超声波旋转加工机结构设计
旋转超声振动辅助电弧加工机床设计及实验
旋转超声振动辅助电弧加工机床设计及实验徐明刚;刘贵珍;刘瑛;赵杰明;葛星;李旻瑄【期刊名称】《机床与液压》【年(卷),期】2018(046)012【摘要】硬脆材料具有硬度大、脆性高等特点,使用传统方法对硬脆材料加工效率低.电弧加工产生的电流密度远大于电火花加工产生的电流密度,因此电孤加工相比电火花加工具有更高的加工效率.针对硬脆材料的特点,设计了一种旋转超声振动辅助电弧加工机床.机床采取‘C’型结构,由机床工作台和数控系统组成.设计机床工作台主要由X-Y-Z三坐标轴、超声旋转主轴、伺服电机、大理石工作台、立柱和工作液槽构成.数控系统由开关控制器、运动控制卡、伺服驱动器、脉冲电源、超声发生器、电脑工控机组成.最后,利用研制的实验机床,对不同厚度弹簧合金钢进行小孔实验.将小孔显微图形通过矩阵实验室软件进行小孔边缘检测和圆度计算.实验结果表明:超声振动辅助下加工的小孔质量更好,边缘更加圆滑.%As far as the hard and brittle materials were concerned,the traditional methods of materials processing is usually very difficult to handle.The current density produced by electric arc machining is much greater than that of electrical discharge machining,so the electric arc machining has higher processing efficiency than electrical discharge machining.According to the characteristics of hard brittle materials,a kind of rotary ultrasonic vibration assisted electric arc processing machine tool was designed in this paper.The machine adopt \"C\" type structure that is composed of machine table and numerical control system.The design of the machinetool is mainly composed of three axes X-Y-Z,ultrasonic rotating spindle,servo motor,marble table,pillar and working liquid trough.The numerical control system is mainly composed of the switch controller,motion control card,servo drive,pulse generator,ultrasonic generator,and industrial control computer.The small hole micro-graphs were studied by this device with different thickness of spring alloy steel.The small hole micro-graphs were analyzed by Mat-lab for small hole edge detection and roundness calculation and compared with each other.The results show that the cavities processed by ultrasonic vibration are better and the edges are smoother.【总页数】4页(P8-11)【作者】徐明刚;刘贵珍;刘瑛;赵杰明;葛星;李旻瑄【作者单位】北方工业大学,北京100144;北方工业大学,北京100144;北方工业大学,北京100144;北方工业大学,北京100144;北方工业大学,北京100144;北方工业大学,北京100144【正文语种】中文【中图分类】TG669【相关文献】1.超声振动辅助电弧加工复合电源的研究 [J], 刘瑛;葛星;徐明刚;刘贵珍;赵洁明2.旋转超声辅助电弧加工机床设计 [J], 刘瑛;刘贵珍3.超声振动辅助电弧加工放电间隙智能控制 [J], 徐明刚;李旻瑄;高峰;刘林林4.高速电弧放电加工机床脉冲电源的设计与实验研究 [J], 刘美华;蒋毅;安伟;高忠峰;赵万生5.旋转超声振动辅助电火花加工自适应脉冲电源设计 [J], 徐明刚;宋恩禹;吴志伟因版权原因,仅展示原文概要,查看原文内容请购买。
旋转超声加工振动系统的研究

的优势 , 但工具磨 损大 , 加工 效 率不 高 。为满 足 日益增 长 的脆 硬材料 加 工 需求 , 内外 都在 积 极 寻 找新 型加 国
工方 法 , 这样 , 转超声加 工就应运 而生 了。 旋 旋转 超声加工 是采用 烧结 或 电镀金 刚石 的中 空工
系统 、 换能 器 、 生 器 的设 计 制 造 和 质量 都 较 差 , 国 发 美 的研究 工作 曾停顿 了 l 。7 0年 0年代 中期 , 国在超声 美 钻 中心孔 、 光整加 工 、 削 、 磨 拉管 和焊 接 等方 面 , 已经处 于生产应 用 阶段 ; 声 车 削 、 孔 、 L 超 钻 镗孑 已经 处 于实 验 性 生产设 备原 型 阶段 ; 用 超 声 振动 切 削 系 统 已供 工 通 业应 用 , 目前 已形成 部分标 准 。
转换 效率高达 9 %左 右 , 且结 构 简单 、 积 小 , 于 0 而 体 便
电源 、 声波发生 器 的研究 较 多 , 国 内外 尚没 有形 成 超 而
系统采 用压 电换 能 器 , 由超 声 波 发 生 器 、 配 电路 、 匹 级 联 压 电晶体 、 谐振 刀杆 、 支承 调节 机构 及刀 具 等部分 组 成 。 当发 生器输 出超 声 电压 时 , 它将 使 级联 晶体 产 生 超声 机械 伸缩 , 接 驱 动谐 振 刀 杆 实 现超 声 振 动 。该 直 装 置的特点 是 : 量传 递 环 节 少 , 量 泄漏 减 小 , 电 能 能 机
具, 加工 中工具在产 生纵 向超 声频振 动 的 同时 , 绕 其 还 轴 线做 高速 旋转 。此 种加工 方 法将 金刚 石 的优 良切 削 性 能与工具 的超 声 频振 动结 合起 来 , 是加 工 硬 脆 材料 的一种有效 方法 , 国内外 研究 表 明 , 旋转 超 声 加工 具有 如下优点 : 加工 生产率 高 , 常规 超声加 工 和一 ① 与
超声磨削装置结构设计
超声磨削装置摘要带有旋转的超声磨削加工是在原有机械加工磨削的根本原理上,将超声加工的振动和磨削器械混合到一起的新型式加工的方法。
该方式保存了原有机械磨削的某些好的特点,有了超声振动的参与,能极大地提升加工时的工作效率,更能对难加工材料磨削表面质量有所改善。
这篇论文的意义是研究出旋转超声磨削装置结构,使用这个装置从事一些加工实验。
全文主要内容概括如下:探讨分析旋转超声磨削机构这个装置,材料如何除去的原理。
这个装置中去除材料的原理有相同时间具备冲击(磨具上的磨粒对工作件表面的高快速撞击)和磨蚀(旋转的磨削加工工具和进给中的运动可以变为模型化为磨削加工的过程)的作用。
研究并制作一种新型式的旋转超声磨削装置。
该结构装置能安装在不同种类的机床上,进行旋转超声磨削加工对常规表面和某些较多样型面的材料。
关键词超声加工意义;旋转超声磨削;结构设计与校核Ultrasonic grinding deviceAbstractRotary ultrasonic grinding is a new machining method that combines ultrasonic vibration with grinding tools in the basic principle of the original mechanical grinding. This method saves some of the good features of the original mechanical grinding. With the participation of ultrasonic vibration, it can greatly improve the working efficiency and improve the quality of the grinding surface of difficult to machine materials. The significance of this paper is to study the structure of a rotating ultrasonic grinding device and to do some machining experiments with this device. The main contents are summarized as follows:The principle of how to remove material of rotary ultrasonic grinding mechanism is discussed. The material removal principle of this device in the same time (with the impact of abrasive abrasive on the work piece surface high impact and abrasion (fast) rotating grinding tool and feed movement in can be modeled as process of grinding) role.A new type of rotary ultrasonic grinding device is studied and fabricated. The structure can be installed on different kinds of machine tools, and rotary ultrasonic grinding is applied to conventional surfaces and some kinds of materials with various shapes.Keywords Ultrasound processing significance,Rotate ultrasound grind,Structure design and checking目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 超声的发展史 (1)1.1.1 超声发展简介 (1)1.1.2 国外发展 (1)1.1.3 国内发展 (2)1.2 超声加工的原理及特点 (3)1.2.1 传统超声加工 (3)1.2.2 旋转超声加工 (4)1.3 超声加工陶瓷的意义及前景 (5)1.4 本章小节 (5)第2章工程陶瓷材料的使用价值及加工技术 (6)2.1 结构陶瓷 (6)2.2 陶瓷基本复合材料 (7)2.3 功能陶瓷 (8)2.4 本章小结 (10)第3章装超声磨削装置的结构设计 (11)3.1 超声加工设备及其组成部分 (11)3.2 初步结构设计 (11)3.3 结构的比较 (13)3.4 最后结构的确定 (16)3.5 本章小结 (17)第4章装置中的各部件的设计及校核 (18)4.1装电机的计算与选择 (18)4.2 变幅杆的设计 (20)4.3 压电陶瓷的选择 (22)4.4轴强度的较核 (23)4.5 键的校核 (25)4.6 本章小结 (26)第5章超声磨削与环境保护 (27)5.1 目前我国环境现状 (27)5.2 超声加工对环境影响 (27)5.3 本章小结 (28)结论 (29)致谢 (30)参考文献 (31)附录A (32)附录B (38)第1章绪论1.1超声的发展史1.1.1超声发展简介近年来科学水平的快速提升和飞机火箭等加工的需要,难加工材料使用越来越多如1Cr18Ni9、复合材料、工程陶瓷等,它们的特殊性质使其制造加工有些费力。
旋转式超声波加工机理的有限元分析_纪宇
旋转式超声波加工机理的有限元分析纪宇,轧刚(太原理工大学机械工程学院,山西太原030024)来稿日期:2014-03-25基金项目:山西省自然科学基金项目(2005-1051)作者简介:纪宇,(1988-),男,江苏人,在读硕士研究生,主要研究方向:特种加工技术;轧刚,(1958-),男,天津人,硕士,教授,主要研究方向:特种加工技术1引言旋转式超声加工是加工玻璃、陶瓷等硬脆材料的有效方法,具有精度高、去除率高、切削力小、耗能少等优点,其在机械加工领域应用越来越广泛[1]。
国内外学者对超声波加工进行了大量的研究,但其加工机理并不完全清楚。
文献[2]通过实验分析得到超声加工中材料去除的主要形式是大片剥落,而大片剥落是磨粒对工件锤击造成的。
文献[3]认为硬脆材料的断裂是微观和宏观裂纹产生并扩展到一定深度的结果,在工件表面相互交织的裂纹形成一个弱化层,这个弱化层在磨料颗粒的反复锤击作用下,特别容易发生断裂。
文献[4]通过试验证明旋转式超声加工包含脆性去除和韧性去除两种材料去除方式,并提出改变振幅、静压力等加工参数可以调节韧性去除和脆性去除的比例。
旋转式超声加工受振幅、静压力、转速、磨粒形状等因素综合影响,加工过程非常复杂,且可控性比较差,利用目前的观测技术很难得到单颗磨粒与工件的相互作用过程和被加工工件裂纹形成与扩展情况,从而很难进行定量分析和数值计算。
利用有限元软件LS-DYNA 对金刚石磨粒冲击玻璃材料的过程进行数值模拟,计算冲击过程的形变和切削力,研究工件表面和内部裂纹的产生与扩展过程,分析材料去除机理。
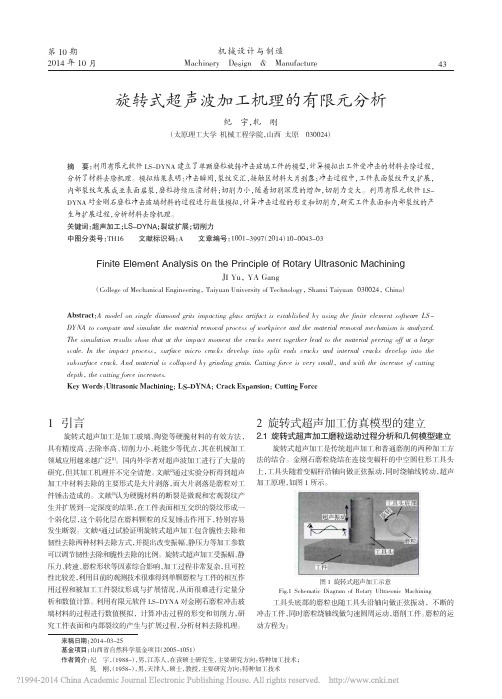
2旋转式超声加工仿真模型的建立2.1旋转式超声加工磨粒运动过程分析和几何模型建立旋转式超声加工是传统超声加工和普通磨削的两种加工方法的结合。
金刚石磨粒烧结在连接变幅杆的中空圆柱形工具头上,工具头随着变幅杆沿轴向做正弦振动,同时绕轴线转动,超声加工原理,如图1所示。
工具头底部旋转磨粒工具头工件超声振动ZX图1旋转式超声加工示意Fig.1Schematic Diagram of Rotary Ultrasonic Machining工具头底部的磨粒也随工具头沿轴向做正弦振动,不断的冲击工件,同时磨粒绕轴线做匀速圆周运动,磨削工件。
旋转超声加工装置的设计与新型变幅杆的研究
太原理工大学硕士学位论文旋转超声加工装置的设计与新型变幅杆的研究姓名:杨志斌申请学位级别:硕士专业:机械制造及其自动化指导教师:轧刚20080501太原理jI..大学硕士研究生学位论文旋转超声加工装置的设计与新型变幅杆的研究摘要随着科学技术的发展,各种高性能的陶瓷材料不断涌现。
由于陶瓷材料具有硬度高、耐高温、耐磨损、耐腐蚀等优良性能,在机械、电子、航空、汽车等领域上具有广阔的应用前景。
但由于其硬度和脆性高,难以加工,应用受到制造成本的限制。
超声加工己被证明是陶瓷、石英、金刚石、半导体等硬脆性材料加工的有效方法。
传统的磨料悬浮液超声加工工具磨损大,加工精度和加工效率也不高,因此国内外都在寻找新的加工方法并研制相应的新型设备。
研究表明,在传统超声加工的基础上发展的采用金刚石工具的旋转式超声加工是加工硬脆材料的一种有效方法,具有良好的发展前景。
超声加工装置主要由超声波发生器、换能器和变幅杆组成,其中的变幅杆在加工过程中处于极其重要的地位,它的主要作用是在其输出端:睁换能器输入的机械振动的质点位移或速度放大,或者将超声能量集中在较小的面积上。
振幅放大比是变幅杆的重要性能参数,对加工过程中的材料去除率有较大影响。
各种传统形状的变幅杆各有优点,但都不是最理想的。
指数形和圆锥形变幅杆的放大倍数较低,降低了加工效率;阶梯形虽然有比圆锥形和指数形变幅杆大的多的放大倍数,但其直径突变引起过高的工作应力,即使在突变处采用圆锥或圆角过渡可以降低工作应力,也要损失较大的振幅放大比。
随着有限兀理沦的完善和相关应用软件的发展,通过计算机育接进行变幅杆的设计成为可能。
本文以提高超声加T装置的效率为J斗J发点,设计并制造了旋转超声加工振动装置;通过对变幅杆的研究,设计出具有大振幅比的新型超声变幅杆。
主要研究内容有:太原理I:人学硕十研究生学位论文1.选购大功率超声波发声器与压电式换能器,设计并制造旋转超声加工机床振动装置。
2.应用解析法对传统的指数形、圆锥形、阶梯形变幅杆进行设计,求出其振幅放大比、节点位置、谐振长度等参数。
旋转超声波加工

旋转超声波加工0 前言陶瓷、石材、光学玻璃和硬质合金等材料具备优越的物理、化学和机械性能,在航空、电子、汽车、冶金、生物工程和国防等工业领域正得到越来越广泛的应用,并且其应用还在不断向新的领域发展。
为了实现这些硬脆材料的高效高质加工,依靠高强度刀具对工件材料的传统机械切削加工方式正逐步让位于采用机与电、化学、光、声等能量相结合的特种加工方式,超声加工技术因此应运而生。
超声技术在工业中的应用开始于上个世纪10到20年代,是以经典声学理论为基础,同时结合电子技术、计量技术、机械振动和材料学等学科领域的成就发展起来的一门综合技术。
超声技术的应用可划分为功率超声和检测超声两大领域。
其中,功率超声是利用超声振动形成的能量使物质的一些物理、化学和生物特性或状态发生改变,或者使这种状态改变加快的一门技术。
功率超声在机械加工方面的应用按其加工工艺特征,大致分为两类:一类是带磨料的超声磨料加工(包括游离磨料和固结磨料)即传统超声波加工,另一类是采用切削工具与其它加工方法相结合形成的超声复合加工即旋转超声波加工。
1传统超声波加工传统超声波加工(Conventional Ultrasonic Machining)是利用磨粒对工件的冲击进行加工。
其加工原理是超声波发生器将工频交流电能转变为有一定功率输出的超声频电振荡,再通过换能器将超声频电振荡转变为超声机械振动。
此时振幅比较小,再通过变幅杆,使固定在变幅杆端部的工具振幅扩大到加工所需的振动,如图1所示。
将含有磨粒(通常为立方氮化硼或碳化硅)的磨料悬浮液输入到工具和工件表面之间,工具以约20 kHz的频率振动,磨粒在工具的振动下高速冲击工件表面,导致工件表面被冲击处的微小体积材料碎裂脱落,这样就得到了与工具表面相反的工件表面外形。
它的缺陷在于:随着加工深度的增加磨料悬浮液要进入到工具与工件表面之间变得越来越困难,加工效率随之降低;另外,随着磨料悬浮液的流动,孔径变太,孔加工精度降低。
超声波加工机床的结构设计与动力系统优化

超声波加工机床的结构设计与动力系统优化一、引言超声波加工机床是一种利用超声波振动进行加工的先进设备。
它具有精度高、效率高、能耗低等优点,因此在现代工业中得到了广泛应用。
本文将对超声波加工机床的结构设计与动力系统进行分析与优化,旨在进一步提高其加工质量和性能。
二、超声波加工机床的结构设计1. 传动系统设计超声波加工机床的传动系统是保证加工过程中能量传递和工具运动的关键部分。
采用传动系统可以将电机的转速转换为工作台或工具的运动速度。
传动系统的设计应保证其结构紧凑、刚性良好、传动效率高和稳定性强。
2. 悬挂系统设计超声波加工机床的悬挂系统用于支撑工具和工作台,使其在超声波振动下能够稳定运动。
悬挂系统应具备足够的刚性和稳定性,能够有效抵抗振动的影响。
同时,悬挂系统还应具备一定的调节能力,以适应不同加工任务的要求。
3. 结构刚度设计超声波加工机床在加工过程中需要承受较大的力和振动。
因此,其结构刚度设计至关重要。
合理的结构刚度设计可以提高加工精度,减小振动的影响,并降低设备的故障率和维修成本。
结构刚度设计需要考虑材料的选择、结构的合理性和加工工艺等因素。
三、超声波加工机床的动力系统优化1. 电机选择与匹配超声波加工机床的电机是动力系统的核心部分,对其性能和稳定性有重要影响。
电机的选择应根据加工机床的负载要求、工作条件和精度要求等因素进行选择。
同时,电机的匹配应保证其输出扭矩和速度与机床需求相匹配,以提高加工效率和精度。
2. 控制系统设计与优化超声波加工机床的控制系统对于保证加工过程的稳定性和精度至关重要。
控制系统应具备快速响应、精准调整和稳定运行的能力。
通过优化控制算法和调整控制参数,可以进一步提高加工机床的稳定性和控制精度。
3. 能源系统优化超声波加工机床的能源系统包括供电系统和能量转换系统两部分。
供电系统应能够稳定地为机床提供所需电能,以保证其正常运行。
能量转换系统应具备高效转换能量的能力,以提高能源利用率和机床的工作效率。
三圆柱定子纵弯复合模式旋转型超声波电机的设计
华侨大学厦门工学院毕业设计(论文)开题报告
系(部):机械工程系专业班级:机械工程及自动化专业7班
图1.1 超声波电机的基本原理示意图
从这里可以看出,超声波电机是利用压电陶瓷逆压电效应原理。
高频电源产生信号的频率和电机的固有频率一致,形成共振,产生高频机械振动。
这种振动借助定子和转子间的摩擦耦合来驱动电机运动。
这就是超声波电机的基本工作原理。
其能量转换可分为以下两个过程:①高频交流通过压电陶瓷的逆压电效应把电能转换为定子的机械能;②定转子之间通过摩擦耦合把定子的机械能转换为转子的机械能。
3、超声波电机的分类
超声波电机利用压电陶瓷的压电效应及弹性体的机械振动,通过转子与定子间的摩擦力来驱动电机转动。
由于压电陶瓷的极化形式多样,弹性体的振动模式也具有多样性,可采用不同的振动模态来产生驱动力,因而可以研制出多种不同结构的超声波电机,如环型或盘型、直线型、球型、弯扭耦合型、纵扭复合型、非接触型及自校正型等等。
一般按照使用的波动方式的不同分为驻波型和行波型两种。
根据输出运动的形式不同又可以分为旋转型和直线型。
根据驱动位移的量级也可以分为一般的超声波电机和微动超声波电机(微米级和亚微米级的驱动位移)。
而根据输出运动自由度的个数不同可分为单自由度与多自由度。
另外还可以根据定子与转子的接触形式分为接触式与非接触式。
注:本表可续页
11。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要超声加工技术是近30年来逐步发展的一种特种加工方法,并以它的工艺效果得到了广泛的应用。
由于它横跨机械学、电学和声学三个学科,因而也可把超声加工技术视为边缘学科。
超声加工,是指给工具或工件沿一定方向施加超声振动进行振动加工的方法。
超声加工系统,由超声波发生器、换能器、变幅杆、振动传递系统、工具、工艺装置等构成。
超声波发生器的作用是,将220V或380V的交流电源转换成超声频电振荡信号;换能器的作用是,将超声频电振荡信号转换为超声频机械振动;变幅杆的作用是,将换能器的振动振幅进行放大。
近20多年来,国外采用烧结或镀金刚石的先进工具,既作超声波频振动,同时又绕本身轴线以1000—5000r/min的高速旋转的超声波旋转加工,比一般超声波加工具有更高的生产效率和孔加工的深度,同时直线性好、尺寸精度高、工具磨损小,除可加工硬脆材料外,还可加工碳化钢、二氧化钢、二氧化铁和硼环氧复合材料,以及不锈钢与钛合金叠层的材料等。
目前,已用于航空、原子能工业,效果良好。
本文设计的超声波旋转加工机,包括整机的工具头、进给装置等机械结构设计和驱动元件的选择。
关键词:超声波;结构设计;旋转加工;变幅杆;换能器全套图纸,加153893706ABSTRACTThe technology of ultrasonic process is a special method process in recent 30 years, and it has a wide application because of its good crafty result. Since the technology of ultrasonic process is relative with mechanism, electricity and acoustics, it can be considered as frontier science.Ultrasonic process, it is a processing method which manufacture the work piece ultrasonic vibration at a direction. The system of ultrasonic process is consist of the manufacturing install of ultrasound, the ultrasonic transforming install, the pole of changed flap , the system of transmitting vibration, tools, and the system of craft, and so on. The function of the manufacturing install of ultrasound is to transform the 220 or 380 mains to the ultrasonic electric vibrating signal;the function of the ultrasonic transforming install is to transform the ultrasonic electric vibrating signal to the machining vibration;and the function of the pole of changed flap is to amplify the amplitude.The Rotary Ultrasonic Machining that the text designed, which include tools,feeding device etc. selection of driver is either included.Key words:Ultrasonic; Structure Design; Rotary Ultrasonic MachiningAmplitude Transformer;Transducer目录摘要.............................................................................................................. (I)Abstract ............................................................................................................... I I 第1章绪论.. (1)1.1 课题背景 (1)1.2 课题的意义 (2)1.3 超声加工的工艺效果 (3)1.3.1 切削力大幅度降低 (3)1.3.2 切削温度大幅度降低 (3)1.3.3 大幅度降低表面粗糙度,制和显著提高加工精度 (4)1.3.4 大幅降低切削温度 (4)1.3.5 提高了切屑液的使用效果 (4)1.3.6 提高已加工表面的耐磨性、耐腐蚀性 (5)1.3.7 大大节省能源,简化机床结构 (5)1.4超声加工的应用范围 (6)1.5 本文的主要内容 (7)第2章总体方案 (8)2.1 加工头设计 (8)2.1.1 超声换能器 (8)2.1.2 超声变幅杆 (8)2.1.3 进给机构 (8)2.1.4 动力机构 (9)2.2 工作台设计 (9)2.3 本章小结 (9)第3章机械结构设计 (11)3.1 超声波换能器设计 (11)3.1.1晶体的压电效应 (11)3.1.2压电材料 (11)3.1.3压电换能器设计 (11)3.1.4基本理论 (12)3.2变幅杆的设计 (12)3.2.1变幅杆的作用 (12)3.2.2圆锥形变幅杆的计算 (13)3.3进给机构设计 (14)3.3.1滚珠丝杠 (14)3.3.2步进电机 (19)3.4工作头升降机构设计 (21)3.4.1电动机 (21)3.4.2联轴器 (22)3.4.3螺旋丝杠 (23)3.5滚珠丝杠的校核 (23)3.5.1静载荷计算 (23)3.5.2寿命计算 (23)3.6螺旋丝杠校核 (24)3.6.1耐磨性计算 (24)3.6.2自锁性计算 (25)3.7 轴承的校核 (25)3.8 本章小结 (27)结论 (28)参考文献 (29)致谢 (30)附录 (31)第1章绪论1.1课题背景人耳可以听到的声波频率范围约为16-20000Hz。
低于16Hz的声波称为次声波,高于2000OHz的声波称为超声波。
人们还把频率为90.510Hz以上的声波称为特超声或微波超声。
人耳听不见次声和超声,而很多海洋动物能感受。
可见,此声波和超声波也是客观存在的自然现象。
由于人耳听不到超声,所以人们研究它比较玩。
直到上世纪生产和科学有了相当发展,对超声的研究和应用有了可能和需要之后,超声学才发展起来。
超声具有许多独特的性质和优点,所以超声学的发展很迅速,应用领域十分广泛,并有广阔的应用前景。
超声加工技术是功率超声应用的一个分支。
超声加工起源于20世纪50年代初期。
最早研究超声加工技术的国家是日本。
日本在甲府设立了专门的振动切削研究所,许多大学和科研机构也都设有这个研究课题。
日本研究超声加工的主要代表人物有两位:一位是中央大学的岛川正宪教授,《超音波工学—理论和实际》是他的代表作;另一位是宇都宫大学的限部淳一朗教授,《精密加工、振动切削基础和应用》是他的代表作。
日本研究人员不但把超声加工用在普通设备上,而且在精密机床、数控机床中也引入了超声振动系统,并且试图将超声加工引入超精密加工机床。
超声加工在日本已获得近百项专利,在生产中发挥了一定的作用。
前苏联的超声加工研究也比较早,二十世纪50年代末60年代初已经发表过很有价值的论文。
在超声车削、钻孔磨削、光整加工、复合加工等方面均有生产应用,并取得了良好的经济效果。
他们对超声加工设备操作人员的技能等级共分为五级。
为了推动超声加工的应用,1973年原苏联召开了一次全国性的讨论会,充分肯定了超声加工的经济效果和实用价值,对这项新技术在全国的推广应用起到了积极的作用。
上世纪60年代初,美国开始了超声加工的研究工作。
由于当时超声技术还很不成熟,包括声振系统、换能器、发生器的设计制造和质量都较差,美国的研究工作曾经停顿了10年。
70年代中期,美国在超声钻中心孔、光整加工、磨削、拉管和焊接等方面,已处于生产应用阶段;超声车削、钻孔、膛孔已处于试验性生产设备原型阶段;通用超声振动切削系统已供工业应用,目前已形成部分标准。
德国和英国也对超声加工的机理和工业应用进行了大量的研究工作,并发表了许多有价值的论文,在生产中也得到了积极的应用。
我国超声加工的研究始于上世纪50年代末,曾经掀起过群众性的“超声热”,由于当时超声波发生器、换能器、声振系统很不成熟,缺乏合理的组织和持续的研究工作,很快就冷了下来。
60年代末,哈尔滨工业大学应用超声车削,加工了一批飞机上的铝制细长轴,取得了良好的切削效果,但事后没有进行深入的总结和研究。
由于我国特定的历史条件,中断了这项新技术的研究工作十多年。
1976年以后,我国再次开展超声加工的试验研究和理论讨论工作。
吉林工业大学、广西大学及甘肃光学仪器厂等单位,率先进行超声车削设备及试验研究。
1982年,上海钢管厂、中国科学院声学研究所及上海超声波仪器厂研制成功超声拉管设备,为我国超声加工在金属塑性加工中的应用填补了空白。
1983年10月,机械电子工业部科技司委托《机械工艺师》杂志编辑部在西安召开了我国第一次“振动切削专题讨论会”,会议充分肯定了振动切削在金属切削中的重要作用,交流了研究和应用成果,促进了这项新技术在我国的深入研究和推广应用。
1985年,机械电子工业部第11研究所研制成功超声旋转加工机,在玻璃、陶瓷、YAG激光晶体等硬脆材料的钻孔、套料、端铣、内外圆磨削及螺纹加工中,取得了优异的工艺效果。
1989年,张云电研制成功超声布磨装置,在汽车、拖拉机、摩托车发动机气缸、炮管、油缸、煤矿液压支架等精密孔的晰磨加工中进行了生产应用,并通过了部级鉴定,填补了国内技术空白。
1990年,超声晰磨装置被列为国家级新产品。
1991年,张云电研制成功变截面细长杆超声车削装置,从根本上解决了节制杆、各种复杂形状的变幅杆、等截面细长杆精密加工的重大技术问题,对保证产品质量、提高制造技术水平有重大意义,这项新技术也已通过部级鉴定。
到1993年为止,我国已发表了300多篇有关超声加工方面的科学技术论文。