄壁零件的刚性较差,加工时很容易产生振动和共振现象,因此需要选择合适的刀具来加工。
一般情况下,可以选择刚度较高的刀具,以减少振动和共振的产生。
加工过程中需要注意控制进给速度和切削速度。
由于薄壁零件的刚性较差,加工时进给速度和切削速度过高会导致零件变形或变形,因此需要适当降低进给速度和切削速度,以保证加工质量。
还需要注意切削冷却液的选择和使用。
切削冷却液可以有效降低切削温度,减少切削力和切削热,从而减少对零件的影响。
在加工薄壁零件时,可以选择适当的切削冷却液,使其能够有效地冷却切削工具和工件。
需要注意加工工艺的优化。
在加工薄壁零件时,可以通过优化加工工艺参数,如刀具切削用量、刀具切削轨迹、加工顺序等,以提高加工效率和加工质量。
典型薄壁零件数控铣削加工工艺需要注意薄壁零件的夹紧方式、刀具的选择、进给速度和切削速度的控制、切削冷却液的选择和使用以及加工工艺的优化,以确保加工质量。
如何克服变形?数控车削加工薄壁零件的技巧
如何克服变形?数控车削加工薄壁零件的技巧在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。
另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。
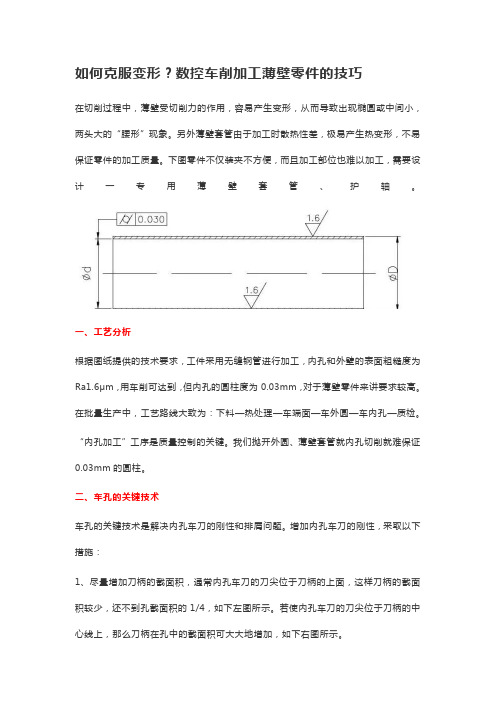
下图零件不仅装夹不方便,而且加工部位也难以加工,需要设计一专用薄壁套管、护轴。
一、工艺分析根据图纸提供的技术要求,工件采用无缝钢管进行加工,内孔和外壁的表面粗糙度为Ra1.6μm,用车削可达到,但内孔的圆柱度为0.03mm,对于薄壁零件来讲要求较高。
在批量生产中,工艺路线大致为:下料—热处理—车端面—车外圆—车内孔—质检。
“内孔加工”工序是质量控制的关键。
我们抛开外圆、薄壁套管就内孔切削就难保证0.03mm的圆柱。
二、车孔的关键技术车孔的关键技术是解决内孔车刀的刚性和排屑问题。
增加内孔车刀的刚性,采取以下措施:1、尽量增加刀柄的截面积,通常内孔车刀的刀尖位于刀柄的上面,这样刀柄的截面积较少,还不到孔截面积的1/4,如下左图所示。
若使内孔车刀的刀尖位于刀柄的中心线上,那么刀柄在孔中的截面积可大大地增加,如下右图所示。
2、刀柄伸出长度尽能做到同加工工件长度长5-8mm,以增加车刀刀柄刚性,减小切削过程中的振动。
三、解决排屑问题主要控制切削流出方向,粗车刀要求切屑流向待加工表面(前排屑),为此采用正刃倾角的内孔车刀,如下图所示。
刃磨时前角磨以圆以圆弧状角度10-15°,后角根据加工圆弧离壁0.5-0.8mm(刀具底线顺弧度),c切削刃角k向为§0.5-1为沿切屑刃B点修光刃为R1-1.5,副后角磨成7-8°为适,E内刃的A-A点磨成圆向外排屑。
四、加工方法1、加工前必须要做一件护轴。
护轴主要目的:把车好的薄壁套内孔以原尺寸套住,用前后顶尖固定使它在不变形的情况下加工外圆,保持外圆加工质量、精度。
所以,护轴的加工对加工薄壁套管的工序是关键环节。
加工护轴毛胚用45﹟碳结构圆钢;车端面、开两头B型顶尖孔,粗车外圆,留余量1mm。
浅谈航空薄壁结构件数控加工变形的控制
浅谈航空薄壁结构件数控加工变形的控制摘要:随着航空工业的不断发展,人们对其结构件提出了更高要求,只有结构件的质量有所保证,才能实现各种设备生产要求。
因此,在控制航空薄壁结构在数控加工过程中的变形时,应分析实际情况,并在加工过程中和加工后进行变形控制,进一步提高航空薄壁结构件的加工质量。
关键词:航空薄壁;结构件;数控加工;变形控制前言随着现代航空器高速、高机动性能要求的不断提高,航空器越来越多地采用整体薄壁结构件,这是现代飞机、航天器领域的一个革新。
整体薄壁结构件质量轻,在刚度、抗疲劳强度,以及各种失稳临界值等方面均比铆接结构胜出一筹。
然而,在整体结构件的数控加工过程中.常因毛坯初始应力、结构不对称性、加工工艺不完善、装夹不合理、加工过程切削力和切削热等因素的影响.导致整体薄壁结构件产生弯曲、扭曲及弯扭组合等加工变形,薄壁结构还会产生失稳现象,严重影响了整体薄壁结构件的生产效率和最终产品精度。
可见.对整体薄壁结构件加工制造技术需要有更高的要求。
1航空薄壁结构件薄壁结构是由薄板、薄壳和细长杆件组成的结构,能以较小的重量和较少的材料承受较大的荷载。
薄壁结构件区别与板金挤压敲击成型零件,现代飞机的设计为了极大程度减轻飞机重量并且保证飞机的结构强度,薄壁结构件应用越来越广泛。
2航空薄壁结构件数控加工变形控制策略2.1加工过程中的变形控制加工零件在受到装夹力、切削力作用时,就会发生变形,通过对变形现象分析,得出该种变形属于弹性变形,在装夹力、切削力消失后就会恢复到原来的形状。
但是,在加工过程中,刀具的切削位置和切削量会发生改变,导致零件表面出现变形、过切等问题,而在航空薄壁结构件数控加工过程中,弹性变形会导致出现很大的误差。
对于加工过程中出现的变形,可以采取以下措施进行控制。
2.1.1优化数控加工切削参数对于现阶段的数控加工而言,切削参数的选择一直影响着数控零件加工,在这种情况下,如果切削参数不合理,刀具严重磨损,结构件表面残余力会随着切削力的增加而增加,同时加工质量会急速下降,最终增加加工成本。
典型薄壁零件数控铣削加工工艺

典型薄壁零件数控铣削加工工艺一、加工工艺概述在现代机械加工中,数控铣削技术已经成为广泛采用的一种加工方式。
它具有高效率、高精度、高稳定性等诸多优点,能够满足各种复杂形状的零部件加工需求。
而在制造业中,薄壁零件的加工一直以来都是一个难点,因为它们具有较大的面积,容易发生振动和变形,导致加工质量不佳。
因此,采用数控铣削加工工艺来生产薄壁零件,显得尤为重要。
1. 材料准备首先需要选定适合薄壁零件加工的材料,一般采用铝合金、镁合金、钛合金等轻合金材料。
然后进行材料的切割、碾磨等预处理工作,以优化后续加工的效果。
2. CAD制图在进行数控铣削加工前,需要对零件进行三维模型设计,以制定详尽的加工工艺方案。
在CAD制图过程中,需要考虑加工精度、表面质量、加工时间等多个因素,确定好各种加工参数,包括加工路径、刀柄发生器等。
3. CAM编程在CAD制图完成后,需要进行CAM编程,将机器指令和实际加工过程相一致。
在CAM编程中,需要考虑加工路径,以及刀柄进给速度、切削进给速度等参数,调整加工节奏和刀具尺寸等。
4. 加工调试CAM编程完成后,需要先进行一次加工调试。
调试过程中,需要不断调整加工参数,以充分发挥数控铣削加工的优势,并保证加工精度和表面光洁度达到标准要求。
5. 实际加工过程综合考虑加工条件、切削速度、进给速率等因素,进行实际的数控铣削加工。
在加工过程中,需要密切关注加工状态,调整加工参数,以保证产品精度和表面质量。
三、关键问题控制1.加工稳定性的控制薄壁零件加工面积较大,容易发生振动和变形,因此需要掌握加工稳定性的控制方法。
首先要选择合适的工件夹持方式,确保工件在加工过程中不产生任何变形。
同时,合理设计加工刀具尺寸和结构,采用具有高刚性的刀具,以提高加工精度和稳定性。
2.表面光洁度的控制薄壁零件加工表面质量要求较高,表面光洁度是一个很关键的指标。
因此,在加工过程中需要选用具有高刚度、高切削能力的刀具,并适当降低装夹紧密度,避免过度压缩,从而保证零件表面光滑克服表面氧化和氧化皮的形成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
U U Ho n g. ZHANG Yo n g
( I n s t i t u t e o f Ma c h i n e r y M a n u f a c t u r i n g T e c h n o l o g y ,C h i n a A c a d e m y o f E n g i n e e r i n g P h y s i c s ,
2 0 1 3年 3月 第4 1 卷 第 5期
机床与液压
M ACHI NE TOOL & HYDRAULI CS
Ma r . 2 01 3
V0 1 . 41 No . 5
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 .Байду номын сангаас0 5 . 0 2 1
Mi a n y a n g S i c h u a n 6 2 1 9 0 0,C h i n a )
Ab s t r a c t :T a k i n g t h i n — wa l l e d f r l a me c o mp o n e n t p a r t i n a l a r g e p r e c i s i o n i n s t r u me n t a s a n e x a mp l e ,t h r o u g h a n a l y z i n g i t s c h a r a c — t e r i s t i c s ,t h e t e c h n o l o g y s t r a t e g i e s f o r c o n t r o l l i n g ma c h i n i n g d e f o r ma t i o n, i n c l u d i n g o p t i mi z i n g p r o c e s s r o u t e ,d e s i g n i n g r a t i o n a l c l a m— p i n g me t h o d, c h o o s i n g p r e or f a b l y c u t t i n g t o o l ,o p t i mi z i n g c u t t i n g mo d e a n d t o o l p a t h e t c ,w e r e u s e d t o a c h i e v e ma c h i n i n g l a r g e t h i n — wa l l e d t a me c o mp o n e n t p a r t i n o r d i n a r y NC mi l l i n g ma c h i n e ,a n d t h e ma c h i n i n g d e f o r ma t i o n wa s r e d u c e d e fe c t i v e l y .T h i s me t h o d p r o v i d e s g u i d i n g a n d r e f e r e n c e f o r NC mi l l i n g o f s i mi l a r t h i n — w a l l e d f a me p a r t s . Ke y wo r d s :T h i n — wa l l e d t a me c o mp o n e n t p a t ; Ma r c h i n i n g d e f o ma r t i o n ; NC mi l l i n g ;T e c h n o l o g y s t r a t e g i e s
薄 壁框 体 零件 数 控铣 削加 工变 形 工艺 控 制策 略
刘 宏 ,张 永
( 中国工程物 理研 究 院机 械 制造 工 艺研 究所 ,四川 绵 阳 6 2 1 9 0 0 )
摘要 :以某大型精密仪器上 的一个薄壁框体零件 为例 ,通过分析零 件特点 ,采用 制定优化 的工艺路线 、设 计合理 的装 夹方式 、优选切削刀具 以及优化切削方式与走刀路径等工艺控制策 略 ,实现 了在普通数控铣 削机床上加工 大型薄壁框体类 零件 ,并有效减少 了加工 变形 。该方法对 同类薄 壁框体零 件的数控 铣削加工具有 一定 的指 导意 义和参考价值 。 关键词 :薄壁框体零件 ;加工变形 ;数控铣削 ;工艺控制策略
中图分 类号 :T H1 6 文献标识码 :A 文章编号 :1 0 0 1 — 3 8 8 1( 2 0 1 3 )5— 0 7 8— 3
Te c h no l o g y S t r a t e g i e s f o r Co nt r o l l i n g Ma c hi n i ng De f o r ma t i o n o f
现代产 品制造过程 中 ,由于产 品减重等 因素 ,许
多零部件设计 为薄壁结 构。由于薄壁零件具有低 刚度
1 零 件结构 特点 及 ̄ j u - r 难 点
1 . 1 零件 结 构特 点
图1 中的仪 表盘是某大型精密仪器上的一个 重要 零件 ,该零件材 质为硬 铝 ,外径 为 7 0 0 I T l m,其 外边