变频器和传感器在卷绕张力精确控制中的应用
应用变频器中心卷绕功能精确控制张力
应用变频器中心卷绕功能精确控制张力文章链接:中国纺织服装机械网/news/Detail/9910.html纺织生产过程中的半成品或成品,如纱线、布匹需要卷绕在轴或辊上,例如:分批整经机将成片纱卷绕在经轴上;浆纱机和浆染联合机将成片浆过的纱卷绕在织轴上;卷染机和轧卷染色机将布卷绕在收放辊上。
这些设备在卷绕过程中都有一个共性问题,即需要恒张力控制,卷绕直径从最小直径到最大直径,要求纱和布的张力保持不变。
利用变频器或交流伺服的中心卷绕功能可以较好解决卷绕恒张力控制。
常见的卷绕方式有两种,即摩擦卷绕和中心卷绕。
摩擦卷绕的效果受摩擦辊的影响很大,如:分批整经机的经轴卷绕,传统的机构采用摩擦辊卷绕方式,由于摩擦传动易使纱线增加毛羽,影响产品质量,且不利于后道工序生产,特别是在升速和降速过程,影响会更大,也限制了整经机向高速发展。
所以新型的高速整经机多数采用中心卷绕方式。
浆纱机和染浆联合机的织轴卷绕,传统的机构采用机械式无级变速器(PIV)作为中心卷绕方式。
经过长期生产实践,PIV机械故障频繁,维修保养复杂,同时随着无梭织机的发展,要求织轴大卷装,PIV很难满足大卷装织轴恒张力卷绕的要求。
卷染机和轧卷染色机的织物卷绕,传统的卷绕机构较多采用直流电动机控制系统,作为中心卷绕方式,直流控制系统技术成熟,控制方便,能较好地满足生产要求。
但直流电动机有整流子和碳刷,需经常维护,特别在印染企业环境恶劣,直流电动机故障率高,企业不大欢迎。
自从变频器技术问世以来,人们考虑将变频调速技术应用到中心卷绕机构,可以发挥交流电动机固有的优点,结构简单、坚固耐用、经济可靠。
经过多年的实践证明,变频调速技术可以满足中心卷绕的要求,国内外的整经机、浆纱机、卷染机等同类设备已大量采用变频器中心卷绕技术。
在张力控制要求更高的场合,采用交流伺服中心卷绕技术。
经轴卷绕、织轴卷绕、布辊卷绕采用中心卷绕方式,当卷绕直径从小直径向大直径变化时(浆纱机织轴最小卷径为100mm,最大卷径为1000mm;卷染机卷布辊最小卷径为200mm,最大卷径为1500mm)为了使纱或布的表面张力保持不变,必须保证转速的变化与卷径成反比,转矩的变化与卷径成正比,若没有转矩补偿,随着卷径的增大,则纱或布的张力会逐渐减少。
变频器在直流传动纸张卷绕机换代改造的实践与研究【文献综述】
毕业设计开题报告电气工程及其自动化变频器在直流传动纸张卷绕机换代改造的实践与研究一、前言早期的造纸机等多数对速度调节控制要求较高的工业设备、传动系统都采用直流调节控制装置,驱动直流电动机进行速度调节控制。
直流调节装置大都为模拟器件,调试难度大、稳定性差、故障率高。
直流电动机电刷、换向器及测速机损耗大,均为硬接触性磨损;随着变频器技术的发展,特别是矢量技术的出现,极大改善了交流传动的性能与可靠性,本设计采用变频对直流传动的改造进行研究和实践。
二、主题部分1、卷绕机的发展历史卷绕机有半自动和全自动两个系列,有高速和低速、民用丝用和工业用丝用等不同规格。
高速全自动卷绕头是集机械、电气为一体的高科技产品。
1988 年, 日本帝人制机公司在北京国际纺机展览会上, 首次展出了6头同时卷绕6根丝的全自动卷绕头。
从1989年我国引进全自动卷绕头到2000 年底止, 国内化纤行业全自动卷绕头市场基本上由德国的巴马格公司, 日本的帝人制机、村田、东丽公司和瑞士的立达公司所垄断。
1997年, 中国纺织科学研究院启动了全自动高速卷绕头的研究工作, 经过几年的努力, 开发了不同规格的系列化产品, 并迅速投放市场, 打破了外国公司的垄断地位。
2、卷绕机改进的核心卷绕头自控系统的研究是整个设备开发的重要环节。
就电气技术本身来说, 需要硬件与软件的有机结合.。
硬件如变频器等, 根据各公司的一般惯例, 均采用知名厂家的成熟产品) 软件, 需要根据生产工艺的求, 独立自主地研究和开发。
变频调速技术是现代电力传动技术的重要发展方向,变频调速系统得到了越来越广泛地应用,在变频调速控制系统中产生可调电压和可调频率的逆变电路控制技术是变频调速的核心技术,如何高速有效的对变频调速系统进行控制是本次研究的重点。
因此,采用什么样的控制方式及如何对系统进行设计成为我们面临的最大的技术问题和难点。
3、变频技术的发展变频技术诞生背景是交流电机无级调速的广泛需求。
变频器在薄膜卷绕机上的应用
森兰SB80B变频器在薄膜卷绕机上的应用(提供:成都希望森兰变频器制造有限公司)【在线联系作者】工业上常见的薄膜卷绕主要包括布、纸张、塑料薄膜等。
通过实地考察,可以发现薄膜卷绕机对于张力的精度要求比拉丝机高,而且卷径的变化范围很大,如果像拉丝机的设计方案一样只采用PID修正从机转速的话,PID修正量很大,PID参数不易调节,控制性能不能保证。
而且薄膜卷绕机与拉丝机有一个不同在于:薄膜卷绕机对于薄膜的张力要求是随卷径增大而不断变化的,这样就不能像拉丝机那样使用固定的张力给定,即需要张力锥度控制,防止损伤卷轴或造成内部褶皱。
因此薄膜卷绕机的张力控制方案必然要比拉丝机的方案复杂。
但是我们认为,森兰SB80B机器完全可以通过对现有功能进行设置,充分利用算术单元和计数器等功能,实现薄膜卷绕所要求的张力控制。
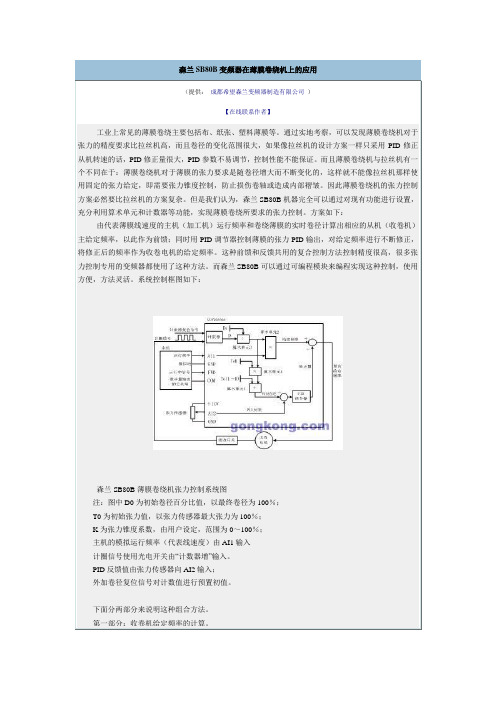
方案如下:由代表薄膜线速度的主机(加工机)运行频率和卷绕薄膜的实时卷径计算出相应的从机(收卷机)主给定频率,以此作为前馈;同时用PID调节器控制薄膜的张力PID输出,对给定频率进行不断修正,将修正后的频率作为收卷电机的给定频率。
这种前馈和反馈共用的复合控制方法控制精度很高,很多张力控制专用的变频器都使用了这种方法。
而森兰SB80B可以通过可编程模块来编程实现这种控制,使用方便,方法灵活。
系统控制框图如下:森兰SB80B薄膜卷绕机张力控制系统图注:图中D0为初始卷径百分比值,以最终卷径为100%;T0为初始张力值,以张力传感器最大张力为100%;K为张力锥度系数,由用户设定,范围为0~100%;主机的模拟运行频率(代表线速度)由AI1输入计圈信号使用光电开关由“计数器增”输入。
PID反馈值由张力传感器向AI2输入;外加卷径复位信号对计数值进行预置初值。
下面分两部分来说明这种组合方法。
第一部分:收卷机给定频率的计算。
用户需要知道三个值,分别是初始卷径、最终卷径和薄膜厚度。
根据这三个值,计算出参数设置所需要的几个数值,具体包括:1.初始卷径百分比值D0=初始卷径/最终卷径。
收卷张力控制
收卷张力控制摘要:一:力矩电机,力矩控制器。
力矩电机是一种具有软件机械特性,和宽调速范围的特种电机。
并且以恒转矩输出。
二:变频电机,利用矢量型变频器做变频电机的转矩控制,使变频电机处于恒转矩输出。
具有速度反馈的控制方式其转矩控制的精度更高。
三:利用压力传感器,或者位置传感器来检测传动负载的张力,作为反馈信号通过PID过程控制的计算,使放卷与收卷保持相对应的速度来达到传动负载恒张力的控制。
放卷与收卷均采用变频器转速控制或者变频器PID控制。
以上三种都是收卷张力控制,在实际生产中各有优缺点,现将这三种电气控制的方法进行阐述和比较。
关键词:力矩电机,变频矢量转矩控制,过程PID控制,张力传感器。
正文:在纺织,电线电缆,金属制品加工,造纸,橡胶等行业中通常需要将产品卷绕在卷筒(铁盘,木盘)上。
卷绕的直径从始至末由小变大,为保持传动负载(被卷绕产品)张力均衡(机线速度不变)就要求卷筒的转速越越小,卷绕力越卷越大,。
产品绕卷时卷筒的直径逐渐增大(负载转矩增大)。
在整个过程中保持被卷产品的张力不变十分重要,若张力过大会将产品(如线材,纸制品)拉细或者断裂亦或者产品厚度,直径等不均匀工艺要求达不到要求。
而张力过小则可造成卷绕松弛不能保证产品的收卷。
为了使产品在卷绕过程中张力保持不变,必须在产品卷绕到卷盘上的盘径增大时驱动卷盘的电机的输出力矩也要增大,同时保持卷绕的线速度不变,那么电机的转速也要逐步减小。
需要达到上述要求的控制,在实际应用中通常采用力矩电机控制,变频电机转矩控制,以及张力传感器的PID调速控制。
现将这三种控制方法在实际应用中的优缺点进行比较,并且分析这三种控制方式在使用过程中的注意点。
第一力矩电机:力矩电机是一种具有软机械特性和宽调速范围的特种电机。
这种电机的轴不是以恒功率输出动力而是以恒力矩输出动力,当负载增加时,电动机的转速能自动的随之降低,而输出力矩增加,保持与负载平衡。
力矩电机的堵转矩高,堵转电流小,能承受一定时间的堵转运行。
恒张力恒速度卷绕控制系统的设计及应用
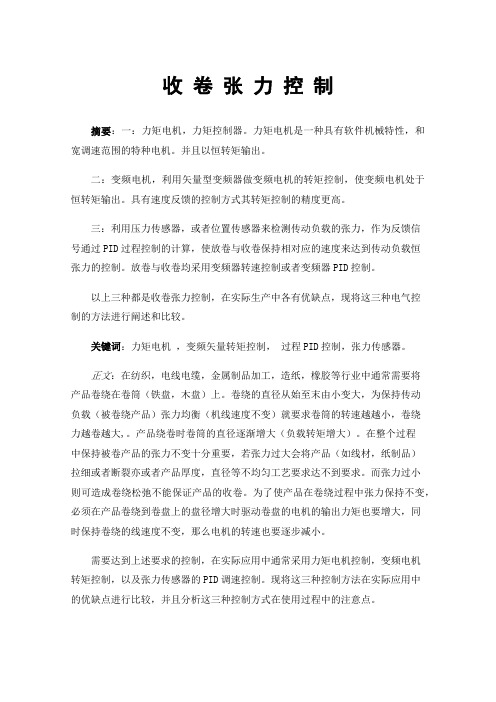
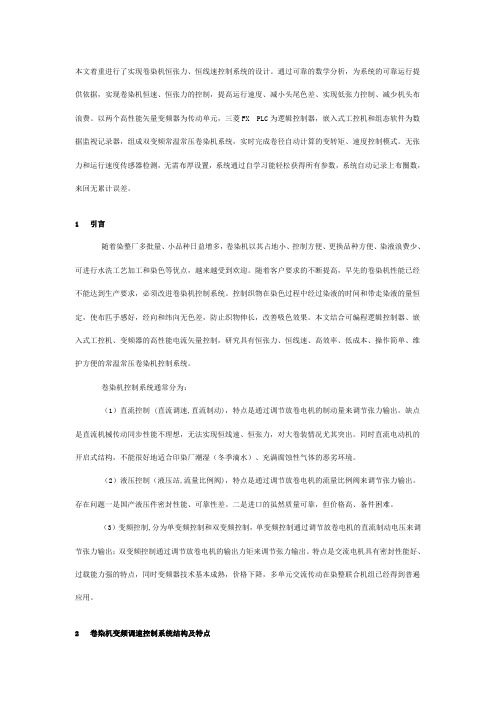
信号采集,进而通过改变收卷辊和放卷辊的速度及速度 差,实现对卷绕过程中张力和速度的调控,此卷绕控制系 统有望应用到实际生产现场。简化的卷绕控制系统如图 1 所示。
图 1 卷绕控制系统
Techniques of Automation & Applications 19
《自动化技术与应用》 2021 年第 40 卷第 6 期
Key words: winding control system; PLC; tension sensor; rotary encoder; constant tension; constant winding speed
1 引言
卷绕系统往往应用于造纸、纺织、冶金等领域,出于 产品生产工艺的需求,卷绕控制系统往往需要对张力及 卷绕速度进行控制。当张力值过小时,物料带会变得松 弛;当张力值过大时,物料带往往会出现崩断的现象,使 产品质量大大降低[1]。与此同时,改变系统卷绕速度同样 会影响生产效率。为此,必须设计一种基于恒张力、恒卷 绕速度的卷绕控制系统,以使相关生产厂家获得最大的 生产效率、获得最高的经营利润。本文以简化的卷绕控 制系统为分析对象,通过张力传感器和旋转编码器实现
关键词 : 卷绕控制系统;PLC;张力传感器;旋转编码器;恒张力;恒卷绕速度 中图分类号:TP273 文献标识码:B 文章编号:1003-7241(2021)06-0019-04
Design and Application of Constant Tension and Constant Speed Winding Control System
工业控制与应用
Industry Control and Applications
变频器在卷染机恒张力恒定线速度控制系统的应用
本文着重进行了实现卷染机恒张力、恒线速控制系统的设计。
通过可靠的数学分析,为系统的可靠运行提供依据,实现卷染机恒速、恒张力的控制,提高运行速度、减小头尾色差、实现低张力控制、减少机头布浪费。
以两个高性能矢量变频器为传动单元,三菱FX PLC为逻辑控制器,嵌入式工控机和组态软件为数据监视记录器,组成双变频常温常压卷染机系统,实时完成卷径自动计算的变转矩、速度控制模式。
无张力和运行速度传感器检测,无需布厚设置,系统通过自学习能轻松获得所有参数,系统自动记录上布圈数,来回无累计误差。
1 引言随着染整厂多批量、小品种日益增多,卷染机以其占地小、控制方便、更换品种方便、染液浪费少、可进行水洗工艺加工和染色等优点,越来越受到欢迎。
随着客户要求的不断提高,早先的卷染机性能已经不能达到生产要求,必须改进卷染机控制系统。
控制织物在染色过程中经过染液的时间和带走染液的量恒定,使布匹手感好,经向和纬向无色差,防止织物伸长,改善吸色效果。
本文结合可编程逻辑控制器、嵌入式工控机、变频器的高性能电流矢量控制,研究具有恒张力、恒线速、高效率、低成本、操作简单、维护方便的常温常压卷染机控制系统。
卷染机控制系统通常分为:(1)直流控制 (直流调速,直流制动),特点是通过调节放卷电机的制动量来调节张力输出。
缺点是直流机械传动同步性能不理想,无法实现恒线速、恒张力,对大卷装情况尤其突出。
同时直流电动机的开启式结构,不能很好地适合印染厂潮湿(冬季滴水)、充满腐蚀性气体的恶劣环境。
(2)液压控制(液压站,流量比例阀),特点是通过调节放卷电机的流量比例阀来调节张力输出。
存在问题一是国产液压件密封性能、可靠性差。
二是进口的虽然质量可靠,但价格高、备件困难。
(3)变频控制,分为单变频控制和双变频控制,单变频控制通过调节放卷电机的直流制动电压来调节张力输出;双变频控制通过调节放卷电机的输出力矩来调节张力输出。
特点是交流电机具有密封性能好、过载能力强的特点,同时变频器技术基本成熟,价格下降,多单元交流传动在染整联合机组已经得到普遍应用。
艾默生变频器在热轧板卷曲张力控制
艾默生变频器在热轧板卷曲张力系统中首次应用时间:2008-10-22 浏览人数:256摘要:本文分析了张力开环控制模式下,通过总线适配器TDS-PA01和SM-PROFIBUS-DP总线与上位机通讯在TD3300变频器上的应用,并分析了解决问题的方法和如何进行参数设置。
Abstract:This article analyze when tension is working under open-loop-control mode the application of communication between TD3300 and PC through bus adapter TDS-PA01 and SM-PROFIBUS-DP.关键词:张力 TD3300变频器 SM-PROFIBUS-DP总线控制旋转编码器参数设置Key words: tension TD3300 Inverter SM-PRIFIBUS-DP bus control encodes parameter setting1引言天津华璟酸洗线成套项目:根据现场工艺要求,由于酸洗后的热轧板宽度为850mm,厚度2.75-5mm。
系统对张力要求较高,在卷曲过程中需要恒定平稳的张力。
本工程采用艾黙生TD3300-4T1320G张力控制专用变频器与EV3000-4T0550G矢量控制变频器相匹配组成张力开环系统,TD3300用作系统开卷机和收卷机的驱动电机,EV3000作为系统主牵引部分。
这是艾默生变频器首次应用于大型热轧板卷曲,开卷张力系统中。
现场操作控制方式为SM-PROFIBUS-DP总线方式,采用此总线控制方案,操作简单、便与维护、系统工作稳定性高、提高工作效率。
2方案确定(1)现场为两条相同的酸洗线,每条酸洗线变频器及相对应的电机配置如下:见图1、2·2辊张力辊变频器: EV3000-4T0550G 1台;·变频电机 Y2VPEJS280S-61 1台;·5辊矫直变频器: EV3000-4T0550G 1台;·变频电机 YTSP280M-6 1台;·收卷变频器: TD3300-4T1320G 1台;·变频电机: YTSP315M2-6M 1台;·开卷变频器: TD3300-4T1320G 2台;·变频电机: YTSP225M-6 2台;·卷曲机和开卷机为变频电机并加装旋转编码器。
张力控制——精选推荐
张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一、标准变频器与收放卷变频器型号介绍尤尼康收放卷行业专用变频器,可以进行卷径计算。
AF201仅仅支持速度控制模式,AF202不仅支持速度控制模式,还支持转矩控制模式。
AF200标准产品不能进行卷径计算,收放卷行业专用变频器系列包括了标准产品的主要功能,还有行业特定的功能,可以进行卷径计算,有相应卷径计算功能码做相关设置,比如H0.00、H1.00、H1.24等等功能码。
AF201标准产品仅仅能做一个无速度编码器反馈的矢量控制,比如木工机械、音乐喷泉、扶梯、陶瓷机械、离心机、塑料吹塑机、细微拉丝机、磨床、雕铣机、跑步机、大圆机等等行业应用中。
AF202可以做有速度编码器反馈的闭环矢量速度控制,还能做转矩控制,设置PD.00=1变频器由速度控制模式变为转矩控制模式,这里可以设置P6.21作转矩给定或者张力给定及速度限定。
主要应用有:替换力矩电机、皮革机、鱼网编织机、浸胶机等等。
AF201收放卷行业专用变频器只能实现有位置摆杆或者浮动辊的速度控制,比较典型的行业应用是拉丝机速度控制。
AF201收放卷行业专用变频器可实现卷径计算、进行PID调节的复合控制模式实现恒定线速度收放卷控制。
应用行业主要有:双变频拉丝机、直进式拉丝机、层绕机、动力放线架、复卷机等等。
AF202收放卷行业专用变频器包含了AF201收放卷行业专用变频器的主要功能,不仅能做速度控制,还能做转矩控制,可以实现恒定转矩控制或者恒定张力控制。
变频器的应用—卷染机恒张力恒线速度控制
变频器的应用—卷染机恒张力恒线速度控制2010-01-21来源:工控商务网浏览:41一、前言卷染机适合目前市场对多品种小批量织物的染色需求,可间歇式生产,发展前景看好应用越来越广泛。
卷染机控制方面要求具备自动记道、自动计数、自动换向、自动掉头、自动停车、防坠液等功能,在整个工艺过程中,要求保证布匹的张力和线速度恒定,因此对系统的自控控制水平要求较高。
国内较为传统的卷染机大部分采用双直流电机控制,只能达到近似的恒张力控制效果,也有采用单变频器的卷染机,放卷采用异步电机直流制动的方式,收放卷用接触器在变频器和直流制动之间进行切换,以上这些方案,分析其原理,都是在较大误差情况下的一种近似结果,因此控制效果不尽如人意。
进口的高档卷染机,有的采用伺服控制,有的是用价格昂贵的工程型变频器来实现,效果较为理想,但是对于国内的用户来说,成本压力很大。
本文以一个工程实例来说明采用汇川张力控制专用变频器精确并巧妙的完成卷染机的工艺要求。
CLM158巨型卷染机技术指标:◆门幅:1800--3600mm;◆最大卷径:1500mm;◆车速:20--150m/min;◆最高温度:98℃;◆张力调整范围:300~1000N;图一图一是卷染机工作的示意图,这是一个典型的中心卷曲控制系统。
未染色的布匹首先通过上布电机卷曲到其中的一个辊筒上,在辊筒的传动轴上安装有计数用的接近开关,此时控制系统计下整卷布的道次,上卷完毕,采用人工的方式把布匹的一头卷到另外一个辊筒上面,待包覆紧密即可正常开始工作。
此时两个辊筒朝着同一个方向运转,控制的要求是保持布匹上的张力恒定,保持布匹在染液经过的时间一致,也就是线速度恒定。
这是个没有线速度反馈的驱动系统,但线速度又实实在在的随着辊筒的半径的变化在变化。
因此,控制系统需要适应这种独特的要求。
汇川MD330变频器为卷染机的高性能控制提供了理想的驱动平台。
在江苏地区各个卷卷机厂家以及最终用户处的实际使用情况表明,采用MD330控制的卷染机,兼顾了控制性能和成本之间的要求,为该行业的产品升级换代提供了优秀的解决方案。
S350变频器对收放卷张力控制系统应用方案
S350收放卷张力控制系统应用方案
一、张力控制工艺要求
在冶金、造纸、纺织、印染、包装等行业,各种线材、带材需要大量的收放卷控制,稳定的张力控制系统是满足生产高效率的基本要求。
收放卷张力控制一般为多电机系统,包括:放卷、主驱动、收卷部分,收卷和放卷都需要恒定张力控制。
二、系统方案特点
1、用S350变频器驱动压辊,采用开环矢量即可精准控制运行的速度。
一般可以用电位器来调整主速度。
把主驱动变频器的FM端子设置为输出运行频率,给定放卷变频器、上下收卷变频器的线速度。
2、将收、放卷用变频器设置成闭环矢量工作模式,因此需采用张力控制卡。
采用线速度计算法来获得卷径,通过设置系统惯量补偿、摩擦补偿及材料惯量补偿可以获得非常平稳的张力控制效果。
3、本方案既能满足稳定高效生产需求,又有效降低了设备单位能耗与维护成本。
三晶S350变频器---高端品牌变频器三晶变频器用于数控机床主要特点:
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变频器和传感器在卷绕张力精确控制中的应用
作者:康松振
来源:《中国机械》2013年第07期
摘要:半成品或成品如纱和卷布等在纺织生产过程中,被分批放置在浆纱机上浆,卷染机将纱和卷布绕在收放辊上。
这些设备在卷绕过程中都有恒张力控制这样一个共同的问题,直径最小的到直径最大卷绕中纱线和织物张力要求保持不变。
利用变频器的中心卷绕功能可以较好的解决卷绕恒定张力的控制问题。
随着变频技术的问世,人们考虑把频率控制技术应用到中心卷绕上,交流电机可以发挥自己的优势:内部结构简单,坚固耐用,经济可靠。
经过几年的实践证明,变频调速技术可以满足国内外的中心卷绕技术,包括在整经机,浆纱机,卷染机和其他设备已广泛应用。
关键词:中心卷绕卷绕张力变频器控制卷径计算称重传感器
前言:卷绕过程中接触面的摩擦力不是固定的,当电机转速恒定时滚筒的线速度不可能完全相同,尤其是主动卷辊表面光滑或操作初期,由于滚筒的摩擦较小,驱动时产生相对较小的滑动,张力不易控制,所以会有滚筒轴芯线圈不实,随着滚筒直径的增加,同时重量也开始增加,滚筒和驱动滚筒间产生了更大的摩擦,卷绕张力增加,如果速度调节不合适,由于表面的不规则性将挤压卷芯,造成卷材挤出或端面不齐整。
要让卷绕装置获得均匀的卷绕张力,要经常对滚筒增加配重,用以调节气动或液压式滚筒轴上施加垂直向下的力,以保证表面摩擦辊缠绕过程中,张力稳定的要求,使材料的密度、硬度和缠绕效果达到最好。
1.卷绕方式和卷径
纺织机械专用变频器卷绕张力的控制主要是张力闭环控制和间接张力控制两种。
张力闭环控制方案应用于精度要求较高的张力控制,张力传感器检测缠绕张力,转换器反馈信号,通过交流伺服驱动和变频器构成一个闭环张力控制系统。
间接张力控制方案没有张力传感器,通过专用交流伺服驱动器,根据所需转矩间接地控制纱线或织物的表面张力。
该方案具有低成本、易于掌握张力的控制精度。
由于表面摩擦决定卷材的绕效果,卷筒和驱动辊必须有足够的摩擦力,驱动辊需要注意橡胶或草皮的保养更新。
但对某些织物表面摩擦太大就会损坏织物或产生静电,所以中心卷绕有其应用的必要性。
卷径计算一般有两种方式,第一种方法是通过PLC进行卷径计算。
检测出速度输入PLC的绕线电机,由PLC进行卷径计算后再由变频器输出结果,控制绕组轴或滚轮的速度。
第二种方法:利用变频器的卷径计算功能,由内部完成卷径计算(多数采用折是更高速的DSP芯片和相关软件),调节卷绕张力就以变频器计算的直径为标准。
国内外公司都推出了专有卷绕变频器产品,如西门子公司,ABB和艾默生公司。
2.中心卷绕张力控制系统
中心卷绕驱动组的电机驱动卷绕轴由变频器控制,保证卷绕张力的控制达到最佳效果。
传感器检测的结果回到PLC模拟量输入端,输出信号的检测准确可靠,输出速度信号与张力检测信号叠加输入另一变频器进行PID调节,从而实现卷绕组闭环控制。
中心卷绕张力控制包括恒张力控制和张力锥度控制两个方面,恒张力控制中的锥度张力控制是一个特殊的情况。
恒张力卷绕卷筒的直径一直变化,必须保证速度和轧辊直径成反比,电机的转矩和螺旋线圈的直径成正比,从而使卷材达到紧凑、均匀的效果。
这种方式应注意卷绕结束时扭矩将达到最大,根据减速器齿轮选择电机的额定转矩。
缠绕过程中卷筒直径发生改变,支撑轴和驱动轴的摩擦扭矩和速度在过渡中也发生改变,这些变化将导致织物表面恒定张力的波动,电动机输出电磁转矩时,需要克服摩擦力矩的机械惯量,在卷绕过程中对转矩进行动态补偿、静态补偿和加速补偿,确保变频器控制电机的转速和转矩可以自动适应这种变化。
中心卷绕轴系统:电动机,减速器驱动绕组带(卷绕轴可逆控制);
弹性框架(张力)位置检测系统:电位器检测浮动辊的位置,所施加负载上的浮辊张力控制;速度测量系统:塑胶靠轮等。
例:93EV的中心卷绕控制
卷径变化范围较大的工况,如超过1:10;带松紧架(Dancer Roll)的速度控制方式下的带状材料中心卷绕(收卷或放卷)控制;用负荷传感器控制张力的情况,需要细致调整调节器,减小速度波动;以收卷为例加以说明,示意图如下:
93EV内部信号处理流程图如下:
实现过程:X9信号接受主机线速度信号,AIN1接受张力实际信号。
信号具体变化过程如下:初始卷径与输入线速度产生初始卷绕速度------卷径增大,张力辊上移------PID调节器产生相反的调节量------卷绕速度降低,产生新的计算卷径,循环往复。
由此保证恒定线速度收/放卷。
3.称重传感器在带料的卷绕控制的应用
卷绕控制是许多工业生产中最常见的问题。
在纺织品,塑料薄膜和丝带等产品生产过程中恒张力的控制对产品的质量有着重要的影响。
检测扭矩可以选择不同调控元件的组合,还要有不同的张力控制方案,用称重传感器直接测量张力最容易控制。
称重传感器的张力释放可以采用磁粉制动器和磁粉离合器调节输出转矩,再用调试好的单片机系统配合使用,对张力的测试可以达到很高的精度。
系统选用应变式双孔平行梁称重传感器,输出灵敏度高,在额定负载条件下选择了称重传感器。
该传感器的技术相对成熟,并已得到广泛应用。
磁粉制动器是一种新型的转矩控制元件,在额定的转矩范围内,转矩和励磁电流是成正比的,可以被视为一种线性控制元件。
磁粉制动器加载装置的制动控制系统广泛应用于各种工况环境中。
该系统是由单片机控制的闭环系统,直接通过张力传感器的反馈对张力进行调整。
单片机通过反馈量和供应链的综合运算,其结果是降低了转换器的输出电压,驱动输出电压和磁粉制动器的励磁电流都有下降的趋势,磁粉制动器力矩变小,从而实现恒张力控制。
通过控制磁粉离合器输入轴和输出轴之间的滑差来实现恒定张力,与磁粉制动器的工作原理是基本相同的。
对要求恒张力的生产线来说,称重传感器系统的反馈式调节恒张力的控制性能优于其他间接反馈,该系统实用,可靠,成本低,结构简单,易于安装和使用。
锥度张力控制原理是在卷绕过程中由锥度张力控制转矩,直径逐渐增大,缠绕角速度减小,张力逐渐降低,实现了外层放松的效果。
锥度张力控制模式本质上是驱动转矩控制模式,改变驱动卷绕速度常数,转矩模式可以满足这一要求。
在转矩控制模式中,根据给定的扭矩和线圈的直径设置液压张力,并可以计算出变频器的扭矩值,如果扭矩小于给定值或速度有一定的浮动,卷绕速度、转矩和转速也相应的在一个给定的范围内浮动。
由于卷绕锥度张力通过电机的转矩控制,早期阶段物料松散,张力小,卷绕电机阻扭矩几乎为零,电机在转矩控制模式的速度远高于理想速度,受到速度和卷筒直径的影响,此刻材料不可避免的会出现断裂。
因此,在初始阶段的速度控制很重要,电机的速度可以逐渐稳定最终达到输出转矩的理想值。
电机的速度控制模式运行速度比理想的值稍快,对材料逐渐收紧的影响不是立竿见影,材料绷紧后,由于力矩限制器缠绕机将无法达到给定的速度,速度控制达到饱和,力矩相当于实际的电机转矩,锥度张力控制转矩比较稳定,所以这种情况下卷轴也不会损坏。
4.结束语
中心卷绕恒定张力的控制系统以实现卷绕张力的稳定控制,张力闭环控制系统的动态性能、PLC控制和变频系统及称重传感器对这一生产过程中张力进行控制,调节静态、动态摩擦补偿和机械惯性增强自动应变能力;根据直径和线速度传感器的设定值计算电流,控制电机的速度,从而得到基本恒定的张力,产品质量的关键就是对缠绕张力的控制。
卷绕张力过大可以使织物拉伸变形或断裂;张力过小会出现松弛,拉伸失稳将导致卷筒不一致,端面不平等问题。
因此,为了获得良好的质量,必须提高系统对卷绕恒定张力的控制。
参考文献:
[1] 陈新华主编.电工技术与可编程序控制器实践.北京机械工业出版社,2002
[2] 许世徐可编程控制器原理应用网络中国科技大学出版社 2008
[3] 宫淑贞可编程控制器原理及应用人民邮电出版社 2006
[4] 王仁祥常用低压电器原理及其控制技术机械工业出版社 2010
作者简介:康松振:1982年04月26日,助理电气工程师,研究方向低压供配电设计单位:河南东大泰隆冶金科技有限公司。