柔性版制版机说明书OK
柔性版印刷机操作说明
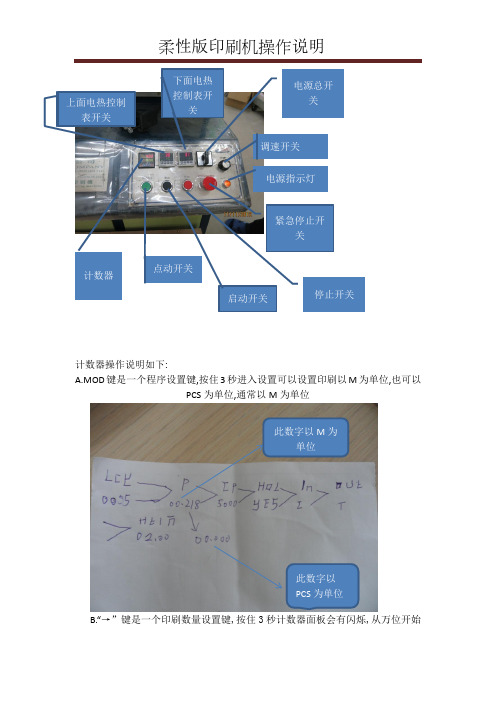
计数器操作说明如下:A.MOD 键是一个程序设置键,按住3秒进入设置可以设置印刷以M 为单位,也可以PCS 为单位,通常以M 为单位B.“→”键是一个印刷数量设置键,按住3秒计数器面板会有闪烁,从万位开始此数字以PCS 为单位此数字以M 为单位C.“↑”键是设置印刷数量键,如:印刷500M选按住”→”3秒闪烁出现再按到百位数,再按“↑”进行设置,当百位数为5,十位数为0,个位数为0,按住MOD键即可,此功能到需要印刷的数量,会自动停止A.RST键是清零键,当机器无法启动时先检查计数器是否清零,如没有则无法启动机器,按一下此键清零发热板,操作说明如下: B.按住RST键,此处会清零1.发热板分为上下两部分,上下操作方式相同2.△▽键是两个设置温度高低键,按住MODE键进行解锁,再按”△▽”进行设置即可,设置完成后按MODE键进行锁住即可.3.根据印刷带材速度,文字大小不同而设定温度如:印刷织边丝带,温度设为130℃,速度4档;尼龙带,温度设为70℃,速度3档4.OUT/OFF是一个温度控制表开关,如要关闭温度则按一下此键,控制表上会出现”OFF”字样,则表示已关闭,要开启则按一下即可。
.1.印前要核对订单原料名称,宽度,唛头长度,宽度是否和图稿相同,任意一项不同都不可以生产 2.原料名称原料名称唛头长度,宽度需要版筒76T核对版筒和齿轮,是否一致,如有不同,不可生产,例如订单是76T,不可以用81T,也不可以用73T,如用错,会导致长度错误.76T 正确 76T 正确81T 错误73T错误3.印刷正反面一定要看图稿套位方式贴版,多少套位要看彩搞方向贴版,根据彩搞上图纹进行分色.4.此处是版号每块版都有版号,版号和订单相同,如有不同则表示此印版不是此张订单的5.计数器是否有清零6.没有清零有清零检查墨斗和网纹是否有垃圾,墨斗是否有生锈,如有生锈一定不行,必须使用2000W砂纸进行砂掉,不可用利器去刮,利器会伤墨斗刀片注:墨斗生锈会导致产品重金属超标,每次使用完必须擦上机油或喷上除锈油。
柔性版版制版详细工艺流程
柔性版版制版详细工艺流程1. 准备工作:首先需要准备好柔性版材料、版框以及相应的制版工具,如刮刀、印刷涂料等。
2. 柔性版材料处理:将柔性版材料裁剪成所需尺寸,并进行清洁和处理,以确保表面平整且无杂质。
3. 制版图案设计:根据印刷品的需求,设计出版图案,并将图案转移到柔性版材料上。
4. 曝光制版:将制版图案与柔性版材料配合好,放置在曝光台上进行曝光,以确保版图案和柔性版材料充分结合。
5. 洗版处理:将曝光后的柔性版材料进行洗版处理,以去除没有曝光到光线的部分柔性版材料,留下版图案。
6. 干燥处理:将洗版后的柔性版材料进行干燥处理,使其表面干燥,并保持平整。
7. 装夹固定:将干燥好的柔性版材料和版框进行装夹固定,以确保在印刷过程中不会出现移位或变形。
8. 印刷操作:将装夹好的柔性版材料放置在印刷机上,进行印刷操作,将图案印刷到印刷品上。
9. 清洁保养:印刷完成后,需要对柔性版材料进行清洁保养,以确保下次使用时能够有更好的印刷效果。
以上就是柔性版制版工艺流程的详细步骤,通过这些步骤,可以有效地制作出符合要求的印刷品。
柔性版制版工艺流程的详细步骤是印刷行业中非常重要的一环。
柔性版制版工艺流程的每一个步骤都需要经过精心设计和严格执行,以确保最终印刷品的质量。
下面我们将进一步详细介绍柔性版制版工艺流程的相关内容。
10. 版材处理在柔性版制版工艺流程中,选择合适的柔性版材料对于印刷品的效果非常重要。
通常,柔性版材料有不同的厚度和硬度等特性,可以根据印刷品的要求进行选择。
在处理柔性版材料时,需要进行裁剪、清洁和处理,确保其表面平整干净,无杂质和污渍,以及在后续工艺过程中保持稳定的特性。
11. 制版图案设计制版图案的设计是柔性版制版工艺流程中关键的一步。
通常制版图案是根据客户的要求以及印刷品的需求来进行设计和转移到柔性版材料上。
这一步需要专业的操作人员根据设计要求进行精确定位和转移,确保版图案的清晰度和准确性。
柔版印刷机操作规程

柔版印刷机操作规程
《柔版印刷机操作规程》
一、设备准备:
1. 检查印刷机的各个部件是否运转正常。
2. 确保印刷机上的安全装置完好无损。
3. 清理印刷机周围的杂物,确保操作空间整洁。
4. 准备好要使用的版材和印刷油墨。
二、开机操作:
1. 按照操作规程打开印刷机的电源开关。
2. 按照顺序启动印刷机的各个部件,如送纸、印刷、收纸等。
3. 调整印刷机的速度,保证印刷质量。
三、调试印刷机:
1. 安装好要使用的版材,进行调试印刷。
2. 调整印刷机的压力,使得版材与印刷物之间的压力适中。
3. 调整印刷机的注册,保证印刷物的位置准确。
四、印刷操作:
1. 在印刷机运行状态下,定时检查机器的运行情况,保证印刷平稳。
2. 定时清理印刷机上的杂物和残留油墨,保证印刷质量。
五、保养和维护:
1. 定期清洁印刷机的各个部件,清除油污和灰尘,确保设备的卫生和安全。
2. 定期更换印刷机上的耗损部件,如刮墨刀、印版等。
3. 定期检查印刷机的各个部件是否存在异常,及时处理故障。
六、停机操作:
1. 在停机前,关闭印刷机的各个部件,并将机器清洁干净。
2. 关闭印刷机的电源开关。
七、注意事项:
1. 操作人员需熟知印刷机的操作规程和维护方法。
2. 操作人员需穿戴好防护用具,确保人身安全。
3. 操作人员需保持清醒,不得在操作时饮酒或使用麻醉药品。
以上为柔版印刷机的操作规程,希望操作人员严格按照规程进行操作,确保印刷机的正常运行和印刷质量。
柔性版印刷机操作说明
计数器操作说明如下:A.MOD 键是一个程序设置键,按住3秒进入设置可以设置印刷以M 为单位,也可以PCS 为单位,通常以M 为单位B.“→”键是一个印刷数量设置键,按住3秒计数器面板会有闪烁,从万位开始此数字以PCS 为单位此数字以M 为单位C.“↑”键是设置印刷数量键,如:印刷500M选按住”→”3秒闪烁出现再按到百位数,再按“↑”进行设置,当百位数为5,十位数为0,个位数为0,按住MOD键即可,此功能到需要印刷的数量,会自动停止A.RST键是清零键,当机器无法启动时先检查计数器是否清零,如没有则无法启动机器,按一下此键清零发热板,操作说明如下: B.按住RST键,此处会清零1.发热板分为上下两部分,上下操作方式相同2.△▽键是两个设置温度高低键,按住MODE键进行解锁,再按”△▽”进行设置即可,设置完成后按MODE键进行锁住即可.3.根据印刷带材速度,文字大小不同而设定温度如:印刷织边丝带,温度设为130℃,速度4档;尼龙带,温度设为70℃,速度3档4.OUT/OFF是一个温度控制表开关,如要关闭温度则按一下此键,控制表上会出现”OFF”字样,则表示已关闭,要开启则按一下即可。
.1.印前要核对订单原料名称,宽度,唛头长度,宽度是否和图稿相同,任意一项不同都不可以生产 2.原料名称原料名称唛头长度,宽度需要版筒76T核对版筒和齿轮,是否一致,如有不同,不可生产,例如订单是76T,不可以用81T,也不可以用73T,如用错,会导致长度错误.76T 正确 76T 正确81T 错误73T错误3.印刷正反面一定要看图稿套位方式贴版,多少套位要看彩搞方向贴版,根据彩搞上图纹进行分色.4.此处是版号每块版都有版号,版号和订单相同,如有不同则表示此印版不是此张订单的5.计数器是否有清零6.没有清零有清零检查墨斗和网纹是否有垃圾,墨斗是否有生锈,如有生锈一定不行,必须使用2000W砂纸进行砂掉,不可用利器去刮,利器会伤墨斗刀片注:墨斗生锈会导致产品重金属超标,每次使用完必须擦上机油或喷上除锈油。
柔性版印刷机操作规范指南.doc

柔印机操作指南目录一.开机准备与设备维护 (3)1.开机检查 (3)2.设备维护 (4)二.承印物上机 (5)三.安装网纹辊、版辊筒及印刷 (6)1.安装墨盒、网纹辊 (6)2.安装版辊筒 (8)3.影响印刷质量的因素及相应调整 (11)四.干燥、分切、模切 (18)1.干燥 (18)2.分切 (19)3.模切…………………………………………………………… .21五.洗印版、网纹辊………………………………………………… .25六.成品收集………………………………………………………… .26七.调墨装版 (27)1.调墨 (27)2.装版 (28)柔性版印刷机操作指南印刷机是整个柔性版印刷的关键所在。
所有的印刷数据来自于印刷机上,并且在每一个印刷作业准备措施中工作品质和对设备的精心维护都有利于或妨碍可能成功的印刷过程。
成功的印刷依赖于或取决于使用技术的高低,印刷操作者的技能以及印刷机本身的机械性能。
由于所有的印刷作业准备步骤之间是相互牵联,相互影响的。
因此,一定不要简化印刷作业的准备工作。
所有的柔版印刷操作者都要养成安全作业的习惯。
同时还要强调安全的操作环境。
在车间工作时,不许穿拖鞋。
衬衣的下摆不许外露,工作服钮扣必须扣好,袖口也应扣上,以防被印刷机的运转件卷入。
印刷机,在机械运转时,防护罩不应打开。
擦机器的抹布和随手用的工具应放在固定的容器里或位置上。
在任何时候都要非常注意可能发生危险的事情和有关的的情况。
在任何时候都要进行安全操作。
与其它印刷方式相比,柔性版印刷主要具备以下几方面的特点:1、设备结构简单,易于操作、维修。
2、设备占用面积少,厂房利用率高。
3、应用材料广泛,对各种材料的适应性强。
4、制版速度快、费用低。
5、改善了工作条件,无环境污染。
6、连线加工能力强,生产周期短,工作效率高。
7、适用中,短版印品(5万—10万)产品质量可靠,印长版活,质量稳定,色调一致。
柔印机操作简便、易掌握。
柔性线路板性能指南手册说明书
Performance guideManual for single- and double-sided flexible printed wiring boards38%/,&/< $9$,/$%/( 63(&,),&$7,21,(& 3$6Edition 1.01999-10I N T E R N A T I O N A LE L E C T R O T E C H N I C A L C O M M I S S I O NReference numberIEC/PAS 62123This is a preview - click here to buy the full publicationIPC/JPCA -6202Performance Guide Manual for Single-and Double-Sided Flexible Printed Wiring BoardsASSOCIATION CONNECTINGELECTRONICS INDUSTRIESThis is a preview - click here to buy the full publicationCopyright © 1999, IPC; 1999, IEC INTERNATIONAL ELECTROTECHNICAL COMMISSION____________PERFORMANCE GUIDE MANUAL FOR SINGLE- AND DOUBLE-SIDEDFLEXIBLE PRINTED WIRING BOARDSFOREWORDA PAS is a technical specification not fulfilling the requirements for a standard, but made available to the public and established in an organization operating under given procedures.IEC-PAS 62123 was submitted by the IPC (The Institute for Interconnecting and Packaging Electronic Circuits) and has been processed by IEC technical committee 52: Printed circuits.The text of this PAS is based on the following document:This PAS was approved for publication by the P-members of the committee concerned as indicated in the following document:Draft PAS Report on voting52/809/PAS52/830/RVDFollowing publication of this PAS, the technical committee or subcommittee concerned will investigate the possibility of transforming the PAS into an International Standard.An IEC-PAS licence of copyright and assignment of copyright has been signed by the IEC and IPC and is recorded at the Central Office.1)The IEC (International Electrotechnical Commission) is a worldwide organization for standardization comprising allnational electrotechnical committees (IEC National Committees). The object of the IEC is to promote international co-operation on all questions concerning standardization in the electrical and electronic fields. To this end and in addition to other activities, the IEC publishes International Standards. Their preparation is entrusted to technical committees;any IEC National Committee interested in the subject dealt with may participate in this preparatory work. International, governmental and non-governmental organizations liaising with the IEC also participate in this preparation. The IEC collaborates closely with the International Organization for Standardization (ISO) in accordance with conditions determined by agreement between the two organizations.2)The formal decisions or agreements of the IEC on technical matters express, as nearly as possible, an internationalconsensus of opinion on the relevant subjects since each technical committee has representation from all interested National Committees.3)The documents produced have the form of recommendations for international use and are published in the form ofstandards, technical reports or guides and they are accepted by the National Committees in that sense.4)In order to promote international unification, IEC National Committees undertake to apply IEC International Standardstransparently to the maximum extent possible in their national and regional standards. Any divergence between the IEC Standard and the corresponding national or regional standard shall be clearly indicated in the latter.5)The IEC provides no marking procedure to indicate its approval and cannot be rendered responsible for anyequipment declared to be in conformity with one of its standards.6) Attention is drawn to the possibility that some of the elements of this PAS may be the subject of patent rights. TheIEC shall not be held responsible for identifying any or all such patent rights.This is a preview - click here to buy the full publicationThe Principles of Standardization In May1995the IPC’s Technical Activities Executive Committee adopted Principles of Standardization as a guiding principle of IPC’s standardization efforts.Standards Should:•Show relationship to DFM&DFE•Minimize time to market•Contain simple(simplified)language•Just include spec information•Focus on end product performance•Include a feedback system on use and problems for future improvementStandards ShouldNot:•Inhibit innovation•Increase time-to-market•Keep people out•Increase cycle time•Tell you how to make something•Contain anything that cannot be defended with dataNotice IPC Standards and Publications are designed to serve the public interest through eliminating misunderstandings between manufacturers and purchasers,facilitating interchangeability andimprovement of products,and assisting the purchaser in selecting and obtaining with minimumdelay the proper product for his particular need.Existence of such Standards and Publicationsshall not in any respect preclude any member or nonmember of IPC from manufacturing or sell-ing products not conforming to such Standards and Publication,nor shall the existence of suchStandards and Publications preclude their voluntary use by those other than IPC members,whether the standard is to be used either domestically or internationally.Recommended Standards and Publications are adopted by IPC without regard to whether theiradoption may involve patents on articles,materials,or processes.By such action,IPC doesnot assume any liability to any patent owner,nor do they assume any obligation whatever toparties adopting the Recommended Standard or ers are also wholly responsiblefor protecting themselves against all claims of liabilities for patent infringement.Why is there a charge for this standard?Your purchase of this document contributes to the ongoing development of new and updated industry standards.Standards allow manufacturers,customers,and suppliers to understand one another better.Standards allow manufacturers greater efficiencies when they can set up their processes to meet industry standards,allowing them to offer their customers lower costs.IPC spends hundreds of thousands of dollars annually to support IPC’s volunteers in the standards development process.There are many rounds of drafts sent out for review andthe committees spend hundreds of hours in review and development.IPC’s staff attends and participates in committee activities,typesets and circulates document drafts,and follows all necessary procedures to qualify for ANSI approval.IPC’s membership dues have been kept low in order to allow as many companies as possibleto participate.Therefore,the standards revenue is necessary to complement dues revenue.The price schedule offers a50%discount to IPC members.If your company buys IPC standards,why not take advantage of this and the many other benefits of IPC membership as well?For more information on membership in IPC,please visit or call847/790-5372.Thank you for your continued support.©Copyright1999.IPC,Northbrook,Illinois.All rights reserved under both international and Pan-American copyright conventions.Any copying,scanning or other reproduction of these materials without the prior written consent of the copyright holder is strictly prohibited and constitutes infringement under the Copyright Law of the United States.IPC/JPCA-6202Performance Guide Manual for Single-and Double-Sided Flexible Printed Wiring BoardsDeveloped by the Flexible Circuits Acceptability Subcommittee (D-14)of the Flexible Circuits Committee (D-10)of IPC and the Flexible Printed Circuits Committee of the Japan Printed Circuit Association (JPCA)Users of this standard are encouraged to participate in the development of future revisions.Contact:IPC2215Sanders Road Northbrook,Illinois 60062-6135Tel 847509.9700Fax 847509.9798iiiiiiv1。
柔性版版制版详细工艺流程资料
• (4)回收感光液
将曝光后的印版放在一个回收装置中,回收 未曝光的感光树脂,回收后的感光树脂可以过 滤处理后重新使用。
(5)显影冲洗
再把印版放入显影机内用显影剂进行冲洗, 显影剂一般为氢氧化钠溶液。显影后片基上留 下感光硬化的图文部分。
柔性版制版基本原理
保护胶片
感光层
基层底
Cyrel® 感光树脂版结构
柔性版制版基本原理
固体硬化型感光树脂版制版六步骤
1. 背曝光
2. 主曝光
3. 冲洗
4. 烘干
5. 后曝光
柔性版制版基本原理
曝光机外观
柔性版制版基本原理
用紫外线光背曝光 (25- 50 秒)
柔性版制版基本原理
生成柔版底基…...
柔性版制版
一、柔性版制版原理
• 感光性树脂版材在紫外光的照射下,首先引发剂分解产 生游离基,游离基立即与不饱和单体的双键发生加成反应,
引发聚合交联反应,从而使见光部位(图文部分)的高分子
材料变成难溶甚至不溶性的物质,而未见光部位(非图文部 分)仍保持原有的溶解性,可用相应的溶剂溶去未见光部位
的感光树脂,而见光部位保留,形成浮雕图文。
三、液体感光树脂制版工艺
液体感光树脂柔性版制版工艺流程如下:
• 铺流感光树脂——背面曝光——正面曝光——回收 感光液——显影冲洗——干燥与后曝光
(1)铺流感光树脂
在曝光成型机中进行,将配好的感光树脂注入曝 光成型机中,从料斗里流出感光树脂液,料斗顶端 的刮刀将流出的感光树脂液挂成一定的厚度。 (2)曝光 在感光树脂上覆以透明薄膜,放上阴图底片进行 曝光,先进行背面曝光,再进行正面曝光。
柔印机印刷操作步骤

柔印机印刷操作步骤华印企业网赞助商广告塑料薄膜柔性版印刷兼有凹版印刷的特点,但在某些方面又超过了凹版轮转印刷工艺,如制版设备简单,成本低,为直接接触式压印,压力非常轻,版材及机械损耗小,印刷中使用快干挥发性油墨,换版时间短,因此印刷速度超过了凹版轮转印刷。
柔性版印刷工艺操作程序大致如下:(1)粘贴柔性版①粘贴前须将版滚筒体外表面清洗干净;②然后用双面胶纸把柔性版按图案设计要求贴到所需要的版滚筒上,贴版时要对准版滚筒上的纵横坐标线,以保证套印的准确性;③柔性版须全部与版滚筒粘贴牢固,不得边缘翘起及中间存有气泡。
贴版时,用木锤轻敲以使任何部位都贴附于版滚筒体表面。
(2)塑料薄膜串引安置①待印薄膜装在放料架上,卷芯卡紧;②把三位四通滑阀搬到下面位置,解卷装置的两臂下降,将卷膜的解卷轴安放其上,然后把手动滑阀搬到上面位置,解卷轴即被抬起进入操作位置;③牵引薄膜,直至再卷轴将其缠绕到卷芯上;④把压紧装置的下柄搬到压紧位置,同时调整压紧端压力。
(3)放墨和传墨①清洗墨斗、墨辊筒、传墨辊、印版滚筒及压印滚筒;②分别将各色油墨放人墨斗;③调节墨斗至合理高度,使传墨辊浸入在墨斗油墨中;④启动油泵,操作二位四通电磁阀,使印版滚筒抬起;⑤操作三位四通电磁阀,使油马达转动,调节墨辊筒和传墨辊的间隙,进行传墨。
(4)印刷机的启动和生产中的调节①在主机启动前15min,打开各加热器投入工作,在主机启动时,将牵引装置之二辊筒内通入冷水,然后下降印版滚筒及调整印刷装置各滚筒,使它们接触,并具有适当的压力。
最后,打开各通风机;②启动主电机,使主电动机以最低速度运行,此时进行印版滚筒纵横位置的调节,达到印刷套准为止,调节顺序是先横向后纵向,调好印版滚筒位置后,开动调速旋钮,逐渐加速,用节流阀调整油马达转速,正面手轮调整墨辊筒与传墨辊的间隙,便于印版表面得到足够量的油墨;③印刷过程中的调节:a.根据版面图文的特点,随时进行墨量的调整;b.图文模糊不清或边缘轮廓出现堆墨现象,应调节传墨辊、印版滚筒、承压滚筒之间的压力,协调平衡;C.印迹不干燥,会出现油脏现象,可通过降低印刷速度,适量的使用快干溶剂,促使印迹挥发干燥,加大风量,调整鼓风和排风能力和调节加热器,提高热风温度,使产品强制干燥;d.卷取端面不齐现象,调节放料和收料的张力平衡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柔性版制版机产品使用说明书尊敬的顾客,感谢您使用本公司生产的柔性版制版机,以及相关产品。
在使用本公司产品前,请您详细阅读此使用说明书,它能够给您安装和使用过程中带来极大的帮助,避免不当操作造成的设备损害和材料浪费。
一,注意事项1.本产品要求使用220V、50Hz电源,并有可靠的接地保护。
2.本产品须在无尘、干燥、恒温、地面平整的环境下使用。
3.本产品制版需使用四氯乙烯和正丁醇4:1的混合溶剂。
4.本产品洗版所用四氯乙烯和正丁醇4:1的混合溶剂,有强烈气味和微毒,切勿食用,在使用、搬运、倾倒时需带胶手套,小心操作,避免溅到皮肤上和眼睛中,如果溅到身体上,请用清水长时间冲洗。
溅到眼睛里,马上用清水冲洗,再去医院检查。
5.请尽可能的从机器左右侧面注入溶剂,请勿从机器正面注入溶剂,以免流入机器内部引起电气故障。
6.请避免硬物长时间挤压毛刷,尤其是洗版后要把毛刷螺丝拧紧以免,平磨板玻璃压住毛刷.7.烘干过程一定注意掌握烘干时间,防止烘干过度伤害版材。
8.定期检查撑杆的力度,制版时防止溶剂溅落到撑杆上的钢杆上,有则马上擦干,以免溶剂进入撑杆气缸内。
9.本机器使用的曝光灯管、除粘灯管,都是强紫外线灯,对眼睛有害,大大强过电焊时的电弧光,切勿直视。
二,产品特点:本产品集背曝光、主曝光、洗版、烘干、除粘、后曝光功能于一体,操作简便,已达到进口制版机水平。
采用进口PHILIPS灯管,曝光时间短,使用寿命长,采用特有的技术和特殊工艺处理,使得网点还原性高,网点清晰、饱满,细小文字、线条、独立点不丢失。
三,使用前准备:1.仔细阅读本说明书,熟悉制版方法和注意事项。
2.根据随机物品清单,检查随机物品是否齐备。
3.按照本说明书选择好机器使用环境。
四, 电气控制面板时间和温度参数设置方法.1.时间和温度参数设置:可以一次性设置背曝光、主曝光、洗版、烘干、除粘、后曝光的时间或温度,也可以在制版过程中,分别单独设置各操作步骤的时间或温度参数。
2.插上电源,打开电源开关,按下电气控制面板上POWER键,数码管开始显示。
3.请注意:真空开关、嚗光开关、洗版开关、溶液加热开关、烘干温度开关、除粘时间开关,按一次为操作开始,并且相应的指示灯亮,再按一次,操作停止,相应的指示灯灭。
4.具体操作办法:先按功能键,按一下,就会有一个操作步骤的指示灯亮,表示可以设置此操作步骤的工作时间或温度,此时可以按递加键和递减键调节数字大小,设置的将是操作步骤的个位数时间或温度,其中曝光时间为0.1秒递加和递减,其他为1秒,或者1℃。
然后按选择键,可以分别设置十位、百位、千位数字,同样也是按递加键和递减键调节数字大小。
五, 制版机各部说明及柔性版结构示意图:注:上图仅供参考,请以实际型号为准。
六,使用方法1.请在无尘、干燥、恒温、地面平整的环境安放机器,固定前脚轮,打开机盖。
调节毛刷:将清水或者新鲜溶剂注入水箱,高度为离毛刷顶部1㎝,用手轻扶毛刷,使毛刷均匀湿透,再盖下机盖,停1秒后打开机盖,检查平磨板玻璃上的水渍痕迹,要求水渍均匀分布,如果不均匀请调节毛刷板周围4个带弹簧固定螺丝,直到确定毛刷顶部和平磨板的玻璃均匀水平接触为止。
毛刷调节完毕,排空清水,插上电源,打开电源开关,按下红色POWER键.2.背曝光:先设置好曝光时间,拉开曝光抽屉,把裁剪好的柔性版,背面朝上放在曝光抽屉里的抽气板中央,把曝光抽屉轻轻推入,设置好曝光时间,按下曝光开关键,曝光开始。
曝光时间一到, 数码管数字停止跳动,从000.0回到您设置的曝光时间,并且有“嘀”的一声提示曝光结束。
背曝光的目的是建立稳固的底基,也可控制洗版深度,加强聚脂片基与感光树脂层的结合力,获得耐用的印版。
背曝光时间根据需要的底基厚度确定。
如果使用不熟悉的新版材,可先试用一小块,用不透光的纸遮住部分曝光,采用不同的时间进行背曝光,然后洗版,如果背曝光时间正确,版材应该是洗去一半厚度左右。
3, 主曝光:①拉开曝光抽屉,卷起真空膜,把背曝光好的柔性版,一次性连贯地撕开上层保护层,正面朝上放在曝光抽屉里的抽气板中央。
②把菲林药膜面朝下放在版材上, 版材面积必须稍微大于菲林面积,用1~2cm 宽导气条盖住版材和菲林接触的地方,导气条可用洗水麦等不掉毛的材料,不能让导气条盖住菲林有内容的部分!打开真空开关键,将卷起的真空膜提起均匀铺盖在菲林上,从中心向四周,擦去菲林与版材之间的细小空气泡,注意:一定要多次檫!菲林与版材之间任何一点气泡将造成曝光失败。
③在真空表指针读数小于0.08mp并稳定后,把曝光抽屉轻轻推入,设置好曝光时间,按下曝光开关键,曝光开始。
④时间一到, 数码管数字停止跳动,从000.0回到您设置的曝光时间,并且有“嘀”的一声提示曝光结束。
按下真空开关键,真空泵停止工作,打开曝光抽屉,卷好真空膜, 把已曝光柔性版材取下,在背面粘贴双面胶,再取下菲林妥善放好,打开机器上盖,在平磨板的玻璃上平整粘贴。
注意事项:①用柔性版材背面去粘贴玻璃,曝光面朝外,此过程不要用手或其他物体接触柔性版材曝光面,以免影响制版效果。
采用胶性强的条形双面胶即可。
②粘贴手法:版材用双手抓住两边,形成一个向外弧形,以版材中央弧形顶部先粘贴,然后延展至两边,再压紧版材无图象的四边。
③主曝光时间长短由版材型号和菲林内容确定。
曝光时间过短会使图文坡度太直,线条弯曲,小字、小点部分被洗掉,反之曝光时间过长会糊版,字迹模糊。
如果在同一张印版上有大、小字,粗、细线条,可视情况用黑膜遮盖分别曝光,细小部分就不会因洗版丢失,以确保制版质量。
④为了避免曝光不足,尤其是大面积实地印版和反白印版,一定不要选择最少主曝光时间,印版一般有足够大的曝光宽容度,曝光可以进行两次曝光,确保能够使树脂充分反应。
假若你把主曝光时间设置太少,那么有曝光不足的风险,而且会降低印版的使用寿命。
⑤用导气条是为了更顺利抽真空和避免版上的树脂粘在真空膜上。
4. 洗版:打开上盖,粘好版材后,注入溶剂,盖好上盖,设置洗版时间,按下洗版开关键,洗版开始,时间一到, 数码管数字停止跳动,从000.0回到您设置的洗版时间,并且有“嘀”的一声提示洗版结束。
打开上盖,用海绵轻轻吸干柔性版材上的溶剂,不能来回擦,观察版材洗刷效果,如果合格便轻轻将其一边从平磨板玻璃上扯开,再用手指插在版材背面接近平磨板的地方,一点一点的把版材从平磨板上抠下来。
请注意:①切勿拿住版材一角直接撕扯,那样会影响晒版效果甚至是版材断裂。
②正常洗版,在毛刷上部会留下有颜色的悬浮物,溶剂变色,如果没有那是毛刷与绿贴片距离过大,版材没有洗刷,可按本章节方法2调节毛刷。
③版材洗完请马上取出烘干,切勿长时间浸泡。
5.烘干:打开烘干抽屉,将洗刷干净的版材平放在抽屉中央,合上抽屉,设置合适的烘干温度后,按烘干温度开关键, ,机器开始加热,烘干5分钟后把版材上的双面胶清除。
如果是洗版多次的溶剂或者是大面积版,在烘干20分钟后,打开烘干抽屉,取出版材,用纯净的新鲜溶剂清洗版材,因为洗完的版材有残留的树脂胶和含杂质的溶剂驻留,此时间不长所以不需要停止烘干加热,洗完再将版材放入抽屉继续烘干。
烘干时间长短可根据具体版材情况、洗版时间的长短、和经验掌握,使版材恢复原来尺寸厚度。
烘烤温度一般为60℃。
一般厚版两小时,薄版一小时。
烘烤时间过长,烘版温度过高将会使印版变脆而影响印刷寿命。
烘烤温度过低将延长烘干时间,烘烤时间过短,耐印力下降,印刷时会出现烂版糊版现象。
烘干好的版材应该是平直的。
7. 后曝光:将烘干好的版材取出,直接正面朝上平放在曝光抽屉里,用纸垫住版材,以免粘住真空膜或者真空板,影响下次主曝光,后曝光不需要抽真空,放好后合上抽屉,设置好后曝光时间,按下曝光开关键,时间一到,数码管数字停止跳动,从000.0回到您设置的曝光时间,并且有“嘀”的一声提示曝光结束。
后曝光是为了使感光树脂彻底硬化(聚合)达到应有的硬度。
后曝光时间过长,将削弱印版的使用寿命,同时还会导致印版上的底基和图象表面出现裂纹。
后曝光过度还会影响印版对油墨的传递性能,印刷品的外观看起来似乎是印版与承印物接触不良的印刷效果,上机操作时可能要加大印刷压力去补偿,最终导致印版磨损厉害而过早报废。
8.除粘:将后曝光后的版材正面朝上, 平放在除粘板中央,合上抽屉,设置好后除粘时间,按下除粘时间开关键, 除粘结束后,取出版材放入曝光抽屉。
除粘是为了减少版材粘性,以利于印刷时油墨传递,避免印刷时版材粘住纸屑和灰尘影响印刷质量。
除粘时有难闻的臭鸡蛋气味产生,请做好通风措施。
至此整个制版过程结束八,维护保养1有条件每次制完版用新鲜溶剂冲洗毛刷,因为洗版后,有树脂胶粘在毛刷上,长时间不清除,被树脂胶会凝固,会影响毛刷其使用寿命。
2 制版多次溶剂浓稠颜色变深后,请及时更换,以免影响制版效果。
3 本产品采用进口高级真空膜,上面如有灰尘等异物,请用酒精擦洗干净,不能用其它难挥发、腐蚀性强的有机溶剂或者水擦洗!操作时轻卷轻铺,避免指甲、菲林角等尖锐物体划伤,请勿用力撕扯、长时间折叠、重压等,远离火源。
4 每三个月打开后机箱盖,检查真空泵的油面,真空高速油油面一定要与玻璃面板上的油面指示线持平或者高1mm,过高和过低均会影响抽吸真空。
5 长时间不用机器请将溶剂排空,并保持箱内清洁。
6 烘干完成后,如果不再制版,请不要马上关闭烘干抽屉,以便烘干发热管散尽余热。
九, ,版材结构说明和注意事项1.保护薄膜片:可保护感光树脂版材从制造出来直到制版过程中之曝光为止。
一般为不透明状。
在制版时应一次性连贯的撕掉,若不能连续撕离表面薄片,则会在保护层留下明显可见的记号。
2.除去表面保护薄片方法:用手指尖端弹拍版材边缘,表面薄片会轻微脱离版材,手指抓住一角一次性连贯的撕掉。
3.胶合保护层:处于表面薄片及感光树脂之间,在表面保护薄膜片撕开后,可让菲林和版材有良好的接触并有利于抽真空。
制版过程中此保护层不能粘任何东西,避免版材弯曲,是为了不让保护层起皱,皱纹会使菲林在曝光程序的紫外线光束照射时间变的更长,版材留下痕迹将影响质量。
正常情况下撕开表面保护薄膜片后,就应马上把菲林药膜面朝下放上去,尽量一次放好,避免菲林在上面过多移动,在洗版过程时,保护层会即刻被洗刷溶解掉。
4. 感光树脂层(浮雕层):此感光树脂在曝光后成形硬化,洗版时可洗去不需印刷之未硬化部份。
5. 聚脂片基:它可保证感光版尺寸大小之稳定性。
十,版材保存方法:1版材在未曝光前,若已经被阳光照射,会使感光材料聚合,导致浮雕较低或图文较浅。
因此,应注意版材要避光保存,防止其见阳光。
2印版浮雕裂开也是保存不当引起的,树脂版对臭氧非常敏感,版材一旦接触到臭氧,就会使印版产生一些细小的裂口,导致无法印刷。
在存放印版时,应避免放在电晕处理装置、电机的旁边,因为在上述地方极易产生臭氧,使印版开裂。