极限与配合 过盈配合的计算和选用资料
极限与配合的选择

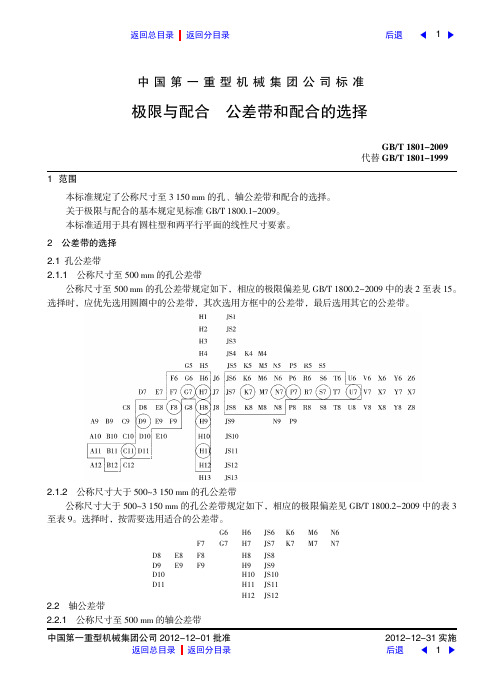
1.3 配合的选择
1.配合类别的选择 选择配合时,应首先根据配合的具体要求,参考表3-17 所示确定配合类别。
表3-17 配合类别选择的一般方法
2.非基准件基本偏差代号的选择 在确定了配合类别后,需进一步通过类比,确定应选哪 一种配合。课本中表3-18和表表3-19列出了各种基本偏差的 特性及应用,以及公称尺寸≤500 mm常用和优先配合的特征 及应用,可供选择时参考。
互换性与测量技术
极限与配合的选择
极限与配合的选择主要包括配合制的选择、公差等级的 选择及配合种类的选择三个方面,其选择原则是在充分满足 使用要求的前提下尽可能获得最佳经济效益。
极限 与配 合的 选择 方法
计算法 试验法 类比法
是指按一定的理论与公式,通过计算来确定所需的间 隙或过盈。计算法理论根据比较充分,但计算较麻烦,且 计算时对许多条件作了近似处理,因此,计算结果不一定 完全符合实际。计算法生产中应用较少
图3-16 非配合制配合
1.2 公差等级的选择
公差等级的选择原则是在满足使用要求的前提下,尽可 能选择较低的公差等级。设计时,可参考公差等级的划分范 围、公差等级的应用范围,以及各种加工方法的加工精度等 情况进行选择。此外,还应考虑以下几个问题。
1.孔和轴的工艺等价性
孔和轴的工艺等价性是指孔和轴的加工难易程度应相当。 在公称尺寸≤500 mm、标准公差等级高于IT8时,由于相同 尺寸、同一公差等级的孔比轴难加工,因此应选用孔比轴低 一级配合;但公称尺寸≤500 mm、标准公差等级低于IT8或 公称尺寸>500 mm时,由于孔的测量精度比轴容易保证, 因此应采用同级孔、轴配合。
图3-17 锥齿减速器
【解】 (1)配合制的选择 由于四处配合均无特殊要求,所以优先采用基孔制。
极限与配合的基本知识及举例

极限与配合的基本知识及举例1 互换性互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
2 尺寸公差的概念在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围图13 有关尺寸公差的术语和定义:3.1.零线:在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图23.2.尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差图3标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本偏差确定公差带相对于零线的位置。
4 公差等级与标准公差系列公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5 基本偏差系列基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
6. 孔、轴公差带的确定根据公差带的定义,只要知道孔、轴的基本偏差和标准公差,就可算出孔轴的另一个偏差。
《GBT1801-1999-极限与配合公差带和配合的选择》

《GBT18011999极限与配合公差带和配合的选择》一、极限与配合的基本概念极限与配合是机械设计中的重要概念,它涉及到零件的尺寸精度、形状精度和位置精度。
GBT18011999是我国关于极限与配合的国家标准,旨在规范零件加工和检验过程中的尺寸公差、形状公差和位置公差。
1. 极限极限是指零件尺寸允许的最大和最小值。
在实际生产中,由于各种因素的影响,零件尺寸很难达到理想状态。
因此,设定极限值是为了保证零件在一定的尺寸范围内满足使用要求。
2. 配合二、公差带的选择公差带是指在极限尺寸范围内,允许零件尺寸波动的区域。
合理选择公差带,有助于提高零件的加工质量和使用性能。
1. 公差等级的选择(1)零件的功能要求:功能要求高的零件,应选择较高的公差等级;(2)加工工艺:加工难度大、成本高的零件,可选择较低的公差等级;(3)经济性:在满足使用要求的前提下,尽量选择较低的公差等级,以降低生产成本。
2. 配合类型的选择(1)间隙配合:适用于温度变化较大、装配方便、对磨损有一定要求的场合;(2)过渡配合:适用于要求具有一定紧密性和拆卸方便的场合;(3)过盈配合:适用于承受较大载荷、要求较高精度和防松动的场合。
三、公差带和配合的选择方法1. 分析零件的使用要求:了解零件在设备中的功能、工作条件、装配关系等;2. 确定公差等级:根据零件的使用要求,选择合适的公差等级;3. 选择配合类型:根据零件的使用环境和功能要求,选择合适的配合类型;4. 校核:对所选公差带和配合类型进行校核,确保满足使用要求。
《GBT18011999极限与配合公差带和配合的选择》四、公差带和配合的调整与优化在选择公差带和配合的过程中,可能需要对初步方案进行调整和优化,以确保零件的可靠性和经济性。
1. 调整公差带宽度(1)加工能力:若加工设备精度提高,可适当缩小公差带宽度;(2)装配需求:若装配过程中出现困难,可适当增大公差带宽度;(3)成本控制:在满足使用要求的前提下,适当调整公差带宽度,以降低生产成本。
极限与配合公差带和配合的选择
+140 +101 + 56 + 17 +155 +111 + 62 + 18
+171 +123 +103 +295 +228 +180 +160 +424 +329 +262 +194 + 68 + 20 0 +135 + 68 + 20 0 +230 +135 + 68 0
注 1:表中 “ +” 值为间隙 量 , “ -” 值为过盈 量 。注 2:标注 ◤ 的配合为优先配合。于指 Nhomakorabea配合的选用。
H6 f5 F6 h5
基孔制 基轴制 公称尺寸 mm 大于 至 — 3 10 14 18 24 30 40 50 65 100 120 140 160 180 200 225 250 280 315 355 400 450 80 6 3 10 14 18 24 30 40 50 65 100 120 140 160 180 200 225 250 280 315 355 400 450 500 80 6
+161 +125 +101 + 72 + 36 + 12
+228 +180 +144 +108 +120 + 72 + 36 0
+188 +146 +117 +103 +271 +211 +169 +126 + 85 + 43 + 14 0 +145 + 85 + 43 0
2.3 极限与配合的选用
当配合精度要求不高 时,由冷拉钢材直接作 轴使用。 轴使用。
同一根轴上(基本尺寸相同)与几个零件孔配合, 同一根轴上(基本尺寸相同)与几个零件孔配合,且有 不同的配合性质。 不同的配合性质。
基孔制时公差带图
基轴制时公差带图
3.与标准件相配合的孔和轴时, 3.与标准件相配合的孔和轴时,应以标准件来选 与标准件相配合的孔和轴时 择基准制定。 择基准制定。
举例:滚动轴承内圈与轴的配合采用基孔制,外圈与孔的 举例:滚动轴承内圈与轴的配合采用基孔制,外圈与孔的 内圈与轴的配合采用基孔制 基轴制。 配合采用基轴制 配合采用基轴制。
4.为了满足配合的特殊要求, 4.为了满足配合的特殊要求,允许采用非基准 为了满足配合的特殊要求 制配合
如当机器上出现一个非基准孔( 如当机器上出现一个非基准孔(轴)和两个 以上的轴( 要求组成不同性质的配合时, 以上的轴(孔)要求组成不同性质的配合时, 其中肯定至少有一个为非基准制配合。 其中肯定至少有一个为非基准制配合。
一、基准制的选择
1.设计时,应优先选用基孔制 1.设计时,应优先选用基孔制 设计时 主要原因: 主要原因: 因孔比轴难加工 加工孔的刀具有一定的规格系列,选择基孔制 加工孔的刀具有一定的规格系列, 后刀具可形成系列化、 后刀具可形成系列化、标准化
下列情况下,可采用基轴制 2. 下列情况下,可采用基轴制
1.间隙配合(H/a~h):间隙越来越小 间隙配合( ):间隙越来越小 间隙配合 ): 基孔制: 基孔制: 2.过渡配合(H/js~n):配合越来越紧 过渡配合( ):配合越来越紧 过渡配合 ): 3.过盈配合(H/p~zc):过盈量越来越大 过盈配合( ):过盈量越来越大 过盈配合 ):
选择配合种类时还应考虑以下主要因素: 选择配合种类时还应考虑以下主要因素: 孔、轴间是否有相对运动 过盈配合中的受载情况 孔和轴的定心精度要求 带孔零件和轴的拆装情况 孔和轴工作时的温度 装配变形 生产类型
3.4 极限与配合的选用

◦ 对于间隙配合
允许有较大的间隙变动,可根据配合间隙的大 小,选择公差等级的高低。
◦ 对一般小间隙配合
选用较高的公差等级,大间隙配合选用较低的 公差等级,例如:H6/g5、H11/b11 。
怎样才能选好公差等级?
知识储备——了解、熟悉:
◦ 各个公差等级的应用范围和应用场合(GB 推荐) ◦ 各种常用加工方法经济的加工精度(等级)
类比法:
是根据零件的使用要求,以经过生产验证的,类似的机械、机构 和零部件为样板,来选用配合种类。
在生产实践中应用最为广泛。
1.采用类比法选择配合的步骤
1)先确定配合类型(种类) 2)再选配合性质(松紧程度及其变动)
确定与基准件配合的轴或孔的基本偏差代号。
采用类比法选择配合的步骤
(2)联系相配件的精度 (3)配合表面的公差等级高于非配合表面, 配合尺寸比非配合尺寸要求高! 重要配合表面→次要配合表面→非配合表面
配合应用场合公差等级的选用
从配合性质上考虑
◦ 对过渡配合或过盈配合
一般不允许间隙或过盈变动过大,故:应选较 高的公差等级。一般孔的公差等级高于IT8,轴 的公差等级高于IT7。
◦ 当孔、轴之间有相对运动要求时,应选间隙配合; ◦ 当孔、轴之间需传递足够大的扭矩,且不要求拆卸 时,一般选过盈配合; ◦ 如果孔、轴之间需要传递一定的扭矩,精确定位 (对中),但要求能够拆卸时,应选过渡配合。
工作条件对间隙和过盈的影响
(2)确定基本偏差代号
当公差等级和基准制确定后,配合的选择主要就是
故
◦ 计算法确定公差等级只能在少数情况下采 用, ◦ 大部分情况下还是要采用类比法确定公差 等级。
极限与配合 过盈配合的计算和选用

ea max
8
被包容件不产生塑性变形所容许的最大直径变 化量
ei max
9
联结件不产生塑性变形所容许的最大有效过盈 〔δe max
量
〕
表4 选择配合的步骤和校核计算
1
选择的配合,其最小过盈量 (保证能传递给定的载荷):
[δmin]
2
选择的配合,其最大过盈量 (保证联结件不产生塑性变形):
[δmax]
13 判定结果
——
14 包容件的外径扩大量的最小值 15 包容件的外径扩大量的最大值
Δda min Δda max
16 被包容件的内径缩小量的最小值 17 被包容件的内径缩小量的最大值
实现纵向过盈联结的最大压入力 解脱纵向过盈联结的最大压出力 压装设备应具备的的压力至少为
Δdi min Δdi max
3 初选基本过盈量
δb
4 确定基本偏差代号
——
5 选定配合 6 选择配合后的最小过盈量 7 选择配合后的最大有效过盈量
8 传递载荷的最小结合力
—— [δmin] [δmax]
[pmin]
9 最小传递力
Ft min
10 传递载荷的最大结合力
pmax
11 包容件的最大应力 12 被包容件的最大应力
σa max σi max
或
a
max
[
pmax] b
i
max
[
pmax] c
Ft min>Ft; a max< sa (或 ba ); i max< si (或 bi )
damin
2 [ pmin]d aqa2 Ea 1 qa2
damax
2 [ pmax]d aqa2 Ea 1 qa2
配合概率极限间隙和概率极限过盈的计算

X (
・
若 x 落在 ( 一x~ +x) , 内 则其 概率 为
: d一: : X 』 y :
e d 一 X 蓦
为 计算 方便 , 上式进 行变 量 置换 , £ 对 令 一 ,£ d 点 对 () 1
dX
一
( y) l 或 值
1 ・ 6
点对 应韵
. y
V
一
,
对 于过渡配 合 X ( y 或 枷)一
l 、 ,
,
因此 , 能求 得 T , 率 极 限 间 隙或 概 若 概
配 合 的 正 态 分 布 曲 线见 图 1 。图 中横 坐
标为 间 隙 X 或 过 盈 y, 坐 标 为 X 或 y 纵 的 概 率 密 度 。 由 图 可见 , 际 配 合 时超 实
式 中 为 间隙 配合 的 均 方根 偏 差 , e为 自然 对
数 的底 。
由于正态分 布 曲线 和其 横坐标 轴 间所包 含 的面 积等 于 所 有 间 隙 出 现 的 概 率 总 和 , 对 ( ~ 故 Xi
实 际装 配时 , 配合 的 概 率极 限 间隙 和 概率 极 限过 盈 更 能确切 反 映配合 的实 际特 性 。
出 A、 A 2点 的 X 或
五 】
D
黼
率极 限过 盈值 即可确定 。 下 面 以间隙 配合 为例 , T 对 。进行 分 析 。
由式 ( ) 1 可知 , 获得 T , 要求 出 A 和 A 点 要 。只
所对 应 的 X 值 即可 。
y
根据 概率 论 , 1 示 的正态 分 布 曲线 , 用下 图 所 可
x 一 X + () 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
列里的白色方格中填入已知条件值,深 框为手填框,黄色方框为自动计算值。
(参考标准 GB/T 5371)
公式
—— —— —— —— —— ——
与被包容件粗糙度符号相同 与包容件粗糙度符号相同 —— ——
—— —— —— —— —— —— —— ——
2 最小过盈量
数值
单位
0
N·mm
70000
——(例如 u 等等)
——(例如 H7/u6 等等)
填填入入所所选选定定配配合合后后的的最最小大过有盈效量过:盈
量:
[
pm
in
]
[
m in
df
]
2 Ca Ea
(S
a Ci Ei
S
i
)
Ft min [ pmin ] d f l f
[ pmax]
df
[ max]
Ca Ea
Ci Ei
3 初选基本过盈量
δb
4 确定基本偏差代号
——
5 选定配合 6 选择配合后的最小过盈量 7 选择配合后的最大有效过盈量
8 传递载荷的最小结合力
—— [δmin] [δmax]
[pmin]
9 最小传递力
Ft min
10 传递载荷的最大结合力
pmax
11 包容件的最大应力 12 被包容件的最大应力
σa max σi max
a
max
[
pmax] a
或
a
max
[
pmax] b
i
max
[
pmax] c
Ft min>Ft; a max< sa (或 ba ); i max< si (或 bi )
damin
2 [ pmin]d aqa2 Ea 1 qa2
damax
2 [ pmax]d aqa2 Ea 1 qa2
13 判定结果
——
14 包容件的外径扩大量的最小值 15 包容件的外径扩大量的最大值
Δda min Δda max
16 被包容件的内径缩小量的最小值 17 被包容件的内径缩小量的最大值
实现纵向过盈联结的最大压入力 解脱纵向过盈联结的最大压出力 压装设备应具备的的压力至少为
Δdi min Δdi max
0.04323728
mm
0.100571429
mm
0.071904354
mm
根据δ b 和d f 由右图查 出
由GB/T 1801附录A的附 表A.1中查得。
0.045
mm
0.086
mm
53.33236364 N/mm2
73721.36719
N
131.3454545 N/mm2
306.4727273 N/mm2 273.6363636 N/mm2
a 1 qa2 3 qa4
b
1 1
qa2 qa2
塑性材料: p fa max a sa 脆性材料: p fa max b /(2 ~ 3) ba
c 1 qi2 2
塑性材料: p fi max c si 脆性材料: p fi max c /(2 ~ 3) bi
pmax min( p , fa max p ) fi max
〔pf min 〕
qa
4 被包容件直径比
qi
5 包容件系数
Ca
6 被包容件系数
Ci
7 包容件的压平深度
Sa
8 被包容件的压平深度
Si
9 包容件传递载荷所需的最小直径变化量
ea min
10 被包容件传递载荷所需的最小直径变化量
ei min
11 传递载荷所需的最小有效过盈量 12 考虑压平量所容许的最小过盈量
表格使用说明:只需在数值列里的白色方格中填入已 黄色方框为选择框,蓝色方框为手填框,黄色方框为
表1 已知条件(参考标准 GB/T 5371)
序号
名称
符号
1 传递转矩
M
2 承受轴向力
Fx
3 结合直径
df
4 结合长度
lf
5 包容件外径
da
6 被包容件内径
di
7 包容件表面粗糙度
Rz a
8 被包容件表面粗糙度
1 包容件的材料系数
δe min 〔δmin〕
表3 最大过盈量
a
2 包容件不产生塑性变形所容许的最大结合压力 pfa max
3 被包容件材料系数
c
4
被包容件不产生塑性变形所容许的最大结合压 力
pfi max
5 联结件不产生塑性变形的最大结合力
〔pmax〕
6 联结件不产生塑性变形的传递力
F
7
包容件不产生塑性变形所容许的最大直径变化 量
Rz i
9 包容件的材料类型
—
10 被包容件的材料类型
—
11 包容件的屈服强度
σs a
12 被包容件的屈服强度
σs i
13 包容件的弹性摸量
Ea
14 被包容件的弹性摸量
Ei
15 包容件的泊松比
νa
16 被包容件的泊松比
νi
17 摩擦系数
μ
18 装配方式
—
表2 最小过盈量
1 传递力
Ft
2 传递载荷所需的最小结合压力 3 包容件直径比
F pmax d f l f
ea max
pmax
df Ea
Ca
1.966666667
——
0.783333333
——
0.00252
mm
0.00252
mm
0.023712479
mm
0.009444801
mm
0.03315728
mm
0.04323728
mm
0.428571429
2
171.4285714 N/mm2
qa
df da
qi
di ቤተ መጻሕፍቲ ባይዱf
0.5
——
0.2
——
Ca
1 qa2 1 qa2
va
Ci
1 qi2 1 qi2
vi
——
——
ea min
pf
m in
df Ea
Ca
ei min
p
f
m
in
df Ei
Ci
e min ea min ei min
min emin 2 Sa Si
3 最大过盈量
N
50
mm
80
mm
100
mm
10
mm
0.0063
mm
0.0063
mm
塑性材料
—
塑性材料
—
400
MPa
320 210000 210000
MPa N/mm2 N/mm2
0.3
—
0.3
—
0.11
—
纵向过盈联结(压入法) —
Ft
Fx2
2M df
2
70000
N
p f min
Ft df lf
50.64020917 N/mm2
ea max
8
被包容件不产生塑性变形所容许的最大直径变 化量
ei max
9
联结件不产生塑性变形所容许的最大有效过盈 〔δe max
量
〕
表4 选择配合的步骤和校核计算
1
选择的配合,其最小过盈量 (保证能传递给定的载荷):
[δmin]
2
选择的配合,其最大过盈量 (保证联结件不产生塑性变形):
[δmax]
0.48
2
153.6
N/mm2
153.6
N/mm2
212321.3979
N
0.07192381
mm
ei max
pmax
df Ei
Ci
e max ea max ei max
0.028647619
mm
0.100571429
mm
配合的步骤和校核计算
大于>
小于等于 ≤
b
min
e max 2