40CrNiMoA钢的磨削力试验研究
40CrNiMo钢硬态切削过程及表面形貌研究的开题报告

40CrNiMo钢硬态切削过程及表面形貌研究的开题报告一、选题背景随着工业化的快速发展,高强度、高韧性和高耐磨性的材料需求在不断提高。
40CrNiMo钢作为一种优质的合金结构钢,其材料性能被广泛应用于大型机械制造、船舶制造、航空航天、核能及石油化工等领域。
切削是40CrNiMo钢加工的一种重要工艺,其切削加工质量和效率直接影响着工件的成品率和成本。
因此,研究40CrNiMo钢硬态切削过程及表面形貌,优化切削参数和提高加工质量,具有重要的应用价值和理论意义。
二、研究内容与目的本研究旨在通过对40CrNiMo钢硬态切削加工的实验研究,探究切削参数对加工表面形貌和加工效率的影响,并借助现代加工技术和分析手段,分析加工过程中形成的切屑、热影响区等影响加工质量的因素,并提出相应的优化措施和建议。
具体研究内容包括:1. 利用数控车床对40CrNiMo钢硬态进行切削加工,得到切削力、表面形貌等数据。
2. 分析切削过程中形成的切屑、热影响区等对加工质量的影响。
3. 探究切削参数对加工效率、表面质量的影响规律。
4. 提出相应的优化措施和建议,以提高加工质量和效率。
三、研究方法与进度计划1. 实验:通过数控车床的切削过程实验,获取切削力、表面形貌等数据。
2. 数据分析:通过对实验数据的搜集和统计分析,分析切削过程中,切削参数、切削力等对加工表面质量的影响。
3. 文献综述:通过查阅相关文献,分析40CrNiMo钢硬态的机械性能和加工特点等,为实验设计和数据分析提供理论依据和参考。
4. 进度计划:第一周:了解选题,查阅相关文献,制定实验计划。
第二周:进行实验,获取切削力、表面形貌等数据。
第三周:对实验数据进行分析和处理,得出初步结论。
第四周:撰写开题报告,并进行讨论和改进。
调整实验计划和研究方法。
四、预期研究成果本研究预期在探究40CrNiMo钢硬态切削过程及表面形貌,优化切削参数和提高加工质量方面,取得一定的研究成果。
高速主轴用40Cr钢激光热处理及磨损试验研究
Ak白哺d:40Cr或td is ac0珊T埘1 qlI棚ched田面sted witlI hi珈。t叽曲。arld pla或ic c0叩er面∞.how州凹,tlleir resi乱阴ce is not sati幽Ictory.h“8 p印盯·
t陀at嗍t l鹪盯h朗t
is used to i删)rdve 4IH k’s ll毒姨lrIe鹪mld w∞r瑚ist明ce,by删T驴撕ng 40cr and 40Q las盯heal m卿II料lt sarllpl憾-metallo伊aphic aIIalysis-
图l柏cr激光热处理试样整体金相图 从图lA整体金相图中可以看到,激光淬火后的组织可 分为4层:
第一层为激光淬回火组织,深度约为l哗吼至嘶肋,该 层组织主要为板条马氏体+残留奥氏体,这一层与激光束作 用时间最长,马氏体组织较粗,由于光斑搭接过程中的回火 将不可避免的使硬度降低。见图lA最下层黑色部分,也就 是精磨要去掉的层。
着磨损量的增加,势必会影响主轴的工作精度,目前主轴最
常用热处理丁二艺8印℃×3Fra bibliotek IIlin油淬+520℃×2h回火空冷,
硬度可达HRc33,并且这种热处理会带来工业污染,无法满
足高速高硬度、耐磨和环境保护等要求【2】。近年来激光热处 理已经成为解决实际问题的一项很好的技术【3 J,由于激光加 热速度快,热影响区域小,淬火应力及变形小,激光热处理工 艺周期短,生产效率高,耗电低、不需冷却介质、无工业污染 等优点,还可以对形状复杂的零件和不能用其他常规方法热 处理的零件进行局部激光热处理,因此它对传统的热处理技
件对表面进行精唐,磨削量在嘶删至100flm便可达到完全
淬硬层,使工件表面有最高硬度。 (3)40Cr激光热处理试样比40Q常规热处理试样的磨
baogao
3.2 调质与软氮化处理后的40Cr在不同 润滑条件下的摩擦磨损性能
3.2.1
0.22
调质与软氮化后的40Cr的摩擦系数
0.22
friction coefficient / a.u
friction coefficient / a.u
0.20 0.18 0.16 0.14 0.12 0.10
PAO PAO+1% MoDTC PAO+1% T307 PAO+1% ZDDP
三、结果与讨论
3.1 表面形貌、金相组织、硬度
(a)
(b)
(c)
图1调质与软氮化处理后的40Cr钢的表面形貌及软氮化处理后的显微组织 (a)调质处理的40Cr钢的表面形貌(b)软氮化处理的40Cr钢的表面形貌 (c)软氮化处理的40Cr钢的断面显微形貌 经测试软氮化处理后的40Cr的表面硬度为600Hv,调质处理后的40Cr表面硬度为350HV。 从图1(a)、(b)扫描电镜的图片上可以看出调质处理后的40Cr表面还存在机械加工的 经过气体软氮化这种化学热处理方式的40Cr试样硬度值明显高出调质处理的硬度的原因 从图1(c)软氮化处理后的40Cr钢断面显微形貌图中可以看出上面为白亮层、然后为扩 经检测得出软氮化处理后的40Cr钢的表面粗糙度为1.0μm,调质处理后的40Cr钢的表面 痕迹,经软氮化处理后的40Cr钢表面的机加工痕迹不明显了比调质的40Cr钢光滑了,晶 是气体软氮化的热处理方式使得大量的氮碳原子渗入40Cr试样表面,形成了一个氮碳化 散层、最后为基底层。白亮层为铁的氮化物层。 粗糙度为1.224μm。 粒也得到了细化,并在表面存在一些孔隙。 合物层,从而提高了试样的表面硬度。
调质/调质+软氮化处理后的40Cr钢 在润滑条件下的摩擦磨损性能研究
40Cr钢的磨削淬硬层与磨削参数的关系
40C r 钢的磨削淬硬层与磨削参数的关系①杨 刚,韩正铜,杜长龙(中国矿业大学机电工程学院,江苏徐州221008)摘 要:针对矿山机械常用材料之一40Cr 钢应用了磨削淬火技术,并在试验中改变磨削用量以研究材料的淬硬层情况。
试验后对试件进行金相组织观测,发现可得到一定厚度的马氏体;进行硬度值测量发现:在变进给情况下,强化层厚度为1.2~1.4mm,硬度值平均为HV760(HRC62),淬硬厚度随着进给速度减少而增加;在变切深情况下,强化层厚度为0.8~1.6mm,硬度值平均为HV700(HRC60),淬硬厚度随着切深的增加先增大后减少。
两种手段得到的淬硬层硬度均远远高于基体硬度值HV255(HRC23),证明了该种新技术经济实用,效果良好,并且宜采用缓进给的方式进行。
关键词:40Cr 钢;磨削强化;表面淬火;磨削加工中图分类号:TG156.33;TG580.64文献标识码:A文章编号:0253-6099(2008)01-0084-04The Rel ati onshi p between Gr i n di n g Parameters andGri n di n g 2hardened Layer of 40Cr SteelY ANG Gang,HAN Zheng 2t ong,DU Chang 2l ong(College of M echanical and E lectrical Engineering,Ch ina U niversity of M ining and Technology,X uzhou 221008,J iang 2su,China )Abstract:Grinding 2hardening technique is app lied t o 40Cr steel which is one of the commonly used materials .I n thetest the grinding para meters are varied s o as t o investigate the hardened layer of the material .The observati on of the met 2all ographic structure of the sa mp le shows that there for m s a martensite layer with certain thickness .It is f ound fr om the hardness test that the hardened layer has an average hardness of HV760(HRC62)and a thickness of 1.2~1.4mm which increases with the decrease of the feeding s peed under the conditi on of varying the s peed,and an average hardness of HV700(HRC60)and a thickness of 0.8~1.6mm which first increases and then decreases with the increase of cut 2ting dep th under the conditi on of varying the dep th .Both of the hardness values are much higher than the matrix hard 2ness of HV255(HRC23).It p r oves the feasibility and effectiveness of the grinding 2hardening technique,f or which l ow feeding is suitable .Key words:40Cr steel;grinding 2hardening;surface hardening;grinding machining 零件原材料的选择及其表面热处理对于提高零件的强度与耐磨性非常关键[1~3]。
一种高强度40CrNiMoA材料锻件热处理工艺的研究
一种高强度40CrNiMoA材料锻件热处理工艺的研究发表时间:2020-08-27T06:16:44.091Z 来源:《中国科技人才》2020年第11期作者:刘秀良1 张元东2 胡博文3 林好妹4 [导读] 结果表明,在产品批量生产中,通过控制淬火的冷却速度和回火的温度可以有效提高锻件的力学性能,同时保证同炉产品硬度和性能的均匀性。
江西景航航空锻铸有限公司景德镇 333000摘要:采用不同的淬火工艺和回火工艺,对工厂生产的高强度40CrNiMoA材料锻件进行系列热处理试验,研究了4种热处理工艺对锻件显微组织和性能的影响。
结果表明,在产品批量生产中,通过控制淬火的冷却速度和回火的温度可以有效提高锻件的力学性能,同时保证同炉产品硬度和性能的均匀性。
关键词:淬火;回火;高强度;显微组织;性能;介质;冷却速度;温度;硬度;均匀性 Research on the High strength?40CrNiMoA materials forging of batch production by heat treatment LIU Xiu-liang1,ZHANG Yuan-dong1,HU Bo-wen1,LIN Hao-mei1(Jiangxi Jinghang Aviation Forging & Casting,JingDezhen 333000,China) Abstract:Using different quenching process and the system of tempering process,the factory production of high strength 40CrNiMoA materials forging series heat treatment experiment was carried out,studied on the effect of 4 kinds of heat treatment processes on Microstructure and mechanical properties of forgings. The results show that the product in mass production,by controlling the quenching cooling rate and tempering? temperature can improve the mechanical properties of the forgings,besides,ensure the uniformity of the hardness and performance with the furnace. Key words:quenching、tempering、high strength、microstructure、function、medium、cooling speed、temperature、hardness、uniformity正文:1、材料使用简介随着制造业的高速发展,一些零件对性能要求越来越高,不仅要求较高的强度,还需要有良好的韧性、抗疲劳性和抗断裂特征等。
40CrNiMoA钢表面ESD_IBED复合强化层的组织和性能
40CrNiMoA 钢表面ESD 2IB ED 复合强化层的组织和性能葛志宏1,2,乔生儒1(11西北工业大学超高温结构复合材料实验室,西安710072; 21重庆航天职业技术学院,重庆400021) 摘 要:研究40CrNiMoA 钢ESD 2IBED 复合表面强化过程,分析强化层的组织、硬度、相组成和耐磨性。
结果表明,在ESD 2IBED 复合沉积层中ESD 沉积层占主导地位,它决定了复合强化层的微观组织,而IBED 沉积层则起到改善ESD 沉积层表面形貌的作用。
在相同电参数下,Cr12MoV +Cu 复合强化层的显微硬度高于石墨+Cu 复合强化层。
40CrNiMoA 表面的复合强化层具有减摩耐磨性能,尤其是Cr12MoV +Cu 复合强化层,耐磨性大约提高4倍,而且摩擦系数仅在0105左右。
关键词:金属材料;电火花沉积;离子束增强沉积;复合强化;耐磨性中图分类号:TG174144 文献标识码:A 文章编号:1001-0211(2009)01-0001-05收稿日期:2007-04-03基金项目:长江学者和创新团队发展计划资助项目作者简介:葛志宏(1979-),男,甘肃正宁县人,硕士,主要从事材料表面改性等方面的研究。
联系人:乔生儒(1948-),男,陕西佳县人,教授,博士生导师,主要从事材料表面改性等方面的研究。
电火花表面沉积工艺是一种低能耗、无变形的表面强化工艺,简称ESD [1]。
它是利用电极材料和被强化金属材料间的高能局部脉冲放电,使电极材料快速熔融到工件表面,并通过电极材料和被强化金属材料在局部高温下的物理化学冶金过程,使工件表面重新合金化,形成表面强化层[2-4]。
该技术属于高能密度加热,强化处理时对零件心部的组织和性能几乎无影响、不会引起零件变形。
此外,电火花强化设备简单、成本低、易操作,形成的强化层与基体之间是冶金结合,涂层结合好[5-6]。
然而,强化表面不光滑和各处涂层密度的不均匀性,限制了其在高要求条件下的使用。
高速铣削硬态40CrNiMoA的试验研究
其切 削加工 性能 较 差 , 对 平 均加 工 指 数 小 。传 统 加 相
工这类 硬 态材质 的方 法是 : 先在 软化 状态 下粗加 工 , 接 着淬 火 , 后采 用磨 削和 电火 花加工 , 时还需 人工 打 然 有 磨 。这 就造 成加 工 精 度 不稳 定 、 率 低 和 成 本 高。 因 效 此如 何 解 决 硬 态 4 C NMo 的加 0 ri A 川司题 一 直 为制 造
硬 态 4 C N M A 由 于其 良好 的 机 械 性 能 在 制 造 0 rio 业 中有 着广 泛 的应用 , 由 于 它 的硬 度 和耐 磨 性 使 得 但
0. 0% 2
~ 0. 5% S .1 6 3 i . 5%
~ 2.Hale Waihona Puke 0% Ni . 0% 0 .0 7
~
0 9 %C ,. 0 ~ . 0 M 。硬度 为 :7H C .0 r0 2 % 0 3 % o 4 R : 测力 系统 如 图 1 示 , 所 包括 瑞 上 Kse 公 司 生 产 il tr
维普资讯
切 削技 术 ciThl ugc0y t ng te I n 0
高 速铣 削硬 态 4 C Ni A 的试 验 研 究 0 r Mo
查 文 炜
( 盐城 工 学院 , 苏 盐城 2 4 0 ) 江 2 0 3
摘
要 : 对硬 态 4 Cr i A(7 HR , 干 切 和 空气 油雾 环 境 下 , 用 黛 杰整 体 硬 质 合 金 ( 3 涂层 针 0 N Mo 4 C) 在 选 K 0) ( 层材 料为 TAI 立铣 刀在 Mir nUC 1 速 加 工 中心 上作 了试 验研 究 。并 通 过试 验 结 果 涂 i N) k o P7 0高
热处理工艺对40CrNiMoA合金组织及力学性能的影响
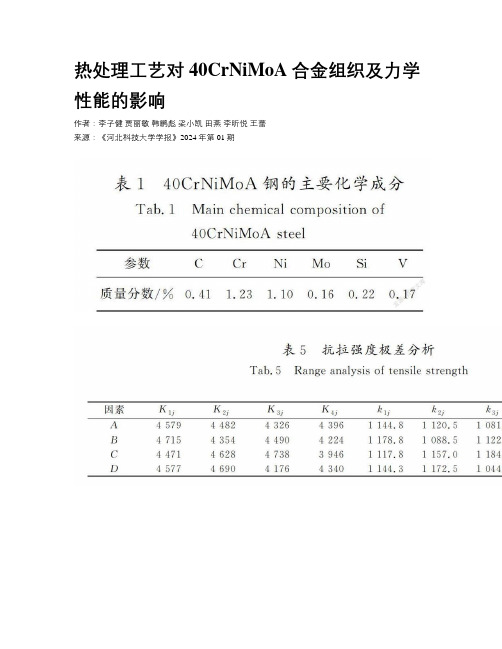
热处理工艺对40CrNiMoA合金组织及力学性能的影响作者:李子健贾丽敏韩鹏彪梁小凯田燕李昕悦王蕾来源:《河北科技大学学报》2024年第01期摘要:为了提高矿用链轮耐磨性,延长其使用寿命,选取电渣离心铸造40CrNiMoA合金链轮件作为母材,研究热处理工艺对40CrNiMoA合金组织和力学性能的影响。
采用正交试验法,研究不同热处理工艺对合金显微硬度、摩擦磨损及拉伸强度等力学性能的影响,并将测试结果进行极差分析和综合加权评分计算,得出最优热处理工艺参数,最后进行试验验证。
结果表明,正交试验法得到的最优热处理工艺为880 ℃淬火0.5 h,600 ℃高温回火2 h,样品热处理后的组织主要为回火索氏体,维氏硬度为364 HV,抗拉强度为1 166 MPa,磨损率为0.427×10-4 mm3/(N·m);验证试验结果与正交试验分析结果相近,且热处理后的样品性能可达到使用要求。
研究结果可为矿用链轮件热处理工艺提供理论依据,对有效解决链轮耐磨性和使用寿命问题具有參考价值。
关键词:黑色金属及其合金;40CrNiMoA合金;热处理工艺;显微组织;力学性能;正交试验中图分类号:TG406文献标识码:ADOI:10.7535/hbkd.2023yx06008收稿日期:2023-10-12;修回日期:2023-11-05;责任编辑:冯民基金项目:河北省重点研发项目(19211007D)第一作者简介:李子健(1996—),男,河北邢台人,硕士研究生,主要从事金属材料成型及控制方面的研究。
通信作者:贾丽敏,副教授。
E-mail:********************梁小凯,高级工程师。
E-mail:****************李子健,贾丽敏,韩鹏彪,等.热处理工艺对40CrNiMoA合金组织及力学性能的影响[J].河北科技大学学报,2023,44(6):67-73.LI Zijian,JIA Limin,HAN Pengbiao,et al.Effect of heat treatment process on the microstructure and mechanical properties of 40CrNiMoA steel[J].Journal of Hebei University of Science and Technology,2023,44(6):67-73.Effect of heat treatment process on the microstructure andmechanical properties of 40CrNiMoA steelLI Zijian1,JIA Limin1,2,HAN Pengbiao1,2,LIANG Xiaokai3,TIAN Yan1,LI Xinyue1,WANG Lei1(1.School of Materials Science and Engineering, Hebei University of Science and Technology, Shijiazhuang,Hebei 050018, China;2.Hebei Key Laboratory of Material Near-Net Forming Technology,Shijiazhuang, Hebei 050018, China;3.Institute of Structural Steels, Central Iron and Steel Research Institute, Beijing 100081,China)Abstract:In order to improve the wear resistance and service life of mining sprockets,40CrNiMoA sprockets cast by centrifugal electroslag casting were selected as the base material to study the effects of heat treatment processes on microstructure and mechanical properties of the alloy. The effects of different heat treatment processes on the mechanical properties of the steel, such as microhardness, friction and wear, and tensile strength were investigated with the orthogonal experiment method.The test results were analyzed by range analysis and comprehensive weighted scoring calculation to obtain the optimal heat treatment process parameters. Finally, experimental verification was conducted. The results show that the optimal heat treatment process obtained by the orthogonal test method is quenching at 880 ℃ for 0.5 hours and high-temperature tempering at 600 ℃for 2 hours. The microstructure of the sample after heat treatment is mainly tempered sorbite, with a Vickers hardness of 364 HV, a tensile strength of 1 166 MPa, and a wear rate of 0.427×10-4 mm3/(N·m). The validation test results are similar to the orthogonal experimental analysis, and the sample performance after heat treatment can meet the usage requirements. Therefore, the research results can provide a theoretical basis for the heat treatment process of mining sprocket parts, and are of great significance for effectively solving the wear resistance and service life of sprockets.Keywords:ferrous metals and their alloys; 40CrNiMoA steel; heat treatment process; microstructure; mechanical properties; orthogonal experiment近年来,随着煤炭开采技术的进步及大型现代化矿井建设步伐的加快,刮板输送设备逐步向大功率方向发展,配套链轮的规格也越来越大,同时,对强度、韧性、耐磨性等性能的要求越来越高[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
40CrNiMoA 钢的磨削力试验研究
湘潭工学院机械系 (411201) 廖先禄 湖南大学磨削研究所 (410082) 许世良
摘要 针对 40CrNiMoA 高强度钢的难加工特性 ,选择不同的磨削工艺参数 (磨削速度 Vs 、进给量 Vw 、磨削深度 ap 等) ,进行加 工精度和表面质量对比 ,通过计算机编程及角正归分析 ,建立了加工过程中磨削力的经验公式 ,为进一步探讨有关高强度材 料的磨削机理打下基础 。
关键词 高强度钢 磨削力 经验公式
中图分类号 TG 506
高强度钢是指那些强度 、硬度都很高 ,同时又具 有很好的塑性和韧性的合金结构钢 。[1] 尽管它们的 原始强度 、硬度并不太高 ,但经过调质处理 ,可获得 较高或很高的强度 ,硬度通常在 HRC35~50 之间 。 用这类钢材制作的零件 ,其粗加工一般在调质前进 行 ,而半精加工 、精加工则在调质后进行 。此时的金 相组织为索氏体或托氏体 ,加工难度较大 。[2]
四 、用角正归法建立 FN 的经验公式
由文献[2] ,测出磨削力的数值 ,列表计算如下 :
(下转第 14 页)
·33 ·
《精密制造与自动化》
发展的关键点 。接触式测头已经完全被外国垄断 , 非接触测头目前还没发展成熟 ,有我们竞争的机遇 。 以前较多采用激光三角法原理 ,受到很多限制 ,难于 有突破性进展 。可以在原理创新上下工夫 。应该突 破 0. 1 —0. 5μm 分辨率 。
·32 ·
如图[5] ,从八角环测力仪测得的磨削力信号 (法 向磨削力 FN 和切向磨削力 Ft ) ,经动态电阻应变仪 放大 ,到达光线示波器 (振子频率 400Hz ,走纸速度 10mmΠs) ,通过纸带输出 。实验所得的磨削力信号需 由力定标曲线折算成磨削力值 (N) 。力的标定通常 采用静态定标法 ,此法采用标准测力仪 。通过标定 , 可得到一组标准的力信号曲线 。将实验过程中所测 得的力信号与标准力信号值进行比较 ,便可得到磨 削力值 。
光线示波器
动态电阻应变仪 二 、实验数据处理
试验采用单因素法进行 ,即在固定其它因素 、只 改变一个因素的条件下 ,测出磨削力 。由于砂轮磨 粒具有较大的负前角 ,所以法向磨削力 FN 大于切向 磨削力 Ft ,通常 FNΠFt 值在 1. 5~3 范围内 。本实验 主要研究法向磨削 FN 。
建立磨削力 FN 的经验公式时 ,采用一元线性回 归法 。一元线性回归用来处理两个变量之间的线性 关系 。现以建立磨削力 FN —ap 的单项公式为例 。[6]
程序 ,可得磨削力 :
FN5 = CvsVzsFN = 751. 9Vs- 0. 750 ……………… (5)
如果改变 :ap02 = 0. 010mm ,Vw02 = 0. 900mΠmin ;改
变 Vs 取值 ,得到 :
FN6 = CvsVzsFN = 391. 5Vs- 0. 737 ……………… (6)
本文选用 40CrNiMoA 高强度钢进行磨削实验 。 通过改变磨削用量 ,研究平面磨削时磨削力的变化 规律 ,进一步探讨高强度材料的磨削机理 。 一 、试验内容
1 、试验原理 试验采用八角环测力装置 ,可同时测量磨削过 程中的法向磨削力 FN 及切向磨削力 Ft 。在具有弹 性的八角环上贴有电阻应变片 ,磨削时 ,应变片随弹 性环而变形 ,引起电阻值的变化 。通过转换 、放大和 记录 ,可直接测得 FN 与 Ft 。[4] 2 、测试框图
与 xFn2 = 0. 706 非常接近 。
经显著性检验 (r2 > r1 ) ,说明回归方程 (2) 比 (1)
更显著 。
3 、建立 FN = CvwVwyFN 的回归方程
选取 :Vs0 = 17. 5mΠs ;ap01 = 0. 020mm ;改变 Vw 取
值范围 ,得到一组对应的 FN 值 。运行计算机程序 ,
(4) 计算机辅助测量的理论 ,信号处理系统的标 准化模块化 ,兼容和集成 。例如 ,目前多数采用 ISA 总线 、IEEE488 口 ,今后计算机可能取消 ISA 总线 , 用于笔记本电脑的 USB 接口将广泛应用 。过去 ,我 国生产的仪器满足于数字显示 ,没有数据交换接口 , 不可能进入国际市场 , 外国生产的仪器普遍配备 IEEE488 ( GPIB) 口 。RS232 : 目前有可能成为替代物 的高性能标准是 USB , IEEE1394 ,VXI。在转折时机 为我们提供了机遇 。目前的虚拟仪器的工作频段在 千赫数量级 ,对于干涉信号处理显得太低 ,可以采取 联合互补的方法形成模块系列 ,同时降低成本 ,从总 体上提高科研工作的效率 。根据已有基础 ,发展特
2001 年第 2 期 (总第 146 期)
如果改变 :Vw02 = 1. 200mΠmin ,改变 ap 取值 ,得
到另一组相应的磨削力 ,求出 :
FN2 = Cap apxFn = 1450. 9ap0. 706 ………………… (2)
比较公式 (1) 和 (2) ,可以看出系数 xFN1 = 0. 696
图 1 测力装置及仪器接线示意图
3 、试验条件 试验机床 :MM7125 平面磨床 砂轮型号 : TL46ZRAP300 ×40 ×75 修整量 :粗修 0. 02mm ;精修 0. 01mm 试件尺寸 :33 ×33 ×20mm ; 热处理 :采用 850 ℃油淬 ,回火 575 ℃
(水或油) ,HRC35~38 ; σb = 1030NΠmm2 σ, s = 910NΠmm2 ; 主要仪器 :八角环测. 750
与 ZFN2 = - 0. 737 非常相近 。
经显著性检验 (r5 > r6 ) ,可知回归方程 (5) 比 (6)
更显著 。
5 、建立 FN 的经验公式
根据用单因素法建立的磨削力公式 :
公式 (2) : FN = C a ap pxFN = 1450. 9ap0. 706
Lyy = ∑y2i - ( ∑yi ) 2ΠN ; Lxy = ∑xi yi - ( ∑xi ) 3 ( ∑yi ) ΠN ; 则 :b = xFN = LxyΠLxx ; b0 = lgCap = ( ∑yi ) ΠN - b 3 ( ∑xi ) ΠN 显著性 :r = LxyΠ(Lxx3 Lyy) 1Π2 三 、计算机程序及运行 1 、计算机程序 (略) 2 、建立 FN1 = Cap apxFN 回归方程 试验中 ,选取 :Vs0 = 17. 5mΠs ;Vw01 = 0. 900mΠmin ; 改变 ap 取值范围 ,得到一组对应的 FN 值 。运行计 算机程序 ,可得法向磨削力公式 : FN1 = Cap apxFn = 1088. 4ap0. 696 ………………… (1)
40CrNiMoA 钢具有高的强度 、韧性和良好的淬 透性 ,又具有抗过热的稳定性 。[3] 一般制作强度高 、 塑性好的重要零部件 ,氮化处理后用来制作特殊性 能要求的重要零件 。如 :轴类 、齿轮紧固件等 。
近年来 ,由于高效磨削和高精度磨削 、研磨技术 的发展 ,磨削加工在总的机械加工中的比重日益增 加 ,特别是采用高速 、强力磨削后 ,磨削生产率成倍 增加 。可是有关高强度材料的磨削加工 ,国 、内外的 报道不多 。
与 yFN2 = 0. 460 非常相近 。
经显著性检验 (r3 > r4 ) ,可知回归方程 (3) 比 (4)
更显著 。
4 、建立 FN = CvsVzsFN 的回归方程
选取 : ap01 = 0. 020mm ,Vw01 = 1. 200mΠmin ; 改 变
Vs 取值范围 ,得到一组对应的 FN 值 。运行计算机
设 : FN = C a ap pxFN 令 :y = lgFN ,b0 = lgCap ,b = xFN ,x = lgap , 则相应的回归方程为 : Z = b0 + b 3 x 当自变量 x 取不同的值 xi (i 为实验次数 ,i = 1 , 2 ,3 ,4. . . ,N) ,则可得到相应的回归值 Zi 。回归值 Zi 与实测值 yi 之差刻划了 yi 与回归直线 Z = b0 + b 3 x 的偏离程度 。对于所有的 xi ,若回归值 Zi 与实 测值 yi 的偏离越小 ,则认为此直线与所有实验点拟 合得越好 ,全部实测值 yi 与回归值 Zi 的偏离 (或偏 差) 平方和 : Q = ∑(yi - Zi ) 2 = ∑[ yi - (b0 + b 3 x) ]2 刻划了全部观察值与回归直线的偏离程度 ,可 作为总的误差 。所谓最小二乘法 ,就是使偏离平方 和最小的一种确定 b0 和 b 的方法 ,因此 ,用最小二 乘法确定的直线 ,它和点 (xi ,yi ) 的偏离是一切直线 中最小的 ,而由上式可知 ,Q 是 b0 和 b 的二次函数 , 又是非负的 ,所以其极小值总是存在的 。根据极值 原理 ,可求出估计值 b0 和 b : 令 Lxx = ∑x2i - ( ∑xi ) 2ΠN ;
可得磨削力公式 :
FN3 = CvwVwyFN = 78. 6Vw0. 442 ………………… (3)
如果改变 : ap02 = 0. 010mm ,改变 Vw 取值 ,得到
另一组相应的磨削力 ,求出 :
FN4 = CvwVwyFN = 52. 8Vw0. 460 ………………… (4)
比较公式 (3) 和 (4) ,可以看出系数 yFN1 = 0. 442
(上接第 33 页)
序号
1 2 3 4
磨削用量
水平编码
磨削力实测值
ap
Vs
Vw
FN
b0
b1
b2
b3
lnFN
(mm)
(mΠs)
(mΠmin)
(N)
0. 010 0. 010 0. 020 0. 020
17. 500 35. 000 17. 500 35. 000