塑料注塑机设备1
注塑机品牌大全

注塑机品牌大全
一、引言
注塑机是塑料加工行业中必不可少的设备,广泛应用于各种塑料制品的生产。
随着科技的不断进步,注塑机技术也在不断创新和发展,市场上涌现出了许多优秀的注塑机品牌。
本文将介绍注塑机品牌大全,帮助您了解各种品牌的特色和优势。
二、正文
品牌一:海天注塑机
(1)海天注塑机是国内注塑机行业的领军企业,拥有丰富的生产经验和先进的技术水平。
(2)海天注塑机注重技术创新,不断推出高性能、高效率的注塑机产品,满足不同客户的需求。
(3)海天注塑机还提供完善的售后服务,为客户解决后顾之忧。
品牌二:震雄注塑机
(1)震雄注塑机是一家香港企业,拥有国际化的生产和管理经验。
(2)震雄注塑机注重品质管理,从原材料采购到产品出厂,每一个环节都经过严格的质量控制。
(3)震雄注塑机在行业内享有较高的知名度和口碑。
品牌三:东芝注塑机
(1)东芝注塑机是日本的一家著名企业,拥有多年的注塑机生产经验。
(2)东芝注塑机注重产品研发,不断推出高效、节能、环保的注塑机产品。
(3)东芝注塑机在全球范围内拥有广泛的市场份额和用户口碑。
品牌四:恩格尔注塑机
(1)恩格尔注塑机是瑞士的一家著名企业,拥有悠久的历史和卓越的品质。
(2)恩格尔注塑机注重科技创新,不断推出技术领先的注塑机产品。
(3)恩格尔注塑机在欧洲市场享有很高的声誉,深受客户青睐。
塑料注塑机操作指南

塑料注塑机操作指南操作说明:塑料注塑机是一种用于加工塑料制品的设备,操作该机器需要一定的技术和操作规范。
以下是塑料注塑机的操作指南,帮助您正确、高效地操作该设备。
1. 事前准备:在操作塑料注塑机之前,首先需要做好以下准备工作:a. 环境准备:确保操作环境安全、整洁,充分通风,避免火源等危险存在。
b. 材料准备:选择适当的塑料原料,进行称量、储存和处理。
c. 模具准备:根据所需产品的尺寸和形状,选择相应的模具,并进行清洁和安装。
d. 注塑机准备:确保注塑机设备正常运行,各项指标符合要求,加油润滑等常规维护工作已完成。
e. 安全准备:佩戴防护设备,如手套、护目镜、防护服等,确保人身安全。
2. 操作步骤:正确的操作步骤对于保证塑料注塑机的正常运行和产品质量至关重要。
以下是一般的操作步骤:a. 开机:按照操作手册中的说明,逐步启动注塑机设备,包括启动电源、各项控制系统,确保设备处于正常运行状态。
b. 加料:将事先准备好的塑料原料,按照所需比例投入注塑机的料斗中,注意避免堵塞和溢料。
c. 温度调节:根据塑料原料的特性,设置合适的加热温度和保持时间,以确保塑料能够充分熔融和流动。
d. 模具安装:将已准备好的模具安装到注塑机上,并根据产品要求进行调整。
确保模具的稳定和密封性,避免漏料或其他异常情况。
e. 开始注塑:按下注塑机的启动按钮,开始注塑过程。
注意观察注塑机的运行状态,确保注塑过程平稳进行。
f. 冷却和脱模:注塑完成后,等待一定时间让产品充分冷却。
然后打开模具,将成品取出,并进行检查和清理。
3. 故障处理与维护:在操作塑料注塑机过程中,可能会遇到一些故障或问题。
以下是常见故障的处理方法和维护事项:a. 堵塞:如果发生注塑机堵料情况,应立即停机,切勿强行运转。
清除堵塞物并检查设备,确认故障原因后再重新启动。
b. 漏料:如果发现注塑机有漏料情况,应及时检查模具和注塑机的密封性。
对密封件和接口进行检查和更换,确保没有泄露。
国际品牌注塑机汇总注塑机排行榜
国际品牌注塑机汇总注塑机排行榜注塑机(Injection Molding Machine)是一种广泛应用于制造业的设备,主要用于将熔化的塑料注入模具中,进行成型和制造各种塑料制品。
国际品牌的注塑机注重技术创新和质量保证,具有高效、稳定和可靠的性能。
本文将对一些知名的国际品牌注塑机进行汇总和排行。
以下是一些常见的国际品牌注塑机:1. Engel:奥地利的Engel公司是世界上最大的注塑机制造商之一、Engel注塑机以其先进的技术和高品质的性能而闻名。
该公司的系列产品覆盖了从微型注塑机到大型注塑机的各个范围。
Engel注塑机具有高效的能耗、精确的注塑过程控制和高度自动化的生产。
2. Arburg:德国的Arburg是一家专注于注塑机制造的公司。
Arburg注塑机具有卓越的质量和性能,广泛应用于各个行业。
该公司的注塑机产品线包括全电动注塑机、液压注塑机和混合动力注塑机。
Arburg注塑机以其高度的精确性和可靠性而受到行业的广泛认可。
3. Haitian:中国的Haitian是世界上最大的注塑机制造商之一、Haitian注塑机以其高性价比和稳定的性能而受到广泛欢迎。
该公司的注塑机产品线包括从小型注塑机到大型注塑机的各个尺寸。
Haitian注塑机具有先进的控制系统和高效的能耗。
4. Sumitomo:日本的Sumitomo注塑机以其高品质和可靠性而出名。
该公司的注塑机产品线包括全电动注塑机和液压注塑机。
Sumitomo注塑机具有高度的精确性和稳定性,可以满足不同行业的生产需求。
5. KraussMaffei:德国的KraussMaffei是一家知名的注塑机制造商。
该公司的注塑机产品线包括全电动注塑机、液压注塑机和混合动力注塑机。
KraussMaffei 注塑机以其高质量、高性能和高度的创新性而受到行业的认可。
6. Toshiba:日本的Toshiba是一家具有悠久历史的注塑机制造商。
该公司的注塑机产品线包括全电动注塑机和液压注塑机。
注塑机的组成
注塑机的组成注塑机是一种高效的塑料加工设备,它由许多不同的部件组成。
这些部件共同协作,实现对塑料原料的加热、塑化、注射、冷却、开模等过程,最终生产出各种各样的塑料制品。
本文将详细介绍注塑机的各个组成部件。
一、注塑机的主要组成部分1.注射系统注射系统是注塑机最关键的部分之一,它负责将塑料原料从料斗中输送到注射缸中,并将其加热、塑化。
注射系统由料斗、喂料机、加料缸、螺杆、加热器、喷嘴等多个部件组成。
其中,螺杆是注射系统的核心部件,它通过回转将塑料原料加热、塑化,并将其注入模具中。
2.压力系统压力系统是注塑机的另一个重要组成部分,它负责提供高压力的液压油,帮助注塑机完成各个工作环节。
压力系统由油泵、油箱、油管、电磁阀、压力计等多个部件组成。
其中,油泵是压力系统的核心部件,它负责将液压油通过油管输送到各个执行部件中。
3.电气控制系统电气控制系统是注塑机的大脑,它负责控制注塑机的各个部件,实现注塑机的自动化控制。
电气控制系统由电控柜、PLC、触摸屏、电机、传感器等多个部件组成。
其中,PLC是电气控制系统的核心部件,它通过控制电机、传感器等部件的工作,实现对注塑机的自动化控制。
4.模具模具是注塑机的另一个核心部件,它是生产各种塑料制品的关键。
模具由上模板、下模板、模具芯、模具腔等多个部件组成。
其中,模具芯和模具腔是模具的核心部件,它们负责将塑料原料注入模具中,并在注塑完成后将制品从模具中取出。
二、注塑机的辅助组成部分1.冷却系统冷却系统是注塑机的辅助组成部分,它负责将注塑成型后的制品进行冷却,使其达到稳定状态。
冷却系统由水泵、水管、冷却塔等多个部件组成。
其中,冷却塔是冷却系统的核心部件,它通过将注塑成型后的制品送入冷却水中进行降温,从而保证制品的质量。
2.干燥系统干燥系统是注塑机的另一个辅助组成部分,它负责将塑料原料进行干燥处理,以保证注塑成型的质量。
干燥系统由烘箱、烘箱控制器、输送机等多个部件组成。
其中,烘箱是干燥系统的核心部件,它通过将塑料原料送入烘箱中进行干燥处理,从而保证原料的质量。
注塑机介绍
注塑机介绍就热塑性塑料(thermoplastics)而言,注塑机将塑料颗粒材料经由熔融、射出、保压、冷却等循环,转变成最终的塑件。
热塑性塑料注塑机通常采用锁模吨数(clamping tonnage)或射出量(shot size)作为简易的机器规格辨识,可以使用的其它参数还包括射出速率、射出压力、螺杆设计、模具厚度和导杆间距等等。
根据功能区分,注塑机的大致上有三个种类:(1)一般用途注塑机;(2)精密、紧配注塑机;和(3)高速、薄肉厚注塑机。
注塑机的主要辅助设备包括树脂干燥机、材料处理及输送设备、粉碎机、模温控制机与冷凝器、塑件退模之机械手臂、以及塑件处理设备。
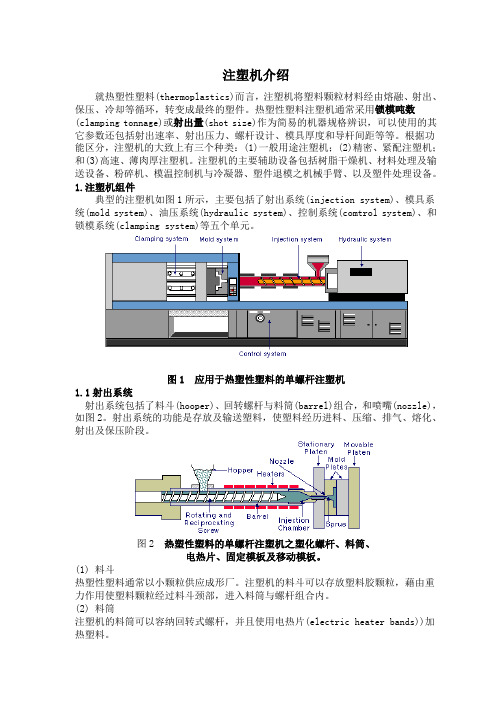
1.注塑机组件典型的注塑机如图1所示,主要包括了射出系统(injection system)、模具系统(mold system)、油压系统(hydraulic system)、控制系统(comtrol system)、和锁模系统(clamping system)等五个单元。
图1 应用于热塑性塑料的单螺杆注塑机1.1射出系统射出系统包括了料斗(hooper)、回转螺杆与料筒(barrel)组合,和喷嘴(nozzle),如图2。
射出系统的功能是存放及输送塑料,使塑料经历进料、压缩、排气、熔化、射出及保压阶段。
图2 热塑性塑料的单螺杆注塑机之塑化螺杆、料筒、电热片、固定模板及移动模板。
(1) 料斗热塑性塑料通常以小颗粒供应成形厂。
注塑机的料斗可以存放塑料胶颗粒,藉由重力作用使塑料颗粒经过料斗颈部,进入料筒与螺杆组合内。
(2) 料筒注塑机的料筒可以容纳回转式螺杆,并且使用电热片(electric heater bands))加热塑料。
(3) 回转式螺杆回转式螺杆可以压缩塑料、熔化塑料及输送塑料,螺杆上包括了进料区(feeding zone)、压缩区(compression zone, 或转移区transition zone)、和计量区(metering zone)三个区段,如图3所示。
注塑机型号大全
注塑机型号大全注塑机是一种用于制造塑料制品的机械设备,它通过熔化和注射的方式,将塑料材料注入到模具中,经过冷却和成型,最终得到所需的塑料制品。
注塑机的型号种类繁多,每种型号都有其特点和适用性。
在本文中,我们将为您介绍一些常见的注塑机型号,帮助您更好地了解注塑机的选择和应用。
一、全电动注塑机全电动注塑机是近年来新兴的一种注塑机类型,它主要通过电机驱动液压系统的运行,避免了使用传统的液压泵和马达,因而具有更低的能源消耗和更高的运行效率。
全电动注塑机具有响应速度快、精度高、噪音低等优点,适用于生产要求较高的细小零件以及对环境要求严格的行业,如电子、医疗等。
二、液压注塑机液压注塑机是最常见的注塑机型号之一,它通过液压系统驱动注塑过程。
液压注塑机具有结构简单、操作方便、承载能力大等特点,广泛应用于汽车、家电、日用品等各个领域。
根据不同的驱动方式,液压注塑机又可分为定置泵注塑机、变量泵注塑机和紧闭环注塑机等不同类型。
三、混合动力注塑机混合动力注塑机是将液压系统与伺服电机相结合的一种注塑机型号。
它利用液压系统实现高压高速的运动,通过伺服电机实现定位和控制,将传统液压注塑机和全电动注塑机的优点集于一身。
混合动力注塑机具有响应速度快、节能环保、运行稳定等特点,广泛应用于要求高速和高精度的生产过程中。
四、双注塑机双注塑机是一种同时具备两个注射单元的注塑机型号。
它可以在一个周期内同时注入两种或两种以上的塑料材料,从而制造出具有多种材质或颜色的塑料制品。
双注塑机广泛应用于汽车、电子、电器等行业,可以生产出具有复合功能的塑料制品,提高产品的附加值。
五、垂直注塑机垂直注塑机将注塑过程的模具布置改为垂直排列,使得注塑机的占地面积更小。
垂直注塑机通常用于对空间要求较高的生产场所,例如模具容易受到破坏或者产品需要立体或镂空结构的情况。
垂直注塑机具有占地面积小、操作方便、维护简单等特点,适用于生产电子元器件、日用品等小型零部件。
在实际应用中,不同的注塑机型号有着各自的适用范围和特点,选择合适的型号对于产品的质量和生产效率至关重要。
注塑机的工作原理
注塑机的工作原理注塑机是一种常见的塑料加工设备,主要用于将熔化的塑料通过模具注入到模具腔中,冷却后形成所需的塑料制品。
它是塑料制品生产中不可或缺的重要设备之一。
下面将详细介绍注塑机的工作原理。
一、注塑机的基本构造注塑机主要由注射系统、熔化系统、冷却系统、液压系统和电气控制系统等组成。
1. 注射系统:注射系统由注射缸、螺杆、喷嘴和进料口等组成。
当注塑机工作时,螺杆通过电机的驱动旋转,将塑料颗粒从进料口吸入注射缸中,然后螺杆向前推进,使塑料颗粒逐渐熔化并形成熔融塑料。
2. 熔化系统:熔化系统由加热器和熔化腔组成。
加热器通过电加热将注射缸中的塑料加热到熔化温度,使其成为熔融状态。
3. 冷却系统:冷却系统主要包括冷却水管和冷却风扇等。
在注塑过程中,冷却系统通过冷却水和冷却风扇对模具和注射腔进行冷却,以便快速冷却和凝固塑料制品。
4. 液压系统:液压系统由液压泵、液压油箱、液压阀和液压缸等组成。
液压系统通过液压泵产生高压液压油,并通过液压阀控制液压油的流动,驱动液压缸实现注射和开合模动作。
5. 电气控制系统:电气控制系统由电控柜、PLC和触摸屏等组成。
通过电气控制系统可以对注塑机进行参数设定、运行控制和故障诊断等。
二、注塑机的工作过程注塑机的工作过程主要包括模具闭合、注射、保压、冷却和模具开启等步骤。
1. 模具闭合:首先,注塑机的模具需要闭合,确保模具腔与注射腔紧密贴合。
模具闭合通常通过液压系统实现,液压缸会驱动模具的合模板和动模板进行闭合。
2. 注射:当模具闭合后,注塑机开始注射过程。
注射过程中,螺杆向前推进,将预先加热并熔化的塑料从注射缸中注入到模具腔中。
注射过程通常由液压系统控制,液压泵提供高压液压油,驱动液压缸实现螺杆的前进和后退。
3. 保压:注射完成后,注塑机会进行保压过程。
保压的目的是保持注射腔内的塑料在一定的压力下,以确保塑料充分填充模具腔,并保持一定的冷却时间,使塑料充分凝固。
保压过程通常由液压系统控制,液压泵提供一定的压力,驱动液压缸保持一定的注射压力。
注塑机的工作原理

注塑机的工作原理引言概述:注塑机是一种广泛应用于制造业的设备,它通过将熔化的塑料注入模具中,制造出各种塑料制品。
本文将详细介绍注塑机的工作原理。
一、加料与熔化1.1 塑料颗粒供料注塑机首先将塑料颗粒通过进料口供给给料器。
供料器将塑料颗粒传送到注塑机的料筒中。
1.2 料筒加热与熔化注塑机的料筒通过加热器加热,使塑料颗粒逐渐熔化。
料筒内的螺杆旋转将塑料颗粒推送到前端。
二、射出2.1 射出过程一旦塑料颗粒完全熔化,注塑机开始射出过程。
螺杆在注塑机的压力下向前推动,将熔化的塑料推向射嘴。
2.2 射嘴与模具接触射嘴与模具接触时,螺杆停止前进。
这时,注塑机的压力将熔化的塑料注入模具的腔室中。
2.3 压力保持与冷却一旦模具腔室充满熔化的塑料,注塑机将保持一定的压力,以确保塑料充分填充模具的每个细节。
然后,塑料开始冷却和凝固。
三、开模与脱模3.1 开模注塑机在塑料冷却和凝固后,开始开模过程。
模具的两个部分分离,以便取出已成型的塑料制品。
3.2 脱模一旦模具分离,已成型的塑料制品被取出。
脱模装置可以是手动的,也可以是自动的,根据注塑机的类型和应用而定。
四、循环与再生4.1 循环注塑机通常具有循环功能,以便连续进行注塑过程。
一旦成型的塑料制品被取出,注塑机将重新开始加料、熔化、射出和成型的循环。
4.2 再生在注塑过程中,可能会有一些废料产生。
这些废料可以通过再生系统进行回收和再利用,以减少浪费和成本。
五、操作与控制5.1 操作注塑机的操作通常由操作员完成。
操作员需要按照注塑机的操作步骤和安全规定来操作设备。
5.2 控制注塑机通常具有控制系统,用于监控和控制整个注塑过程。
控制系统可以调整注塑机的温度、压力和速度等参数,以获得最佳的注塑效果。
5.3 故障排除如果注塑机出现故障或异常情况,操作员需要进行故障排除和维修,以确保注塑过程的正常进行。
总结:注塑机的工作原理涉及加料与熔化、射出、开模与脱模、循环与再生以及操作与控制等多个方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机作业循环流程如下:
•闭模
•注射座前进
•制品顶出
•启模
•注射 •冷却
•保压
•退回塑化 •塑化退回 •固定塑化
•图1 注塑机工作程序框图
•2020/5/30
二、注塑机的分类 按合模部件与注射部件配置的型式有卧式、立式、角
式三种 (1)卧式注塑机:卧式注塑机是最常用的类型。其特点 是注射总成的中心线与合模总成的中心线同心或一致,并 平行于安装地面。它的优点是重心低、工作平稳、模具安 装、操作及维修均较方便,模具开档大,占用空间高度小 ;但占地面积大,大、中、小型机均有广泛应用。 (2)立式注塑机:其特点是合模装置与注射装置的轴线 呈一线排列而且与地面垂直。具有占地面积小,模具装拆 方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑 化,易实现自动化及多台机自动线管理等优点。缺点是顶 出制品不易自动脱落,常需人工或其它方法取出,不易实
•2020/5/30
•塞杆直线后退,完成计量,注射时,注射油缸的杆腔进 油通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活 塞杆及螺杆完成注射动作。
•2020/5/30
• 图3 卧式机双缸注射注塑装置示意图
• • (a)是俯视图; (b)为注射座与导杆
支座间的平视图
• 1-油压马达;2,6 -导杆支座;3-导杆; 4-注射油缸;5-加料口;
塑料注塑机设备1
2020年5月30日星期六
一、注塑机的工作原理
注塑成型机简称注塑机。
注塑成型是利用塑料的热物理性质,把物料从料斗加 入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内 装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的 作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆 剪切的双重作用下逐渐塑化,熔融和均化,当螺杆旋转时 ,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料 推到螺杆头部,与此同时,螺杆在物料的反作用下后退, 使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在 注射油缸活塞推力的作用下,以高速、高压,将储料室内 的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经 过保压、冷却、固化定型后,模具在合模机构的作用下, 开启模具,并通过顶出装置把定型好的制品从模具顶出落 下。
•2020/5/30
•现全自动化操作和大型制品注射;机身高,加料、维修 不便。
• (3)角式注塑机:注射装置和合模装置的轴线互成垂 直排列。根据注射总成中心线与安装基面的相对位置有卧 立式、立卧式、平卧式之分:①卧立式,注射总成线与基 面平行,而合模总成中心线与基面垂直;②立卧式,注射 总成中心线与基面垂直,而合模总成中心线与基面平行。 角式注射机的优点是兼备有卧式与立式注射机的优点,特 别适用于开设侧浇口非对称几何形状制品的模具。
• 图5 螺杆式塑化部件结构图 •1-喷嘴;2-螺杆头;3-止逆环;4-料筒 ;5-螺杆;6-加热圈;7-冷却水圈
•2020/5/30
• 螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从 料口落入螺槽中的物料连续地向前推进,加热圈通过料筒 壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆 旋转剪切双重作用下,并经过螺杆各功能段的热历程,达 到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道 流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的 计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅 速前移,将储料室中的熔体通过喷嘴注入模具。 • 螺杆式塑化部件一般具有如下特点: • ① 螺杆具有塑化和注射两种功能; • ② 螺杆在塑化时,仅作预塑用; • ③ 塑料在塑化过程中,所经过的热历程要比挤出长; • ④ 螺杆在塑化和注射时,均要发生轴向位移,同时螺
• 7-推力座;8-注射座;9-塑化部件;10-座 移油缸
• 角式注塑机的注射部件与卧式机注塑机一样。
•
• 图4 立式注塑机注射装置示意图
•
1-液压马达;2-推力座;3-注射油缸;4-注射座;5-加料口;6-座移油缸
;
7-塑化部件;8-前模板
•2020/5/30
• 2.塑化部件 • 塑化部件有柱塞式和螺杆式两种,下面就对螺杆式 做一下介绍。 • 螺杆式塑化部件如图5所示,主要由螺杆、料筒、喷嘴 等组成,塑料在旋转螺杆的连续推进过程中,实现物理状 态的变化,最后呈熔融状态而被注入模腔。因此,塑化部 件是完成均匀塑化,实现定量注射的核心部件。
•2020/5/30
•杆又处于时转时停的间歇式工作状态,因此形成了螺杆 塑化过程的非稳定性。 •(1) 螺杆 • 螺杆是塑化部件中的关键部件,和塑料直接接触,塑 料通过螺槽的有效长度,经过很长的热历程,要经过3态 (玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的 长度、几何形状、几何参数将直接影响塑料的输送效率 和塑化质量,将最终影响注射成型周期和制品质量。 •与挤出螺杆相比,注塑螺杆具有以下特点: •① 注射螺杆的长径比和压缩比比较小; •② 注射螺杆均化段的螺槽较深; •③ 注射螺杆的加料段较长,而均化段较短; •④ 注射螺杆的头部结构,具有特殊形式。
•液压马达
•合模部 件
•合模装置 •调模装置
•机身
•顶出装置
•液压系 统 •加热系统 •冷却系统
•控制系统
•加料装置
•泵、液压马达、阀
•蓄能器 冷却器 管路等油路控制
•动作程控 •料筒温度控制
•液2 注塑机组成示意图
• (一)注塑部件的典型结构 • • 1.注射部件的组成 • 目前,常见的注塑装置有单缸形式和双缸形式,我厂注 塑机都是双缸形式的,并且都是通过液压马达直接驱动螺 杆注塑。因不同的厂家、不同型号的机台其组成也不完全 相同,下面就对我厂用的机台作具体分析。 • 立式机和卧式机注塑装置的组成图分别如图3和图4。 • 工作原理是:预塑时,在塑化部件中的螺杆通过液压马 达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压 马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推 到料筒前端的储料室中,与此同时,螺杆在物料的反作用 下后退,并通过推力轴承使推力座后退,通过螺母拉动活
•三、注塑机的组成结构分析
• 注塑机根据注射成型工艺要求是一个机电一体化很 强的机种,主要由注射部件、合模部件、机身、液压系统 、加热系统、控制系统、加料装置等组成。如下图:
•2020/5/30
•注塑机
•2020/5/30
•注射部 件装置
•塑化部 件 •注射座
•注射油缸
•座移油缸
•螺杆 •料筒 •螺杆头 •喷嘴