过盈配合抱紧力计算与校核
抱紧力计算与校核
一、过盈配合的基本参数
过盈连接是利用零件间的配合过盈来实现连接。这种连接结构简单,定心精度好,可承受转矩、轴向力或两者的复合载荷,承载能力高;缺点是结合面加工精度要求较高,装配不便,配合面边缘处应力集中较大。其主要装配方法有三种:压入法、温差法、液压法。该产品推力轴承与轴之间的过盈配合采用压入法,为纵向过盈联接。
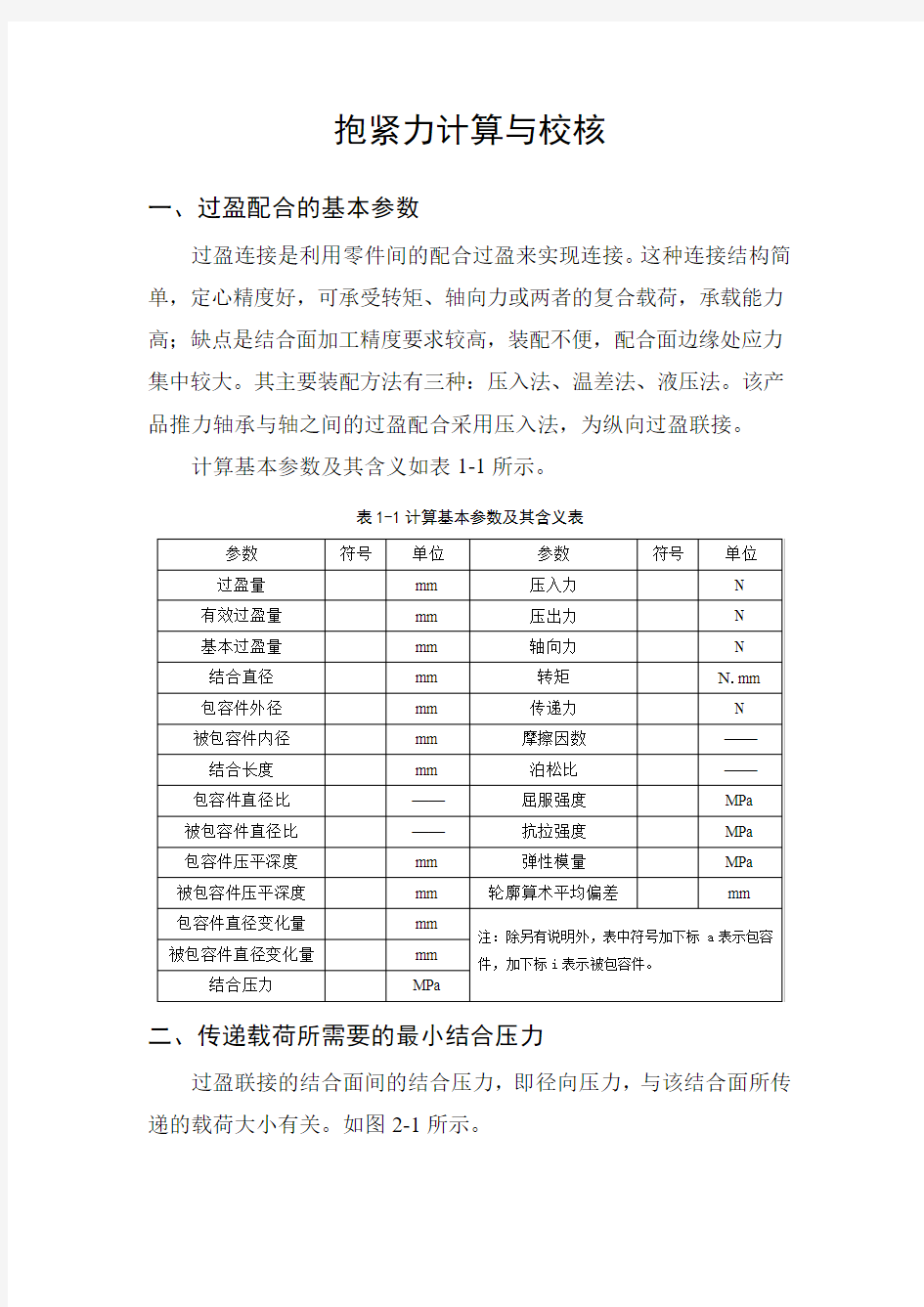
计算基本参数及其含义如表1-1所示。
表1-1计算基本参数及其含义表
二、传递载荷所需要的最小结合压力
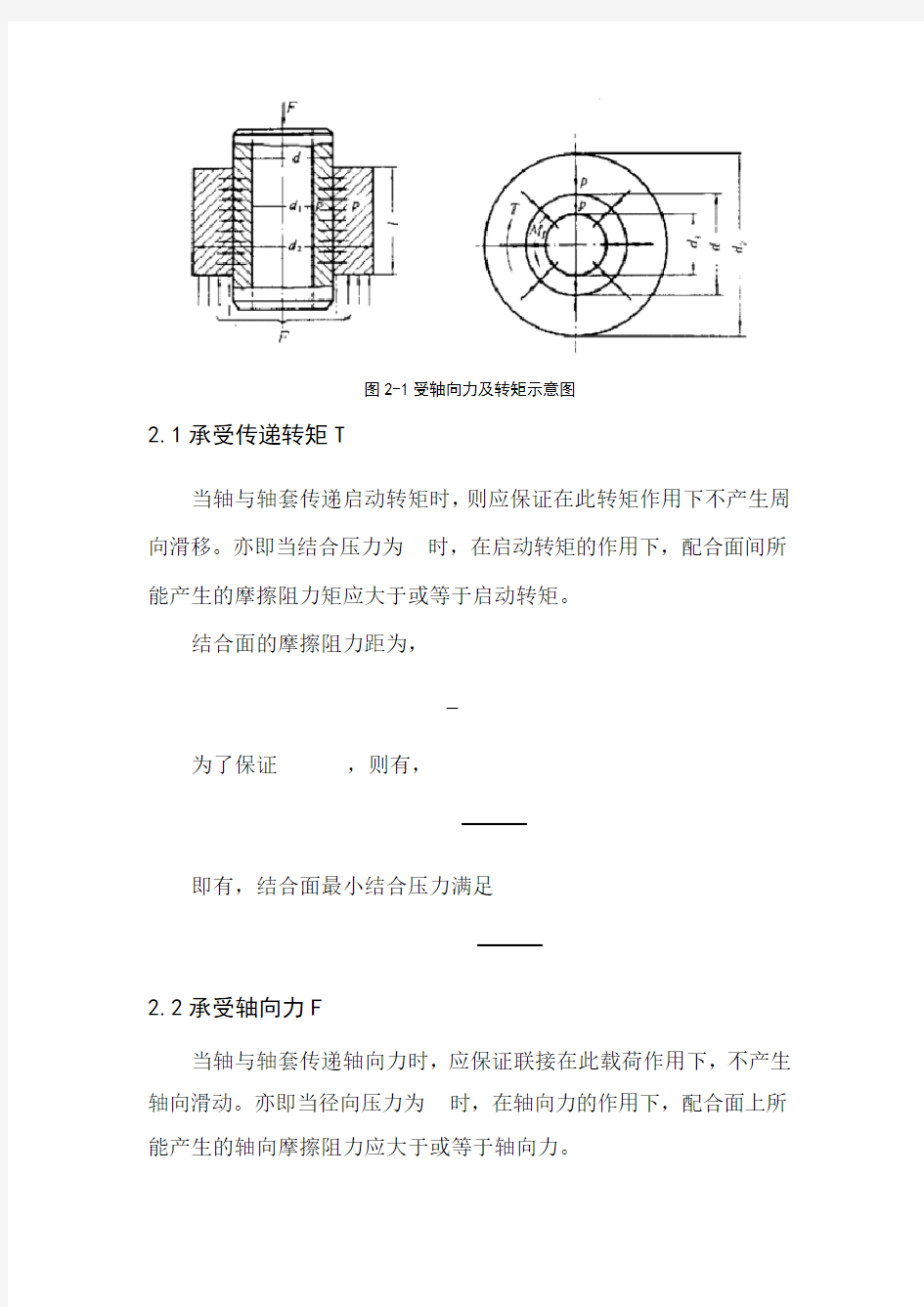
过盈联接的结合面间的结合压力,即径向压力,与该结合面所传递的载荷大小有关。如图2-1所示。
图2-1受轴向力及转矩示意图
2.1承受传递转矩T
当轴与轴套传递启动转矩时,则应保证在此转矩作用下不产生周向滑移。亦即当结合压力为时,在启动转矩的作用下,配合面间所能产生的摩擦阻力矩应大于或等于启动转矩。
结合面的摩擦阻力距为,
为了保证,则有,
即有,结合面最小结合压力满足
2.2承受轴向力F
当轴与轴套传递轴向力时,应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为时,在轴向力的作用下,配合面上所能产生的轴向摩擦阻力应大于或等于轴向力。
结合面的摩擦阻力为,
为了保证,则有,
即有,结合面最小结合压力满足
2.3承受轴向力与转矩的联合作用
记联合作用所产生的合力为,则有
推理同上,最终得到
三、传递载荷所需要的最小过盈量
3.1包容件直径比与传递载荷所需的最小直径变化量
1)包容件直径比,即结合直径除以包容件外径,
2)包容件传递载荷所需的最小直径变化量,即包容件内径的扩大量,
其中系数满足,
3.2被包容件直径比与传递载荷所需的最小直径变化量
1)被包容件直径比,即被包容件内径除以结合直径,
2)被包容件传递载荷所需的最小直径变化量,即被包容件外径的缩小量,
其中系数满足,
3.3传递载荷所需的最小有效过盈量
传递载荷所需的最小有效过盈量记为δ,则
3.4考虑压平量的最小过盈量
考虑压平量的最小过盈量满足,
对于纵向过盈连接,取
四、过盈连接件所允许的最大有效过盈量
4.1连接件不产生塑形变形的最大结合压力与传递力
1)包容件不产生塑形变形所允许的最大结合压力
塑性材料:
脆性材料:
其中,系数、按下式计算,
2)被包容件不产生塑形变形所允许的最大结合压力塑性材料:
脆性材料:
其中,系数按下式计算,
实心轴,此时
3)连接件不产生塑形变形的最大结合压力
,
4)连接件不产生塑形变形的传递力
4.2连接件不产生塑形变形所允许的最大有效过盈量
1)包容件不产生塑形变形所允许的最大直径变化量
其中系数满足,
2)被包容件不产生塑形变形所允许的最大直径变化量其中系数满足,
3)连接件不产生塑形变形所允许的最大有效过盈量
五、过盈配合的校核计算
1)最小传递力
其中,
2)包容件的最大应力
塑性材料:
脆性材料:
其中,
3)被包容件的最大应力
其中,同上。
4)包容件外径扩大量
式中,取或。5)被包容件内径缩小量
式中,取或。
过盈配合件的装配办法
过盈配合件的装配方法有: 过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法; (3)冷装法,(4)轴承加热器热装法。 轴承加热器热装法:? 适用过盈量较大轴承、齿轮、齿圈、电机外壳的加热器装配?? 1.做好热装前的准备工作.以保证热装工序的顺利完成?? 1?)加热温度T计算公式T=(σ+δ)/ad+T (℃)?式中d-配合公称直径(mm)?? a-加热零件材料线膨胀系数(1/℃)?常用材料线膨胀系数见有关手册σ-配合尺寸的最大过盈量mmδ-所需热装间隙(mm)?当d<200mm时,?? δ取(1"2)σ当d≥200mm时,δ取(0.001"0.0015)d2?? 2)加热时间按零件厚10mm需加热10min估算。厚度值按零件轴向和径向尺寸小者计算?? 3)保温时间按加热时间的1/4估算??? 2.包容件加热.胀量达到要求后,要迅速清理包容件和包件的配合表面,然后立即进行热装。要求操作动作迅速准确,一次热装到位,中涂不许停顿。若发生异常,不允许强迫装入,必须排除故障,重新加热再进行热装?? 3.零件热装后,采用拉、压、顶等可靠措施使热装件靠近被包容件轴向定位面。零件冷却后,其间隙不得大于配合长度的1000?? 4.钢件中装铜套时,包容件只能作一次热装,装后不允许作为二次热装的包容件再行加热?? 5.凡镶圈结构的齿轮与的热装时.在装齿圈时已加热过一次,当与轴热装时,又需二次加热,一般应采用油浴加热。若条件有限,也可采用电炉加热,但必须严格控制温升速度,使之温度均匀.且工作外表面离炉丝距离大于300mm,否则不准采用?? 6.?采用电感式加热器加热,必须适当选择设备规格,并严格遵守设备操作规程?? 冷装法:适用于包容件无法加热或加热会导致零件精度、材料组织变化、影响其力学件的装配?? 1.冷装时?? l冷冻温度TI计算公式?? T1=2σ/a1d (℃)?? 式中??? σ—最大过盈量(mm)?? d—被包容件的外径(mm) a1—被包容件冷却时? 线膨胀系数常用材料冷却时线膨胀系数见有关手册?? 冷冻时间t计算公式?? t= a'δ' (6~8)(mm)?? 式中?与材料有关的系数见有关手册被冷冻零件的特征尺寸。即零件的最大断面半径或? 壁厚尺寸(mm)?? 1)按公式计算冷冻温度T??
过盈量与装配力计算公式
过盈联接 1.确定压力p; 1)传递轴向力F 2)传递转矩T 3)承受轴向力F和转矩T的联合作用 2.确定最小有效过盈量,选定配合种类; 3.计算过盈联接的强度; 4.计算所需压入力;(采用压入法装配时) 5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时) 6.包容见外径胀大量及被包容件内径缩小量。 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则
F f=πdlpf
因需保证F f ≥F,故 [7-8] 2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生 周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩 擦阻力矩M f 应大于或等于转矩T。 设配合面上的摩擦系数为f①,配合尺寸同前,则 M f=πdlpf·d/2 因需保证M f ≥T.故得 [7-9] ① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f值 压入法胀缩法 联接零件材料无润滑时f 有润滑时f 联接零件 材料 结合方式,润滑 f 钢—铸钢0.11 0.08 钢—钢油压扩孔,压力 油为矿物油 0.125 钢—结构钢0.10 0.07 油压扩孔,压力 油为甘油,结合 面排油干净 0.18 钢—优质结构钢0.11 0.08 在电炉中加热包 容件至300℃ 0.14 钢—青铜0.150.20 0.030.06 在电炉中加热包 容件至300℃以 后,结合面脱脂 0.2 钢—铸铁0.120.15 0.050.10 钢—铸铁油压扩孔,压力 油为矿物油 0.1 铸铁—铸钢0.150..25 0.150.10 钢—铝镁无润滑0.100.15
过盈配合压入力计算
轴与轴套过盈配合压入力计算公式:?prlf P=2 应为“—”i2?1?p i2222??r2r?rr?r2231122??? 2222EE)(ErrE(r?r?)211321225?10?Mpa, u1=u2=0.3, l=150mm, =0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1f=0.15 带入公式得: Pi= 12.3954Mpa 510?(17.524t) P=1.7524=17874.48kgf N5?10?Mpa, u1=u2=0.3, l=190mm=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1, f=0.15 带入公式得: Pi= 12.3954Mpa 510?(22.196t) N=22639.92kgf P= 2.2196 B87C机头衬套压入力: δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15 代入公式得:22.6T/26.7T——大值是按u1起作用算得 FT160A架体横臂压入力: δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15 代入公式得:4.9T/5.8T——大值是按u1起作用算得
过盈联接p1;.确定压力F)传递轴向力12)传递转矩T 3)承受轴向力F和转矩T的联合作用 2.确定最小有效过盈量,选定配合种类; 3.计算过盈联接的强度; 4.计算所需压入力;(采用压入法装配时) 5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时) 6.包容见外径胀大量及被包容件内径缩小量。 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。 受 : 图图: 变轴向力的过盈联接 转矩的过盈联接,则设配合的公称直径为人配合面间的摩擦系数为人配合长度为l=πdlpf F f≥F,故因需保证F f [7-8] 时,则应保证在此转矩作用下不产生T 当联接传递转矩2)传递转矩T 配合面间所能产生的摩的作用下,在转矩T周向滑移。亦即当径向压力为P时,。应大于或等于转矩T擦阻力矩M f①设配合面上的摩擦系数为f,配合尺寸同前,则 =πdlpf·d/2M f M≥T.故得因需保证f
过盈连接的设计计算书
提高扩展内容 第15章连接设计 1. 过盈连接的设计计算 教材节简单介绍过盈连接的原理、特点及应用。鉴于此连接在机械工程中广泛应用,特作如下扩展,供读者参考。 1.1过盈连接的特点及应用 过盈连接是利用连接零件间的过盈配合来实现连接的。这种连接也叫干涉配合 .. ....连接 或紧配合 ..。 ...连接 过盈连接的优点是结构简单、对中性好、承载能力大、在冲击载荷下能可靠地工作、对轴削弱少。其主要缺点为配合面的尺寸精度高、装拆困难。过盈连接主要用于轴与毂的连接、轮圈与轮芯的连接以及滚动轴承与轴或座孔的连接等。本节仅介绍圆柱面的过盈连接。 圆柱面过盈连接的设计计算 (1)过盈连接的工作原理及装配方法 1)过盈连接的工作原理 过盈连接是将外径为 d的被包容件压入内径为A d的包容件中(图)。由于配合直径 B 间有B ?的过盈量,在装配后的配合面上,便产生了一定的径向压力。当连接承受A? + 轴向力F(图)或转矩T(图)时,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传递外载荷。 a) 圆柱面过盈连接b) 受轴向力的过盈连接
c) 受转矩的过盈连接 图圆柱面过盈连接的工作原理 2)过盈连接的装配方法 过盈连接的装配方法有压入法 ...。 ...和温差法 压入法是利用压力机将被包容件直接压入包容件中。由于过盈量的存在,在压入过程中,配合表面微观不平度的峰尖不可避免地要受到擦伤或压平,因而降低了连接的紧固性。在被包容件和包容件上分别制出如图所示的导锥,并对配合表面适当加润滑剂,可以减轻上述擦伤。 温差法是加热包容件或(和)冷却被包容件,使之既便于装配,又可减少或避免损伤配合表面,而在常温下即达到牢固的连接。加热是利用电加热,冷却采用液态空气(沸点为-副1940C)或固态二氧化碳(又名干冰,沸点为-790C)。 温差法可以得到较大的固持力,常用于配合直径较大的连接;冷却法则常用于配合直径较小时。 过盈连接的应用实例见图及。 由于过盈连接拆装会使配合面受到严重损伤,当装配过盈量很大时,装好后再拆开就更加困难。因此,为了保证多次装拆后的配合仍能具有良好的紧固性,可采用液压拆卸,即在配合面间注入高压油,以涨大包容件的内径,缩小被包容件的外径,从而使连接便于拆开,并减小配合面的擦伤。但采用这种方法时,需在包容件和(或)被包容件上制出油孔和油沟,如图所示。 图过盈装配的导向结构图曲轴过盈连接组装件
过盈配合压入力计算
轴与轴套过盈配合压入力计算公式: P=2i p lf r 2π 应为“—” 2 2 112122221 22 2223122 23 2 )()(1 2E E r r E r r r r E r r r p i μμδ - +-++-+= δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1?510Mpa, u1=u2=0.3, l=150mm , f=0.15 带入公式得: Pi= 12.3954Mpa P=1.75245 10?N =17874.48kgf (17.524t) δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1?510Mpa, u1=u2=0.3, l=190mm , f=0.15 带入公式得: Pi= 12.3954Mpa P= 2.21965 10?N =22639.92kgf (22.196t) B87C 机头衬套压入力: δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15 代入公式得:22.6T/26.7T ——大值是按u1起作用算得 FT160A 架体横臂压入力: δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15 代入公式得:4.9T/5.8T ——大值是按u1起作用算得
过盈联接 1.确定压力p; 1)传递轴向力F 2)传递转矩T 3)承受轴向力F和转矩T的联合作用 2.确定最小有效过盈量,选定配合种类; 3.计算过盈联接的强度; 4.计算所需压入力;(采用压入法装配时) 5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时) 6.包容见外径胀大量及被包容件内径缩小量。 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
过盈量与装配力计算公式
过盈量与装配力计算公式 过盈联接 1.确定压力p; 1)传递轴向力F 2)传递转矩T 3)承受轴向力F和转矩T的联合作用 2.确定最小有效过盈量,选定配合种类; 3.计算过盈联接的强度; 4.计算所需压入力;(采用压入法装配时) 5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。1)传递轴向力F 当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接. 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则 F =πdlpf f因需保证F≥F,故f [7-8] 2)传递转矩T 当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M应大于或等于转矩T。f①,配合尺寸同前,则设配合面上的摩擦系 数为f M =πdlpf·d/2f因需保证M ≥T.故得f [7-9] ①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f值 压入法胀缩法 联接零件材有润滑时联接零件材无润滑时f 结合方式,润滑 f 料 f 料 油压扩孔,压力油钢—铸钢 0.11 0.08 0.125 为矿物油 油压扩孔,压力油钢—结构钢 0.10 0.07 为甘油,结合面排0.18 油干净钢—钢钢—优质结在电炉中加热包0.11 0.08 0.14 构钢 容件至300℃ 在电炉中加热包钢—青铜 0.15?0.20 0.03?0.06 容件至300℃以0.2 后,结合面脱脂 油压扩孔,压力油钢—铸铁 0.12?0.15 0.05?0.10 钢—铸铁 0.1 为矿物油 钢—铝镁合铸铁—铸钢 0.15?0..25 0.15?0.10 无润滑 0.10?0.15 金 3)承受轴向力F和转矩T的联合作用 此时所需的径向压力为
过盈连接设计计算
过盈连接计算 如图所示为一过盈连接的缸套,其材料为45钢,结构尺寸如图所示,试计算内缸套压出力。 解: 1)确定最大径向压力P max 首先按所选的标准过盈配合种类查算出最大过盈量,由图知,缸套的配合为 H7/p6,查机械设计手册,其孔公差为520265+φ,轴公差为8856265+ +φ,此标准配合产 生的最大过盈量m μδ880-88max ==。 因采用压入法装配,考虑配合表面微观峰尖被檫去)R 0.8(R 2u z2z1+=,故装配后可能产生的最大径向力P max 按以下公式计算。 3 2211Z2Z1max max 10)E C E C d() R (R 8.0-?++=δP (1) 式(1)中,max δ为最大过盈量; z1R 、z2R 分别为被包容件及包容件配合表面微观不平度的十点高度,由于缸套表面粗糙度为12.5,查机械设计手册,可知z1R =z2R =50m μ; d 为配合的公称直径,mm ;
C 1为被包容件的刚性系数,121 22 121--μd d d d C +=; C 2为被包容件的刚性系数,22222 222-μ++=d d d d C ; 1E 、2E 分别为被包容件与包容件材料的弹性模量,MPa ; 1d 、2d 分别为被包容件的内径和包容件的外径,mm ; 1μ、2μ分别为被包容件与包容件材料的泊松比。对于45钢,3.0=μ。 结合图尺寸,可计算刚性系数: 9.8250.3-240-265240265--222 21212 121≈+=+=μd d d d C 8.4020.3265-300265300-222 222222222≈++=++=μd d d d C 则,最大径向压力为: a 0.3481010 2.18.402102.19.82426550500.8-8810)E C E C d() R (R 8.0-3553 2211Z2Z1max max MP P ≈??+??+?=?++=)()(δ 再有手册查取包容件缸套材料为45钢的屈服极限a 28021MP S S ==σσ。根据不出现塑性变形的检验公式: 对被包容内表层:12 212max 2d -S d d p σ≤ (2) 对包容内表层:244 22 22max 3d -S d d d p σ+≤ (3) 因此,对于被包容件内表层: a 25.1692802652240-2652d -2 2 212212MP d d S ≈??=σ 对于包容件内表层: 32.385MPa 2802563003265-3003d -4422244 22 22≈?+?=+S d d d σ 因25.169MPa a 0.348max <<=MP p ,即内缸套强度足够;同理, 32.385MPa a 0.348max <<=MP p ,即外缸套强度足够。
过盈配合抱紧力计算与校核
抱紧力计算与校核 一、过盈配合的基本参数 过盈连接是利用零件间的配合过盈来实现连接。这种连接结构简单,定心精度好,可承受转矩、轴向力或两者的复合载荷,承载能力高;缺点是结合面加工精度要求较高,装配不便,配合面边缘处应力集中较大。其主要装配方法有三种:压入法、温差法、液压法。该产品推力轴承与轴之间的过盈配合采用压入法,为纵向过盈联接。 计算基本参数及其含义如表1-1所示。 表1-1计算基本参数及其含义表 二、传递载荷所需要的最小结合压力 过盈联接的结合面间的结合压力,即径向压力,与该结合面所传递的载荷大小有关。如图2-1所示。
图2-1受轴向力及转矩示意图 2.1承受传递转矩T 当轴与轴套传递启动转矩时,则应保证在此转矩作用下不产生周向滑移。亦即当结合压力为时,在启动转矩的作用下,配合面间所能产生的摩擦阻力矩应大于或等于启动转矩。 结合面的摩擦阻力距为, 为了保证,则有, 即有,结合面最小结合压力满足 2.2承受轴向力F 当轴与轴套传递轴向力时,应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为时,在轴向力的作用下,配合面上所能产生的轴向摩擦阻力应大于或等于轴向力。
结合面的摩擦阻力为, 为了保证,则有, 即有,结合面最小结合压力满足 2.3承受轴向力与转矩的联合作用 记联合作用所产生的合力为,则有 推理同上,最终得到 三、传递载荷所需要的最小过盈量 3.1包容件直径比与传递载荷所需的最小直径变化量 1)包容件直径比,即结合直径除以包容件外径, 2)包容件传递载荷所需的最小直径变化量,即包容件内径的扩大量,
其中系数满足, 3.2被包容件直径比与传递载荷所需的最小直径变化量 1)被包容件直径比,即被包容件内径除以结合直径, 2)被包容件传递载荷所需的最小直径变化量,即被包容件外径的缩小量, 其中系数满足, 3.3传递载荷所需的最小有效过盈量 传递载荷所需的最小有效过盈量记为δ,则 3.4考虑压平量的最小过盈量 考虑压平量的最小过盈量满足, 对于纵向过盈连接,取
压入力计算
8 计算与校核 [21] 8.1过盈配合装配压入力的计算 在立式轴承压装机邀标文件的技术要求中明确指出锥轴承外圈与轴承孔配合为过渡配合,故采用过盈配合装配压入力的计算方法。方法如下: 过盈配合装配压入力的计算方法 μπf f f L d p P max = 其中:P —压入力,N max f p —结合表面承受的最大单位压力,2/mm N f d —结合直径,mm f L —结合长度,mm μ—摩擦系数 结合表面最大单位压力计算公式: ) (max max i i a a f f E C E C d p += δ 其中: max δ —最大过盈量,mm a C 、i C —系数; a E 、i E —包容件和被包容件的材料弹性模量,2/mm N 系数a C 、i C 计算方法如下: ν+-+= 2222f a f a a d d d d C ν--+= 2222i f i f i d d d d C a d 、i d 分别为包容件外径和被包容件内径(实心轴i d =0),mm
ν—泊松系数 压装机所需的压力一般为压入力的3~3.5倍 表8.1常用材料的摩擦系数表 摩擦系数μ 材料 无润滑有润滑 钢-钢0.07~0.16 0.05~0.13 钢-铸钢0.11 0.07 钢-结构钢0.10 0.08 钢-优质结构钢0.11 0.07 钢-青铜0.15~0.20 0.03~0.06 钢-铸铁0.12~0.15 0.05~0.10 铸铁-铸铁0.15~0.25 0.05~0.10 表8.2常用材料弹性模量、泊松系数 材料弹性模量E 泊松系数ν碳钢196~216 0.24~0.28 低合金钢、合金结构钢186~206 0.25~0.30 灰铸铁78.5~157 0.23~0.27 铜及其合金72.6~128 0.31~0.42 铝合金70 0.33 轴承为标准件,采用轴承钢GCr15;压头的材料选用高级优质碳素工具钢T10A,其密度是7.85g/cm3,特点是容易锻造、加工性能良好、价格便宜,能够承受冲击、硬度高,应用于不受剧烈冲击的高硬度耐磨工具,如车刀、刨刀、冲头、丝锥、钻头、手锯条。 依据公式分别计算八、九档箱中壳的中间轴、二轴轴承外圈的压入力。
过盈配合件的装配方法
过盈配合件的装配方法 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
过盈配合件的装配方法有: 过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2);(3),(4)。 轴承加热器热装法: 适用过盈量较大轴承、齿轮、齿圈、电机外壳的加热器装配 1.做好热装前的准备工作.以保证热装工序的顺利完成 1)加热温度T计算公式T=(σ+δ)/ad+T (℃)式中d-配合公称直径(mm) a-加热零件材料线膨胀系数(1/℃)常用材料线膨胀系数见有关手册σ-配合尺寸的最大过盈量mmδ-所需热装间隙(mm)当d<200mm时, δ取(1"2)σ当d≥200mm时,δ取"d2 2)加热时间按零件厚10mm需加热10min估算。厚度值按零件轴向和径向尺寸小者计算 3)保温时间按加热时间的1/4估算 2.包容件加热.胀量达到要求后,要迅速清理包容件和包件的配合表面,然后立即进行热装。要求操作动作迅速准确,一次热装到位,中涂不许停顿。若发生异常,不允许强迫装入,必须排除故障,重新加热再进行热装 3.零件热装后,采用拉、压、顶等可靠措施使热装件靠近被包容件轴向定位面。零件冷却后,其间隙不得大于配合长度的1000 4.钢件中装铜套时,包容件只能作一次热装,装后不允许作为二次热装的包容件再行加热
5.凡镶圈结构的齿轮与的热装时.在装齿圈时已加热过一次,当与轴热装时,又需二次加热,一般应采用油浴加热。若条件有限,也可采用电炉加热,但必须严格控制温升速度,使之温度均匀.且工作外表面离炉丝距离大于300mm,否则不准采用 6.采用电感式加热器加热,必须适当选择设备规格,并严格遵守设备操作规程 :适用于包容件无法加热或加热会导致零件精度、材料组织变化、影响其力学件的装配1.冷装时 l冷冻温度TI计算公式 T1=2σ/a1d (℃) 式中 σ—最大过盈量(mm) d—被包容件的外径(mm) a1—被包容件冷却时 线膨胀系数常用材料冷却时线膨胀系数见有关手册 冷冻时间t计算公式 t= a'δ' (6~8)(mm) 式中与材料有关的系数见有关手册被冷冻零件的特征尺寸。即零件的最大断面半径或壁厚尺寸(mm) 1)按公式计算冷冻温度T 2)选用冷冻剂,冷冻剂的温度必须低于被包容件所需冷冻温度T1,被包容件直径大于φ50mm时优先选用液态氧或液态氮冷冻 剂温度值见有关手册 3)计算冷冻时间 2.凡冷装采用液态氧做冷冻剂时.严禁周围有易燃物和火种
过盈连接的设计计算
过盈连接的设计计算 提高扩展内容 第15章连接设计 1.过盈连接的设计计算 教材15. 4节简单介绍过盈连接的原理、特点及应用。鉴于此连接在机械工程中广泛应用,特作如下扩展,供读者参考。 1. 1过盈连接的特点及应用 过盈连接是利用连接零件间的过盈配合来实现连接的。这种连接也叫干涉配合连接((((((紧配合连接或。((((( 过盈连接的优点是结构简单、对中性好、承载能力大、在冲击载荷下能可黑地工作、对轴削弱少。其主要缺点为配合面的尺寸精度高、装拆困难。过盈连接主要用于轴与毂的连接、轮圈与轮芯的连接以及滚动轴承与轴或座孔的连接等。本节仅介绍圆柱面的过盈连接。 1.2圆柱面过盈连接的设讣讣算 (1)过盈连接的工作原理及装配方法 1)过盈连接的丄作原理 过盈连接是将外径为dd的被包容件压入内径为的包容件中(图1. la)。由于配 合BA 直径间有的过盈量,在装配后的配合面上,便产生了一定的径向压力。当连 接,A, ,B 承受轴向力F(图1. lb)或转矩T(图1. lc)时,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传递外载荷。
d- a)圆柱面过盈连接b)受轴向力的过盈连接 c)受转矩的过盈连接 图1.1圆柱面过盈连接的工作原理 2)过盈连接的装配方法 过盈连接的装配方法有压入法和温差法。(((((( 压入法是利用压力机将被包容件直接压入包容件中。由于过盈量的存在,在压
d- 入过程中,配合表面微观不平度的峰尖不可避免地要受到擦伤或压平,因而降低了
连接的紧固性。在被包容件和包容件上分别制出如图1.2所示的导锥,并对配合表面适当加润滑剂,可以减轻上述擦伤。 温差法是加热包容件或(和)冷却被包容件,使之既便于装配,乂可减少或避免损伤配合表面,而在常温下即达到牢固的连接。加热是利用电加热,冷却采用液态空气(沸 00点为-副194C)或固态二氧化碳(乂名干冰,沸点为-79C)。 温差法可以得到较大的固持力,常用于配合直径较大的连接;冷却法则常用于配合直径较小时。 过盈连接的应用实例见图1. 3及1. 4o 山于过盈连接拆装会使配合面受到严重损伤,半装配过盈量很大时,装好后再拆开就更加困难。因此,为了保证多次装拆后的配合仍能具有良好的紧固性,可采用液压拆卸,即在配合面间注入高压油,以涨大包容件的内径,缩小被包容件的外径,从而使连接便于拆开,并减小配合面的擦伤。但采用这种方法时,需在包容件 和(或)被包容件上制出油孔和油沟,如图1.4所示。 丿―M d 图1.2过盈装配的导向结构图1.3曲轴过盈连接组装件
过盈连接的设计计算书
a )圆柱面过盈连接 b )受轴向力的过盈连接 提高扩展内容 第15章连接设计 1.过盈连接的设计计算 教材节简单介绍过盈连接的原理、特点及应用。鉴于此连接在机械工程中广泛应用, 特作如下扩展,供读者参考。 1.1过盈连接的特点及应用 过盈连接是利用连接零件间的过盈配合来实现连接的。 这种连接也叫干涉配.合.连接 或紧配合连接。 过盈连接的优点是结构简单、对中性好、承载能力大、在冲击载荷下能可靠地工作、 对轴削弱少。其主要缺点为配合面的尺寸精度高、装拆困难。过盈连接主要用于轴与毂 的连接、轮圈与轮芯的连接以及滚动轴承与轴或座孔的连接等。 本节仅介绍圆柱面的过 盈连接。 圆柱面过盈连接的设计计算 (1)过盈连接的工作原理及装配方法 1)过盈连接的工作原理 过盈连接是将外径为d B 的被包容件压入内径为d A 的包容件中(图)。由于配合直径 间有A B 的过盈量,在装配后的配合面上,便产生了一定的径向压力。当连接承受 轴向力F (图)或转矩T (图)时,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传 递外载荷。
图圆柱面过盈连接的工作原理 2 )过盈连接的装配方法 过盈连接的装配方法有压入法.和温差法。 压入法是利用压力机将被包容件直接压入包容件中。由于过盈量的存在,在压入过 程中,配合表面微观不平度的峰尖不可避免地要受到擦伤或压平,因而降低了连接的紧 固性。在被包容件和包容件上分别制出如图所示的导锥,并对配合表面适当加润滑剂,可以减轻上述擦伤。 温差法是加热包容件或(和)冷却被包容件,使之既便于装配,又可减少或避免损伤配合表面,而在常温下即达到牢固的连接。加热是利用电加热,冷却采用液态空气(沸点为-副194°C)或固态二氧化碳(又名干冰,沸点为-79°C)。 温差法可以得到较大的固持力,常用于配合直径较大的连接;冷却法则常用于配合直径较小时。 过盈连接的应用实例见图及。 由于过盈连接拆装会使配合面受到严重损伤,当装配过盈量很大时,装好后再拆开就更加困难。因此,为了保证多次装拆后的配合仍能具有良好的紧固性,可采用液压拆卸,即在配合面间注入高压油,以涨大包容件的内径,缩小被包容件的外径,从而使连接便于拆开,并减小配合面的擦伤。但采用这种方法时,需在包容件和(或)被包容件上制出油孔和油沟,如图所示。 图过盈装配的导向结构图曲轴过盈连接组装件 c)受转矩的过盈连接
过盈量与装配力计算公式图文稿
过盈量与装配力计算公 式 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
过盈联接 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则 =πdlpf F f 因需保证F ≥F,故 f [7-8] 2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力应大于或等于转矩T。 矩M f
设配合面上的摩擦系数为f ① ,配合尺寸同前,则 M f =πdlpf·d/2 因需保证M f ≥T.故得 [7-9] ① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f 表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f 值 压 入 法 胀 缩 法 联接零件材料 无润滑时f 有润滑时f 联接零件材 料 结合方式,润滑 f 钢—铸钢 0.11 0.08 钢—钢 油压扩孔,压力油 为矿物油 0.125 钢—结构钢 0.10 0.07 油压扩孔,压力油 为甘油,结合面排油干净 0.18 钢—优质结构钢 0.11 0.08 在电炉中加热包容 件至300℃ 0.14 钢—青铜 0.150.20 0.030.06 在电炉中加热包容 件至300℃以后,结合面脱脂 0.2 钢—铸铁 0.120.15 0.050.10 钢—铸铁 油压扩孔,压力油 为矿物油 0.1 铸铁—铸钢 0.150..25 0.150.10 钢—铝镁合 金 无润滑 0.100.15 3) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为
计算和选择过盈配合的新方法
计算和选择过盈配合的新方法 连云港化工高等专科学校 陈连 吉美丽 摘 要 本文提出了一种计算和选择过盈配合的新方法。本方法首先按可靠性优化设计理论确定满足预定可靠性要求的过盈量和结合长度,然后根据GB T 5371《过盈配合的计算和选用》选择标准配合,再对结合长度进行一维优化,可以经济地满足预定的可靠性要求,彻底摆脱用传统方法选择过盈配合的盲目性,对提高过盈联接的工作可靠性有较大的工程价值。 关键词 过盈配合 计算和选择 可靠性优化设计 新方法 1 引言 、定心性好、承载能力高、承受变载荷和冲击的性能好等优点,因此在机械制造,特别是重型机械制造中具有十分重要的技术经济价值。但由于传统的计算方法不仅麻烦,而且无法对联接的工作可靠性作出定量的评价,从而给联接带来消极影响。本文基于可靠性与优化设计理论,提出了一种计算和选用过盈配合的新方法,对提高过盈配合的质量有积极意义。 2 传统的计算方法 根据材料力学中对厚壁圆筒的分析,过盈配合的有效过盈量?e与结合压力p f之间的关系可以用式(1)表示: ?e=p f d f(c a E a+c i E i)(1)式中 c a=(1+q2a) (1-q2a)+Λa c i=(1+q2i) (1-q2i)+Λi q a=d f d a q i=d i d f 对包容件和被包容件,危险应力均发生在内表面上,按第四强度理论计算的相当应力如式(2)所示: Ρa=p f3+q4a (1-q2a) Ρi=2p f (1-q2i) (2) 式(3)是传递载荷所需的最小结合压力计算式,将其代入式(1)可以求得所需最小有效过盈量[如式(4)所示]。 p f m in=F2x+(2T d f)2 (Πd f L f f)(3) ?e m in=p f m in d f(c a E a+c i E i)(4) 为保证联接件的结合强度,考虑各种因素对联接性能的影响,需对计算求得的最小有效过盈量进行修正,求出联接件的最小过盈量[如式(5)]: ?m in=?e m in+?y+?t+?l+?m(5) 过盈联接还应保证联接的两元件不发生塑性变形。联接件不发生塑性变形的最大结合压力如式(6)所示: p f m ax=m in{p fam ax,p fi m ax}(6) 式中 p fam ax=Ρsa(1-q2a) 3+q2a p fi m ax=Ρsi(1-q2i) 2 将式(6)带入式(1),可以得到联接件不产生塑料变形的最大有效过盈量,如式(7)所示: ?e m ax=p f m ax d f(c a E a+c i E i)(7) 在以上诸式中,各符号的意义为: d i、d a—被包容件内径和包容件外径; E a、Λa—包容件材料的弹性模量和泊松比; E i、Λi—被包容件材料的弹性模量和泊松比; F x、T—联接承受的轴向力和力矩; 工作研究
过盈配合的装配方法()
过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。 ? ?1)过盈配合件装配前的检查 ? ?过盈配合零件在装配前必须对配合部位进行复检.并做好记录。 ? ?(1)过盈量应符合图样或工艺文件的规定。 ? ?(2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。 ? ?(3)相关的圆根、倒角等不得影响装配。 ? ?(4)配合表面水准有棱刺、锈斑或擦伤。 ? ?(5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。 ? ?(6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。 ? ?2)过盈配合件的装配过盈配合件的装配见表16。? 装配方法? ? 工??艺??要??点? ? 计算公式? ? 人工敲击法:?? 适用于过渡配合的小件装配? ? 1 .大装的零件表面不准有砸痕??? 2 .打装时,被包容配件表面涂机油润滑? ? 3 .打装时,必须用软金属或硬质非金属材料做防护衬垫? ? 4 .打装过程中,必须使被容件与包容件同轴,不准有任何歪斜现象? ?
5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得大于0.05mm? ? ??压装法:?? 适用于常温下.对过盈量较小的中、小件装配? ? 1. 压装件引入端必须制做倒锥。若图样中未作规定,其?倒锥按锥度1:150制作.长度为配合总长度的l0%~15%? ? 压入力F经验计算公式F=KiL×104式中? ? i-测的实际过盈量mm? ? L-配合长度mm? ? K-考虑被装零件材质,尺寸等因素的系数? ? K系数1.5~3取值? ? 2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm的排气平面? ? 3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油)? ? 4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。对细长轴应严格控制受力中心线与零件的同轴性? ? 5.压装轮与轴时.绝不允许轮缘单独受力? ? 6.压装后,轴肩处必须靠紧.间隙小于0.05mm? ? 7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生? ? 8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍? ? 9.采用油压机压装时,应做好压力变化的记录? ? 1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生? ? 2)图样有最大压力的要求时,应达到规定效值,不许过大或过小? ? 3)采用机压装时速度不宜太快。压入速度采用2—4mm/s,不允许超过10mm/s? ? 热装法:??
过盈量与装配力计算公式
过盈量与装配力计算公式The final revision was on November 23, 2020
过盈联接 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则 F f=πdlpf 因需保证F f≥F,故 [7-8] 2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M f应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则 M f=πdlpf·d/2 因需保证M f≥T.故得 [7-9] ① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f值 压入法胀缩法 联接零件材料无润滑时 f 有润滑时 f 联接零件材 料 结合方式,润滑 f 钢—铸钢 钢—钢油压扩孔,压力油为矿物油 钢—结构钢油压扩孔,压力油为甘油,结合面排油干净 钢—优质结构钢在电炉中加热包容件至300℃ 钢—青铜在电炉中加热包容件至300℃以后,结合面脱脂 钢—铸铁钢—铸铁油压扩孔,压力油 为矿物油 铸铁—铸钢0..25 钢—铝镁合 金 无润滑 3)承受轴向力F和转矩T的联合作用此时所需的径向压力为
过盈配合的装配方法
过盈配合的装配方法标准化工作室编码[XX968T-XX89628-XJ668-XT689N]
过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。 1)过盈配合件装配前的检查 过盈配合零件在装配前必须对配合部位进行复检.并做好记录。 (1)过盈量应符合图样或工艺文件的规定。 (2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。 (3)相关的圆根、倒角等不得影响装配。 (4)配合表面水准有棱刺、锈斑或擦伤。 (5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。 (6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。 2)过盈配合件的装配过盈配合件的装配见表16。 装配方法 工艺要点 计算公式 人工敲击法: 适用于过渡配合的小件装配 1 .大装的零件表面不准有砸痕 2 .打装时,被包容配件表面涂机油润滑 3 .打装时,必须用软金属或硬质非金属材料做防护衬垫
4 .打装过程中,必须使被容件与包容件同轴,不准有任何歪斜现象 5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得大于0.05mm 压装法: 适用于常温下.对过盈量较小的中、小件装配 1. 压装件引入端必须制做倒锥。若图样中未作规定,其倒锥按锥度1:150制作.长度为配合总长度的l0%~15% 压入力F经验计算公式F=KiL×104式中 i-测的实际过盈量mm L-配合长度mm K-考虑被装零件材质,尺寸等因素的系数 K系数~3取值 2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm的排气平面 3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油) 4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。对细长轴应严格控制受力中心线与零件的同轴性 5.压装轮与轴时.绝不允许轮缘单独受力 6.压装后,轴肩处必须靠紧.间隙小于0.05mm 7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生 8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍 9.采用油压机压装时,应做好压力变化的记录 1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生 2)图样有最大压力的要求时,应达到规定效值,不许过大或过小 3)采用机压装时速度不宜太快。压入速度采用2—4mm/s,不允许超过10mm/s
过盈装配
过盈配合件的装配方法 过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。 1)过盈配合件装配前的检查 过盈配合零件在装配前必须对配合部位进行复检.并做好记录。 (1)过盈量应符合图样或工艺文件的规定。 (2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。 (3)相关的圆根、倒角等不得影响装配。 (4)配合表面水准有棱刺、锈斑或擦伤。 (5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。 (6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。 2)过盈配合件的装配过盈配合件的装配见表16。 装配方法 工艺要点 计算公式 人工敲击法: 适用于过渡配 合的小件装配 1 .大装的零件表面不准有砸痕 2 .打装时,被包容配件表面涂机油润滑 3 .打装时,必须用软金属或硬质非金属材料做防护衬垫 4 .打装过程中,必须使被容件与包容件同轴,不准有任 何歪斜现象 5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得
大于0.05mm 压装法: 适用于常温下 .对过盈量较小 的中、小件装配 1. 压装件引入端必须制做倒锥。若图样中未作规定,其倒锥按锥度1:150制作.长度为配合总长度的l0%~15% 压入力F经验计算公式F=KiL×104 式中 i-测的实际过盈量mm L-配合长度mm K-考虑被装零件材质,尺寸等因素的系数 K系数1.5~3取值 2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm 的排气平面 3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油) 4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。对细长轴应严格控制受力中心线与零件的同轴性 5.压装轮与轴时.绝不允许轮缘单独受力 6.压装后,轴肩处必须靠紧.间隙小于0.05mm 7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生 8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍 9.采用油压机压装时,应做好压力变化的记录 1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生 2)图样有最大压力的要求时,应达到规定效值,不许过大或过小 3)采用机压装时速度不宜太快。压入速度采用2—4mm/s, 不允许超过10mm/s 热装法: 适用过盈量较