铸件常见铸造缺陷
铸件中常见缺陷

铸件中常见的主要缺陷有:1.气孔这是金属凝固过程中未能逸出的气体留在金属内部形成的小空洞,其内壁光滑,内含气体,对超声波具有较高的反射率,但是又因为其基本上呈球状或椭球状,亦即为点状缺陷,影响其反射波幅。
钢锭中的气孔经过锻造或轧制后被压扁成面积型缺陷而有利于被超声检测所发现,如图2.2所示。
2.缩孔与疏松铸件或钢锭冷却凝固时,体积要收缩,在最后凝固的部分因为得不到液态金属的补充而会形成空洞状的缺陷。
大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松,它们一般位于钢锭或铸件中心最后凝固的部分,其内壁粗糙,周围多伴有许多杂质和细小的气孔。
由于热胀冷缩的规律,缩孔是必然存在的,只是随加工工艺处理方法不同而有不同的形态、尺寸和位置,当其延伸到铸件或钢锭本体时就成为缺陷。
钢锭在开坯锻造时如果没有把缩孔切除干净而带入锻件中就成为残余缩孔(缩孔残余、残余缩管),如图2.3、2.4、2.5所示。
如果铸件的型模设计不当、浇注工艺不当等,也会在铸件与型模接触的部位产生疏松,如图2.28所示。
断口照片中的黑色部分即为疏松部位,其呈现黑色是因为该工件已经过退火处理,使得疏松部位被氧化和渗入机油所致。
图2.28 W18钢铸件-用作铣刀齿,采用超声纵波垂直入射多次底波衰减法发现的疏松断口照片3.夹渣熔炼过程中的熔渣或熔炉炉体上的耐火材料剥落进入液态金属中,在浇注时被卷入铸件或钢锭本体内,就形成了夹渣缺陷。
夹渣通常不会单一存在,往往呈密集状态或在不同深度上分散存在,它类似体积型缺陷然而又往往有一定线度。
4.夹杂熔炼过程中的反应生成物(如氧化物、硫化物等)-非金属夹杂,如图2.1和2.6,或金属成分中某些成分的添加料未完全熔化而残留下来形成金属夹杂,如高密度、高熔点成分-钨、钼等,如图2.29,也有如图2.24所示钛合金棒材中的纯钛偏析。
(a)(b)(c)(d)(e)图2.29 BT9钛合金锻制饼坯中的钼夹杂:(a)剖面低倍照片;(b)X射线照相底片;(c)C扫描显示(图中四个白色点状显示为同一个缺陷,是使用水浸点聚焦探头以不同灵敏度检测的结果,其他分散细小的白色点状为与该缺陷无关的杂波显示);(d)B扫描显示;(e)3D显示5.偏析铸件或钢锭中的偏析主要指冶炼过程中或金属的熔化过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能有别于整个金属基体的力学性能,差异超出允许标准范围就成为缺陷,如图2.23和2.24、2.27所示。
铸件常见缺陷和处理
铸件常见缺陷、修补及检验一、常见缺陷1.缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。
(注:主要介绍铸钢件容易造成裂纹的缺陷)1.1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。
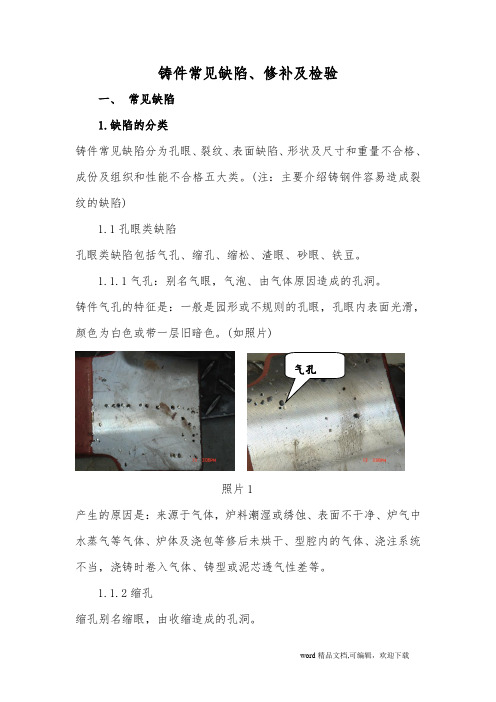
1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。
铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。
(如照片)气孔照片1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型或泥芯透气性差等。
1.1.2缩孔缩孔别名缩眼,由收缩造成的孔洞。
缩孔的特征是:形状不规则,孔内粗糙不平、晶粒粗大。
产生的原因是:金属在液体及凝固期间产生收缩引起的,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。
浇注温度过高浇注速度过快等。
1.1.3缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。
缩松的特征是:微小而不连贯的孔,晶粒粗大、各晶粒间存在明显的网状孔眼,水压试验时渗水。
(如照片2)缩松照片2产生的原因同以上缩孔。
1.1.4渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。
渣眼的特征是:孔眼形状不规则,不光滑、里面全部或局部充塞着渣。
(如照片3)渣眼照片3产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。
1.1.5砂眼砂眼是夹着砂子的砂眼。
砂眼的特征是:孔眼不规则,孔眼内充塞着型砂或芯砂。
产生的原因是:合箱时型砂损坏脱落,型腔内的散砂或砂块未清除干净、型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。
1.1.6铁豆铁豆是夹着铁珠的孔眼、别名铁珠、豆眼、铁豆砂眼等。
铁豆的特征是:孔眼比较规则、孔眼内包含着金属小珠、常发生在铸铁件上。
常见压铸件缺陷及解决方法

常见压铸件缺陷及解决方法(总10页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--常见压铸件缺陷及解决方法一、流痕其他名称:条纹。
特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
产生原因:1、两股金属流不同步充满型腔而留下的痕迹。
2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。
3、填充速度太高。
4、涂料用量过多。
排除措施:1、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。
二、冷隔,水纹其他名称:冷接(对接),水纹。
特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
产生原因:1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
排除措施:1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,加大内浇口速度,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压三、擦伤其他名称:拉力、拉痕、粘模伤痕。
特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。
产生原因:1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于%。
排除措施:1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
常见压铸件缺陷及解决方法
常见压铸件缺陷及解决方法常见的压铸件缺陷包括疏松、气孔、烧结、裂纹、砂眼等。
下面将对这些缺陷进行逐一解释,并提供相应的解决方法。
1.疏松:疏松是由于熔融金属凝固时形成的气体或未熔化的固体杂质在压铸件内部形成气孔而导致的。
疏松不仅会降低压铸件的强度和硬度,还会引起气门席位不密封、变形等问题。
解决方法包括合理选择冷料铸造工艺、提高铸型制备技术、优化压铸工艺参数等。
2.气孔:气孔是由于熔金属在充型过程中,未排出液态金属中的气体而形成的。
气孔通常呈现为孔洞状,会严重影响压铸件的表面质量和机械性能。
解决方法包括改善金属液的质量、提高模具排气性能、优化压铸工艺参数、采用真空压铸等。
3.烧结:烧结是指在压铸过程中,由于金属在高温高压条件下与模具接触过久而发生的表面热蚀伤。
烧结会引起表面孔洞、氧化和金属元素丢失等问题。
解决方法包括使用合适的模具材料、降低模具温度、缩短冷却时间等。
4.裂纹:压铸件中的裂纹可以是细小的微裂纹,也可以是较大的结构性裂纹。
裂纹会导致压铸件的破坏、漏气和泄漏等问题。
解决方法包括增加浇注系统的冷却时间、提高模具的强度和刚度、优化压铸工艺参数等。
5.砂眼:砂眼是因为铸件表面存在颗粒状材料,如砂粒等而形成的凹陷或凸起。
砂眼会影响压铸件的美观性和表面质量。
解决方法包括优化型腔冷却系统、提高浇注系统的冷却时间、改善铸型制备工艺等。
总的来说,要解决常见的压铸件缺陷,需要从改善熔融金属的质量、优化模具设计和制备工艺、调整压铸工艺参数等多个方面入手。
此外,还需要采用适当的检测手段,如金相分析、X射线检测、超声波检测等,对压铸件进行质量检验,及时排除可能存在的缺陷。
铸造件缺陷

铸造铸铁件常见的缺陷有:气孔、粘砂、夹砂、砂眼、胀砂、冷隔、浇不足、缩松、缩孔、缩凹、疏松、缺肉、肉瘤等。
1、气孔:气体在金属液结壳之前未及时逸出,在铸件内生成的孔洞类缺陷。
气孔的内壁光滑,明亮或带有轻微的氧化色。
铸件中产生气孔后,将会减小其有效承载面积,且在气孔周围会引起应力集中而降低铸件的抗冲击性和抗疲劳性。
气孔还会降低铸件的致密性,致使某些要求承受水压试验的铸件报废。
另外,气孔对铸件的耐腐蚀性和耐热性也有不良的影响。
此类问题可采用美嘉华技术修补铸造缺陷,简便易行,省时省工,且修复治理效果良好,并且可以针对铜、铁、钢、铝等不同材质进行修复,替代焊补工艺,避免应力损坏,为企业挽回巨大经济损失。
防止气孔的产生:降低金属液中的含气量,增大砂型的透气性,以及在型腔的最高处增设出气冒口等。
2、粘砂:铸件表面上粘附有一层难以清除的砂粒称为粘砂。
粘砂既影响铸件外观,又增加铸件清理和切削加工的工作量,甚至会影响机器的寿命。
防止粘砂:在型砂中加入煤粉,以及在铸型表面涂刷防粘砂涂料等。
3、夹砂:在铸件表面形成的沟槽和疤痕缺陷,在用湿型铸造厚大平板类铸件时极易产生。
铸件中产生夹砂的部位大多是与砂型上表面相接触的地方,型腔上表面受金属液辐射热的作用,容易拱起和翘曲,当翘起的砂层受金属液流不断冲刷时可能断裂破碎,留在原处或被带入其它部位。
铸件的上表面越大,型砂体积膨胀越大,形成夹砂的倾向性也越大。
4、砂眼:在铸件内部或表面充塞着型砂的孔洞类缺陷。
此类问题可采用美嘉华技术修补铸造缺陷,简便易行,省时省工,且修复治理效果良好,并且可以针对铜、铁、钢、铝等不同材质进行修复,替代焊补工艺,避免应力损坏,为企业挽回巨大经济损失。
5、胀砂:浇注时在金属液的压力作用下,铸型型壁移动,铸件局部胀大形成的缺陷。
为了防止胀砂,应提高砂型强度、砂箱刚度、加大合箱时的压箱力或紧固力,并适当降低浇注温度,使金属液的表面提早结壳,以降低金属液对铸型的压力。
铸件常见铸造缺陷

铸造常见缺陷特点
缺陷名称:砂眼(加工后)
铸造常见缺陷特点
缺陷名称:铸字不清 缺陷特点: 产生原因:型腔铸字部分起 模不畅,型砂粒度太粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表面在分模 面处旳规则缩陷。 产生原因: 砂型或砂芯分模 面处旳飞边未清除
铸造常见缺陷特点
铸造常见缺陷特点
缺陷名称:缩孔(大而集中 旳空洞 ) 缺陷特点:铸件厚、断面处 出现形状不规则旳孔眼,孔 旳内壁粗糙。 产生原因:冒口设置不正确 ;合金成份不合格,收缩过 大;浇注温度过高;铸件设 计不合理,无法进行补缩
铸造常见缺陷特点
缺陷名称:疏松(细小而分 散旳空隙) 缺陷特点:铸件厚、断面处 出现形状不规则旳孔眼,孔 旳内壁粗糙。 产生原因:冒口设置不正确 ;合金成份不合格,收缩过 大;浇注温度过高;铸件设 计不合理
铸造常见缺陷特点
缺陷名称:黑皮 缺陷特点:加工面有加工不 到旳地方 产生原因:铸件加工量不足, 铸件变形,夹偏
铸造常见缺陷特点
缺陷名称:黑皮(其二)
铸造常见缺陷特点
缺陷名称:气孔 缺陷特点:铸件内部或表面 有大小不同旳孔眼,孔旳内 壁光滑,多呈圆形。 产生原因:砂型太紧或型砂 透气性差;型砂太湿;砂芯 通气孔堵塞;浇注系统不正 确,气体排不出去
缺陷名称:表面多肉 缺陷特点:铸件表面有多出 旳部分。 产生原因:砂型或砂芯旳相 应部分掉肉。
铸造常见缺陷特点
缺陷名称:表面多肉肉(其 二)
铸造常见缺陷特点
缺陷名称:缺肉(缺料) 缺陷特点:铸件表面有缺乏 一块,可能造成报废。 产生原因:浇冒口切除时带 掉一块;
铸造常见缺陷特点
缺陷名称:表面缩凹 缺陷特点:铸件表面有缩凹。 产生原因:铸件内部收缩
铸件常见铸造缺陷

铸造常见缺陷特点
缺陷名称:砂眼 (加工后)
铸造常见缺陷特点
缺陷名称:铸字 不清 缺陷特点: 产生原因:型腔 铸字部分起模不 畅,型砂粒度太 粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表 面在分模面处的规 则缩陷。 产生原因: 砂型 或砂芯分模面处的 飞边未去除
铸造常见缺陷特点
缺陷名称:表面多 肉 缺陷特点:铸件表 面有多余的部分。 产生原因:砂型或 砂芯的相应部分掉 肉。
铸造常见缺陷特点
缺陷名称:表面多 肉肉(其二)
铸造常见缺陷特点
缺陷名称:缺肉 (缺料) 缺陷特点:铸件表 面有缺少一块,可 能导致报废。 产生原因:浇冒口 切除时带掉一块;
铸造常见缺陷特点
缺陷名称:表面缩 凹 缺陷特点:铸件表 面有缩凹。 产生原因:铸件内 部收缩
缺陷名称:缩孔
铸造常见缺陷特(大点而集中的空 洞) 缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
产生原因:冒口设 置不正确
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理,无法进行 补缩
铸造常见缺陷特缺陷点名称:疏松 (细小而分散的空 隙)
缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
铸铁常见缺陷认识
SATA (KUNSHAN) Q 部
2011 May
缺陷名称:砂眼
铸造常见缺陷特缺陷点特点:铸件 内部或表面有充 满砂粒的孔眼, 孔形不规则 产生原因:型砂 强度不够或局部 没舂紧,掉砂; 型腔、浇口内散 砂未吹净;合箱 时砂型局部挤坏, 掉砂;浇注系统
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理
铸造常见缺陷特点
铸造件表面缺陷标准

铸造件表面缺陷标准:
铸造件表面缺陷标准因铸造材料、工艺和应用场景而异,以下是一些常见的铸造件表面缺陷及其标准:
1.粘砂:指铸造件表面有砂粒嵌入的情况,可通过控制砂粒大小、形状和粘度等来减少粘砂现象。
2.粗糙度:铸造件表面的粗糙度取决于铸造工艺和材料,一般要求表面光滑、无明显凹凸不平。
具
体标准可根据实际需求和用途确定。
3.气孔:铸造过程中产生的气体在铸件内部或表面形成的小孔洞,可通过控制铸造工艺和材料来减
少气孔。
4.夹渣:铸造过程中夹杂的固体杂质,可通过控制熔炼和浇注过程来减少夹渣。
5.裂纹:铸造件表面或内部的裂纹,通常是由于热处理不当或铸造工艺不合理引起的。
标准要求铸
件无裂纹。
6.变形:铸造件形状与设计要求不一致的现象,可通过控制铸造工艺和后处理来减小变形。
7.缩孔:铸造过程中因金属冷却收缩而在铸件内部或表面形成的孔洞,可通过控制铸造工艺和材料
来减少缩孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造常见缺陷特点
缺陷名称:黑皮 缺陷特点:加工面有加工不 到的地方 产生原因:铸件加工量不足, 铸件变形,夹偏
铸造常见缺陷特点
缺陷名称:黑皮(其二)
铸造常见缺陷特点
缺陷名称:气孔 缺陷特点:铸件内部或表面 有大小不同的孔眼,孔的内 壁光滑,多呈圆形。 产生原因:砂型太紧或型砂 透气性差;型砂太湿;砂芯 通气孔堵塞;浇注系统不正 确,气体排不出去
缺陷名称:表面多肉 缺陷特点:铸件表面有多余 的部分。 产生原因:砂型或砂芯的相 应部分掉肉。
铸造常见缺陷特点
缺陷名称:表面多肉肉(其 二)
铸造常见缺陷特点
缺陷名称:缺肉(缺料) 缺陷特点:铸件表面有缺少 一块,可能导致报废。 产生原因:浇冒口切除时带 掉一块;
铸造常见缺陷特点
缺陷名称:表面缩凹 缺陷特点:铸件表面有缩凹。 产生原因:铸件内部收缩
铸造常见缺陷特点
缺陷名称:缩孔(大而集中 的空洞 ) 缺陷特点:铸件厚、断面处 出现形状不规则的孔眼,孔 的内壁粗糙。 产生原因:冒口设置不正确 ;合金成分不合格,收缩过 大;浇注温度过高;铸件设 计不合理,无法进行补缩
铸造常见缺陷特点
缺陷名称:疏松(细小而分 散的空隙) 缺陷特点:铸件厚、断面处 出现形状不规则的孔眼,孔 的内壁粗糙。 产生原因:冒口设置不正确 ;合金成分不合格,收缩过 大;浇注温度过高;铸件设 计不合理
铸铁常见缺陷认识
SATA (KUNSHAN) Q 部
2011 May
铸造常见缺陷特点
缺陷名称:砂眼 缺陷特点:铸件内部或表面 有充满砂粒的孔眼,孔形不 规则 产生原因:型砂强度不够或 局部没舂紧,掉砂;型腔、 浇口内散砂未吹净;合箱时 砂型局部挤坏,掉砂;浇注 系统不合理,冲坏砂型
铸造常见缺陷特点
缺陷名称:砂眼(其二)
铸造常见缺陷特点
缺陷名称:砂眼(加工后)
铸造常见缺陷特点
缺陷名称:铸字不清 缺陷特点: 产生原因:型腔铸字部分起 模不畅,型砂粒度太粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表面在分模 面处的规则缩陷。 产生原因: 砂型或砂芯分模 面处的飞边未去除
Байду номын сангаас
铸造常见缺陷特点