电气控制设计案例-生产线变频调速系统设计
高压变频调速技术装置在自动化生产线中的应用案例分析
高压变频调速技术装置在自动化生产线中的应用案例分析自动化生产线作为现代工业生产的重要组成部分,广泛应用于制造业各个领域。
为了提高生产效率、降低能源消耗、提升产品质量,各类技术装置被不断引入到自动化生产线中。
其中,高压变频调速技术装置作为一种非常有效的控制手段,被广泛应用于自动化生产线中。
本文将以某家电制造企业的案例为例,对高压变频调速技术装置在自动化生产线中的应用进行分析。
某家电制造企业是一家专业生产家用电器的企业,其生产线包括材料加工、组装、测试等多个环节。
为了提高生产效率和产品质量,该企业引入了高压变频调速技术装置。
该装置通过根据实际需求调整电机的转速,使得每个工艺环节的运行更加精确、高效。
首先,该企业在材料加工环节中应用了高压变频调速技术装置。
在传统的生产线中,常常会发生因为材料供给速度不稳定而导致的生产质量下降的问题。
而通过高压变频调速技术装置,可以实现对供给设备的精确控制,保证供给速度的稳定性。
该装置可根据实际情况调整电机的转速,使得材料供给速度始终保持在一个合适的范围内,从而确保产品加工质量的稳定性。
其次,在产品组装环节中,高压变频调速技术装置同样发挥了重要作用。
由于不同的产品组装需要不同的速度和力度,传统的固定转速电机很难满足这些要求。
而高压变频调速技术装置可以根据产品要求调整电机的转速,保证组装过程中的速度和力度的准确控制。
通过对转速的灵活调整,可以提高产品组装的精确度和效率,减少不合格品的产生。
在产品测试环节中,高压变频调速技术装置同样发挥了重要的作用。
通过对测试设备电机的转速进行调节,可以控制测试设备的工作速度,从而精确测试产品的各项指标。
高压变频调速技术装置使得测试过程更加准确、高效,可以提高产品的合格率。
除了在生产线各个环节中的应用,高压变频调速技术装置还可以帮助企业实现节能减排的目标。
传统的固定转速电机在运行时常常会产生较高的能耗,而高压变频调速技术装置可以根据实际需要调整电机的转速,使得电机在运行时能够最大程度地降低能耗。
《2024年PLC控制电机变频调速试验系统的设计与实现》范文

《PLC控制电机变频调速试验系统的设计与实现》篇一一、引言随着工业自动化水平的不断提高,PLC(可编程逻辑控制器)与电机变频调速技术逐渐成为现代工业控制领域的核心技术。
为了实现电机的高效、精准控制,本文提出了一种基于PLC控制电机变频调速试验系统的设计与实现方案。
该系统旨在通过PLC与变频器的配合,对电机进行精确的速度和转矩控制,以提高电机运行效率并减少能源浪费。
二、系统设计1. 设计目标本系统的设计目标是实现电机的高效、精确控制,确保电机在各种工况下都能保持最佳的运行状态。
通过PLC与变频器的协同工作,实现对电机的速度和转矩的实时监控与调整。
2. 系统架构系统架构主要包括PLC控制器、变频器、电机及传感器等部分。
其中,PLC作为核心控制单元,负责接收上位机指令,对变频器进行控制,从而实现对电机的控制。
变频器则负责将电源的频率和电压进行调节,以实现对电机的调速和转矩控制。
传感器则负责实时监测电机的运行状态,将数据反馈给PLC。
3. 硬件选型与配置硬件选型与配置是系统设计的重要环节。
根据系统需求,选择合适的PLC控制器、变频器、电机及传感器等设备。
同时,还需要考虑设备的兼容性、稳定性及可靠性等因素。
4. 软件设计软件设计包括PLC程序设计与上位机软件开发。
PLC程序设计主要负责接收上位机指令,对变频器进行控制。
上位机软件则负责实时监测电机的运行状态,并将数据上传至PC端进行数据分析与处理。
三、系统实现1. PLC程序设计PLC程序设计是系统实现的关键环节。
根据系统需求,编写相应的PLC程序,实现对变频器的控制。
程序主要包括主程序、中断程序及通信程序等部分。
主程序负责电机的启动、停止及运行状态的监测;中断程序则负责实时响应上位机的指令,对电机进行精确的控制;通信程序则负责与上位机进行数据传输。
2. 变频器参数设置变频器的参数设置是保证系统正常运行的关键。
根据电机的类型及工作要求,设置合适的频率、电压及转矩等参数,以确保电机在各种工况下都能保持最佳的运行状态。
《2024年PLC控制电机变频调速试验系统的设计与实现》范文

《PLC控制电机变频调速试验系统的设计与实现》篇一一、引言随着工业自动化技术的快速发展,PLC(可编程逻辑控制器)和变频器在电机控制领域的应用越来越广泛。
为了满足现代工业对电机调速的高精度、高效率和高可靠性的要求,本文设计并实现了一套基于PLC控制的电机变频调速试验系统。
该系统通过PLC与变频器之间的通信,实现对电机的精确控制,提高了系统的稳定性和可靠性。
二、系统设计1. 硬件设计本系统主要由PLC、变频器、电机及传感器等组成。
其中,PLC作为系统的核心控制单元,负责接收上位机的指令,并通过通信接口与变频器进行数据交互。
变频器用于控制电机的运行速度,电机则负责系统的实际运转。
此外,为了实现电机的精确控制,系统还配备了编码器等传感器,用于实时监测电机的运行状态。
2. 软件设计软件设计包括PLC程序设计、上位机界面设计和通信协议设计等部分。
PLC程序采用梯形图编程语言,实现电机的启动、停止、调速等基本功能。
上位机界面采用人机交互界面设计,方便用户进行参数设置和系统监控。
通信协议采用标准的Modbus协议,实现PLC与上位机之间的数据传输。
三、系统实现1. PLC程序设计PLC程序设计是实现系统功能的关键。
通过编写梯形图程序,实现对电机的启动、停止、调速等基本功能的控制。
在程序中,通过读取上位机发送的指令,根据指令内容控制变频器的输出频率,从而实现对电机转速的精确控制。
2. 上位机界面设计上位机界面采用图形化编程语言进行设计,具有友好的人机交互界面。
用户可以通过界面进行参数设置、系统监控等操作。
界面上显示了电机的实时运行状态、转速、电流等参数,方便用户了解系统的运行情况。
3. 通信协议实现本系统采用标准的Modbus协议实现PLC与上位机之间的数据传输。
通过编写通信程序,实现数据的发送和接收。
在通信过程中,采用差错控制、流量控制等措施,保证数据的可靠传输。
四、系统测试与结果分析1. 测试方法为了验证系统的性能和可靠性,我们进行了多次实际测试。
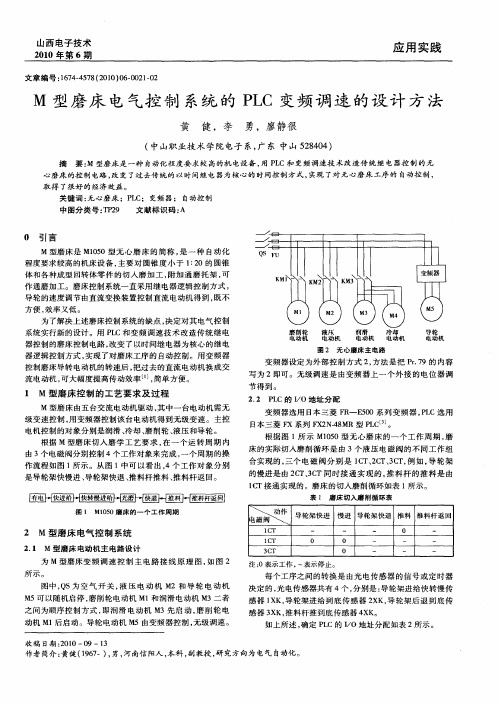
M型磨床电气控制系统的PLC变频调速的设计方法
2 2
表 2 P C的 I O地 址 分 配表 L /
山
西
电
子
技
术
21 0 0年
0 9 器 连 接 如 3所 旋 l K 可 变 电位 器 R与 变 K 粼 , 图 示 , 动 R, 以改 变 频 K K 可
之间为顺序控制 方式 , 即润 滑 电动机 M 3先启 动 , 削轮 电 磨
动 机 M1后 启 动 。导 轮 电 动 机 M 5由 变 频 器 控 制 , 级 调 速 。 无
收稿 日期 :0 0一 9一l 21 o 3
作 者 简介 : 健 ( 97 , , 南 信 阳人 , 科 , 教 授 , 究 方 向 为 电 气 自动 化 。 黄 16 .) 男 河 本 副 研
作通磨加工 。磨床控制系统一直采用继 电器逻辑控 制方式 , 导轮 的速度调节 由直流变换装置控制直流 电动 机得到 , 既不
方 便 , 率 又低 。 效
为了解决上述磨床控制 系统 的缺点 , 决定对其电气控 制 系统实行新的设计 。用 P C和变频 凋速技 术改造 传统继 电 L 器 控 制 的磨 床 控 制 电路 , 变 了 以 时 间 继 电 器 为 核 心 的继 电 改 器逻辑控制方式 , 实现了对 磨床工序的 自动控制 。用变频 器 控制磨床导转 电动机的转速后 , 把过去的直流电动机换成 交 流 电动机 , 可大幅度提高传 动效率 J简单方便 。 ,
互皇 H 垄 H 丝 鲎 堡 H_ H H 丝 光 堕 翌H 丝 堡旦 型丛
图 1 M15 0 0磨 床 的 一 个 工 作 周 期
表 1 磨 床 切 入 磨 削 循 环 表
电 阀 磁 \
\
动 导轮架 快进 慢进 导轮架快退 推料 推料杆返回
毕业设计变频调速系统PLC控制

绪论可编程控制器(PLC)是一种工业控制计算机,是集计算机、自动控制技术和通信技术为一体的新型自动装置。
它具有抗干扰能力强,价格便宜,可靠性强,编程简朴,易学易用等特点,在工业领域中深受工程操作人员的喜欢,因此PLC 已在工业控制的各个领域中被广泛地使用。
目前在控制领域中,虽然逐步采用了电子计算机这个先进技术工具,特别是石油化工企业普遍采用了分散控制系统(DCS)。
但就其控制策略而言,占统治地位的仍旧是常规的PID控制。
PID结构简朴、稳定性好、工作可靠、使用中不必弄清系统的数学模型。
PID的使用已经有60多年了,有人称赞它是控制领域的常青树。
变频调速已被公认为是最理想、最有发展前景的调速方式之一,采用变频器构成变频调速传动系统的主要目的,一是为了满足提高劳动生产率、改善产品质量、提高设备自动化程度、提高生活质量及改善生活环境等要求;二是为了节约能源、降低生产成本。
用户根据自己的实际工艺要求和运用场合选择不同类型的变频器。
组态软件是指一些数据采集与过程控制的专用软件,它们是在自动控制系统监控层一级的软件平台和开发环境,使用灵活的组态方式,为用户提供快速构建工业自动控制系统监控功能的、通用层次的软件工具。
在组态概念出现之前,要实现某一任务,都是通过编写程序来实现的。
编写程序不但工作量大、周期长,而且轻易犯错误,不能保证工期。
组态软件的出现,解决了这个问题。
对于过去需要几个月的工作,通过组态几天就可以完成。
组态王是海内一家较有影响力的组态软件开发公司开发的,组态王具有流程画面,过程数据记录,趋势曲线,报警窗口,生产报表等功能,已经在多个领域被应用。
第1章 系统的功能设计分析和总体思路1.1 系统设计要求科学研究和生产实践的诸多领域中,调速系统占有着极为重要的地位,特别是在国防、汽车、冶金、机械、石油等对于控制速度有着严格要求的工业中,具有举足轻重的作用。
调速控制系统的工艺过程复杂多变,具有不确定性,因此对系统要求更为先进的控制技术和控制理论。
PLC的变频器调速系统设计毕业设计(论文)
目录绪论 (3)任务 (4)一、设计题目 (4)二、设计的原始资料 (4)三、设计目的要求及步骤 (4)总体设计方案 (6)1.选择机型 (6)2.确定系统控制结构 (6)3. 系统流程图 (6)4.系统原理接线图 (7)5. 设计步骤 (8)硬件部分设计 (9)1. CS1W-MAD44模拟量I/0模块图 (9)2. CS1W-MAD44模拟量I/0功能块 (9)3.模拟量输出回路 (10)4. 输出规格 (10)5. 标度转换 (10)6. 数据交换概要 (11)7. I/O刷新数据 (11)8. 固定数据 (11)9. 模拟量I/0模块的软件设置过程 (11)软件部分设计 (15)1. 程序的主体主要由以下三部分组成 (15)2. I/0分配表 (15)3. 程序助记符 (15)4. 程序说明 (17)5.调试过程: (17)6.调试结果: (18)总结 (19)参考文献 (19)近年来,随着我国经济的发展,城市的交通拥挤问题日趋严重,因此提高城市路网的通行能力、实现道路交通的科学化管理迫在眉睫。
传统的十字路口交通控制灯,通常的做法是:事先经过车辆流量的调查,运用统计的方法将两个方向红绿灯的延时预先设置好。
然而,实际上车辆流量的变化往往是不确定的,有的路口在不同的时段甚至可能产生很大的差异。
即使是经过长期运行、较适用的方案,仍然会发生这样的现象:绿灯方向几乎没有什么车辆,而红灯方向却排着长队等候通过。
这种流量变化的偶然性是无法建立准确模型的,统计的方法已不能适应迅猛发展的交通现状,更为现实的需要是能有一种能够根据流量变化情况自适应控制的交通灯。
目前,有多种对十字路口交通灯的改良设计,有一种用PLC对道路十字路口交通灯作自适应模糊控制的方法,较好地解决了车辆流量不均衡、不稳定的问题。
因此,十字路口交通灯控制的设计还存在非常广阔的前景。
一、设计题目PLC的变频器调速系统设计二、设计的原始资料1.变频调速器受0~10V输入电压控制;0V输出频率为0HZ,对应同步转速为0 r/min;5V输出频率为18HZ,对应同步转速为1500 r/min;10V输出频率为36HZ,对应同步转速为3000 r/min;输入电压与输出频率按线性关系变化。
《2024年PLC控制电机变频调速试验系统的设计与实现》范文

《PLC控制电机变频调速试验系统的设计与实现》篇一一、引言随着工业自动化技术的不断发展,电机控制技术作为工业自动化中的关键技术之一,其调速性能的优劣直接影响到生产效率和产品质量。
本文旨在探讨使用PLC(可编程逻辑控制器)控制电机变频调速试验系统的设计与实现。
该系统不仅具备精确的控制性能,而且可以适应不同电机设备的调速需求,对于提升工业生产效率和产品品质具有重要意义。
二、系统设计1. 设计目标系统设计的主要目标是实现电机的变频调速控制,通过PLC 的逻辑控制与变频器的通信,达到精确控制电机转速的目的。
同时,系统应具备稳定可靠、操作简便、易于维护的特点。
2. 系统架构系统主要由PLC控制器、变频器、电机以及相关传感器等组成。
其中,PLC作为核心控制单元,负责接收上位机或操作面板的指令,并通过通信接口与变频器进行数据交换,实现对电机的控制。
3. 硬件设计硬件设计包括PLC选择、变频器选型、电机选择及传感器配置等。
PLC选择应考虑其处理速度、可靠性及通信能力;变频器选型需根据电机的类型和调速范围进行;电机选择应考虑其功率、效率及适用性;传感器配置用于实时监测电机的运行状态。
4. 软件设计软件设计包括PLC程序设计及上位机监控软件设计。
PLC程序设计主要实现电机的启动、停止、调速及保护等功能;上位机监控软件则用于实时显示电机运行状态、参数设置及故障诊断等。
三、系统实现1. PLC程序设计PLC程序设计采用结构化编程方法,根据电机控制的需求,编写主程序、中断程序及通信程序等。
主程序负责电机的启动、停止及调速等基本操作;中断程序用于处理电机运行过程中的异常情况;通信程序实现PLC与上位机及变频器的数据交换。
2. 变频器通信变频器与PLC之间通过通信接口进行数据交换。
通信协议的选择应考虑其传输速度、可靠性及兼容性。
在通信过程中,PLC 发送控制指令给变频器,变频器根据指令调整电机的运行状态。
3. 上位机监控软件设计上位机监控软件采用图形化界面,实时显示电机的运行状态、电流、电压等参数。
基于PLC的变频调速控制系统设计毕业论文.doc
摘要现代科学是一个以自动化设备控制系统为核心的工业科学。
工业自动化技术对工业生产过程实现测量、控制、优化和决策,使企业实现“好、省、多、快”,提升企业的市场竞争力.因此“国家中长期科技发展规划”已明确规定,工业自动化技术是21世纪现代装备制造业中最重要的科学工业技术之一,而PLC占据主导地位。
PLC是一种专门在工业环境下应用而设计的数字运算操作的电子装置,它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
本次基于CompactLogix风动模型控制器的设计,主要内容是对PLC进行了研究,通过搭建DeviceNet网络,通过对CompactLogix 可编程逻辑控制器编程,控制PowerFlex变频器来驱动风机模型,风机转动改变模型箱的压强,从而使小球运动并悬浮于某一设定位置。
通过模型中小球的运动趋势来展现了抽象的运动控制,使得能够更直观的看到运动控制的功效.关键词:CompactLogix、变频控制、自动化、风机summaryModern science is a scientific industry as the core of automation equipment control system. Industrial automation technology achieves measurement, control,optimization and decision for industrial producing process. And makes enterprises realize ”good, province, much and fast",and improve enterprises' market competitiveness。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产线变频调速系统设计
本设计案例是一个50m直线式组装生产。
两端是工件上下线用的液压升降台,12台滚筒马达均匀分布在生产线上,另安装有行程开关、光电开关、磁感应开关等用于完成位置检测、控制的作用。
一个滚筒组即3台电动机配用一个变频器。
另外,配置一台PLC作为控制用。
1.变频器接口的应用
图1是一个无矢量控制的标准型变频器接口图,变频器调频信号电压由PLC提供,信号电压范围是0~5V。
7、8、9是继电器输出信号,这里用作正常运行指示灯;17、18是集电极开路输出端子,这里用作故障指示灯用,在发生过电流故障时灯亮。
图1 变频器接口的应用
11端是随变频器输出频率变化的电压信号输出端子,0~5V对应的频率范围是0~50Hz,所以,可以作为现场速度指示信号。
图1中,故障指示信号也应送到PLC,以使PLC进行统一控制。
2.变频器及滚筒电机的选用
变频器的选用和一般系统变频器的选用类似,即首先保证变频器的容量大于电动机的容量,还应考虑变频器的额定电流要大于电动机的额定电流。
变频器容量选择方法是:变频器的额定电流值≥K[NImn+n(Imdn-Imn)]
式中:N—滚筒电动机台数;
Imn—滚筒电动机额定电流;
Imdn—电动机堵转电流;
n—可能堵转的电动机台数;
K—系数,通常最小取1.1。
其次,选择变频器的类型。
由于本滚筒传动系统对稳态精度及动态响应要求不高,可选用无矢量控制的标准型变频器,实际选用的变频器输出频率精度为0.01%×最高频率,附表是某国产变频器的全系列变频器的主要参数表,在目前通用变频器领域中具有一定代表性。
在变频器参数设定中,通常选用合适的V/f控制曲线是需要重点考虑的,但是对生产线传动系统这种恒转矩负载来说,最好采用具有恒转矩控制功能的变频器,如果用变频器实现恒转矩调速,必须加大电动机及变频器的容量,以提高低速情况下的转矩。
在系统控制方式中,采用无速度传感器的开环控制即可。
由于滚筒电机的特殊性,还有需要注意的地方。
首先,相同功率的滚筒电动机比普通笼型异步电动机的额定电流大得多,一般在2倍以上;其次,滚筒电动机可能会发生堵转的情况,一般,滚筒电动机的堵转电流并不大,为其额定电流的3倍左右,但对变频器来说,电流的裕度要求比一般系统大。
滚筒电动机的选择与一般异步电动机的选择相同,但应考虑一些容易出现的问题。
由于滚筒电动机多安装在工作台下方,在许多情况下,通风散热不畅通,加上运行在低速下的情况较多,散热能力比额定转速时差,应根据情况另外设置通风冷却装置。
还有,由于变频器的输出电压不可避免存在高次谐波,而高次谐波增加了电动机的损耗,所以,对电动机的温升应加以注意。
高次谐波也会使电动机噪声增大,不过,实践表明,由于生产线本身噪声更大,所以,通常情况下,噪音问题并不突出。
3 变频器外围设备的选用
为保证变频调速系统正常、可靠地工作,一些外围设备是必不可少的,如图2所示。
避雷器的选用按照供配电系统的三级防雷措施的第三级防雷来选择。
图2 变频器的外围设备
断路器可以选用带漏电保护功能的种类,以保证工位操作者的安全。
断路器的选用可以按照供配电系统的一般原则来选取,不过要注意,选择其过载保护特性的时候,应考虑前面提到的电动机堵转电流的问题,通常,这种堵转视为正常,所以断路器应能容许该种情况的出现。
电磁接触器的选择方法与断路器相同。
其使用目的是,在断路器断开电源之后,将变频器与电源脱开,以免在外部端子控制下重新供电时变频器自行工作,以保护设备及人员安全。
交流电抗器可以抑制输入电源及电路中的浪涌,并能大大削弱电源电压不平衡对变频器造成的影响。
此外,对改善功率因数也有一定作用。
电源滤波器用于抑制或减小电路中的传导干扰。
高频噪声滤波器用于抑制或减小电路中的高频辐射干扰。
直流电抗器作为变频器的专用配件之一,最大的作用是改善功率因数,此外,同交流电抗器类似,可以抑制输入电源及电路中的浪涌,并能大大削弱电源电压不平衡对变频器造成的影响。
制动电阻是必不可少的,因为生产线在运行中,电动机不可避免地频繁起动、制动。
在需要对工件进行精确定位的情况下,还需具DC制动功能。