雕刻机刀具使用详解
常见雕刻刀具使用
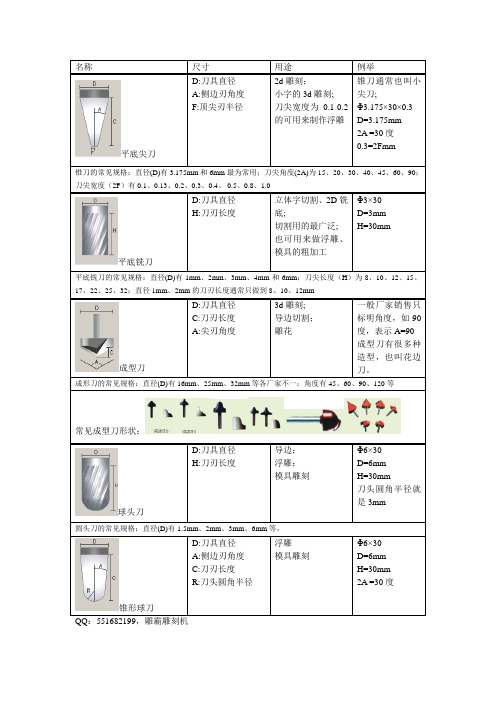
名称尺寸用途例举平底尖刀D:刀具直径A:侧边刃角度F:顶尖刃半径2d雕刻;小字的3d雕刻;刀尖宽度为0.1-0.2的可用来制作浮雕锥刀通常也叫小尖刀;Φ3.175×30×0.3D=3.175mm2A =30度0.3=2Fmm锥刀的常见规格:直径(D)有3.175mm和6mm最为常用;刀尖角度(2A)为15、20、30、40、45、60、90;刀尖宽度(2F)有0.1、0.13、0.2、0.3、0.4、 0.5、0.8、1.0平底铣刀D:刀具直径H:刀刃长度立体字切割、2D铣底;切割用的最广泛;也可用来做浮雕、模具的粗加工Φ3×30D=3mmH=30mm平底铣刀的常见规格:直径(D)有1mm、2mm、3mm、4mm和6mm;刀尖长度(H)为8、10、12、15、17、22、25、32;直径1mm、2mm的刀刃长度通常只做到8、10、12mm成型刀D:刀具直径C:刀刃长度A:尖刃角度3d雕刻;导边切割;雕花一般厂家销售只标明角度,如90度,表示A=90成型刀有很多种造型,也叫花边刀。
成形刀的常见规格:直径(D)有16mm、25mm、32mm等各厂家不一;角度有45、60、90、120等常见成型刀形状:球头刀D:刀具直径H:刀刃长度导边;浮雕;模具雕刻Φ6×30D=6mmH=30mm刀头圆角半径就是3mm圆头刀的常见规格:直径(D)有1.5mm、2mm、3mm、6mm等,锥形球刀D:刀具直径A:侧边刃角度C:刀刃长度R:刀头圆角半径浮雕模具雕刻Φ6×30D=6mmH=30mm2A =30度QQ:551682199,雕霸雕刻机。
自动换刀雕刻机的使用说明
大型数控加工中心使用说明正天恒业数控目录自动换刀雕刻机的使用说明 (3)自动换刀雕刻机新代系统常用参数设定表 (12)使用 GHOST 制作系统卡(DOS) (14)自动换刀雕刻机的使用说明以下为工作步骤:1.把主控制箱的总开关扳到ON状态,此时控制箱红色电源指示灯亮。
2.按下控制箱面板的驱动器电源绿色按钮、变频器电源绿色按钮,使其处于上电状态。
检查气路压力要达到6bar,气缸吸合,除尘毛刷气缸处于行程的上部。
3.SYNTEC控制系统上电,进入界面后,提示:X、Y、Z轴尚未回机械原点。
如下操作完成回机械原点:先按(键左上角灯亮),再按、、,此时雕刻机的XYZ方向往设定的机械坐标零点位置移动,直到面板界面里边机械坐标各轴都显示0,证明回机械原点动作完成,X回到最左边,Y回到最前面,Z上升到顶部。
如下图:回机械原点时出现问题处理方法:故障现象:回机械原点方向反。
原因是限位感应器始终处于触发状态,检查感应器触发信号。
4.把要使用的刀具安装到刀具夹头,并用手放到刀具库中:如下图刀具排列的循序为左边是第一把刀(系统默认为T1), 以此类推。
从左到右依次为T1, T2,T3, T4, T5, T6, T7, T8.如下图:放上加工材料,按下开启真空吸附泵的绿色按钮吸附住材料,按下开启吸尘泵绿色按钮。
5. 加工开始之前需要设定机器的X Y Z 三轴的工作原点(工件原点):先手动将刀具头装上主轴(一般是程序中的第一把刀),按(键左上角灯亮),再通过按X+, X-,Y+, Y-,Z+ Z- ,如图把机头移动到雕刻物件的左下角,既该图案路径的零点位置。
精确定位需要用手轮时,操作如下,先按下灯亮,手轮模式已启动。
通过手轮进行精确定位,主轴运行到加工物件的左下角的状态。
在系统控制器当前界面,如下操作→(Position)→(Workpiece Coor)→移动方向键,使光标移动到需要设置的G54-G59对应的X、Y坐标→(tched),如下图:再继续设T1的Z工件原点,回初始界面,选,再选,界面如下,把光标移动到序号01(即对应T1)Length列输入对应机械坐标,即完成T1Z轴的原点设定。
电动雕刻刀头介绍及用法
电动雕刻刀头介绍及用法电动雕刻刀头是一种用于精细雕刻和切割的工具。
它通常由一个电动主机和不同形状的刀头组成,可满足不同的雕刻需求。
以下是关于电动雕刻刀头的介绍及使用方法。
首先,电动雕刻刀头的种类繁多,每种刀头适用于不同材料和雕刻方式。
常见的刀头类型包括圆锥形刀头、球形刀头、平刀头和V形刀头等。
这些刀头可以进行精细雕刻和细节切割,适用于木材、塑料、玻璃、金属和石材等材料。
在使用电动雕刻刀头之前,需要准备好相应的工作材料和安全设备。
选择合适的刀头,根据需要调整主机的速度和力度。
使用时,保持手握电动刀头的握把,将刀头轻轻地沿着预定的线条或形状移动,用均匀的力度进行雕刻。
需要注意的是,避免过度施加力量,以免损坏工作材料或刀头。
在不同的雕刻任务中,可以根据需求更换不同形状的刀头。
例如,圆锥形刀头适合进行细节雕刻和曲线切割,平刀头适合进行平面切割和平滑表面处理,V形刀头适合进行直线雕刻和切割等。
根据实际需求选择合适的刀头,有助于提高工作效率和雕刻质量。
此外,使用电动雕刻刀头时需要保持良好的安全意识。
确保工作区域通风良好,并佩戴适当的呼吸器和护目镜,以防止材料切削时产生的粉尘和碎屑对身体造成伤害。
同时,遵循刀具使用规则,避免在手指或其他容易受伤的部位使用刀头。
总结一下,电动雕刻刀头是一种多功能、灵活使用的工具,用于雕刻和切割不同材料。
选择合适的刀头,并遵循安全操作规则,能够满足各种细致雕刻和切割的需求。
不过,在使用电动雕刻刀头之前,建议进行必要的培训和熟悉操作手册,以确保使用的安全性和正确性。
雕刻机刀具使用的基本知识

雕刻機刀具使用的基本知識尖刀(硬質合金) 雙刃螺旋銑刀(硬質合金)主要功能:二D平面雕刻、二D切割、三D挑角。
雕刻適用材質:雙色板(ABS)、壓克力也可用於銅、鐵、鋁、塑膠及其它各類金屬非金屬材。
注意事項:雕刻金屬時應添加冷卻劑,為加快雕刻速度應選用較寬的刀尖。
為滿足精細雕刻用戶的要求市場更推出三凌刀、四凌刀主要功能:二D切割、二D平面雕刻。
雕刻適用材質:壓克力、PVC。
黑色金屬特點:對於壓克力的立式切割加工具有良好的耐熱性和耐磨性,螺旋刃切又保證其物面的光滑性,在切割加厚板材時有上佳的表現,它也可以用來加工黑色金屬,如鐵、鋼等。
3D雕刻刀(硬質合金) 單槽螺旋刀(硬質合金)主要功能:三D挑角、倒角。
雕刻適用材質:壓克力、PVC、也可用於密度板、中等硬度木材。
注意事項:無論正雕、還是反雕,一定保持雕刻平面的平整,選擇合適的刃寬進行三D挑角雕刻顯得很重要,建議小幅面雕刻機使用刃寬不要超過22MM,大幅面雕刻機使用合適刃寬的刀具可以加快雕刻速度。
主要功能:二D切割適用材質:壓克力、PVC、中密度板。
特點:結合單槽設計強切削力和排屑暢快的優點,而螺旋刃切削又保證切割物面光滑性,在大量加工PVC、中密度板有著上佳的工作效率。
雙刃螺旋下切刀(硬質合金) 單槽直刃刀具(硬質合金)主要性能:二D切割、二D雕刻。
雕刻適用材質:天然木料、合成木料、塑膠。
特點:專用木料加工刀具,此類雙刃刀具用於加工木料及合成木料,碎屑排除方便、刀體堅固,經久耐用,加工效果好(保證表面無毛邊)。
主要性能:二D切割適用材質:軟木、中密度和中等硬度的木材、也可用於彈性防磨擦塑膠。
特點:結合了開槽設計和單刃幾何設計,便於快速切削時碎屑自動清除。
球頭銑刀(硬質合金) 雙刃直槽銑刀(硬質合金)主要性能:三D雕刻、二D切割。
雕刻適用材質:壓克力、黑色金屬。
注意事項:球銑刀刃寬的選擇主要取決於曲面雕刻的精度和大小,一般分為二次雕刻,粗雕可選用刃徑較大的,精雕則應選刃徑較小的刀具。
雕刻机操作手册及安全操作指南

雕刻机操作手册及安全操作指南简介本文档旨在为用户提供雕刻机的操作手册及安全操作指南。
请在使用雕刻机之前仔细阅读本手册,并严格遵守安全操作规范,以确保自身安全和设备正常运行。
目录1. [操作准备](#操作准备)2. [雕刻机操作步骤](#雕刻机操作步骤)- 2.1 [开启雕刻机](#开启雕刻机)- 2.2 [选择刀具及材料](#选择刀具及材料)- 2.3 [调整刀具位置和深度](#调整刀具位置和深度)- 2.4 [加载设计文件](#加载设计文件)- 2.5 [开始雕刻](#开始雕刻)3. [安全操作指南](#安全操作指南)- 3.1 [穿戴个人防护装备](#穿戴个人防护装备)- 3.2 [保持操作区域整洁](#保持操作区域整洁)- 3.3 [遵循操作程序和警示标识](#遵循操作程序和警示标识) - 3.4 [谨慎调整刀具和刀具位置](#谨慎调整刀具和刀具位置)- 3.5 [定期维护和清洁设备](#定期维护和清洁设备)操作准备在操作雕刻机之前,请确保以下准备工作已完成:- 检查电源和电源线路是否正常- 确保工作台面平整且稳固- 准备所需材料和刀具- 穿戴个人防护装备,如护目镜、手套等雕刻机操作步骤开启雕刻机1. 将电源线插入合适的电源插座。
2. 打开雕刻机的电源开关。
选择刀具及材料1. 根据雕刻设计的需要选择合适的刀具。
2. 准备适宜的材料,如木材、塑料等。
调整刀具位置和深度1. 使用雕刻机的控制面板或软件调整刀具的位置和深度,确保刀具与材料的接触精度。
2. 确保调整刀具时雕刻机处于关机状态,以避免意外伤害。
加载设计文件1. 使用雕刻机提供的软件或其他设计软件加载所需的设计文件。
2. 确保设计文件与刀具和材料的要求相匹配。
开始雕刻1. 在加载设计文件后,按下雕刻机的启动按钮,开始雕刻。
2. 在雕刻过程中,保持警惕并监控雕刻机的运作情况。
3. 雕刻完成后,关闭雕刻机的电源开关。
安全操作指南穿戴个人防护装备在操作雕刻机时,务必穿戴以下个人防护装备,以保护自身安全:- 护目镜:保护眼睛免受切削物等的伤害。
电动雕刻刀头介绍及用法

电动雕刻刀头介绍及用法电动雕刻刀头是一种用于切割、雕刻、打磨等工作的工具,广泛应用于工艺品制作、家具修复、木工加工、珠宝加工等领域。
本文将对电动雕刻刀头的类型、结构、选择、使用及维护等方面进行详细介绍。
一、电动雕刻刀头的类型根据刀头的功能和材质不同,电动雕刻刀头可以分为多种类型。
常见的电动雕刻刀头有金属刀头、硬质合金刀头、钻石刀头、陶瓷刀头等。
不同类型的电动雕刻刀头适用于不同的材料,因此在选择刀头时,需要根据具体的工作需求来决定。
1. 金属刀头:金属刀头通常使用高速钢或铲刀刀片制成,适用于金属、塑料、木材等材料的切割和雕刻工作。
金属刀头因其硬度和耐磨性较高,适用于一些较为坚硬的材料。
2. 硬质合金刀头:硬质合金刀头由钨钢和钴等元素组成,硬度较高,耐腐蚀性强,适用于金属、陶瓷等材料的切割和雕刻工作。
硬质合金刀头具有较好的耐磨性能和热稳定性,适合于长时间工作。
3. 钻石刀头:钻石刀头以金刚石作为刀刃材料,具有极高的硬度和耐磨性,适用于玻璃、瓷砖、大理石等硬度较高的材料的切割和雕刻工作。
钻石刀头切割效果较好,但价格较高。
4. 陶瓷刀头:陶瓷刀头采用高纯度氧化铝陶瓷制造,硬度高、耐磨性好,适用于木材、黄铜等材料的切割和雕刻。
陶瓷刀头不会产生火花,因此适用于一些易燃材料的加工。
二、电动雕刻刀头的结构电动雕刻刀头一般由刀柄和刀片两部分组成。
刀柄是刀头连接电动工具的部分,一般有直柄和弯柄两种形式。
刀片则为刀头的工作部分,根据刀片的材质和形状不同,可以实现不同的切割和雕刻效果。
1. 刀柄:刀柄一般由金属或塑料制成,用于连接刀片和电动工具。
刀柄的质量与稳定性对刀具的工作效果有重要影响,因此需要选择质量较好的刀柄。
2. 刀片:刀片也称雕刻刀头,是电动雕刻刀头的工作部分。
刀片根据不同的工作需求,可以选择不同形状和材质的刀片。
常见的刀片形状有平口刀、斜口刀、V型刀、球型刀等,刀片的形状决定了切割和雕刻的效果。
三、电动雕刻刀头的选择在选择电动雕刻刀头时,需要考虑以下几个方面:1. 工作材料:根据要加工的材质,选择适合的刀头。
雕刻刀刀具的选择与使用

雕刻刀刀具的选择与使用雕刻刀是一种常用的工艺刀具,用于在木材、石材、玉石等材料上进行细致的雕刻和切割工作。
正确选择并使用适合的雕刻刀,可以提高工作效率、保障工作质量,并减少事故的发生。
以下是关于雕刻刀的选择与使用的一些建议。
一、雕刻刀的选择1.根据雕刻的材料选择刀具。
雕刻刀的种类有很多,针对不同的材料有不同的特点和用途。
例如,对于木材来说,铣刨刀、雕刻刀、扳手刀等是常见的雕刻刀具;而对于石材来说,锤子、凿子等则常被用于雕刻。
2.根据雕刻的具体需求选择刀具。
雕刻刀的种类也可以根据雕刻的具体需求来选择。
例如,需要雕刻细致的图案,可以选择尖锐的刀具;需要凿刻立体感的图案,可以选择带有凹凸部位的刀具;需要切割和平整材料表面,可以选择阔口刀。
3.注意刀具的质量和品牌。
选择一把好的雕刻刀具可以保证使用寿命更长,也能提高切割和雕刻的效果。
较高质量的刀具通常采用优质材料制造,经过精细打磨和调校,使用时更加稳定和舒适。
4.考虑刀柄材质和手感。
刀柄是雕刻刀的一个重要部分,直接影响到使用的舒适度和控制性。
刀柄的材质可以选择木质、金属或塑料等,需要根据个人的使用习惯和手感选择合适的刀具。
二、雕刻刀的使用1.注意安全。
使用雕刻刀具时,一定要注意安全。
刀具往往是尖锐的,容易伤到手指,因此务必要戴上割伤防护手套或使用安全手柄。
在雕刻时,也要注意将刀具的刀尖朝向自己之外。
2.细心调整刀具。
在使用雕刻刀之前,要仔细检查刀具的刀刃和刀口是否锐利,有无生锈或损坏。
需要修复或更换时,及时进行维护。
在开始雕刻前,可以使用砂纸或磨刀石进行磨削,以保证刀刃的锐利度。
3.控制刀具的使用力度与角度。
刀具的使用力度和角度是保持刀口的稳定性和雕刻效果的重要因素。
太大的力度可能会导致刀口卡住或过度切割,而太小的力度则可能无法切割材料。
正确的角度可以保持切削的稳定性和切割效果的质量。
4.学会正确的雕刻技巧。
雕刻刀具是一种需要技巧的工具。
学会正确的握持刀柄,灵活运用手指和手腕的力量,可以提高雕刻的效果和手感。
简述雕刻工具的使用方法

雕刻工具是用于切削、雕刻和造型的工艺工具。
它们可以用于各种材料,如木材、石膏、金属等。
以下是一般常见雕刻工具的使用方法简述:
1. 刀片或刨刀:用于切削和雕刻平面和曲线表面。
按照需要选择不同类型的刀片或刨刀,并使用推拉或顺时针运动进行切削。
2. 雕刻刀:用于在较小的区域进行精细雕刻和轮廓修整。
持刀时,手握刀柄稳定,用力平稳、轻柔地推动刀锋。
3. 雕刻凿子:用于削除大块材料和形成深度和凹槽。
凿子握紧手柄,用锤子等敲击凿锋,以便控制力度和深度。
4. 雕刻锉:用于修整和整形雕刻的表面。
使用锉刀时,保持稳定的手握,将其沿表面移动,以去除不需要的材料。
5. 雕刻刨:用于去除较大的材料,并修剪表面。
将刨放置在材料上,用手握紧刨柄,推拉刨刃,以去除不需要的材料。
6. 雕刻机:使用电动或气动雕刻机可以加快雕刻速度和提高精度。
根据机器类型和刀具要求,选择合适的刀具,并按照厂家的使用说明操作机器。
7. 保护措施:在使用任何雕刻工具时,务必注意安全,戴上适当的护目镜、手套等防护设备。
确保工作区域通风良好,以避免灰尘和有害物质的吸入。
在使用任何雕刻工具之前,请确保熟悉其使用方法和安全注意事项,并小心操作,以保护自己的安全和获得满意的雕刻效果。
如果您是初学者,建议寻求专业人士的指导和培训。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机刀具使用详解
木工雕刻机刀具适用指南:
1.压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。
加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。
2.密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。
3.铝板切割加工,推荐使用单刃专用铝用铣刀。
加工过程中不粘刀,速度快,效率高。
4.精密小型浮雕加工,推荐使用圆底刻刀。
5.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。
6.上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。
7.高密度板,实木推荐使用棱齿铣刀。
8.多层板,夹板加工,推荐使用双刃直槽铣刀。
9.下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。
10.压克力镜面雕刻加工推荐使用金刚石雕刻刀。
11.粗加工刨花板等推荐使用多条纹铣刀(end)
雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。
雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”..
雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。
雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”三个选项中的任一项进入刀具库来完成;刀具库中的“中心尖刀”是非常理想化的刀具,一般情况下不使用它来计算刀路径。
1、平底尖刀
W1:表示刀具的刀柄直径,常用的刀柄直径有∮3.175,∮4,∮6,
根据需要而设定。
W2:表示刀尖宽度,它直接影响雕刻效果,设置时要尽量准确,可拿一把精度高点的尺子作大致参考。
A:刀尖部分的两条边的夹角的一半,若为30°刀具,则A设为15,以此类推。
可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。
可切割材料:双色板,ABS板。
用刀原则:雕小字时用W2或A小点的刀,大字时尽量用大刀,以提高加工速度;刀具选择以最窄笔画为准;必要时,在不影响字体效果的前提下,可用节点编辑修改笔画以利于过大刀路径;雕刻胸牌常用30°刀具;若字太小可以换成单线后用“割”算路径。
2、直刀(柱刀)
W1:刀具刃部前端宽度,常见的宽度为2MM,1.5MM,一般设置时稍小一点,因其前部一端为方便排屑,修磨出一侧刃,所以实际宽度稍小一点。
H1:刀具刃部长度,切割的材料高度应低于刃部长度,一般H1设为5MM左右即可。
可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。
可切割材料:双色板,ABS板。
因此种刀具多用于科室牌上的大字雕刻,故又称科室牌刀,但雕刻效果略逊于同等宽度的平底尖刀。
它切割出的材料边缘为直边,而平底尖刀切割出的材料边多有一个斜边,倾斜的程度视刀具角度而定,角度大,边缘斜度就大些。
3、铣刀
W1:刀具前端的宽度,常用的刀柄直径有∮3.175,∮4,∮6;若切割材料厚度低于10MM 的小字时,当采用∮3.175刀切割字要变形,有时也用到刀柄直径从∮3.175变为前端是∮2或者∮1.5的变柄刀具来切割。
H1:刃部长度,切割材料厚度应低于其刃部长度,一般H1根据材料的厚度分为如下几种(比切割材料多2mm,方便排屑)。
12mm:切10MM及以下材料
17mm:切15MM材料
22mm:切20MM材料(PVC多用∮3.175;亚克力用∮4)
可雕刻材料:PVC板,有机玻璃,木板等。
可切割材料:PVC板,有机玻璃,木板等。
用刀原则:不建议用22mm刀具切割10MM及以下的材料,可能导致断刀;当无22mm 刀具,又要切割20MM材料,可临时用17mm刀具,通过分层切割来实现。
4、三维异型刀因为此种刀具不同于我们常见的用一根合金刀柄材料直接修磨出工作所需的各种雕刻刀具,而是在∮6的刀柄下通过特殊焊接工艺焊接上呈各种形状的刀头,直接用于各种特殊形状的雕刻加工,故又称大头刀。
W1:刀柄下面大头刀的直径,随机所配为32mm;也有小一点的,用于切割小的三维字。
A:刀尖部分的两条边的夹角的一半,因随机所配的为90°刀具,则A设为45(类似于平底尖刀)
W2:刀尖宽度,因为具体计算三维路径时,路径要求是一刀走过,已无太大意义,通常设0.1或0.2即可。
刀具用途:三维清角字(用“3D”功能计算路径)及背雕水晶牌的倒斜边之用。
5、其他刀具专用于铣台面的铣底刀;做浮雕时用的浮雕刀具;做木托花边用的各种类型的花边刀等。
如有侵权请联系告知删除,感谢你们的配合!
如有侵权请联系告知删除,感谢你们的配合!。