极限与配合的选用
互换性及技术测量基础第2章极限与配合
外表面,也包括非圆柱形的外表面(由两个平行平面
或切面而形成的被包容面), 如图2-2中的 d、 l1。 l、
第2章 极限与配合
图 2-2
孔与轴
第2章 极限与配合 所谓孔(或轴)的含义是广义的。 其特性是:孔 为包容面(尺寸之间无材料), 在加工过程中, 尺寸 越加工越大; 而轴是被包容面(尺寸之间有材料), 尺寸越加工越小。
其极限间隙或过盈与配合公差公式如下:
X max Dmax d min ES ei Ymax Dmin d max EI es Tf X max Y max Th Ts
(2-5)
第2章 极限与配合 例2-2 求下列三种孔、 轴配合的极限间隙或过 盈、 配合公差, 并绘制公差带图。
第2章 极限与配合
3. 过渡配合(Transition fit) 过渡配合是指可能产生间隙或过盈的配合。 此时
孔、 轴公差带相பைடு நூலகம்交叠,是介于间隙配合与过盈配合
之间的配合,如图2-8所示。但其间隙或过盈的数值都 较小,一般来讲,过渡配合的工件精度都较高。
第2章 极限与配合
图 2-8 过渡配合
第2章 极限与配合
第2章 极限与配合 2. 2. 2 配合的基本术语 配合(Fit)是指基本尺寸相同的, 相互结合的孔与轴公
差带之间的关系。 在孔与轴的配合中, 孔的尺寸减去轴的
尺寸所得的代数差, 其值为正值时称为间隙, 其值为负值 时称为过盈。 1. 间隙配合(Clearance fit) 间隙配合是指具有间隙(含最小间隙为零)的配合。 此 时孔的公差带位于轴的公差带之上, 通常指孔大、 轴小的 配合。 也可以是零间隙配合, 如图2-6所示。
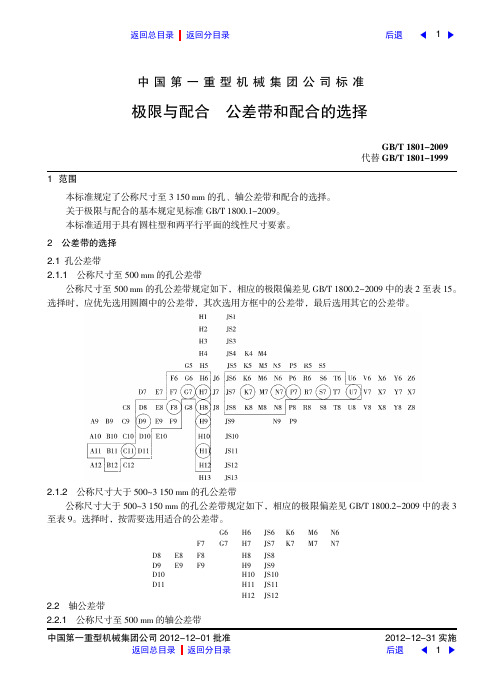
极限与配合的选择

GB规定有基孔制配合与基轴制配合两种配 合制度,为了获得不同的配合性质,采用基 孔制或基轴制都可满足要求,如:
Φ20H7/f6与Φ20F7/h6的极限间隙相同,配合公差也相同。 Φ20H7/k6与Φ20K7/h6的极限间隙与过盈相同,Tf也相同。 Φ20H7/p6与Φ20P7/h6的极限过盈相同,配合公差也相同。
过渡配合
活塞销 过渡配合
间隙配合
(1)尺寸较大的孔及低精度孔,一般不采用定尺寸刀具和量具加工检验,从
工艺上讲,采用基孔制和基轴制都一样,但为了统一起见和考虑习惯,也宜
于采用基孔制。
(2)在实际生产中,为了满足特殊的配合需要,允许采用任意孔、轴公差
带组成配合,即允许采用非配合制配合。
活塞销与活塞要求配合得紧一些,而活塞销与连杆上的衬套配合又要松一些, 前者为过渡配合,后者为间隙配合,这时若采用基孔制配合,则销轴要做成有 阶梯形的 ,加工和装配都比较困难。而采用基轴制,则活塞销可做成无阶梯的光滑轴, 其加工和装配都比较方便。
计算法就是按照一定的理论和公式,确定所需的极限间隙或过盈来选择孔轴公 差与配合。
实验法就是通过实验或统计分析,确定所需要的极限间隙或过盈来选择孔轴 公差与配合。
一、配合制的选择
一般来说,相同代号的基孔制与基轴制配合的性质相同,它们是两种平行的 配合制。基孔制配合能满足要求的,用同一偏差代号按基轴制形成的配合也 能满足使用要求。
同的配合性能要求加工孔,就能得到不同性质的配合。
(2)采用标准件时,基准制不能随便采用,要按规定选取用。
例:滚动轴承为标准件,它的内圈Βιβλιοθήκη 轴颈配合无疑应是基孔制,而外圈与外壳
孔的配合应是基轴制。
活塞
极限与配合选择原则

软件开发
在商业项目中,使用极限与配合选择原则可以提高
在软件开发过程中,极限与配合选择原则帮助团队
项目管理和团队协作效率,确保项目按时完成。
成员在工作中更好地分配任务和合理安排工作时间。
体育团队
医疗团队
体育团队中,极限与配合选择原则帮助团队成员明
医疗团队中,极限与配合选择原则可以确保医疗资
确每个人的角色和任务,实现更好的配合和协作。
案例一
案例二
案例三பைடு நூலகம்
一个软件开发团队采用极限与
一支体育团队通过明确成员角
一个商业团队使用极限与配合
配合选择原则,根据项目进度
色和任务分工,结合比赛时间
选择原则,在项目开发过程中
设置任务极限,并通过灵活分
限制合理安排训练和比赛,取
合理分配资源和任务,成功推
配工作内容确保项目按时交付。
得了显著的成绩。
出了一款热门产品。
极限与配合选择原则
在团队合作中,极限与配合选择原则扮演着重要角色。本演示将详细介绍这
一原则的定义、应用领域以及它在团队合作中的作用。
极限与配合选择原则的重要性
1
提高效率
通过在工作中设置极限,团队成员可以更好地控制自己的时间和资源,从而提高工作效
率。
2
优化资源利用
配合选择原则使团队可以更好地分配资源和任务,确保每个人都能发挥自己的专长。
的成果。
实施极限与配合选择原则的挑战
1
时间限制
确保任务的极限和时间限制能够合理平衡,避免任务过于紧张或过于宽松。
2
团队沟通
确保团队成员之间的沟通畅通无阻,保持信息的及时传递和共享。
3
个人能力
极限与配合 过盈配合的计算和选用资料
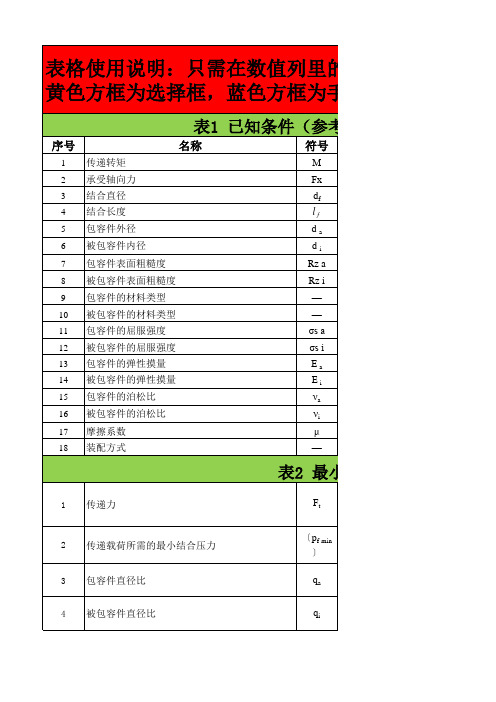
列里的白色方格中填入已知条件值,深 框为手填框,黄色方框为自动计算值。
(参考标准 GB/T 5371)
公式
—— —— —— —— —— ——
与被包容件粗糙度符号相同 与包容件粗糙度符号相同 —— ——
—— —— —— —— —— —— —— ——
2 最小过盈量
数值
单位
0
N·mm
70000
——(例如 u 等等)
——(例如 H7/u6 等等)
填填入入所所选选定定配配合合后后的的最最小大过有盈效量过:盈
量:
[
pm
in
]
[
m in
df
]
2 Ca Ea
(S
a Ci Ei
S
i
)
Ft min [ pmin ] d f l f
[ pmax]
df
[ max]
Ca Ea
Ci Ei
3 初选基本过盈量
δb
4 确定基本偏差代号
——
5 选定配合 6 选择配合后的最小过盈量 7 选择配合后的最大有效过盈量
8 传递载荷的最小结合力
—— [δmin] [δmax]
[pmin]
9 最小传递力
Ft min
10 传递载荷的最大结合力
pmax
11 包容件的最大应力 12 被包容件的最大应力
σa max σi max
a
max
[
pmax] a
或
a
max
[
pmax] b
i
max
[
pmax] c
Ft min>Ft; a max< sa (或 ba ); i max< si (或 bi )
极限与配合公差带和配合的选择
+140 +101 + 56 + 17 +155 +111 + 62 + 18
+171 +123 +103 +295 +228 +180 +160 +424 +329 +262 +194 + 68 + 20 0 +135 + 68 + 20 0 +230 +135 + 68 0
注 1:表中 “ +” 值为间隙 量 , “ -” 值为过盈 量 。注 2:标注 ◤ 的配合为优先配合。于指 Nhomakorabea配合的选用。
H6 f5 F6 h5
基孔制 基轴制 公称尺寸 mm 大于 至 — 3 10 14 18 24 30 40 50 65 100 120 140 160 180 200 225 250 280 315 355 400 450 80 6 3 10 14 18 24 30 40 50 65 100 120 140 160 180 200 225 250 280 315 355 400 450 500 80 6
+161 +125 +101 + 72 + 36 + 12
+228 +180 +144 +108 +120 + 72 + 36 0
+188 +146 +117 +103 +271 +211 +169 +126 + 85 + 43 + 14 0 +145 + 85 + 43 0
2.3 极限与配合的选用
当配合精度要求不高 时,由冷拉钢材直接作 轴使用。 轴使用。
同一根轴上(基本尺寸相同)与几个零件孔配合, 同一根轴上(基本尺寸相同)与几个零件孔配合,且有 不同的配合性质。 不同的配合性质。
基孔制时公差带图
基轴制时公差带图
3.与标准件相配合的孔和轴时, 3.与标准件相配合的孔和轴时,应以标准件来选 与标准件相配合的孔和轴时 择基准制定。 择基准制定。
举例:滚动轴承内圈与轴的配合采用基孔制,外圈与孔的 举例:滚动轴承内圈与轴的配合采用基孔制,外圈与孔的 内圈与轴的配合采用基孔制 基轴制。 配合采用基轴制 配合采用基轴制。
4.为了满足配合的特殊要求, 4.为了满足配合的特殊要求,允许采用非基准 为了满足配合的特殊要求 制配合
如当机器上出现一个非基准孔( 如当机器上出现一个非基准孔(轴)和两个 以上的轴( 要求组成不同性质的配合时, 以上的轴(孔)要求组成不同性质的配合时, 其中肯定至少有一个为非基准制配合。 其中肯定至少有一个为非基准制配合。
一、基准制的选择
1.设计时,应优先选用基孔制 1.设计时,应优先选用基孔制 设计时 主要原因: 主要原因: 因孔比轴难加工 加工孔的刀具有一定的规格系列,选择基孔制 加工孔的刀具有一定的规格系列, 后刀具可形成系列化、 后刀具可形成系列化、标准化
下列情况下,可采用基轴制 2. 下列情况下,可采用基轴制
1.间隙配合(H/a~h):间隙越来越小 间隙配合( ):间隙越来越小 间隙配合 ): 基孔制: 基孔制: 2.过渡配合(H/js~n):配合越来越紧 过渡配合( ):配合越来越紧 过渡配合 ): 3.过盈配合(H/p~zc):过盈量越来越大 过盈配合( ):过盈量越来越大 过盈配合 ):
选择配合种类时还应考虑以下主要因素: 选择配合种类时还应考虑以下主要因素: 孔、轴间是否有相对运动 过盈配合中的受载情况 孔和轴的定心精度要求 带孔零件和轴的拆装情况 孔和轴工作时的温度 装配变形 生产类型
极限与配合的选用共31页PPT

1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 鹤琴
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
3.4 极限与配合的选用

◦ 对于间隙配合
允许有较大的间隙变动,可根据配合间隙的大 小,选择公差等级的高低。
◦ 对一般小间隙配合
选用较高的公差等级,大间隙配合选用较低的 公差等级,例如:H6/g5、H11/b11 。
怎样才能选好公差等级?
知识储备——了解、熟悉:
◦ 各个公差等级的应用范围和应用场合(GB 推荐) ◦ 各种常用加工方法经济的加工精度(等级)
类比法:
是根据零件的使用要求,以经过生产验证的,类似的机械、机构 和零部件为样板,来选用配合种类。
在生产实践中应用最为广泛。
1.采用类比法选择配合的步骤
1)先确定配合类型(种类) 2)再选配合性质(松紧程度及其变动)
确定与基准件配合的轴或孔的基本偏差代号。
采用类比法选择配合的步骤
(2)联系相配件的精度 (3)配合表面的公差等级高于非配合表面, 配合尺寸比非配合尺寸要求高! 重要配合表面→次要配合表面→非配合表面
配合应用场合公差等级的选用
从配合性质上考虑
◦ 对过渡配合或过盈配合
一般不允许间隙或过盈变动过大,故:应选较 高的公差等级。一般孔的公差等级高于IT8,轴 的公差等级高于IT7。
◦ 当孔、轴之间有相对运动要求时,应选间隙配合; ◦ 当孔、轴之间需传递足够大的扭矩,且不要求拆卸 时,一般选过盈配合; ◦ 如果孔、轴之间需要传递一定的扭矩,精确定位 (对中),但要求能够拆卸时,应选过渡配合。
工作条件对间隙和过盈的影响
(2)确定基本偏差代号
当公差等级和基准制确定后,配合的选择主要就是
故
◦ 计算法确定公差等级只能在少数情况下采 用, ◦ 大部分情况下还是要采用类比法确定公差 等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第3章 零件几何精度设计基础标准的应用
目的与要求
了解:
1.未注公差与未注公差的选用
掌握:
1.一般、常用及优先公差带和配合的选用
熟练掌握:
1.标准公差、基本偏差的查表及配合的计算
2.标准公差等级的选用、基准制的选用及配合的选用和计算
3.1 零件几何精度设计的主要内容
几何精度基础标准的应用主要是解决零件几何精度的设计,一般包括尺寸精度、形位精度和表面粗糙度三个方面。
3.2 《极限与配合》标准的应用
极限与配合的选用,包括基准制、公差等级和配合种类的选用。
3.2.1标准公差等级的选用
公差是反映零件的使用要求与制造工艺、成本之间的矛盾。
在满足使用要求的前提下, 应尽可能选用较大的公差等级。
采用计算法选择公差等级的依据是:
f h s T T T =+。
3.2.2 基准制的选用
基孔制与基轴制是两种并行的配合制度,在一般情况下,优先采用基孔制对生产来说有很大的经济意义。
但由于结构和工艺特点,有时选用基轴制有利。
3.2.3 配合的选用
公差等级和基准制确定后,配合的选择主要是确定非基准件的基本偏差代号。
选用时,应首先采用优先公差带及优先配合。
生产中最常用的办法,是参照经过实践应用并取得好效果的典型实例,通过对比分析,按类比法选定配合。
具体分析如下:
1.使用要求和工作条件
2.各类配合的特性与应用
3.工作温度对配合选用的影响
4.装配变形对配合选用的影响
5. 精度储备
6. 统计尺寸公差
3.2.4 应用计算法选择极限与配合
3.5 未注公差与未注公差的选用
3.5.1一般公差——线性尺寸的未注公差(general tolerance )
1.未注公差等级的规定
19921804/-T GB 对线性尺寸的一般公差规定了基本尺寸0.5mm 至4000mm 的四个公差等级,ITl2—IT13为f (精密级);ITl4—IT15为m (中等级);ITl6为c (粗糙级);ITl7—IT18为v (最粗级)、。
其极限偏差值全部采用对称偏差值。
2.未注公差等级的选用
选用的未注公差等级范围在ITll 至ITl7之间,按基本尺寸0.5mm 至4000mm 分成8个尺寸段和四个公差等级。
思考题
1.间隙、过渡、过盈配合各适用于何种场合? 在选定松紧程度时应考虑哪些因素? 2.什么是基孔制配合和基轴制配合? 优先采用基孔制配合的原因是什么? 什么情况下应选用基轴制配合?。