常见铝箔的质量缺陷培训课件(ppt 39页)
涂层常见缺陷

2 、产生原因
a)铝箔生产及运输、存放保管丌当, 由于气候潮湿或雨水浸入而引起腐蚀; b)烫料包装,容易产生腐蚀; c)测厚仪冷却系统滴水或高压风中含水; d)储运过程中,包装防腐层破损。
表面、外观--撞伤
1、定义及特征
铝箔卷不卷或卷不其它物体相撞后,在箔卷表面或端面产生的伤痕。
其特征为铝箔表面或端面有部分凹陷。
表面、外观--表面条纹
1、缺陷定义及特征
铝箔表面整卷沿轧制方向、宽度间隔丌等的条纹,条纹多集中在铝箔 中间、两肋位置,随着铝箔的压延减薄,条纹呈明显加重趋势。
2、 产生原因:
a)冷轧基材表面条纹。
端面--套筒变形
1、定义及特征
纸套筒受潮后变形,抗压强度丌够,原材料版型差面压辊压力过度
2、 产生原因
a)各生产工序吊运或存放丌当;
b)运输及搬运过程中碰伤; c)铝箔卷在退火料架或包装台 上由其它突出物咯碰而产生擦伤。
表面、外观--打底丌良
1 、定义及特征
垂直压延方向横贯箔材表面的波纹及凸起,在铝箔端面可见明显箭 头。
2、 产生原因
a)卷取张力控制丌当,缠卷时先松后紧; b) 套筒或管芯精度丌够。 c)分切时同一轴卷径大小丌一样。 d) 生产工艺参数控制丌合理。
e) 压平辊压力控制丌当。
表面、外观--色差
1、缺陷定义及特征
丌同卷头部、尾部或者相同卷丌同部位颜色差异太大。
2、 产生原因:
a)丌同卷的涂敷参数丌同引起色差;
b)相同卷在涂敷过程中涂敷参数发生
变化
表面、外观--起皱
1、定义及特征
铝箔卷表面无法展平的纵向或横向皱折。 2、 产生原因 a) 坯料板形丌好或有皱折; b) 轧辊辊型控制丌合理; c) 轧制及分切工艺参数控制丌合理; d) 轧机辊系精度丌够。 e)套筒或管芯精度丌够。
铝箔常见缺陷
铝箔常见缺陷1.针孔箔材穿透的无规律的孔眼。
随厚度减薄,针孔数量增多,迎光可见似针尖细小孔眼,有时密集成行。
1.1 产生原因1.1.1坯料中带有夹杂、气道、擦划伤、金属或非金属压入物等缺陷。
1.1.2轧辊表面粗糙或有缺陷。
1.1.3轧制时后张力太大。
1.1.4轧制油不清洁。
1.1.5坯料表面有严重麻皮(松树枝状)。
1.1.6铝箔轧制时,各种原因造成的金属及非金属压入。
1.1.7轧辊出眼。
1.1.8 外部环境差、灰尘大。
1.2 预防措施1.2.1提高铝箔坯料的质量,采取有效措施,加强对铝熔体的净化,消除气道、夹杂废品。
1.2.2 轧制过程中防止金属及非金属压入。
1.2.3 箔材轧制时严格控制后张力的合理给定。
1.2.4 加强对轧制油的过滤,减少夹杂、脏物的产生。
1.2.5 对铝箔的生产,箔轧机的外部环境很关键,因此要搞好环境卫生,做到文明生产。
2.开缝铝箔经轧制后按纵向自然裂开。
2.1 产生原因2.1.1 轧制时后张力太小。
2.1.2上道次板形控制不当,来料两边紧、中间松或一边紧一边松。
2.1.3辊型控制不当。
2.1.4双合滴油过大或不均匀。
2.2 预防措施2.2.1 轧制时,在允许的范围内尽量增大后张力。
2.2.2 控制来料的板形,使其平整。
2.2.3 轧制时合理的控制冷却润滑油的喷射量和位置。
2.2.4 轧辊磨削严格按规定的参数执行。
2.2.5 双合滴油时,使滴油嘴畅通并控制滴油量。
3.松树枝状花纹(麻皮)箔材表面呈现的有规律的松树枝状花纹。
表面有明显的色差,但较光滑。
3.1产生原因3.1.1轧制时道次压下量过大,金属在轧辊间由于摩擦力大,流动速度慢,产生滑移。
3.1.2辊型不好,温度不均。
3.1.3轧辊粗糙度不均。
3.1.4由于添加剂含量不够等原因造成油膜强度不够。
3.1.5 轧辊局部温度过高。
3.2预防措施3.2.1 轧制时适当控制道次压下量。
3.2.2 控制冷却润滑油的喷射量和位置,获得良好的板形。
铝箔缺陷分析..
的原因主要是轧辊不正常的磨削;外物损伤了轧机的辊轴;原料缺陷
印伤轧辊;轧辊长期使用疲劳松动;轧辊互相撞击或打滑等原因。铝 箔轧机的轧辊表面上光洁度很高,轻微的光泽不均就会影响铝箔的表 面状态。对于这种情况就要定期对轧机进行清洁,维护,保持轧机的 清洁和保证轧辊的正常工作,定期更换轧辊,对有问题的轧辊进行维
3.网状辊印
产生机理同透亮辊印,但异物的种类一般是形状不规则的非金属, 而且压陷的深度有限,而且不均匀,当压陷出通过金属变形区时,铝箔 没有完全被撕裂,只是在该区域形成几处小的局部裂口。
4.黑色辊印
工作辊表面被很硬物品(如吹风管)的尖角划伤,轧制时痕迹印在 铝箔上,肉眼观察铝箔该处为黑色线条。
二、光泽不均
修和合理的磨削,才能保证轧制出来的铝箔表面不会出现光泽不均的
现象。Leabharlann 铝箔轧制辊面光洁度很高,轻微的光泽不均匀也会影响其表面状态。 定期的清理轧机,保持轧机的清洁,保证清辊器的正常工作,定期换 辊,合理的进行轧辊磨削,均是保证铝箔轧后表面均匀一致的基本条件。
三、解决措施
• 1、提高来料的质量:表面粗糙度均匀一致、无明显明暗条纹。 • 2、提高轧辊的研磨质量 选择质量较高的砂轮,避免不合格的大砂粒存在。 选择更软的砂轮,便于钝砂粒的脱落。 改变轧辊的研磨工艺,缩短刻痕的长度和深度。
调整轧辊的表面粗糙度。
• 3、控制好板型:分配好道次压下量。 • 4、改变中间退火工艺,提高中间退火后铝箔的均匀性。
质 量 管 理 部
辊印、辊眼、光泽不均的缺陷分析
主 讲:杨 勇
编制:杨勇
审核:何伟
批准:成治学
一、辊印、辊眼
辊印是铝箔轧制时出现呈周期性排列的印痕;辊眼是铝箱表面出现的透光 的呈周期性排列的小孔,有的全部透光,有的呈网状,其尺寸一般大于针孔。 这两种缺陷最显著的特点是周期出现。 造成这两种缺陷的主要原因是:不正确的轧辊磨削;外来物损伤轧辊;来料 缺陷印伤轧辊;轧辊疲劳;辊间撞击、打滑等。所有可以造成轧辊表面损伤的 因素,均可对铝箔轧制形成危害。
铝箔加工缺陷及措施
铝箔轧制常见缺陷的一般特征、原因及措施在轧辊的表面与机体中形成高微裂纹的铬层。
这种高高微裂纹的网状结构有利于轧制油吸附在轧辊表面,以便润滑。
网状结构的铬层可以承受轧制力高达2000吨以上的的压力。
以下是其与传统镀铬的金相结构图的比较对照表:轧辊镀铬的铬层硬度是随着镀铬的技术条件变化而变化的。
科德工作辊服务集团的镀铬层硬度通过其技术的创新可以达到900-1100VICKERS PN。
这么高的硬度值就是所谓的“镀硬铬”技术。
通过这样的硬度值来增加轧辊的耐磨性能。
它的硬度要比通常的铸铁或者热处理的锻钢工作辊的硬度还要高。
镀铬层的摩擦系数更低,以下是一些金属表面的摩擦系数表:铝箔轧辊的镀铬对铝箔的生产带来了较好的效果。
工作辊—所有机架(粗轧→中轧)冷轧镀铬辊的所有绩效在铝箔轧辊上都能体现出来,此外,还具备以下优点:(1)、能够成倍减缓随通过量轧制速度下降的趋势从而获得稳定的轧制速度;(2)、能够从窄到宽的变规格轧制;(3)、大幅度改善润滑状态减少了不明断带;(4)、获得稳定一致的板型和表面质量。
在生产10—30um的箔材中,由于支撑辊的原因常常损坏工作辊。
而对支撑辊的镀铬可以改善工作辊的损伤,减少氧化物的产生和线条的产生。
在铝箔精轧中,使用镀铬工作辊可以获得更稳定均匀的表面质量,延缓线条产生。
抑制原料带来色差的倾向。
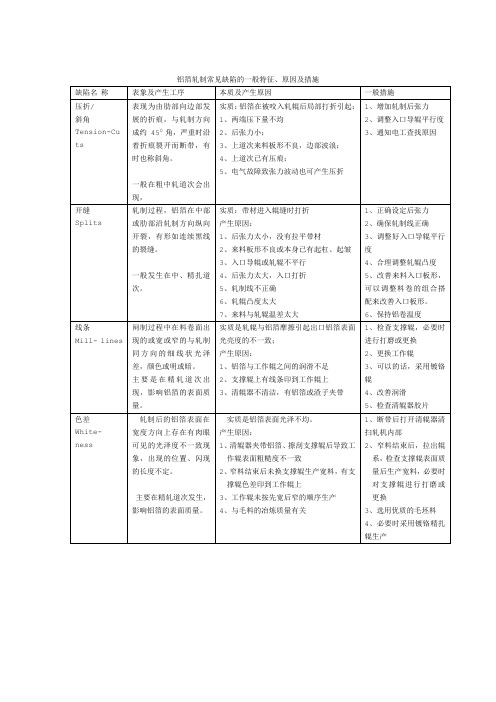
分切常见缺陷及调整措施工艺参数与铝箔质量产量的关系COMALCOFOIL DIVISIONDEFECT CATALOGUEDanyang Training VisitMay 1992Comalco Aluminium Ltd SMP 7479.00Yennora Words Page 1 of xxxFoil Division Date 9.9.91Standard Metallurgical Practices Prepared by: C. Cleary Foil Division Defect CatalogueScopeThis S.M.P. is for all foil personnel and covers the description and classification of various defects found in the Foil Division. It describes defects which occur during rolling, slitting and annealing.This catalogue describes the defect, why it occurs and when possible, tells you how to eliminate it.The numbering system follows the Comalco Claim System used site wide for categorizing claims from external customers (see page 2 and 3 for a full listing).This S.M.P. covers the following defects:0.1 Stickiness0.1.1 Orange Peel0.1.2 Exploded Areas0.2 Wettability1.6.1 Hot Spots1.9 Tension Cuts2.1 Water Stain2.2.1 Herringbone2.2.2 Line of Holes2.2.3 Roll Holes2.2.4 Chatter2.2.5 Mill Lines2.2.6 Bruised coil2.2.7 Indents2.2.8 Splits2.5.1 Dross2.5.2 Staining2.6.1 Chicken Tracks2.7 Broken Matte2.7.1 Streaky Matte6.3 Step Outs6.4 Telescoping6.5 Out of Round6.7.1 Edge Cracks6.7.2 Laminations6.10 BridgingFULL LISTING OF SITE WIDE DEFECTS0.0 Annealing 0.1 Stickiness 0.1.1 Orange Peel 0.1.2 Exploded Areas 0.2 Wettability1.0 Dimensional 1.1 Gauge1.2 Width1.3 Lateral Bow1.4 Length1.6 Flatness 1.6.1 Hot Spots1.6.2 Creasing1.7 Edge Burr1.8 Mass1.9 Tension Crease2.0 Surface 2.1 Water Stain2.2 Metal Surface 2.2.1 Herringbone2.2.2 Line of Holes2.2.3 Roll Holes2.2.4 Chatter2.2.5 Mill Lines2.2.6 Bruised Coil2.2.7 Indents2.2.8 Splits2.3 Surface Condition2.4 Applied Coating2.5 Surface Contamination 2.5.1 Dross2.5.2 Staining2.6 Blade Marks 2.6.1 Chicken Tracking 2.7 Broken Matte 2.7.1 Streaky Matt3.0 Metallurgy 3.1 Alloy3.2 Mechanical Properties3.3 Earing3.4 Inclusion3.5 Failure To Form Cans4.0 Document 4.1 Specification4.2 Planning4.3 Sales5.0 Packaging 5.15.2 Identification6.0 Coil Cond n 6.1 Loose Wraps6.2 Broken Welds6.3 Step Outs6.4 Telescope6.5 Out of Round6.6 Coil Size6.7 Broken Edge 6.7.1 Edge Cracks 6.7.2 Laminations 6.8 Edge Damage6.9 Handling Damage6.10 Bridging7.0 Transport 7.1 Seafreight7.2 Road/Rail8.0 Acc Reject9.0 No Defect 9.1 BU/CP Wrecks0.1 StickinessWhat is stickiness?Stickiness is a measure of how difficult it is to pull a single layer of foil from the coil. This defect can cause problems, especially when it occurs in light gauge foils such as insulation and flexible packaging metal.When does stickiness occur?When the annealing process is out of specification or the wrong annealing cycle has been used for a particular product if the metal is kept at the incorrect temperature.Why does stickiness occur?* incorrect conditions in the annealing furnace:-any residual rolling oil left from the rolling process can polymerise and form weak bonds with the meta.What can you do about it?* monitor the annealing cycle closely and watch the:-heat up rate-soak time-temperature-cool down rate;* report any furnace problems-e.g. burner failure;* keep excess coolant carryover to a minimum.STICKY COILIT REQUIRES FORCE TO PULL THESINGLE SHEET FROM THE COIL FREE UNWIND COILTHE METAL SHEET EASILY FALLS AWAYFROM THE COIL UNDER ITS OWN WEIGHT0.1.1 Orange Peel EffectWhat is orange peel effect?Orange peel effect is a change in the surface of the metal. It becomes mottled, like the surface of an orange peel. This defect is always associated with high stickiness levels (see 0.1).When does orange peel effect occur?This defect mainly occurs on medium gauge coils (30 to 70 microns) and of a soft alloy and O Temper.Why does orange peel effect occur?* too much coolant left on the coil:-during annealing, the excess coolant between the foil layers forms a vapour.-the pressure from the vapour deforms the foil in localized pockets.What can you do about it?Minimize the amount of coolant left on the coil:* always use the splash guard when rolling the final. pass on No. 1 foil mill; * make sure the air wiper system is working properly;* check the amount of residual coolant on the metal when it is on the slitter -if the level is high, make a note of this on the lot ticket.0.1.2 Exploded AreasWhat are exploded areas?Exploded areas are small blister-like bubbles that occur between layers of light gauge foil after it has been annealed. You will find this defect mainly on annealed household foil coil.When do exploded areas occur?When light gauge foil is annealed.Why do exploded areas occur?* too much coolant left on the coil:-as the foil is annealed, the excess coolant between the foil layers forms a vapour-the foil is deformed by pressure from the vapour in localized pockets, this causes an exploded blistered effect.* incorrect anneal practice-too high an annealing temperature will also cause exploded areas.What can you do about them?* keep the amount of the coolant left on the coil to a minimum: -make sure the mill air wiper system is working properly,-check the amount of residual coolant on the metal when it is on the slitter.Make a note on the lot ticket if the level is high.* make sure the metal is annealed correctly and check:-heat up rate-soak time-temperature-cool down rate0.2 WettabilityWhat is wettability?Wettability is a measure of the amount of rolling lubricant left on the foil strip after annealing. If there is too much, it can interfere when plastics and inks are applied to the metal at the customers plant.When does wettability occur?When there is too much rolling lubricant left on the metal after it has been anneal.Why does wettability occur?* excess coolant carryover on the mill;* incorrect conditions in the annealing furnace.Why can you do about it?* monitor the annealing cycle closely and watch the:-heat up rate-soak time-temperature-cool down rate;* report any furnace problems-e.g. burner failure;* keep excess coolant carryover to a minimum.A GRADE WETTABILITYWHEN WATER IS APPLIED TO A SHEET OF FOILIT STAYS ON THE FOIL e.g. IT WETS THE SURFACEB BRADE WETTABILITYWHEN WATER IS APPLIED TO A SHEET OF FOILIT DOES NOT STAY ON THE FOIL SURFACE1.6.1 Hot SpotsWhat are hot spots?Hot spots are a continuous buckle (or belly) anywhere on the width of the exit strip. Provided the exit tension is not too high, hot spots are very easy to see when you are rolling. The buckled area is a lower gauge and longer than the rest of the strip. As a result it ‘puckers’.When do hot spots occur?When excess heat builds up in a section of a work roll or backup roll, the roll expands more in this area. The metal which comes into contact with this area is rolled to a lower gauge than the rest of the strip.Why do hot spots occur?Excess heat in a localized section of a work roll or backup roll is caused by: * foreign objects rubbing against the roll;* too mach wiper pressure in one area of the roll;* a blocked coolant spray;* coolant sprays which are not correctly aligned;* too much thermal crown;* local hard or soft spots on the roll;* disturbed oxide layer in the area of the buckle.What can you do about them?* check for foreign objects and remove any you find;* check the pressure on the wiper and alter it if uneven or too high;* unblocked any blocked coolant sprays;* make sure the coolant sprays are correctly aligned;* check the coolant pressure and increase it if necessary;* change the work rolls.Hot Spot \ Shape Defect Description1.9 Tension CutsWhat are tension cuts?Tension cuts are stretched bands of broken metal on the edges of the strip. They point towards the centre of the strip and spread out as they reach the edges. This defect is very easy to identify during rolling.When do tension cuts occur?When the strip wrinkles or folds over as it enters the mill bite.Why do tension cuts occur?* if the unwind tension is too low to hold the strip flat as it enters the work roll bite, the strip edges can wavy and wrinkle;* if the bridle is uneven or out of alignment, it may not hold the strip flat.What can you do about them?* increase the unwind tension until you can’t see any more fractures;* make sure the bridle is correctly aligned and the strip is flat as it enters the mill bite.2.1 Water stainsWhat are water stains?Water stains are a white or grey discolouration on the surface of the metal. Water reacts with the metal, causing surface oxidation and the formation of a metal oxide. This oxide stain is harder than the rest of the strip. When it passes through the mill bite, it can cause the strip to break.When do water stains occur?When the metal comes into contact with water.Why do water stains occur?* direct exposure to water;* condensation caused by rapid temperature changes in the metal:* when water is trapped between two closely packed metal surfaces there is no air circulating and the metal surface reacts with the water, this is known as surface oxidation.What can you do about them?* keep water away from the aluminium at all time- store away from roof leaks or keep the metal covered- keep the metal off the floor;* make the wooden boxes have low moisture content when you pack coils in them; * make sure the coils are cool before you pack them;* cover coils when transporting them from No. 1 to No. 2 mill on an overcast day.How to determine where the water staining occurredUsing a Scanning Electron Microscope, a good understanding of where the staining occurred can be achieved. With this type of microscope the stain can be studied, and other elements other than Aluminium can be detected. These will give you a rough estimate of the nature of the stain.* If Sodium or Chlorine are detected, then the stain is probably from sea water. * If Sulphur is detected, then the stain could be caused by acid rain.* If Calcium or Iron is detected, then the water source could possibly be unclean tap water.These generalizations can only be used as a rough guide when determining where the water staining has occurred..01 5.12 KeV Typical SEM Trace for a salt water caused “Waterstain”.2.2.1 HerringboneWhat is Herringbone?Herringbone is a surface marking along the strip which resembles a string of corpo ral’s stripes or the backbone of a fish.When does herringbone occur?There are a number of possible reasons:* the coolant may not be lubricating the strip well enough under the extreme pressure of the mill bite;* the strip may have a poor shape either from a previous pass or the present one; * the gauge reduction may be too great;* an earlier annealing treatment may have been missed* work roll finish may be incorrectly ground.What can you do about it?Herringbone is probably not the fault of your rolling technique, so you should follow or report on these matters:* check the composition of the coolant to ensure it has the correct levels of additives to give lubrication. The Rolling Superintendent or Foil Metallurgist keeps records of coolant additive levels;* check the previous rolling and annealing history of the coil from the Lot Ticket - report any ways in which this differs from the process schedule;* check the Roll Grind Requisition form, ensuring that the rolls have had the correct grinding performed on them.2.2.2 Lines of HolesWhat is lines of holes?Lines of holes are a continuous line of little holes in the metal. It varies in severity and can sometimes occur consistently throughout a coil. Lines of holes often cause strip break during the last single and the final doubling passes.When does lines of holes occur?This defect occurs when the metal has been scratched at any stage of processing or when a source of pick-up is introduced to the roll bite.Why do lines of holes occur?When the surface of the strip has been broken, by:* mechanical failure, for example- pulling the strip over a seized roll- a scratch on the work roll surface;* careless handling of the metal;* the work rolls have been ground with no relief on the ends. This results in small pieces of work roll surface breaking off and being forced through the bite.What can you do about it?Try to protect the metal throughout the process:* check and maintain a high level of cleanliness on the mill regularly;* when you detect lines of holes, the coil should be isolated and put on hold. The coil should not be processed any further;* check the work rolls for signs of spoiling.2.2.3 Roll HolesWhat are roll holes?Roll holes are small marks or holes that repeat at a regular interval along the metal strip. This defect is very difficult to see during rolling.When do roll holes occur?When a roll work become damaged and the damaged portion imprints a mark onto the metal surface.Why do roll holes occur?The work rolls can be damaged by a number of things:* grit;* dirt;* dust;* an inclusion in the strip.What can you do about them?* make sure the mill is cleaned thoroughly- after a PM- after a strip break;* make sure the metal stays off the ground;* wear clean gloves when you handle the metal;* remove one wrap from the feed coil if it has been standing for a long time; * if the holes are repeating at an interval of about 1 metre when you measure them along the length of the strip, then the mark is caused by your work rolls - change the rolls;* if the holes are about 2 metres apart, they were caused before you received the coil- there is nothing you can do about them.2.2.4 ChatterWhat is chatter?Chatter is evenly spaced, two tone lines which run across the width of the strip. If you could see the edge of the strip magnified, it would look similar to the edge of a piece of corrugated iron. You will hear chatter occurring before see it.When does chatter occur?Chatter often occurs during mill acceleration and deceleration, for short periods only. Only when this occurs at longer periods of times does the defect become a problem.Why does it occur?Chatter is caused by machine resonance. Machine resonance can occur under the following condition:* the coolant is out of specification;* the feed strip is a hard alloy;* the pass line is incorrect;* the drive transfer box is worn;* the drive couplings are worn.What can you do about it?* if you want to finish the coil, try altering the mill speed and unwind tension,then stop rolling and look for the problem;* make sure the coolant is within specification at all times - if it is not, stop the mill until you can correct it;* change the product or program until someone alters the mill; * if the pass line is wrong, check the mill shims;* change the work rolls.THE LINES ON THE STRIP IF MAGNIFIEDWOULD SHOW VARIATIONS OF GAUGE WHICH WOULD GIVETHE CROSS SECTION A CORRUGATED EFFECT AS SHOWN ABOVE 2.2.5 Mill LinesWhat are mill lines?Mill lines are very narrow stripes which run along the strip in the rolling direction. To see them clearly, you need to straight down onto the strip.When do mill lines occur?When the work rolls or backup rolls are damaged.Why do mill lines occur?There are a number of reasons:* there is a scratch on the work roll;* the oxide layer on the work roll is uneven;* there are lines on the work roll caused by the damaged backup roll - the backup roll can be damaged by a worn wiper.What can you do about them?* if the defect is present in the following products, you must do a roll change - R No. 62715 Leigh Mardon .040mm x 592mm- R No. 62780 Leigh Mardon .040mm x 674mm- R No. 62576 Leigh Mardon .050mm x 675mm- R No. 62303 Leigh Mardon .040mm x 643mm* if there are lines on the backup roll, there is no point in changing the work rolls because the damaged backup roll will mark the new rolls- remove the mark from the backup roll with emery paper or a fine grinding wheel - if you can not remove the lines, change the backup roll;* if only the work roll is damaged, change the work rolls.2.2.6 Bruised CoilWhat is a bruised coil?A bruised coil is an area of discolouration which repeats along the metal strip at regular interval.When does a bruised coil occur?When a work roll has an impact placed upon it. The bruise can occur at any upstream process and can manifest itself upon further reductions as a discolouration on the metal or shape problems with the coil.Why does a bruised coil occur?* when the tail of a coil passes through the roll bite and damages the work rolls. This mark is then transferred onto the strip.- this occurs most often on heavier gauges and when you roll hard alloys (e.g.3003 and 3004 alloys).What can you do about it?* when you are rolling a breakdown pass, stop the mill before the tail of the strip passes through the mill bite;* cut the tail in an arc, reduce the load and pull the tail through;* when programming semi-rigid container metal on No. 1 Mill, always programme 8001 and other soft alloys before 3003 and 3004 alloys. The 3003 and 3004 alloys are harder than the 8001 alloy and are therefore less susceptible to the effect of bruising the work rolls.2.2.7 IndentsWhat are indents?Indents are small depressions that appear on the surface of the metal as the coil unwinds.When do indents occur?This defect mainly occurs on medium gauge coils (30 to 70 microns). It is most obvious on O-Temper metal.Why do indents occur?* small particles of dust, dirt and grit get trapped between the metal layers as the coil is slit- the problem gets worse when the metal is annealed because the metal is softer and more prone to mark.What can you do about them?* clean the slitter thoroughly before you use it- this is especially important if the slitter has not been used for a while; * keep the metal off the floor;* handle the metal with clean gloves;* when slitting metal on the 755 slitter always use rotary blades, as razer blades tend to produce a larger amount of swarf which then deposits on the metal strip.2.2.8 SplitsWhat are splits?Splits are very thin creases which have been rolled into the metal. These creases weaken the metal and will easily break apart during rolling. When you are rolling, a split looks like a continuous black line, usually on the centre of the rewinding coil, but sometimes on other side. Take care you don’t confuse this defect with mill lines which look very similar.When do splits occur?When you roll a fold or crease into the strip.Why do splits occur?There are a number of reasons:* incorrect pass line- if the pass line is wrong, the strip will not be level when it enters the mill bite;* the unwind tension is too high, cause a crease in the unwinding strip - this occurs mainly in light gauge strips;* the entry bridle is not correctly aligned.* the backup roll has recently been changed and the work roll camber has not been change to accommodate this change.* the work roll finish may be incorrectly ground.What can you do about them?* carry out a pass line check whenever you change the top backup roll;* make sure the pass line is correct;* make sure the unwind tension is correct;* make sure the correct shims are inserted at every work roll change;* check that the entry bridle is correctly aligned.* ensure that the correct work roll camber is used after the backup rolls have been change.2.5.1 DrossWhat is dross?Dross is a mark or hole in the strip. In very severe cases, it ban lead to web break.When does dross occur?True dross is very rare. It occurs when the metal has not been sufficiently drossed off during casting. Many other defects are mistakenly reported as dross.Why does dross occur?* oxidational impurities form in the metal during casting and hard oxide particlesbecome embedded in the aluminium;* during rolling the oxide particles do not deform as readily as the aluminium and can damage the work rolls;* this leads to marks and holes in the strip and finer gauge strips may disintegrate.What can you do about it?* there is nothing you can do about true dross because the defect is already in the metal before you receive it;* by keeping the metal clean, you can avoid defects which show similar characteristics, but are not in reality dross.2.5.2 StainingWhat is staining?Staining is a black or brown mark which appears or the coil after annealing.When does staining occur?When there are organic compounds left on the strip during annealing, they burn on and cause staining.Why does staining occur?Staining can occur on different parts of the coil:* on the side- if the staining compound was deposited during rolling;* on the side, but only near a join- if the compound was left when the coil was being joined or welded;* on the outside wraps- if the compound came into contact with the metal inside the furnace;* if there is ‘wet lube’ on the furna ce tree when it enters the furnace, the lube evaporates, concentrates and burns on the coil- this could come from a side arm tree that has had container coils on it.What can you do about it?* make sure the coils do not have excess coolant left on them- use the splash guards during the final pass on No. 1 foil mill;* make sure the side arm trees do not have any wet lube on them before you place a coil on them for annealing;* make sure the mill air wiper system is working properly;* check that there is no tape or other foreign matter on the coil before you anneal it.* always ensure that furnace exhaust vents are working properly.2.6.1 Chicken trackingWhat is chicken tracking?Chicken tracking is a slit defect that looks like lines on the edge of a slit coil which radiate from the centre to the outside.When does chicken tracking occur?This defect is a result of slitter blade flutter.Why does chicken tracking occur?Slitter blade flutter can be caused by following:* a damaged female knife roll:* a loose knife;* badly shaped feed metal.What can you do about it?* make sure the knives are firm;* make sure the female knife roll is in good condition.2.7 Broken MatteWhat is broken matte?Broken matte are shiny spots scattered over the dull, matte side of the metal.When does broken matte occur?Broken matte occurs when you are doubling strips and the two strips weld together in spots. As the strips are separated, the welded areas break leaving shiny spots.Why does broken matte occur?There are a number of possible reasons:* not enough inter lap solvent used;* too much speed when rolling;* uneven roll grind;* the two entry strips have different surface textures;* in some alloys, broken matte can occur if the inter lap solvent has a higher lubrication capability than the coolant (e.g. alloy 1145).What can you about it?* make sure you use enough inter lap solvent;* make sure the mill speed is correct;* change the work rolls if you suspect the roll grind is mismatched.2.7.1 Streaky MatteWhat is streaky matte?Streaky matte is also known as no matte and is exactly as the name suggests, a section of the metal strip on the matte surface where there is no matte.When does streaky matte occur?When you are doubling two strips and the solvent application is not consistent you get varied lubrication characteristics in different areas of the strip.Why does streaky matte occur?* there is not adequate inter lap solvent being deposited across the whole strip of foil.What can you do about it?* use plenty of inter lap solvent;* ensure that none of the inter lap sprays have become blocked;* if you increase the mill speed during doubling, then ensure that the inter lap sprays are accordingly adjusted to a greater outflow.6.3 Step OutsWhat are step outs?Step outs are uneven wraps in the coil that have deviated from the normally smooth end face of the coil.When do step outs occur?When you alter variables such as steering or tension during rolling or slitting.Why do step outs occur?* when you alter variables such as steering or tension during rolling or slitting. What can you do about them?* if you need to change any variables when the metal is either being slit or rolled, then do so gradually and smoothly. Any quick changes could result in step outs.6.4 TelescopingWhat is telescoping?The wraps of the coil slip out sideways and result in a telescoped effect.When does telescoping occur?Telescoping generally occurs when there are steerage problems on the slitter or mill.Why does telescoping occur?* incorrect steerage on the slitter- because of badly shaped feed metal;* insufficient tension during rolling/slitting can result in a loose coil, that may slip to one side during coil handling.What can you do about it?* increase the ironing roll pressure on the side of the coil that the telescoping is steering away from;* increase the unwind tension on the side of the coil that the telescoping is steering towards.LATERAL MOVEMENT OF FOIL LAYERS RELATIVE TOEACH OTHER HAS CAUSED THE COIL TO GELESCOPE6.5 Out of RoundWhat is out of round?This term describes a coil which is not perfectly round. To measure the extent of the defect, find the maximum distance between the core and the outside diameter (shown by the bottom arrow in the diagram) and from this, take the minimum distance (shown by the top arrow in the diagram).maximum distance – minimum distance = extent of defectNote: this diagram has been exaggeratedNORMAL SLIT COILTELESCOPING OF SLIT COILWhen does out of round occur?Out of round generally occurs on insulation coils and wide flexible packaging coils.Why does out of round occur?* the bulk of the metal sags to the bottom of the coil during annealing - the cool down rate is particularly important, if the cooldown rate is too high it creates a thermal gradient in the coil. This defect is minised by using 152mm cores.What can you do about it?* make sure the cool down rate is within specification.6.7.1 Edge CracksWhat are edge cracks?Edge cracks are cracks or small splits along the edge of the strip. They are generally 0.2 to 0.3 mm long. Edge cracks are particularly a problem in hard alloys and can make it difficult, Sometimes impossible to roll the final pass.When do edge cracks occur?When the coolant composition, the pass schedule or the condition of the strip are out of specification.Why do edge cracks occur?There are a number of reasons:* too much friction during rolling;* the gauge reduction may be too great;* the edges of the strip may be shorter than the body of the strip, putting more tension on the edges.What can you do about them?* bend the edges of the coil, to do this:- turn positive bending off- increase negative bending to -2- increase the load;。
铝箔退火基础知识培训.完美版PPT
退火定义
退火,就是是以一定的加热速度加热到适当的温度, 保持一定时间(称为保温),以缓慢的速度冷却的一 种工艺过程。
温度/ ℃
保温段
升温段
降温段
时间/t
高温降性能,低温除油。
退火原理
铝箔通过冷轧变形而产生了加工硬化,通过退火降低抗
拉强度,使得退火时根据加热温度的高低不同,其组织
粘连(氧化粘连)是因为油(铝箔表面)和空气中氧
变形组织,使变形组织所占的比例越来越小,最后变
成等轴晶粒(O态)。强度和硬度下降到最低值。物理和 化学性能向变形前的状态转变。
回复阶段
回复:当加热温度不高时,也就是说加热温度低于变 形金属开始发生再结晶的温度时,由于原子活动能力 不大,只能作短距离的扩散运动,此时只能消除晶格 的歪扭和畸变,但不能形成新的再结晶晶粒。金属内 部组织无变化。
能较低的状态 。 聚集再结晶的后期, 晶粒均匀发育到平衡 状态后,即不再长大, 各个晶粒比较均匀。
退火性能变化
金属退火时的性能变化与冷变形引起的变化恰好相反,强 度指标降低,塑性指标增加,物理和化学性能向变形前的 状态转变。 退火温度低于再结晶温度时,强度的降低和塑性的提高很 少,因为在回复过程中金属的晶格畸变和微观应力只能消 除一部分。对加工硬化起主要作用的晶格畸变部分,在再 结晶开始以前变化很小,或者几乎不发生变化。因此,机 械性能在回复阶段的回复程度是很少的,在再结晶阶段, 变形晶粒完全为无畸变的新晶粒代替,使金属组织被拉长 的晶粒所形成的纤维组织转变成为由等轴的再结晶晶粒所 组成的再结晶组织,金属加工硬化现象消除,金属的强度 和硬度急剧下降,塑性明显上升。
00.3.355
101000
铝箔轧制缺陷产生的原因和解决措施
第七章铝箔轧制缺陷产生的原因和解决措施主讲人:马文宏1、夹渣产生的原因• 铝熔体铸造前过滤、除气除渣不彻底,Al2O3 、炉渣等夹渣物被带入铝熔体中,最终带入坯料中。
• 更换过滤片时Al2O3 、炉渣等夹渣物被带入铝熔体中。
• 铝熔体纯净度太差,非金属异物太多,除气除渣无法彻底。
解决措施• 采取更有效的过滤、除渣方式(如Ar+Cl2两级精练, 高吸附能力的泡沫陶瓷双级过滤)。
• 改变过滤片的更换方式。
• 选择良好的原铝和废料。
2、气道产生的原因• 铝溶体氢气含量高,铸轧嘴前沿结渣,铝溶体向前流动时受阻,在结渣处的后面形成负压,铝溶体中的氢气析出,在铸轧板中形成通长的气孔叫气道,当铝箔轧制到比较薄时,由于此处的铝是两层的,延伸性能差,被轧裂。
气道一般只发生在亨特(倾斜式)铸轧机上。
解决措施• 加强精练,降低氢气含量和渣含量,氢含量应控制在0.15ml/100gAl以下。
3、氧化产生的原因• 铝和水发生化学反应生成Al2O3(开始颜色发白,随着时间的延长逐渐变黑)。
• 水的来源:— 轧制油含有游离水。
— 蚊虫带入轧辊。
— 候湿热、坯料、铝箔放置时间太长。
2Al+3H2O ═ Al2O3+3H2↑解决措施• 轧制油含水量应小于150PPm。
• 灭蚊虫。
• 铝产品应放置在通风干燥的区域,如果放置在密闭区间,应有足量的干燥剂。
• 放置时间越短越好。
非金属压入非金属异物在铝材生产过程中带入变形区后压入铝基体中,形成非金属压入物。
这些非金属压入物大多数会在后来的轧制中脱落,在铝箔表面留下痕迹,最终可能产生针孔、孔洞或颜色不均。
产生原因• 环境卫生差,空气中灰尘多。
• 生产设备、使用的吊具等工具脏。
• 过滤纸克重小或厚度不均,造成过滤土泄漏,再通过油喷嘴喷入轧制变形区。
• 轧制油过滤精度不够,轧制油中有非金属颗粒。
解决措施• 加强5S管理,改善环境清洁度。
•久置的铝材应扒去外层。
• 控制好轧制油的过滤质量。
废料(断带)产生原因•断带后碎铝箔未处理干净,附在机架内,轧制时入口侧的碎铝箔掉下,被带入轧制变形区,造成该区域铝箔变形不均而压裂(正常区域只有两层铝箔,有废料的区域至少三层),产生断带现象。
常见铝箔的质量缺陷 ppt课件
f) 生产环境不洁净。
23
ppt课件
Байду номын сангаас
23、开缝
主要特征:铝箔经轧制后沿纵向自然开裂的现象。 产生原因: a)轧制时后张力过小; b)来料板型不良; c)辊型控制不当; d)坯料存在气道; e)入口侧打折或来料打折。
24
ppt课件
24、皱纹
主要特征:铝箔表面呈现的细小的、纵向或斜向局部凸 起的、一条或数条圆滑的沟槽。
13
ppt课件
13、起棱
主要特征:垂直压延方向横贯箔材表面的波纹 及凸起。
产生原因: a)卷取张力控制不当,先松后紧; b)套筒或管芯精度不够,打底不良; c)分切时同一轴卷径大小不一样; d)生产工艺参数控制不合理。
14
ppt课件
14、横纹
主要特征:铝箔表面横向有规律的细条纹,一般呈白 色,无凹凸感,有时在卷材局部,有时布满整个表面。
产生原因: a)刀槽或剪刃调整不当, b)分卷处板型不良(波浪)。
39
ppt课件
产生原因: a)来料表面有严重亮线; b)清辊器运转不正常,将轧辊划伤; c) 轧机运转时,有异物将轧辊划伤。
33
ppt课件
33、起鼓
主要特征:铝箔表面纵向的呈条状凸起,手触 有明显凸凹感,有时除去外层铝箔后消失,有 时贯穿整卷铝箔。
产生原因:
a)铝箔板型控制不良; b)铝箔表面有亮线; c)退火冷却速度过快; d)压平辊表面不平整。
b)辊型不好,温度不均; c)轧辊粗糙度不合理; d)轧制油理化指标不合理。 E)轧辊磨削质量差,表面有条纹。
16
ppt课件
16、孔洞
主要特征:箔材表面的孔洞 产生原因: a)轧辊表面有损伤。 b)生产过程中外来物脱落后形成裂口。 c)来料表面有夹杂气道严重划伤等缺陷。 d)压下量过大导致变形不均匀。
变形铝及铝合金板带材缺陷_PPT课件

破坏了氧化膜, 对抗蚀性有影 响
A B
滑动;
e) 卷材松卷。
顾客反馈 最终产品质量
所有产品
区别于划伤
二、表面质量缺陷
划伤【★★★★★】
定义及特征
主要产生原因
影响
缺陷分级 涉及方面 主要影响产品
备注
因尖锐的物体(如板角、金属屑或 设备上的尖锐物等)与板面接触, 在相对滑动时所造成的呈单条状分 布的伤痕
则的水渍痕迹。
残留水份;
美观
A
c) 淋雨/停机等原因造成板、带材表
面残留水份,未及时处理干净。
顾客反馈
所有产品
及时烘干后不会进 一步腐蚀
二、表面质量缺陷
黑点/条【★★★☆☆】
定义及特征
主要产生原因
影响
缺陷分级 涉及方面 主要影响产品
备注
a) 工艺润滑不良;
b) 工艺润滑剂不干净;
c) 板、带表面有擦划伤;
板、带材表面沿轧制方向分布的黑 色点/线条状缺陷
d) 板、带通过的导路不干净; e) 铸轧带表面偏析或热轧用铸块铣面 不彻底; f) 金属中有夹杂;
降低材料的抗 蚀性能,也影 响美观
B
g) 开坯轧制时,产生大量氧化铝粉,
并压入金属,进一步轧制产生黑条。
外观
外观件(主要 主要靠阳极氧化检
是阳极氧化件)
铝及铝合金板带材缺陷
质量改善课程
1
产品缺陷分类
2
表面质量缺陷
3
板形质量缺陷
4
外观质量缺陷
一、产品缺陷分类
铝板带产品主要技术要求
① 化学成分——化学成分一般由熔铸工序按技术标准控制。 ② 机械性能——一般产品只要求抗拉强度、屈服强度和延伸率。有的产品还要求硬
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12、粘油
主要特征:残留在箔卷内的轧制油及其他油污, 在退火过程中氧化.聚合生成粘稠物质,影响 箔材展开。
产生原因: a)退火制度不当; b)轧制油理化指标不适宜; c) 高粘度油滴在铝箔表面。
13、起棱
主要特征:垂直压延方向横贯箔材表面的波纹 及凸起。
产生原因: a)卷取张力控制不当,先松后紧; b)套筒或管芯精度不够,打底不良; c)分切时同一轴卷径大小不一样; d)生产工艺参数控制不合理。
产生原因: a)轧制时道次压下量过大,金属在轧辊间由于摩擦力太
大,流动速度慢,产生滑移。 b)辊型不好,温度不均; c)轧辊粗糙度不合理; d)轧制油理化指标不合理。 E)轧辊 产生原因: a)轧辊表面有损伤。 b)生产过程中外来物脱落后形成裂口。 c)来料表面有夹杂气道严重划伤等缺陷。 d)压下量过大导致变形不均匀。
9、板型不良
主要特征:由于不均匀变形使箔材表面局部产生起伏 不平的现象.称为板型不良。根据缺陷产生的部位, 分为中间波浪、边部波浪、二肋波浪及复合波浪等。 在边部称边部波浪,在中间称中间波浪,二者兼有之 称复合波浪,既不在中间又不在边部称二肋波浪。
产生原因: a)来料板型不良; b)轧制压力调整不平衡; c)道次压下量分配不合理; d)轧辊辊型不合理; e)轧制油喷淋不正常。
产生原因: a)铝箔生产及运输、存放保管不当.由于气候潮湿或雨
水侵入而引起腐蚀; b)轧制油中含有水分或呈碱性; c)测厚仪冷却系统滴水或压缩空气中含水量高;
7、油斑
主要特征:残留在铝箔上的油污,经退火后形成的淡黄 色、棕色.黄褐色斑痕。
产生原因: a)轧制油的理化指标不适宜。 b)轧制过程吹扫不良,残留油过多.退火过程中不能完全挥
产生原因: a)来料板型不好; b)卷取时对中调节系统异常; c)压平辊系统状态不良,或调整不当; d)卷取张力调整不当。
21、翘边
主要特征:铝箔卷两端或一端向上翘起的现象, 称为翘边,其特征为铝箔卷边向上部翘起,手 触有明显凹凸感。
发。 c)机械润滑油等高粘度油滴在板、带表面,未清除干净。 d)分切张力过大.造成铝箔卷过紧 E)退火工艺不当 F)冷轧机前装置防溅板、排烟罩等处滴油。
8、裂边
主要特征:铝箔表面纵向边部破裂的现象,称裂边。 严重时边部可见明显缺口。
产生原因: a) 辊型控制不当,使铝箔边部出现拉应力; b)中间退火不充分,金属塑性差; c)边部裂口未完全切除; d)道次加工率过大; e)切边刀不够锋利或调整不当。 F)张力选择过大。 G)来料边部毛刺或缺口。
5、表面气泡
主要特征:箔材表面不规则的圆形或条状空腔 凸起;凸起的边缘圆滑,两面不对称,分布无 规律。
产生原因: a)退火温度过高,加热时间过长; b)板型不良; c)表面残油量大; d)箔卷空隙率小。
6、腐蚀
主要特征:铝箔表面与周围介质接触,发生化学反应 或电化学反应后。在铝箔表面产生的缺陷,被腐蚀的 铝箔表面会失去光泽,严重时还会产生灰色腐蚀产物。
14、横纹
主要特征:铝箔表面横向有规律的细条纹,一般呈白 色,无凹凸感,有时在卷材局部,有时布满整个表面。
产生原因: a)轧制毛料表面有横纹; b)轧制道次压下量过大; c)轧辊粗糙度不合理; d)轧制油理化指标不合理。 E)轧辊磨削质量差,表面有条纹。
15、人字纹
主要特征:箔材表面呈现的有规律的人字形的花纹, 一般呈白色,表面有明显的色差,但十分光滑。
17、松卷
主要特征:由于分切时卷取不紧,沿管芯方向 立拿箔材时,箔材发生层间错动,用手指按压 箔材时,可产生局部凹陷现象。
产生原因: a)分切时张力过小或张力不均; b)分切速度过快; c)分切压平辊压力过小。
18、毛刺
主要特征:剪切后,箔材边部存在的大小不等 的刺状物
产生原因: a)剪切耐刀刃不锋利; b)剪刃润滑不当; c)剪刃间隙及重叠量调整不当。
2、划伤
主要特征:箔材表面呈现的断续或连续的沟状 伤痕。一般在尖锐物与箔材表面接触后相对滑 动时产生。
产生原因: a)轧辊、导辊表面有尖状缺陷.或粘有硬杂物; b)合卷、分切的机械导辊、导路有尖状缺陷或粘
有杂物; c)包装时.异物划伤铝箔表面。
3、擦伤
主要特征:由于物料间棱与面、或面与面接触后 发生的相对滑动在箔材表面造成的成束(或组)分布 的伤痕
19、错层
主要特征:铝箔卷端面层与层之间不规则错动, 造成端面不平整。
产生原因: a)来料板型不良; b)卷取张力调整不当; c)压平辊调整不当; d)卷取时对中系统异常; e) 轧制或分切时速度过快。
20、塔形
主要特征:铝箔端面层与层之间的错动造成塔 状偏移,称为塔形。塔形是错层的特例。
10、压折
主要特征:压过的皱折。皱折与轧制方向成一 定角度。压折处呈亮道花纹。
产生原因: a)后张力小; b)辊型控制不良,厚度不均; c)轧制时送料不正。
11、粘连
主要特征:铝箔卷单张不易打开,多张打开时 呈板结状,产品自由垂落长度不能达到标准要 求,严重时.单张无法打开。
产生原因: a)轧制油理化指标不合理; b)分切张力过大; c)退火工艺不合理。 D)分切时压靠力过大
变形铝及铝合金箔材 主要质量缺陷
1、金属及非金属压入
主要特征:金属及非金属夹杂压入箔材表面,呈明显的 点状或长条状缺陷。压入物刮掉后呈大小不等的凹陷, 破坏了箔材表面的连续性。
产生原因: a)生产设备或环境不洁净; b)轧制工艺润滑剂不洁净; c)坯料存在非金属异物; d)板坯表面有擦划伤,油泥等非金属异物残留在凹陷处; e)生产过程中,非金属异物掉落在板、带材表面。
产生原因: a)箔材在加工生产过程中,与导路、设备接触时,
产生相对摩擦而造成擦伤。 b)坯料松卷。 c)轧制时张力使用不当,开卷时产生层间错动。
4、印痕
主要特征:箔材表面存在单个或周期性的凹陷或 凸起。
产生原因: a)轧辊或导辊表面有缺陷; b)轧辊或导辊表面粘有金属屑等脏物; c)套筒或管芯表面不清洁或局部存在光滑凸起; d)卷取时,箔材表面粘有异物。